
Abstract
Objectives
To investigate the chemical (degree of conversion (DC)) and mechanical properties (Martens hardness (HM), elastic indentation modulus (EIT), and biaxial flexural strength (BFS)) of four dual-polymerizing resin composite core build-up materials after light- and self-polymerization.
Materials and methods
Round specimens with a diameter of 12 mm and a thickness of 1.5 mm were manufactured from CLEARFIL DC CORE PLUS (CLE; Kuraray), core·X flow (COR; Dentsply Sirona), MultiCore Flow (MUL; Ivoclar Vivadent), and Rebilda DC (REB; VOCO) (N = 96, n = 24/material). Half of the specimens were light-polymerized (Elipar DeepCure-S, 3 M), while the other half cured by self-polymerization (n = 12/group). Immediately after fabrication, the DC, HM, EIT, and BFS were determined. Data was analyzed using Kolmogorov–Smirnov, Mann–Whitney U, and Kruskal–Wallis tests, Spearman’s correlation, and Weibull statistics (p < 0.05).
Results
Light-polymerization either led to similar EIT (MUL; p = 0.119) and BFS (MUL and REB; p = 0.094–0.326) values or higher DC, HM, EIT, and BFS results (all other groups; p < 0.001–0.009). When compared with the other materials, COR showed a high DC (p < 0.001) and HM (p < 0.001) after self-polymerization and the highest BFS (p = 0.020) and Weibull modulus after light-polymerization. Positive correlations between all four tested parameters (R = 0.527–0.963, p < 0.001) were found.
Conclusions
For the tested resin composite core build-up materials, light-polymerization led to similar or superior values for the degree of conversion, Martens hardness, elastic indentation modulus, and biaxial flexural strength than observed after self-polymerization. Among the tested materials, COR should represent the resin composite core build-up material of choice due to its high chemical (degree of conversion) and mechanical (Martens hardness, elastic indentation modulus, and biaxial flexural strength) properties and its high reliability after light-polymerization. The examined chemical and mechanical properties showed a positive correlation.
Clinical relevance
The chemical and mechanical performance of dual-polymerizing resin composite core build-up materials is significantly affected by the chosen polymerization mode.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
A loss of natural tooth substance, that is caused by caries or trauma and frequently occurs in combination with an endodontic treatment, calls for a prosthetic restoration with single- or multi-unit fixed dental prostheses (FDPs). To imitate the natural tooth with its soft dentin core and hard enamel shell, the treatment of choice customarily consists of a resin composite core build-up and subsequent restoration with a FDP made from an alloy or ceramic. The estimated 5-year success rate of such “conventional” restorations is reported to be 94%, while endocrowns, where a preceding core build-up is foregone, show a success rate of 78% [1]. In the day-to-day practice, dentists frequently perform the necessary pretreatments (e.g., a root canal filling) and the subsequent core build-up in one sitting, while the final preparation, impression taking, and provisional FDP are tackled in the next appointment. With the core build-up being in extensive direct contact with oral structures in this time period, the chemical properties of the employed materials (e.g., their residual monomer content) are of paramount importance [2, 3]. Furthermore, the overall stability of the FDPs is influenced by the chemical and mechanical properties of the employed resin composites [4, 5]. The choice of core build-up material thus holds a profound impact on the longevity of the prosthetic restoration. Since their market launch, the properties of resin composites have been continuously improved by modifying their composition [6]. In general, resin composites are made up of an organic polymer matrix, (predominantly inorganic) fillers, coupling agents (that establish a chemical bond between organic and inorganic components), initiators, inhibitors, accelerators, and other additives. The introduction of dual-polymerizing resin composites, that contain both light- and self-polymerization initiators, expanded the indication spectrum of this material group. As a result, the adhesive luting of endodontic posts and subsequent core build-up can, as of today, be performed with only one material, thus shortening treatment times and reducing inherently weak material interfaces and processing errors [7]. Different resin composite core build-up materials vary in their composition and, in consequence, in their chemical and mechanical performance [5, 8,9,10]. Whereas a resin composite’s filler fraction has been reported to positively correlate with its mechanical properties [11, 12], fillers can also inhibit the polymerization reaction and thus impair the achieved degree of conversion (DC) [13, 14]. For a light-induced initiation of the polymerization reaction, this observation can be explained by a high filler content, a small filler size or a mismatched refractive index of fillers and polymer matrix increasing the reflection of light [15]. The formation of free radicals can also be impaired by pigments absorbing light and thus reducing the amount of light energy that reaches deeper layers [9, 16]. The chemical and mechanical properties of resin composite core build-up materials can furthermore be affected by the amount and distribution of photo- and chemical initiators, accelerators, inhibitors, and the chosen polymerization mode [8, 17,18,19]. While previous investigations reported a higher crosslink density [18] following light-polymerization, the influence of the polymerization mode on the chemical and mechanical properties of resin composite core build-up materials remains unclear [10, 17,18,19,20].
The chemical properties of resin composites are standardly evaluated by determining the DC, either by Fourier-transform infrared or Raman spectroscopy. The higher the DC, the lower are the amount of elutable substances and the residual monomer content [21]. From a clinical point of view, this parameter is pivotal, as it determines a material’s biocompatibility. A resin composite’s mechanical performance can be evaluated by measuring its Martens hardness (HM), elastic indentation modulus (EIT), and biaxial flexural strength (BFS). The HM and EIT yield information about a material’s surface properties. HM has been reported to impact a material’s resistance to wear, with a low Martens hardness correlating with a low wear of the antagonist [22]. Although a core build-up material is only subject to wear during a limited period between doctor’s appointments, the determination of the HM is important as it also quantifies a resin composite’s resistance to deformation during loading. The measurement of the EIT, an analog to the Young’s modulus, allows an assessment of the elastic properties of a material. The higher the EIT, the stiffer is the material and the lower are its damping properties. This should be considered when evaluating a material’s behavior during function, as this property impacts the stress states between different restorative materials and influences the interactions in the masticatory system. The determination of the biaxial flexural strength of a geometric body allows an additional means to predict the performance of a dental restorative material during loading and enables an evaluation independent of the material’s surface properties.
The aim of this investigation was to investigate the chemical and mechanical properties of different core build-up materials after light- and self-polymerization. For this purpose, the DC, HM, EIT, and BFS of four core build-up materials were examined. The tested null hypotheses stated that the tested chemical and mechanical properties were neither affected by the polymerization mode nor the type of core build-up material used.
Material and methods
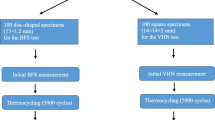
The DC, HM, EIT, and BFS of four different core build-up materials were investigated after light- and self-polymerization (Fig. 1, Table 1).

Study design
Specimen preparation
A total of 96 specimens were manufactured at room temperature with a hollow acrylonitrile butadiene styrene mold (SD Mechatronik GmbH, Feldkirchen-Westerham, Germany) to form round disks with a diameter of 12 mm and a thickness of 1.5 mm. The mold was slightly isolated with petroleum jelly (Vaslinum, Fagron GmbH, Barsbüttel, Germany) prior to the injection of the core build-up material. Half of the specimens were light-polymerized (Elipar DeepCure-S, 3 M, Seefeld, Germany), while the other half cured by self-polymerization. For each core build-up material, the manufacturers’ processing guidelines listed in Table 1 were meticulously adhered to. The surface of each specimen was carefully wiped with 96% ethanol (Otto Fischar GmbH, Saarbrücken, Germany). The measurements of the DC, the HM and EIT, and BFS were performed directly after light- or self-polymerization in immediate succession.
Measurement of the degree of conversion (DC)
The DC was examined with a Raman spectrophotometer (inVia Qontor, Renishaw, New Mills, UK) after a careful calibration of the system. To record the Raman scattering of the unpolymerized material (Runpolymerized), the unpolymerized core build-up materials were applied on a microscope slide. Per material group, twelve measurements were taken to calculate an average value for Runpolymerized. The Raman spectra of the unpolymerized and polymerized (Rcured) specimens were recorded with a single mode laser operating with a wavelength of 785 nm. For each specimen, one Raman spectrum was measured at 100% laser power and an irradiation time of 10 s. The obtained data were processed with WiRE 4.4 (Renishaw) software by subtracting the baseline and determining the peaks at 1610 cm−1 and 1640 cm−1 using the curve fit function. The DC was calculated with the following equation:
The Raman spectra for the different polymerization modes are presented in Fig. 2.

Raman spectra for the different polymerization modes: unpolymerized (left), light-polymerized (center), and self-polymerized (right) for a CLEARFIL DC CORE PLUS specimen
Measurement of the Martens hardness (HM) and elastic indentation modulus (EIT)
The HM and EIT were determined using the testing machine ZHU 0.2 (ZwickRoell, Ulm, Germany). The mounted diamond indenter in the form of a Vickers pyramid was vertically pressed into the specimens’ surface. Specimens were loaded with 9.8 N for 2 s at three different positions. HM an EIT values were computed using TestXpert v.12.3 Master (ZwickRoell) with the equations given in ISO 14577–1 [23]:
where HM is the Martens hardness, F is the test force [N], AS (h) is the area of the indenter penetrating the surface at distance h from the tip [mm2] and
where EIT is the elastic modulus of the indenter [N/mm2], Ap(hc) the projected contact area under load [mm2], \(v\) s Poisson’s ratio of the specimen with \(v\) s = 0.4 and \(v\) i the Poisson’s ratio of the indenter with \(v\) I = 0.3, and S the contact stiffness evaluated from the force removal curve [24, 25].
Exemplarily load-indentation depth curves for one light-polymerized specimen of each core build-up material are depicted in Fig. 3.

Load-indentation depth curves for one light-polymerized specimen of each core build-up material
Measurement of the biaxial flexural strength (BFS)
Biaxial flexural strength measurements were performed at a room temperature of 23 °C using the universal testing machine Z010 (ZwickRoell). The test was performed according to DIN EN ISO 6872:2008 [26]. The thickness of each specimen was determined using a digital micrometer screw (IP65, Mitutoyo, Kawasaki, Japan) with an accuracy of ± 4 µm before specimens were placed on a jig with three balls. The tempered steel balls had a diameter of 3.2 mm and formed an equilateral triangle. Loading with a crosshead speed of 1 mm/min was applied with a 1.6-mm diameter plunger in the center of each specimen until failure occurred (Fig. 4).

Schematic presentation of the biaxial flexural strength test set-up
BFS was calculated with the following formula:
where P is fracture load [N], d is specimen thickness [mm], and the coefficients X and Y represent:
where υ is the Poisson’s ratio (υ = 0.4), r1 is the radius of the support circle formed by the three tempered steel balls [mm], r2 is the radius of the loaded area [mm], and r3 is the specimen radius [mm].
Statistical analysis
Descriptive analysis was calculated, and deviations from the normal distribution were tested using the Kolmogorov–Smirnov test. For non-parametric analysis, Mann–Whitney U and Kruskal–Wallis tests were performed. Correlation coefficients were determined using Spearman’s correlation. The Weibull modulus was calculated with the maximum likelihood estimation method and 95% confidence interval [27]. For all statistical analyses, a p-value below 0.05 was interpreted as statistically significant (IBM Statistics SPSS 26.0, IBM, Armonk, USA).
Results
The results of the descriptive analyses are presented in Tables 2 and 3. With the Kolmogorov–Smirnov test showing a violation of the assumption of normality for 12.5% of the tested groups, non-parametric tests were performed.
For the DC (p < 0.001) and the HM (p < 0.001–0.009), light-polymerization led to higher values than self-polymerization for all four tested core build-up materials. For the EIT, higher values were also observed after light-polymerization for all groups (p < 0.001–0.009) except for MUL, where no difference was observed between the two polymerization modes (p = 0.119). The polymerization mode furthermore showed an influence on the BFS of CLE and COR (p = 0.001), where light-polymerization resulted in higher values, but did not impact the BFS of MUL or REB (p = 0.094–0.326; Fig. 5). For COR, light-polymerization resulted in a higher Weibull modulus than observed after self-polymerization. The opposite trend was observed for MUL, where self-polymerization led to a higher Weibull modulus. The polymerization mode did not influence the Weibull moduli of CLE or REB.

Box plots for the tested chemical and mechanical properties of the four core build-up materials as a function of the polymerization mode
After light-polymerization, CLE showed a lower DC than all other groups (p < 0.001). MUL presented a lower HM and EIT than the three other materials (p = 0.004–0.014). Regarding the BFS, CLE and MUL presented the lowest values, while the highest BFS was observed for COR (p = 0.020). COR furthermore presented a higher Weibull modulus than the other tested core build-up materials.
After self-polymerization, CLE presented a lower DC than MUL and COR (p < 0.001). For the HM, the lowest values were reported for CLE, while REB and COR led to the highest values (p < 0.001). For the EIT (p = 0.002) and BFS (p < 0.001), CLE showed lower values than all other groups. REB and COR showed lower Weibull moduli than observed for MUL.
Positive correlations between all four tested parameters (R = 0.527–0.963, p < 0.001) were found.
Discussion
The aim of this investigation was to examine the chemical and mechanical properties of four different core build-up materials after light- and self-polymerization. The tested null hypotheses, that neither the polymerization mode nor the material presented an influence on the DC, HM, EIT, or BFS, had to be rejected.
When regarding the impact of the polymerization mode on the tested properties, it could be shown that light-polymerization led to higher DC and HM values than observed after self-polymerization for all core build-up materials. In Fig. 2, the different proportion of the two peaks at 1640 cm−1, representing the residual unpolymerized methacrylate C = C stretching mode, and at 1610 cm−1, showing the aromatic C = C stretching mode used as an internal standard before and after polymerization, after light-polymerization (center) or self-polymerization (right) is clearly visible. Consistently, light-polymerization resulted in higher EIT and BFS values for the majority of the tested groups except for the two core build-up materials MUL and REB that showed comparable EIT values (MUL) and BFS results (MUL and REB) for both polymerization modes. Light-polymerization furthermore resulted in a higher reliability on the part of COR. As the kinetics of chain propagation and termination proceed similarly in light- and self-initiated polymerization reactions, differences have to be sought in the effectiveness of the initiation reaction, induced by photoactivation or redox reaction. Previous investigations have reported the additional effect of light irradiation to be material dependent, reporting a wide range of outcomes from no impact to a high impact on the resulting material properties [10, 17, 18, 20, 28]. In line with the present findings, the sole use of self-polymerization has been observed to lead to a reduced DC and lower mechanical properties [10, 17, 18, 29]. However, with post-polymerization continuing over a period of up to 24 h after the start of the reaction, the DC and the interrelated mechanical properties of self-polymerized specimens may increase over time and align with those reported for their light-polymerized counterparts [30, 31]. A previous investigation on the polymerization kinetics of bulk-fill resin composites reported self- and light-polymerization to only compete in the initial stage of polymerization. Just 11 min after the initiation reaction, the DC vs. time curves were perfectly superposed in all analyzed groups [30]. The differences observed between self- and light-polymerization in the present investigation may hence subside over time. If this were the case, the advantage of light-polymerization may be primarily seen in the improved clinical applicability. In this context, the approved thickness of the individual increments also plays a crucial role. While the manufacturers indicate CLE, COR, and REB to only be applied in increments of 2–3-mm thickness, the operating instructions of MUL do not include such directives. With previous investigations reporting a reduced DC and hardness at an increased distance from the surface [32, 33], future investigations should examine whether the specified increment thicknesses of the tested core build-up materials need to be adjusted to ensure the best possible clinical outcome.
The choice of material also presented an impact on the tested chemical and mechanical parameters. After light-polymerization, CLE showed the lowest DC and low BFS values when compared with the other tested core build-up materials. While the employed light-polymerization duration should be considered a plausible cause for this observation [32, 34, 35], with CLE and MUL (the core build-up material that presented the lowest Martens parameters after light-polymerization) both being cured for a shorter duration of only 10 s as compared to 20 s for COR and 40 s for REB, the same trend was applied after self-polymerization, where CLE presented low DC values and the lowest HM, EIT, and BFS results. With CLE specimens being manufactured adhering to a self-polymerization duration of 6 min (as specified by the manufacturer), a period that exceeds those of the other tested materials, the reason for CLE’s performance may originate from the resin composite’s composition. When regarding the limited information provided by the manufacturers, CLE can be differentiated from the other three materials by the apparent absence of the urethane dimethacrylate (UDMA) monomer. With UDMA possessing a lower viscosity and thus higher mobility of the monomers than bisphenol A-glycidyl methacrylate (Bis-GMA), the DC and the mechanical properties of resin composites increase [36]. The manufacturer furthermore indicates a variation of fillers (e.g., silanated barium glass and aluminum oxide), the photoinitiator dl-Camphorquinone, additional unspecified initiators, accelerators, and pigments in the composition of MUL. While all these constituents influence the initiation, chain propagation, and ultimate termination of the polymerization reaction and hence the chemical and mechanical properties of the resin composites, a further comparison between materials based on the very limited information provided by the other three manufacturers would be unsubstantiated.
After light-polymerization, the core build-up material MUL presented the lowest HM and EIT (as seen in Fig. 3). As this differentiation did not persist after self-polymerization, with MUL showing superior values to CLE (HM and EIT) that were in the same range as observed for COR (EIT) and REB (HM and EIT), it may be assumed that in comparison with the other materials, MUL’s light-induced initiation of the radical polymerization reaction was impaired. This theory is underlined by MUL being the only material where self-polymerization resulted in a higher Weibull modulus than observed after light-polymerization. Likely causes for this observation include an insufficiently long light exposure for 10 s [32, 34, 35] or an imbalance in the composition of MUL. While dibenzoyl peroxide is indicated as the employed chemical initiator, the included photoinitiators are not specified. An inadequate amount, uneven distribution, or mismatch of the components included in the light-induced start reaction (e.g., a lack of co-initiators) could explain MUL’s high inhomogeneity after light-polymerization that is quantified by its low Weibull modulus. While not ideally aligned for light-polymerization, the composition of MUL might, however, allow for an optimal self-polymerization reaction. This theory is highlighted by MUL showing a higher reliability than COR and REB after self-polymerization.
COR, on the other hand, showed a high DC and HM after self-polymerization and the highest BFS after light-polymerization when compared with the other tested core build-up materials. After light-polymerization, COR furthermore presented the highest Weibull modulus. With the processing guidelines of COR indicating a light exposure of 20 s, that lies between that employed for CLE/MUL (10 s) and REB (40 s), and the duration of self-polymerization being set at 2–3 min, which is lower than that specified for its competitors (4–6 min), the reasons for COR’s excellent chemical and mechanical performance seem to stem from its composition. In this context, its component propylidynetrimethyl trimethacrylate (TMPTMA) could play a key role, as this monomer is characterized by its ability to speed up the polymerization by reacting with an amine [37]. The high reliability observed for COR after light-polymerization did, however, not transfer to the material’s properties after self-polymerization, where in combination with REB, COR showed a lower Weibull modulus than observed for MUL.
Considering the present findings, the use of light-polymerization in conjunction with the resin composite COR may thus be recommended to increase the chemical and mechanical properties of core build-ups. This strategy allows for increments to be placed in 3 mm thicknesses and includes a reasonable light exposure period of 20 s per increment. As the Spearman's ρ showed a positive correlation between the four parameters DC, HM, EIT, and BFS, the chemical and mechanical properties of the four tested core build-up materials seem to be linked. Future investigations may thus focus on the mechanical properties of this material group, as these are more readily obtained, and transfer gained insights to their chemical performance. A comparison of the EIT values reported for the four tested materials (median: 4.15–8.38 kn/Nmm2) to that of dentin (mean: 19.89 kn/Nmm2) [38] and enamel (median: 51.1 kn/Nmm2 [22]; mean: 80.35 kn/Nmm2) [38] underlines the role resin composite core-build up materials play in imitating the natural tooth in conjunction with a ceramic restoration (median: 49.7 kn/Nmm2) [22].
The findings of the present investigation have to be evaluated in regard to their limitations. These encompass the in vitro study design and the limited number of examined core build-up materials. Although the employed methods yielded results with a low standard deviation, underlining the reliability of the measurement set-ups, a variation in BFS values dependent of the performing laboratory has been reported in a round robin test [39]. A comparison to other investigations using different workflows, set-ups, or measurement methods may thus be difficult [39]. Uniform polymerization durations, both for light- and self-polymerization, could enhance our understanding of differences observed between materials based solely on their composition. Interestingly, a previous investigation testing a wide range of different core-build up resin composites that employed uniform polymerization durations did not observe differences between the four materials examined in the present investigation in regard to their flexural strength and flexural modulus [10]. The therein reported strength values were slightly lower than those observed in the present investigation, as is to be expected due to the differing test set-up (three-point vs. biaxial flexural strength measurement). Longitudinal measurements are warranted to confirm or revoke the presently observed differences between the two polymerization modes in the course of time. As material properties differ throughout a light-polymerized specimen depending on the distance to the surface [32, 40], with the attenuation of light following an exponential decay [41], future investigations should furthermore investigate whether the observed trends can also be observed at different distances from the surface and for varying increment thicknesses. In the present investigation, the shade of the tested materials varied. For CLE, MUL, and REB, a white shade was chosen, while COR, which is only available as tooth-colored, was examined in a darker shade. With the material color arising from doping with pigments that can influence the amount of light passing through the resin composite due to their opaque character, future investigations should investigate whether the observed differences between the tested materials persist for different shade options [9, 16].
Conclusions
Based on the findings of this investigation, the following conclusions can be drawn:
-
1.
For the tested resin composite core build-up materials, light-polymerization led to similar or superior values for the degree of conversion, Martens hardness, elastic indentation modulus, and biaxial flexural strength than observed after self-polymerization.
-
2.
Among the tested materials, COR should represent the resin composite core build-up material of choice due to its high chemical and mechanical properties and its high reliability after light-polymerization.
-
3.
The examined chemical (degree of conversion) and mechanical (Martens hardness, elastic indentation modulus, and biaxial flexural strength) properties showed a positive correlation.
References
Al-Dabbagh RA (2021) Survival and success of endocrowns: a systematic review and meta-analysis. J Prosthet Dent 125:415 e1–415 e9. https://doi.org/10.1016/j.prosdent.2020.01.011
da Silva EM, Almeida GS, Poskus LT, Guimaraes JG (2008) Relationship between the degree of conversion, solubility and salivary sorption of a hybrid and a nanofilled resin composite. J Appl Oral Sci 16:161–166. https://doi.org/10.1590/s1678-77572008000200015
Gupta SK, Saxena P, Pant VA, Pant AB (2012) Release and toxicity of dental resin composite. Toxicol Int 19:225–234. https://doi.org/10.4103/0971-6580.103652
Magne P, Goldberg J, Edelhoff D, Guth JF (2016) Composite resin core buildups with and without post for the restoration of endodontically treated molars without ferrule. Oper Dent 41:64–75. https://doi.org/10.2341/14-258-L
Panitiwat P, Salimee P (2017) Effect of different composite core materials on fracture resistance of endodontically treated teeth restored with FRC posts. J Appl Oral Sci 25:203–210. https://doi.org/10.1590/1678-77572016-0306
Bayne SC, Ferracane JL, Marshall GW, Marshall SJ, van Noort R (2019) The evolution of dental materials over the past century: silver and gold to tooth color and beyond. J Dent Res 98:257–265. https://doi.org/10.1177/0022034518822808
Reis J, Oliveira CRM, Reis EGJ, Mascaro BA, Abi-Rached FO (2020) One-step fiber post cementation and core build-up in endodontically treated tooth: a clinical case report. J Esthet Restor Dent 32:5–11. https://doi.org/10.1111/jerd.12551
Ruttermann S, Alberts I, Raab WH, Janda RR (2011) Physical properties of self-, dual-, and light-cured direct core materials. Clin Oral Investig 15:597–603. https://doi.org/10.1007/s00784-010-0405-y
El-Askary FS, El-Korashy DI (2012) Influence of shade and light-curing distance on the degree of conversion and flexural strength of a dual-cure core build-up resin composite. Am J Dent 25:97–102
Spinhayer L, Bui ATB, Leprince JG, Hardy CMF (2020) Core build-up resin composites: an in-vitro comparative study. Biomater Investig Dent 7:159–166. https://doi.org/10.1080/26415275.2020.1838283
Ilie N, Hickel R (2009) Investigations on mechanical behaviour of dental composites. Clin Oral Investig 13:427–438. https://doi.org/10.1007/s00784-009-0258-4
Jun SK, Kim DA, Goo HJ, Lee HH (2013) Investigation of the correlation between the different mechanical properties of resin composites. Dent Mater J 32:48–57. https://doi.org/10.4012/dmj.2012-178
Halvorson RH, Erickson RL, Davidson CL (2003) The effect of filler and silane content on conversion of resin-based composite. Dent Mater 19:327–333. https://doi.org/10.1016/s0109-5641(02)00062-3
Ilie N (2017) Impact of light transmittance mode on polymerisation kinetics in bulk-fill resin-based composites. J Dent 63:51–59. https://doi.org/10.1016/j.jdent.2017.05.017
Shortall AC, Palin WM, Burtscher P (2008) Refractive index mismatch and monomer reactivity influence composite curing depth. J Dent Res 87:84–88. https://doi.org/10.1177/154405910808700115
Mousavinasab SM, Atai M, Salehi N, Salehi A (2016) Effect of shade and light curing mode on the degree of conversion of silorane-based and methacrylate-based resin composites. J Dent Biomater 3:299–305
Cekic-Nagas I, Ergun G, Vallittu PK, Lassila LV (2008) Influence of polymerization mode on degree of conversion and micropush-out bond strength of resin core systems using different adhesive systems. Dent Mater J 27:376–385. https://doi.org/10.4012/dmj.27.376
Karakis D, Yildirim-Bicer AZ, Dogan A, Koralay H, Cavdar S (2017) Effect of self and dual-curing on degree of conversion and crosslink density of dual-cure core build-up materials. J Prosthodont Res 61:210–216. https://doi.org/10.1016/j.jpor.2016.05.002
Polydorou O, Hammad M, Konig A, Hellwig E, Kummerer K (2009) Release of monomers from different core build-up materials. Dent Mater 25:1090–1095. https://doi.org/10.1016/j.dental.2009.02.014
Taubock TT, Oberlin H, Buchalla W, Roos M, Attin T (2011) Comparing the effectiveness of self-curing and light curing in polymerization of dual-cured core buildup materials. J Am Dent Assoc 142:950–6. https://doi.org/10.14219/jada.archive.2011.0302
Durner J, Obermaier J, Draenert M, Ilie N (2012) Correlation of the degree of conversion with the amount of elutable substances in nano-hybrid dental composites. Dent Mater 28:1146–1153. https://doi.org/10.1016/j.dental.2012.08.006
Schmeiser F, Arbogast F, Ruppel H, Mayinger F, Reymus M, Stawarczyk B (2021) Methodology investigation: impact of crown geometry, crown, abutment and antagonist material and thermal loading on the two-body wear of dental materials. Dent Mater S0109–5641(21):00343–00352. https://doi.org/10.1016/j.dental.2021.12.009
International Organization for Standardization, ISO/TC 164/SC 3 (2015b) ISO 14577–1:2015: Metallic materials — instrumented indentation test for hardness and materials parameters — Part 1: Test method.
Greaves GN, Greer AL, Lakes RS, Rouxel T (2011) Poisson’s ratio and modern materials. Nat Mater 10:823–837. https://doi.org/10.1038/nmat3134
Hampe R, Lumkemann N, Sener B, Stawarczyk B (2018) The effect of artificial aging on Martens hardness and indentation modulus of different dental CAD/CAM restorative materials. J Mech Behav Biomed Mater 86:191–198. https://doi.org/10.1016/j.jmbbm.2018.06.028
International Organization for Standardization, ISO/TC 106/SC 2 (2015a) ISO 6872:2015: Dentistry — Ceramic materials.
Butikofer L, Stawarczyk B, Roos M (2015) Two regression methods for estimation of a two-parameter Weibull distribution for reliability of dental materials. Dent Mater 31:e33-50. https://doi.org/10.1016/j.dental.2014.11.014
Ilie N, Simon A (2012) Effect of curing mode on the micro-mechanical properties of dual-cured self-adhesive resin cements. Clin Oral Investig 16:505–512. https://doi.org/10.1007/s00784-011-0527-x
Rueggeberg FA, Caughman WF (1993) The influence of light exposure on polymerization of dual-cure resin cements. Oper Dent 18:48–55
Ilie N (2018) Comparative effect of self- or dual-curing on polymerization kinetics and mechanical properties in a novel, dental-resin-based composite with alkaline filler. Running Title: Resin-composites with alkaline fillers. Materials (Basel) 11. https://doi.org/10.3390/ma11010108
Kelch M, Stawarczyk B, Mayinger F (2022) Time-dependent degree of conversion, Martens parameters and flexural strength of different dual-polymerizing resin composite luting materials. Clin Oral Investig 26(1):1067–1076. https://doi.org/10.1007/s00784-021-04091-4
Yap AU (2000) Effectiveness of polymerization in composite restoratives claiming bulk placement: impact of cavity depth and exposure time. Oper Dent 25:113–120
Garoushi S, Vallittu P, Shinya A, Lassila L (2016) Influence of increment thickness on light transmission, degree of conversion and micro hardness of bulk fill composites. Odontology 104:291–297. https://doi.org/10.1007/s10266-015-0227-0
Calheiros FC, Daronch M, Rueggeberg FA, Braga RR (2008) Degree of conversion and mechanical properties of a BisGMA:TEGDMA composite as a function of the applied radiant exposure. J Biomed Mater Res B Appl Biomater 84:503–509. https://doi.org/10.1002/jbm.b.30897
Imazato S, McCabe JF, Tarumi H, Ehara A, Ebisu S (2001) Degree of conversion of composites measured by DTA and FTIR. Dent Mater 17:178–183. https://doi.org/10.1016/s0109-5641(00)00066-x
Ferracane JL (2011) Resin composite–state of the art. Dent Mater 27:29–38. https://doi.org/10.1016/j.dental.2010.10.020
Silva EM, Miragaya L, Noronha-Filho JD, Amaral CM, Poskus LT, Guimaraes JG (2016) Characterization of an experimental resin composite organic matrix based on a tri-functional methacrylate monomer. Dent Mater J 35:159–165. https://doi.org/10.4012/dmj.2014-307
Mahoney E, Holt A, Swain M, Kilpatrick N (2000) The hardness and modulus of elasticity of primary molar teeth: an ultra-micro-indentation study. J Dent 28:589–594. https://doi.org/10.1016/s0300-5712(00)00043-9
Spintzyk S, Geis-Gerstorfer J, Bourauel C, Keilig L, Lohbauer U, Brune A, Greuling A, Arnold C, Rues S, Adjiski R, Sawada T, Lumkemann N, Stawarczyk B, Ilie N, Frankenberger R, Dudek MC, Strickstrock M, Begand S (2021) Biaxial flexural strength of zirconia: a round robin test with 12 laboratories. Dent Mater 37:284–295. https://doi.org/10.1016/j.dental.2020.11.016
Aggarwal N, Jain A, Gupta H, Abrol A, Singh C, Rapgay T (2019) The comparative evaluation of depth of cure of bulk-fill composites - an in vitro study. J Conserv Dent 22:371–375. https://doi.org/10.4103/JCD.JCD_453_18
Musanje L, Darvell BW (2006) Curing-light attenuation in filled-resin restorative materials. Dent Mater 22:804–817. https://doi.org/10.1016/j.dental.2005.11.009
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was supported by the German Research Foundation DFG (INST 409/190–1 FUGG contract) in the field of Raman spectrometry. The authors would like to thank Kuraray, Dentsply Sirona, Ivoclar Vivadent, and VOCO for providing material for this investigation.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Conflict of interest
The authors declare no competing interests.
Informed consent
For this type of study, formal consent is not required.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kelch, M., Stawarczyk, B. & Mayinger, F. Chemical and mechanical properties of dual-polymerizing core build-up materials. Clin Oral Invest 26, 4885–4896 (2022). https://doi.org/10.1007/s00784-022-04455-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00784-022-04455-4