
Abstract
The physical design and implementation of an LTCC on–off microswitch device is demonstrated. One model was used to describe microchannel fluidic behavior, especially those with rectangular cross-section, routinely used in microfluidic devices. Another model to describe PDMS microbridge deformation was applied, allowing for estimating the elastic stiffness of several manufactured membranes. From this approach, microswitch design was conducted regarding the simulation results associated with both models, aiming at miniaturization. Applying LTCC-PDMS fabrication methodology, the fluidic devices were manufactured as established by theoretical design and an experimental setup was proposed in order to evaluate system performance. Experimental investigations indicate that a weight of 120 g was necessary to reduce the water flow rate of the normally open LTCC-PDMS microswitch from 0.42 mL/min to 50 μL/min when submitted to a controllable pressure-driven system. The leakage observed when testing the fabricated microswitches regards the rough way in which the PDMS membrane was attached to the LTCC body. However, experimental results suggest that the novel microswitch can operate satisfactorily regarding micro total analysis applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Despite the comprehensiveness and acceptance of micro total analysis systems (μTAS) and lab-on-a-chip (LOC) devices, no standard microfluidic basic components are found in the literature (Oh and Ahn 2006; Laser and Santiago 2004), as is the case of transistors for integrated circuit industry. Therefore, MEMS device manufacturing has no material that can be identified as the most notorious. Several microstructures exhibit concerns by using structural, sacrificial, and masking materials applied to silicon bulk micromachining related to material properties, adhesion and etch selectivity. Also, for microfluidic chemical systems, silicon can be chemically incompatible, and the three-dimensional fabrication process can become very complex (Gravesen et al. 1998).
Glass, polymers, and silicon are the materials commonly used for conventional microfabrication technologies in order to have a full microanalyzer on a chip. As an alternative, Low Temperature Co-Fired Ceramic (LTCC) can be used to develop miniaturized and chemically compatible devices (Gongora-Rubio et al. 2001). LTCC technology is widely employed in multilayer electronic circuit fabrication due to its excellent electrical, mechanical and thermal properties (Dernovsek et al. 2001; Wang et al. 2002). Moreover, LTCC technology is compatible with screen printing processes, enabling multilayer electronic circuit printing, providing high complexity and high component density electronic circuit boards. Besides, very complex tridimensional microfluidic, optic, electronic and mechanical systems were all integrated in the same chip applying LTCC manufacturing technology (Groß et al. 2008; Barlow et al. 2009; Malecha et al. 2009). LTCC technology has an advantage thanks to its very fast cycle of design-fabrication-validation, making it possible to develop complete products in weeks. Regarding three-dimensional microfluidic structures fabrication, LTCC technology is superior to glass, silicon, Polymethylmethacrylate (PMMA) or Polydimethylsiloxane (PDMS) when considering prototyping speed and manufacturing cost (Shafique et al. 2011). While LTCC uses direct writing, silicon needs to use photolithography (Golonka et al. 2006), or soft lithography for polymers (Sia and Whitesides 2003) and surface machining for glass (Grover et al. 2003).
Miniaturization and integration applied to LOC or µTAS devices reduce reagents consumption, analysis time and power, retaining reliability and accuracy. Furthermore, fully integrated microanalyzers make it possible to perform most of the analytical process steps in a single device: sample preparation, mixing, detection, chemical control, data acquisition and self-calibration (Thorsen et al. 2002). However, to attain high performance, basic components such as microvalves must be designed to work properly, meeting engineering specifications. In the literature, the majority of microvalves developed apply MSL (Multilayer Soft Lithography) technology combined with polymer membranes usually actuated using pneumatic drivers externally connected (Satarkar et al. 2009), compromising miniaturization. Essentially, the microvalve needs an element able to increase microchannel fluidic resistance to achieve fluidic sealing. Thus, we here propose the design of a hybrid microswitch with movable (PDMS) and fluidic (LTCC) parts on the same chip. Electric, piezoelectric, thermal, pneumatic and other actuation methods (Oh and Ahn 2006) can be combined with the microswitch to build microvalves, but magnetic actuation seems to be the most suitable as regards chemical analysis, since it can close the channel without direct contact, providing large stroke with fast response time and good reliability, requiring very small voltage to work.
Regardless of the material of choice, the design and implementation of microvalves is a challenge that must be addressed for novel industrial and medical applications that require relatively inexpensive miniaturized actuators able to achieve high forces and elevated stroke (Unger et al. 2000; de Volder et al. 2005). With respect to microswitch mechanical actuation structure, several geometric shapes have already been used: membrane, ball and plunger (Terry et al. 1979; Fu et al. 2003; Oh et al. 2005), applying distinct manufacturing materials: polymer, ceramic, silicon, glass and magnetic material (Gaspar et al. 2008; Chen et al. 2011; Lobontiu and Garcia 2004; Czok et al. 2014; Bassous et al. 1977; Bohm et al. 2000; Kovacs et al. 1996; Kim et al. 2004; Yanagisawa et al. 1995). A particular polymer, PDMS, has become recurrent in microfluidic systems design, due to its biocompatibility and relative facility in the manufacturing processes, granting high elasticity to the mechanical element (Peterson et al. 2005; Ostuni et al. 2000; Silva and Odde 2004; Tan et al. 2003; Du Roure et al. 2005; Grover et al. 2006; Baek et al. 2005). Hence, the development of devices using LTCC-PDMS fabrication techniques takes both materials advantages, and, therefore, was applied to the manufacturing of the microswitches proposed in this work.
Since microfluidic devices perform several processes for distinct applications, it is crucial that the design of each component considers the overall performance after the system integration. As an example, specific flow rate ranges considering chemical analyzers for distinct applications are normally restricted to measurement conditions (O’Toole et al. 2005; Lau et al. 2006; Da Rocha et al. 2012; Alves-Segundo et al. 2011; Lopez et al. 2016), which can be attained by projecting microchannel size. Thus, applying an analytical or numerical method is appealing even when there is a rapid prototyping technology, since the number of faulty chips can be reduced. Some researchers demonstrated that numerical simulations can be used to provide a thorough analysis for complex microfluidic systems (Erickson 2005; Tsai et al. 2007). However, finite element analysis (FEA) is usually achieved by the application of expensive resources and can be an unnecessary effort regarding simple-minded devices, especially for pressure-driven flows whereby theoretical analysis can describe key fluidic parameters (Oh et al. 2012). Besides, different fields that work on microfluidic devices reported in the literature apply numerical analysis, and most have a mathematical modeling as well (Madadelahi et al. 2020). Several microfluidic devices, combining distinct phenomenological fields, use theoretical analysis with coupled systems to optimize device performance (Seitz and Heinzl 2004; Cai et al. 2015; Scott-Murrell et al. 2017). In this paper, a simple-minded microswitch is proposed, designed by applying analytical methods and fabricated employing LTCC-PDMS technology. A fluidic and a mechanical model were combined in order to provide results used for microchannel and microbridge dimensions optimization. Apart from that, the microswitch body was fabricated applying LTCC prototyping technology assembled to a PDMS microbridge, and the results of the experimental investigations endorse the modeling analysis.
2 Design
In order to develop a functional microvalve, it is necessary to integrate an actuation system to a microfluidic switch. Although several actuation methods were implemented for systems developed in micrometric scale, usually one or two of them will meet specific application requirements better since each method has its limitations. Moreover, the mechanical structure responsible for performing system actuation has significant influence on microswitch performance, and the theoretical analysis applied in this work will assist the design of the whole device. Figure 1 presents a scheme of LTCC microswitch structure, showing its two fluidic ports and the fluidic opening that makes way for PDMS membrane actuation. The microswitch was designed to work as a pressure-driven microsystem, where fluidic flow can be restricted by the actuation of a membrane plunger placed inside the microchannel, amid inlet and outlet ports. Figure 2 shows the respective scheme regarding the structure in its closed and open condition. The fluidic model is used to assure that required flow rates can be achieved with the membrane in open state, and the mechanical model is used to analyze the fluidic force required to deflect the membrane and close fluid flow. Thereunto, microchannel hydraulic resistance is applied theoretically considering circular and rectangular cross-sectional shapes and the elastic behavior associated with flexible microbridges is assumed to be the device actuation checkpoint. LTCC device manufacturing was accomplished considering the optimized dimensions for its channels and the integrated PDMS microbridge size.

a Top view of the proposed LTCC microfluidic switch module and b its respective cross-section. Channel dimensions \(l\), \(h\) e \(w\) are indicated in the figure

Schematic figure for the fabricated structure in (CLOSED) and (OPEN) condition
2.1 Microfluidic model
The microfluidic model is described by the solution of the Navier–Stokes’s equation considering microchannels subjected to pressure-driven water flows. In such systems, flow within the microfluidic device can be considered incompressible (Kirby 2010). Equation (1) shows incompressible Navier–Stokes equation for a fluid with density \(\rho\)[kg/m3], flowing with velocity \(u\)[m/s], driven by a pressure difference \(\nabla p\)[Pa], with constant viscosity \(\eta\)[Pa s].
Considering the steady state with the fully developed liquid flow, convective forces and acceleration can be neglected reducing Eq. (1) to the Poiseuille flow described by Eq. (2):
Microchannel hydraulic resistance \({r}_{H}\) relate the pressure drop \(\Delta p\) and flow rate \(Q\) according to the following expression:
From Eq. (2), considering a fluid flowing through the length direction (z) inside of a rectangular channel (height h, and width w), the Fourier series solution establishes (Cornish 1928):
Since a positive flow is taken from inlet to outlet, from Eqs. (3) and (4), the mathematical expression for the hydraulic resistance of a rectangular channel (\({r}_{re}\)) with length \(l\) is described by the Eq. (5):
The hydraulic resistance for a circular channel can be obtained applying the same procedure, and its form is shown in Eq. (6):
Regarding applications in water quality monitoring, where standard flow injection analysis is applied, hydraulic resistance estimative can be used to size the microchannel for a specific pressure condition and provide the desired flow rate, which is usually within the range of 0.2 ml/min to 6.0 mL/min (Ibanez-Garcia et al. 2006; Rocha and Reis 2000). Aiming at studying the proposed microfluidic system, the analysis was performed, initially, considering a circular channel, and then added to the whole system since they are placed connecting fluidic elements. Circular fluidic resistance evaluations were made using a 13 cm-length and 1 mm-diameter channel, mimicking real silicone tubes used in the microfluidic network. In order to miniaturize the system, device length should be as small as possible. However, its size must be compatible with the actuation system dimensions. Considering that magnetic actuators are of the order of centimeters, microchannel length may be around 1 cm. Also, the channel height was set to be around 0.2 mm, corresponding to the minimum channel height attainable with the prototyping technology used in this work (thickness of one ceramic layer). The LTCC manufacturer provides types of sheets with smaller thickness if necessary. Equation (5) indicates that the rectangular channel hydraulic resistance is inversely proportional to the width, and the simulation results were used to find the best size considering the other fixed dimensions. Two channels, 100 μm and 300 μm wide, were chosen, since simulation results show that microchannels with these sizes can provide the required flow rate regarding several micro total analysis applications.
2.2 Mechanical model
Generally, mechanical micro components used in microelectromechanical systems, as well as in most microfluidic systems, are microcantilever and microbridge, normally used as sensor and actuator element, respectively, whereupon the microbridge shows a successful performance in microswitch devices fabrication (Rebeiz 2004). Hence, a flexible microbridge will be integrated to the LTCC substrate shown in Fig. 1 and manufactured in this work. PDMS microbridge modeling is summarized to find out its elastic constant k, relating force to the respective displacement Eq. (7).
For a microbridge with moment of inertia \({I}_{y}\), length \(l\) and Young Modulus E, the elastic stiffness modeling found in the literature (Pustan et al. 2011) describes as follows in Eq. (8):
Regarding the usual case, whereby the force is applied to the center, microbridge elastic stiffness can be written as follows:
Applying the result to the microbridge moment of inertia, considering a rectangular cross-section with thickness \(t\) and width \(w\), Eq. (9) becomes:
The PDMS membrane dimensions were chosen based on Eq. (10), relating the force applied over the membrane and the desired deflection in order to have a specific flow rate through Eq. (7). The proposed flexible microbridge model was used to size PDMS membrane dimensions based on the force required to develop a stroke of about 216 μm (rectangular channel height). A simulation was carried out, using MATLAB software (Fig. 3), considering three membrane deflection cases: 216 μm (one LTCC layer), 432 μm (two LTCC layers) and 648 μm (three LTCC layers), where PDMS Young’s modulus was assumed to be 1.8 MPa (czok et al. 2014). As a first choice, PDMS Microbridge dimensions were 0.5 mm of thickness, 1 mm of width with its length ranging from 0.5 cm to 1 cm. A force of about 18.5 mN is required to achieve a stroke of 648 μm for a membrane length of 0.5 cm, whereas a force of 3 mN is needed to accomplish the same stroke, for a length of 1 cm. Furthermore, this result indicates that increasing microbridge length allows reducing the force required to reach the same stroke and, considering system miniaturization, results demonstrate that membrane length can be even lower. Based on that, a 1 mm-length, 0.5 mm-thickness and 1 mm-width PDMS membrane was chosen to be manufactured.

Simulation of 0.5 mm-thickness PDMS microbridge with 1 mm-width and 0.5 cm to 1 cm-length for a stroke of 216 μm (blue); 432 μm (red); 648 μm (yellow) (color figure online)
3 Fabrication
3.1 LTCC microfluidic module manufacturing
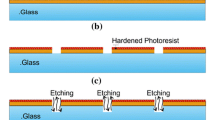
For obtaining LTCC structures, it is necessary to design each ceramic tape pattern individually. Consequently, the designer must anticipate the geometric shapes of each layer of ceramic tape, such that, by stacking all sheets following a proper order, the desired microfluidic device is achieved. In this work, all patterns and geometries were designed using Autodesk's AutoCAD 2007 graphics software. Each standard LTCC sheet (154 mm × 154 mm; 254 μm thickness) has four work areas and alignment holes necessary for each layer draft, because elements defined in the ceramic block have very small dimensions. The laser-cutting machine used in this work is the U3 Protolaser from LPKF. Considering ceramic shrinkage after the sintering process (Dupont Microcircuit Materials, 951 Green Tape, Product Description), project dimensions were enlarged by 12.7% with respect to the x and y directions and 15% in the z direction, ensuring that the constructed devices are within acceptable dimensions for assembly. The machined LTCC sheets were stacked by isostatic lamination, using ILS-66S from Keko Equipment, at a pressure around 12 MPa, with a temperature of 50 °C for 10 min. The sintering of the green tapes was carried out in an electric furnace LindBerg/Blue model BF51866C from Moldatherm, able to program at different temperatures. Basically, two temperature levels were used, 350 °C and 850 °C, in order to have the sintered LTCC chip.
3.2 PDMS microbridge fabrication and integration
PDMS membranes were produced by adding a base polymer material to a liquid activator (Sylgard® Silicone Elastomer Kit) with a mixing ratio of 1:10. The blend was then degassed in a vacuum chamber. Thereafter, PDMS casting was made using a LTCC or glass mold with the right membrane dimensions. The mold, filled with the PDMS blend, was kept in the furnace for one hour at 85 °C in order to cure the polymer. Finally, the PDMS microbridge was carefully removed from the mold and integrated to the microswitch using thermal stickers. The fixation process was carried out through the bonding between LTCC body and the sticker, followed by PDMS bonding on the fixed sticker surface. After PDMS integration, an LTCC-PDMS device was obtained, as shown in Fig. 4. Additionally, a weight was placed over the PDMS membrane surface to achieve the configuration used in the experimental setup.

LTCC-PDMS microswitch device built in this work next to 1 BRL coin for scale
4 Experimental setup
The experiments with the fabricated devices were carried out to evaluate microchannel fluidic resistance and microswitch performance (Fig. 5). Fluidic resistance tests included a fluid reservoir, a graduated test tube, a chronometer, the LTCC microchannel built on a microswitch device and circular silicone pipes (1 mm-diameter) to connect the elements.

Proposed experimental setup to evaluate the performance of the normally closed microswitch device over an applied force F
4.1 Fluidic resistance
The experiment measured the water flow rate through silicone pipe or LTCC channels as a function of hydrostatic pressure. All experiments were performed at room temperature using deionized water as working fluid. Flow rate measurements were performed via volumetric observation obtained in a specific clock.
4.2 Microswitch performance
Figure 5 presents a schematic representation of the experimental setup used to analyze microswitch performance. A DI water reservoir, connected to a piezoelectric micropump, provides the propulsion of fluids through the LTCC microchannel. Micropumps control is accomplished using a computer in serial communication with a printed circuit board (PCB). By changing the signal amplitude at fixed frequency, it is possible to control the flow rate provided by one micropump (in the range of 0 to 7 mL/min). Mp6 piezoelectric diaphragm pumps from ®Bartels were used. In all experiments, after a fixed period, the collected volume was recorded using a precision graduated cylinder.
5 Results and discussion
Figure 6 demonstrates that for a hydrostatic pressure of 220 Pa, a flow rate up to 20 mL/min can be achieved through the circular silicone tube. According to Bartels micropump manual, a pressure of about 1 kPa is produced when the flow is 0.1 mL/min, suggesting that silicone tubes do not restrict fluid flow, and thus, the micropump will set the operational system flow rate. Additionally, from Fig. 7, both rectangular channels (added to silicone tubes) require less than 0.1 kPa to provide up to 0.2 mL/min, indicating that micropump exerts more resistance to fluid transport than the designed rectangular channels 1 (1 cm-length; 216 μm-high; 100 μm-width) and 2(1 cm-length; 216 μm-high; 300 μm-width). Therefore, the micropump will induce water flow rate over the whole system, and both channels (1 and 2) will work properly for any micropump configuration. Linear fit curve (in red, Fig. 6) for channel 1 gives a hydraulic resistance of 838.6 (± 5%) GPa.s/m3 while channel 2 has a hydraulic resistance of 91.8 (± 4%) GPa.s/m3. Theoretically, applying Eq. (6), the hydraulic resistance for channels 1 and 2 are 885.17 GPa.s/m3 and 95 GPa.s/m3, respectively.

Deionized water flow rate through circular channels (13 cm length, 1 mm inner diameter) against applied hydrostatic pressure

Deionized water flow rate through rectangular channels 1 and 2, as a function of applied hydrostatic pressure
Experimental results related to the experimental setup described in Sect. 4.2 were obtained using the fabricated PDMS microbridge. To investigate how the PDMS microbridge influences the fluid flow through the system, a study was conducted without the microbridge presence, for three different micropump configurations (Fig. 8). Initially, due to the elevated hydraulic resistance of both rectangular channels, water flow rate is reduced when an LTCC microchannel is added to the system, as expected.

DI water flow rate through no rectangular channel (blue line) and rectangular channels 1 (red line) and 2 (yellow line) for three different micropump configurations (color figure online)
With respect to NC microswitch mode (Fig. 9), for micropump configuration 1 (15 Hz, 8 V), the expected liquid flow rate falls from 0.42 mL/min to about 0.13 mL/min for channel 1 and 0.18 mL/min for channel 2, applying a weight of 1 N (100 g) to open the switch. This result indicates that a greater force is required to open the device completely since the maximum flow rate expected for each micropump configuration, in which the device would be fully opened, was not achieved, as observed in Fig. 8. Simulation results suggest with a weight of 0.4 N (40 g), the fluid flow is restricted by the PDMS membrane, since the LTCC walls prevent the membrane from climbing, indicating that friction forces between PDMS microbridge and LTCC walls must be considered. Regarding NO microswitch mode (Fig. 10), a weight of 1.2 N (120 g) was applied over PDMS membrane to reduce microswitch flow from 0.42 mL/min to less than 50 μL/min for channel 1 and 50 μL/min for channel 2. A higher force must be attained to provide a better performance regarding microswitch devices and an improved integration method needs to be developed since PDMS-LTCC binding is presumably a source of problem related to PDMS microbridge sealing.

Deionized water flow rate through rectangular channels 1 (red) and 2 (blue), for NC microswitch mode. Micropump configurations: 15 Hz with 8 V (up); 20 Hz with 220 V (middle); 30 Hz with 250 V (bottom). Simulation results: lines without bars; Experimental results: lines with bars (color figure online)

Deionized water flow rate through rectangular channels 1 (red) and 2 (blue), for NO microswitch mode. Micropump configurations: 15 Hz with 8 V (up); 20 Hz with 220 V (middle); 30 Hz with 250 V (bottom). Simulation results: lines without bars; Experimental results: lines with bars
6 Conclusions
Micro total analysis systems can automate most of the steps involved in chemical and biochemical analysis, reducing the consumption of reagents and equipment footprint. Moreover, microfluidic components development, e.g. for microvalves and micropumps, appropriate for microfluidic systems integration, is of crucial importance for achieving miniaturization. This paper introduces the design and fabrication of a microswitch for an LTCC microsystem. The microswitch was designed using a model that predicts rectangular and circular channels static response, associated with real characteristics of micro total analysis systems. Also, PDMS membrane response was analyzed using an elasticity model related to our microsystems conditions (PDMS to LTCC integration). After microswitch fabrication, experiments were conducted to evaluate the influence that fluidic system and shape of PDMS membrane have upon the microswitch performance.
Experimental results show that channels with larger cross-sectional dimensions (especially the width) exhibit a considerable fall in hydraulic resistance, which is in good agreement with analytical results. The hydraulic resistance for the microchannel with a 100 μm-width was observed to be 885.17 GPa.s/m3, while the microchannel with larger width (300 μm) exhibited a hydraulic resistance of about 95 GPa.s/m3. Regarding microswitch experimental investigations, results demonstrated that a weight of 120 g deflects the PDMS microbridge, reducing the flow rate from 0.42 mL/min to 50 μL/min. This result shows that it is possible to design a microvalve for microfluidic system integration and automation, since membrane desired stroke, using actuation principles such as electromagnetic or electric methods, can be achieved, keeping in mind that an improvement in integration of PDMS membrane to LTCC chip must be performed.
Data availability
It’s not applicable.
Change history
05 July 2024
A Correction to this paper has been published: https://doi.org/10.1007/s00542-024-05719-7
References
Alves-Segundo R, Ibañez-Garcia N, Baeza M, Puyol M, Alonso-Chamarro J (2011) Towards a monolithically integrated microsystem based on the green tape ceramics technology for spectrophotometric measurements. Determination of chromium (VI) in water. Microchim Acta 172:225–232
Baek JY, Park JY, Ju JI, Lee TS, Lee SH (2005) A pneumatically controllable flexible and polymeric microfluidic valve fabricated via in situ development. J Micromech Microeng 15:1015
Barlow F, Wood J, Elshabini A, Stephens EF, Feeler R, Kemner G, Junghans J (2009) Fabrication of precise fluidic structures in LTCC. Int J Appl Ceramic Tech 6:18–23
Bassous E, Taub HH, Kuhn L (1977) Ink jet printing nozzle arrays etched in silicon. Appl Phys Lett 3:135–137
Böhm S, Burger GJ, Korthorst MT, Roseboom F (2000) A micromachined silicon valve driven by a miniature bi-stable electro-magnetic actuator. Sens Actuators A Phys 80:77–83
Cai Z, Xiang J, Zhang B, Wang W (2015) A magnetically actuated valve for centrifugal microfluidic applications. Sens Actuators B Chem 206:22–29
Chen CY, Chen CH, Tu TY, Lin CM, Wo AM (2011) Electrical isolation and characteristics of permanent magnet-actuated valves for PDMS microfluidics. Lab Chip 11(4):733–737
Cornish RJ (1928) Flow in a pipe of rectangular cross-section. Proc R Soc Lond A 120(786):691–700
Czok MJ, Karol M, Leszek JG (2014) Electromagnetic valve made in low-temperature co-fired ceramics. Int J Appl Ceram Tech 11:468–474
Da Rocha ZM, Martinez-Cisneros CS, Seabra AC, Valdés F, Gongora-Rubio MR, Alonso-Chamarro J (2012) Compact and autonomous multiwavelength microanalyzer for in-line and in situ colorimetric determinations. Lab Chip 12:109–117
de Silva MN, Odde DJ (2004) Micro-patterning of animal cells on PDMS substrates in the presence of serum without use of adhesion inhibitors. Biomed Microdevice 6:219–222
de Volder M, Peirs J, Reynaerts D, Coosemans J, Puers R, Smal O, Raucent B (2005) Production and characterization of a hydraulic microactuator. J Micromech Microeng 15:S15
Dernovsek O, Eberstein M, Schiller WA, Naeini A, Preu G, Wersing W (2001) LTCC glass-ceramic composites for microwave application. J Eur Ceram Soc 21:1693–1697
Du Roure O, Saez A, Buguin A, Austin RH, Chavrier P, Siberzan P, Ladoux B (2005) Force mapping in epithelial cell migration. Proc Natl Acad Sci USA 102:2390–2395
Erickson D (2005) Towards numerical prototyping of labs-on-chip: modeling for integrated microfluidic devices. Microfluid Nanofluid 1:301–318
Fu C, Rummler Z, Chomburg W (2003) Magnetically driven micro ball valves fabricated by multilayer adhesive film bonding. J Micromech Microeng 13:96–102
Gaspar A, Piyasena ME, Daroczi L, Gomez FA (2008) Magnetically controlled valve for flow manipulation in polymer microfluidic devices. Microfluid Nanofluid 4:525–531
Golonka LJ, Zawada T, Radojewski J, Roguszczak H, Stefanow M (2006) LTCC microfluidic system. Int J Appl Ceramic Tech 3:150–156
Gongora-Rubio MR, Espinoza-Vallejos P, Sola-Laguna L, Santiago-Aviles JJ (2001) Overview of low temperature co-fired ceramics tape technology for meso-system technology (MsST). Sens Actuators A Phys 89:222–241
Gravesen P, Branebjerg J, Jensen OS (1998) Microfluidics - a review. J Micromech Microeng 3:168–182
Groß GA, Thelemann T, Schneider S, Boskovic D, Köhler JM (2008) Fabrication and fluidic characterization of static micromixers made of low temperature cofired ceramic (LTCC). Chem Eng Sci 63:2773–2784
Grover WH, Skelley AM, Liu CN, Lagally ET, Mathies RA (2003) Monolithic membrane valves and diaphragm pumps for practical large-scale integration into glass microfluidic devices. Sens Actuators B Chem 89:315–323
Grover WH, Ivester RH, Jensen EC, Mathies RA (2006) Development and multiplexed control of latching pneumatic valves using microfluidic logical structures. Lab Chip 6:623–631
Ibanez-Garcia N, Mercader MB, Mendes da Rocha Z, Seabra CA, Góngora-Rubio MR, Chamarro JA (2006) Continuous flow analytical microsystems based on low-temperature co-fired ceramic technology. Integrated potentiometric detection based on solvent polymeric ion-selective electrodes. Anal Chem 78:298592
Kim JH, Na KH, Kang CJ, Jeon D, Kim YS (2004) A disposable thermopneumatic-actuated microvalve stacked with PDMS layers and ITO-coated glass. Microelectron Eng 73:864–869
Kirby BJ (2010) Micro-and nanoscale fluid mechanics: transport in microfluidic devices. Cambridge University Press, Cambridge
Kovacs GT, Petersen K, Albin M (1996) Peer reviewed: silicon micromachining: sensors to systems. Anal Chem 68:407A-412A
Laser DJ, Santiago JG (2004) A review of micropumps. J Micromech Microeng 14:R35
Lau KT, Baldwin S, O’Toole M, Shepherd R, Yerazunis WJ, Izuo S, Ueyama DD (2006) A low-cost optical sensing device based on paired emitter–detector light emitting diodes. Anal Chim Acta 557:111–116
Lobontiu N, Garcia E (2004) Mechanics of microelectromechanical systems. Springer, Cham
López ONB, Fuentes HC, Perezgasga FV, Casillas HAM, Chamarro JA (2016) Detection and analysis of cobalt in continuous flow using an analytical microsystem based on LTCC technology. Sens Actuators B Chem 227:11–16
Madadelahi M, Acosta-Soto LF, Hosseini S, Martinez-Chapa SO, Madou MJ (2020) Mathematical modeling and computational analysis of centrifugal microfluidic platforms: a review. Lab Chip 20:1318–1357
Malecha K, Pijanowska DG, Golonka LJ, Torbicz W (2009) LTCC microreactor for urea determination in biological fluids. Sens Actuators B Chem 141:301–308
O’Toole M, Lau KT, Diamond D (2005) Photometric detection in flow analysis systems using integrated PEDDs. Talanta 66:1340–1344
Oh KW, Ahn CH (2006) A review of microvalves. J Micromech Microeng 16:R13
Oh KW, Rong R, Ahn CH (2005) Miniaturization of pinch-type valves and pumps for practical micro total analysis system integration. J Micromech Microeng 15:2449–2455
Oh KW, Lee K, Ahn B, Furlani EP (2012) Design of pressure-driven microfluidic networks using electric circuit analogy. Lab Chip 12:515–545
Ostuni E, Kane R, Chen CS, Ingber DE, Whitesides GM (2000) Patterning mammalian cells using elastomeric membranes. Langmuir 16:7811–7819
Peterson SL, McDonald A, Gourley PL, Sasaki DY (2005) Poly (dimethylsiloxane) thin films as biocompatible coatings for microfluidic devices: cell culture and flow studies with glial cells. J Biomed Mater Res Part A 72:10–18
Pustan M et al (2011) Modeling and finite element analysis of mechanical behavior of flexible MEMS components. Microsyst Technol 17:553–562
Rebeiz GM (2004) RF MEMS: theory, design, and technology. John Wiley and Sons, Hoboken
Rocha FR, Reis BF (2000) A flow system exploiting multicommutation for speciation of inorganic nitrogen in waters. Anal Chim Acta 409:227–235
Satarkar NS, Zhang W, Eitel RE, Hilt JZ (2009) Magnetic hydrogel nanocomposites as remote controlled microfluidic valves. Lab Chip 9(12):1773–1779
Scott-Murrell E, Lanza D, Schertzer MJ (2017) Dimensionless model for impedimetric sensing of particle laden droplets in digital microfluidic devices. Microsyst Technol 23:3131–3139
Seitz H, Heinzl J (2004) Modelling of a microfluidic device with piezoelectric actuators. J Micromech Microeng 14:1140
Shafique MF, Laister A, Clark M, Miles RE, Robertson ID (2011) Fabrication of embedded microfluidic channels in low temperature co-fired ceramic technology using laser machining and progressive lamination. J Eur Ceram Soc 31:2199–2204
Sia SK, Whitesides GM (2003) Microfluidic devices fabricated in poly (dimethylsiloxane) for biological studies. Electrophoresis 24:3563–3576
Tan JL, Tien J, Pirone DM, Gray DS, Bhadriraju K, Chen CS (2003) Cells lying on a bed of microneedles: an approach to isolate mechanical force. Proc Natl Acad Sci 100:1484–1489
Terry SC, Jerman JH, Angell JB (1979) A gas chromatographic air analyzer fabricated on a silicon wafer. IEEE Trans Electron Devices 26:1880–1886
Thorsen T, Maerkl SJ, Quake SR (2002) Microfluidic large-scale integration. Science 298:580–584
Tsai CH, Chen HT, Wang YN, Lin CH, Fu LM (2007) Capabilities and limitations of 2-dimensional and 3-dimensional numerical methods in modeling the fluid flow in sudden expansion microchannels. Microfluid Nanofluid 3:13–18
Unger MA, Chou HP, Thorsen T, Scherer A, Quake SR (2000) Monolithic microfabricated valves and pumps by multilayer soft lithography. Science 288:113–116
Wang Y, Zhang G, Ma J (2002) Research of LTCC/Cu, Ag multilayer substrate in microelectronic packaging. Mater Sci Eng B 94:48–53
Yanagisawa K, Kuwano H, Tago A (1995) Electromagnetically driven microvalve. Microsyst Technol 2:22–25
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
dos Santos Rosa, R.L., Barroca, P.A. & Seabra, A.C. Design and fabrication of a novel microswitch made in LTCC-PDMS technology applicable to micro total analysis systems. Microsyst Technol (2024). https://doi.org/10.1007/s00542-024-05660-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00542-024-05660-9