
Abstract
The Innovative Aluminium filler Wires for Aircraft Structures (IAWAS) project aimed to demonstrate the potential of Wire Arc Additive Manufacture (WAAM) for the production of aluminium lithium components. Preliminary testing demonstrated the possibility of depositing an 2395 aluminium lithium filler wire using a plasma arc heat source and a local shielding device. The deposit had a low porosity level but also low ductility caused by long, vertical, segregated grain boundaries. Both chemical composition and deposition conditions are known to impact the deposit microstructure. In-situ alloying, an efficient technique to develop new material, was implemented using plasma arc as a heat source on aluminium lithium alloys. The results aligned with the literature review on the impact of copper on crack sensitivity and led to the design of a new alloy. Unfortunately, the composition selected yielded challenges during the drawing process, and the filler material quality was poor, leading to a low WAAM deposit quality. Machine hammer peening was implemented on the AA2395 alloy, resulting in a drastic increase in ductility and yield strength of 480 MPa after solution treatment and ageing. This alloy was used to manufacture an aluminium lithium demonstrator to showcase the potential of WAAM to produce real-life components.
Zusammenfassung
Das Projekt Innovative Aluminium-Fülldrähte für Flugzeugstrukturen (IAWAS) hatte zum Ziel, das Potenzial der additiven Fertigung mittels Lichtbogen (Wire Arc Additive Manufacture—WAAM) für die Herstellung von Aluminium-Lithium-Komponenten zu demonstrieren. Vorläufige Tests zeigten, dass es möglich ist, einen 2395 Aluminium-Lithium-Fülldraht mit Hilfe einer Plasmalichtbogen-Wärmequelle und einer lokalen Abschirmvorrichtung abzuscheiden. Die Abscheidung wies eine geringe Porosität auf, aber auch eine geringe Duktilität, die durch lange, vertikale, segregierte Korngrenzen verursacht wurde. Es ist bekannt, dass sowohl die chemische Zusammensetzung als auch die Abscheidungsbedingungen die Mikrostruktur der Abscheidung beeinflussen. Das In-situ-Legieren, ein effizientes Verfahren zur Entwicklung neuer Werkstoffe, wurde mit einem Plasmalichtbogen als Wärmequelle für Aluminium-Lithium-Legierungen durchgeführt. Die Ergebnisse stimmten mit der Literaturübersicht über den Einfluss von Kupfer auf die Rissempfindlichkeit überein und führten zur Entwicklung einer neuen Legierung. Leider führte die gewählte Zusammensetzung zu Problemen beim Ziehen, und die Qualität des Zusatzwerkstoffs war schlecht, was zu einer niedrigen WAAM-Abscheidungsqualität führte. Die Legierung AA2395 wurde maschinell gehämmert, was zu einer drastischen Erhöhung der Duktilität und der Streckgrenze von 480 MPa nach Lösungsbehandlung und Alterung führte. Diese Legierung wurde für die Herstellung eines Aluminium-Lithium-Demonstrators verwendet, um das Potenzial von WAAM für die Herstellung von realen Komponenten zu demonstrieren.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Wire Arc Additive Manufacturing (WAAM) is a metal 3D printing process capable of building large, semi-complex, near-net-shape components and can drastically reduce material waste when compared to subtractive manufacturing [1]. This results in great economic and sustainable advantages, especially when the material is expensive and requires high energy to be produced or recycled.
Aluminium alloys are widely used due to their high strength-to-density ratio, good corrosion properties and high formability. Aluminium lithium alloys are used in the aerospace sector due to their low density, strength and stiffness. The addition of 1% lithium results in an increase in Young’s modulus of 6% and a density reduction of 3%: this has driven the development of aluminium lithium alloys since the 80s. A new generation of alloys was produced to overcome challenges such as low ductility, high anisotropy, manufacturing difficulties, and poor weldability [2]. These alloys are expensive due to their alloying elements and the need for a controlled atmosphere during casting to prevent oxidation and lithium depletion. Also, it is challenging to produce isotropic thick plates using these alloys due to the crystallographic texture and its effects caused by chemical composition and manufacturing conditions. Therefore, WAAM is an excellent alternative to subtractive manufacturing to produce large parts in aluminium lithium alloys.
The Innovative Aluminium filler Wires for Aircraft Structures (IAWAS) project is a Horizon 2020 funded project that aims to develop aluminium lithium wires suitable for manufacturing WAAM components. This paper reports the investigations carried out at Cranfield University for this project. Section 1 presents benchmark results obtained with preliminary testing using the first wire batch developed. The properties of the deposit were unsatisfactory, so a new alloy development campaign was carried out (Sect. 2), and the implementation of interlayer cold work was tested (Sect. 3). The project successfully resulted in the manufacture of a aluminium lithium demonstrator part, showcasing the potential of WAAM and inter-layer cold work, as presented in Sect. 4.
2 Preliminary Testing
2.1 Methodology
A 2395 aluminium lithium wire was manufactured from a billet cast by Universal Alloy Corporation (UAC), extruded and drawn by Selectarc Welding, both companies being members of the project consortium. The chemical composition of the wire is provided in Table 1. An EWM Tetrix 552 AC/DC plasma power source and T‑drive wire feeder were used to deposit the 2395 alloy. Preliminary tests were conducted with torch shielding only, but local shielding was later implemented to ensure that a high quality wall deposit was achieved. A 6-axis Kuka robot was used to deposit the single pass wall, alternating the start and end position of every layer for geometry control, and an inter-pass temperature of 40 °C was used. The process parameters are detailed in Table 2. A wall cross-section was hot-mounted, ground, and polished to a mirror finish for observation under an optical microscope. Tensile tests were performed following the ASTM E8 standard, using 100 mm sub-sized coupons. Both horizontal (parallel to the layers) and vertical (perpendicular to the layers) directions were tested.
2.2 Results
Single bead samples were deposited using torch shielding only. Figure 1a shows the poor quality of the bead surface, covered in a thick black oxidised layer. As a comparison, when using the same deposition condition for a lithium-free alloy, 2319, the bead surface is shiny and smooth, as shown in Fig. 1b. This is due to the high oxidation sensitivity of aluminium lithium, known for making the processing of these alloys complex as they require an argon-filled oven to be cast [2].

a 2395 single bead surface, b 2319 single bead surface and c oxide accumulation on a 2395 meltpool surface using torch shielding only
The need for extra shielding during the deposition of this alloy was evident. A local shielding device, as described by Ding et al. [3] was used to deposit the 350 by 100 by 6 mm wall shown in Fig. 2a. Low porosity level was achieved, but relatively large grains orientated vertically and alloying element segregation at the grain boundary can be observed, as shown in Fig. 2b.

a Photo of the 2395 wall and b micrograph of the wall cross-section
Figure 3a shows the tensile test curves of the as-deposited specimen. The horizontal specimens showed lower ductility compared with the vertical specimens. Figure 3b shows an Scanning Electron Microscope image of the rupture surface of a horizontal tensile specimen. Large areas typical of an intergranular brittle rupture caused by grain boundary chemical composition can be seen.

a Tensile test curves and b SEM image of the rupture surface of an horizontal specimen
2.3 Discussion and Conclusion
The plasma process associated with local shielding is suitable for depositing an aluminium lithium alloy with low porosity and good surface quality. However, the chemical composition and process conditions selected for the preliminary trial led to a deposit with microstructure that had very low horizontal ductility and rendered the WAAM deposit unusable.
Chemical composition modification and implementing inter layer cold work are two routes to improve the microstructure and, therefore, performances of a WAAM deposit. The following two sections report the investigation conducted on these two approaches.
3 Chemical Composition Modification
3.1 Background
There are two ways to develop a new WAAM alloy. The first approach is to manufacture wires with customised chemical composition. This route is time-consuming, expensive, and technically limiting as not all alloys can easily be drawn into a wire. The second route, in situ alloying, consists of feeding several wires of different chemical compositions into the melt pool. By changing the relative feed rate of the wires, it is possible to deposit a wide range of chemical compositions. This alloy development approach is quick and economically relevant. For instance, Gu et al. published a comprehensive study on the effect of copper and magnesium concentration on the crack sensitivity of WAAM deposits [4]. The authors used a tandem Gas Metal Arc Transfer system to mix various filler wires and deposited 27 walls of different copper and magnesium content. The same principle was followed for this project. An extensive literature review on the effect of the chemical composition of the deposit was conducted to guide the range of chemical composition investigated [5], and a composition range of 3.5 to 5% Cu, 1.2 to 1.5% Li and 0.2 to 1.3% Mg was targeted.
3.2 Methodology
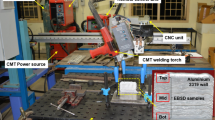
The deposition was carried out inside a glove box filled with argon. 2050 aluminium alloy substrates were clamped onto a fixed bed, and the plasma torch, wire holder, and camera were connected to a CNC system. A TecArc power source was used to generate the AC plasma arc. Two KT4 and one TecArc wire feeders were used to feed three wires simultaneously.
The oxygen level in the chamber was maintained under 150 ppm. A 2319 (1.2 mm Ø), 2024 (1.4 mm Ø), 2395 (1.2 mm Ø), and Al2%Li (1.6 mm Ø) wires were used to produce a wide range of chemical compositions. The Al2%Li wire was manufactured especially for this project phase by IAWAS project partners UAC and Selectarc Welding. A selection of three wires were fed simultaneously into the melt pool: Fig. 4 shows the wires and the plasma torch during set up and deposition.

a Photo of the plasma torch and three wires and b and snapshot during deposition
Preliminary tests on process parameters were conducted to ensure suitable mixing during deposition. A current of 160 A, travel speed of 4 mm/s and a volume of deposited material per unit length of 19.5 mm3/mm were selected. 150 mm long and 15-layer high single pass walls were deposited for each tested composition using the wire types and feed rate provided in Table 3.
The lithium content of the 2395 and Al2%Li wires was 1.2% and 2%, respectively. When mixed with lithium free wires, the lithium content was diluted, leading to a lithium concentration in the deposit below the targeted range so the target was extended to 0.5% Li. The chemical composition in Table 3 were calculated using the following equations:
With Xn the mass of element n in the unit volume of the deposit, WFSi, Densi, and ∅i, the Wire Feed Speed, density, diameter for the wire i, and [Xn]i the concentration (wt%) of the chemical element n in the wire I, and N the total number of element considered.
As the preliminary results showed low ductility in the horizontal direction (see Fig. 3), only horizontal tensile tests were conducted to assess the effect of chemical composition on the material performance. One tensile specimen was tested per wall, using specimen size as described in Sect. 1.1.
3.3 Results
Figure 5a and b show that the ductily increases with the copper content which aligns with the literature [7] and Fig. 5c. The cracking sensitivity is at its maximum for copper content around 3%, and reduces as the copper content increases. Figure 5a show that, for a copper content of approximately 3.6%, the magnesium content does not impact the ductility. This is confirmed by Fig. 5d with tensile curves of deposits with high and low magnesium content.

a Effect of copper content on the WAAM deposit ductility, b tensile test curves for different copper content, c effect of copper content on the cracking susceptibilty of the Al-Cu binary alloy [7], and d tensile test curves for different magnesium content
3.4 Discussion and Conclusion
This investigation confirmed the potential of in-situ alloying as a route for alloy development for WAAM and demonstrated its feasibility even with materials as complex as aluminium lithium alloys. The results are aligned with the literature, showing an improvement in ductility as the copper content increases. However, it is essential to note that the copper content cannot be significantly modified without impacting the alloy precipitation behaviour. As comprehensively demonstrated by Prasad, Gokhale and Wanhill [2], the precipitate nature and subsequent mechanical performances of quaternary aluminium lithium can be widely impacted by absolute and relative chemical composition changes. For instance, if the copper-to-lithium content ratio is higher than 4, the lithium-free precipitates θ’ would be expected to form, and the lithium would not contribute to the strengthening mechanism of the material [2]. The results also indicated that the magnesium content does not significantly impact the ductility. Further work should be conducted to investigate the effect of the lithium content that remained low due to dilution during the mixing process.
A new alloy was designed with a higher copper, lithium and magnesium content than 2395, and a filler wire was manufactured for the project. However, the wire was challenging to manufacture as the thermal properties of the alloy made welding of the extruded sections together prior to the drawing difficult. The high mechanical performances of the alloy and its response to plastic deformation also required annealing between each drawing step [6]. These challenges lead to a poor wire quality, resulting in a high porosity level in the deposit. Therefore, the 2395 was selected to pursue the project, and inter-layer cold work was implemented to improve the WAAM deposit performance.
4 Process Modification
4.1 Background
Process conditions have a great impact on the WAAM deposit microstructure. Grain size and structure change when the heat source or feeding parameters are adjusted. However, this research project required a significant microstructural transformation to overcome the material’s ductility. So, implementing cold work was chosen to alter the deposit microstructure drastically. Cold work transforms the microstructure of aluminium deposits [8] and can reduce the crack sensitivity of WAAM material [9]. Inter-layer rolling and inter-layer machine hammer peening, called peening from this point onwards, are two cold work methods that can be used during WAAM. Rolling requires a cumbersome gantry to be applied, while peening can be implemented using a 6-axis Kuka robot. Peening was selected for this project due to its flexibility.
4.2 Methodology
The set-up described in Sect. 2 was used to deposit two 500 mm single pass walls. A 0.8 mm Ø wire instead of a 1.2 mm Ø wire was used instead due to the availability of the material. Consequently, the wire feed speed was increased to 6.5 m/min, and a dinse push-pull wire feeder replaced the push EWM wire feeder to ensure stable feeding of the softer wire. The peening tool was attached to a second 6‑axis Kuka robot, and peening was performed after each deposited layer once the layer had cooled naturally below 100 °C, using a travel speed of 20 mm/sec, with an impact energy of 6 J and frequency of 36 Hz. The final wall, deposition and peening end effectors are shown in Fig. 6.

a Final wall deposited with the deposition and peening end effector and b peening tool
Tensile tests were conducted on this deposit to assess the impact of peening on the deposit ductility following the procedure detailed in Sect. 1. A solution heat treatment—45 min at 510 °C followed by water quench and ageing—130 h at 160 °C—were conducted to assess the potential of this material for future work and industrial application.
4.3 Results
Figure 7 provides tensile test curves for specimens tested in both directions in as-peened, naturally aged, and peak-aged conditions. The ductility was greatly improved in the horizontal direction but drastically decreased in the vertical direction compared to the non-peened material (the non-peened properties are provided in Fig. 3). The solution treatment further improved the ductility in the horizontal direction and reduced it in the vertical direction. The yield strength and the maximum stress measured increased in both directions after solution heat treatment and increased further after artificial ageing. The 0.2% yield strength reached between 450 and 480 MPa after the solution and artificial ageing treatment.

Effect of peening on the WAAM deposit performances
4.4 Discussion and Conclusion
Peening significantly improved the material’s ductility in the horizontal direction, but further investigation is required to determine peening parameters to achieve isotropic properties. Heat treatment impacts the deposit, and the tensile test results demonstrate the potential of aluminium copper lithium magnesium alloys for WAAM parts.
The improved ductility of the material in the as-peened condition qualifies this material for future development.
5 Demonstrator Manufacture
A wing rib demonstrator was manufactured to showcase the potential of WAAM and aluminium lithium alloy to manufacture real-life components. The set-up described in Sect. 3.2, shown in Fig. 8a, was used to deposit and peen the 2395 alloy onto both sides of a 6 mm thick 2198 alloy substrate. The final component was 1200 by 200 by 100 mm. The clamping jig, shown in Fig. 8b, allowed plate movement in the substrate plane direction to limit distortions, and stress-release heat treatment at 350 °C for 1 h was applied using a Globe heat 70 kVA mobile heat treatment unit. This resulted in limited distortion after un-clamping, enabling Sonaca, the third IAWAS project partner, to machine the component successfully, as shown in Fig. 8c.

IAWAS demonstrator a manufacturing bay, b as-deposted before unclamping, and c after machining
6 Conclusion
This project demonstrated the potential of WAAM to process aluminium lithium alloys. The preliminary results show the effectiveness of local shielding for protecting the molten material from oxidation and produce a low porosity deposit. However, the resulting microstructure consisted of large and vertically orientated grains which led to low ductility in the horizontal direction. Two strategies were assesed to remediate this issue. First, the development of a new alloy was attempted: in-situ alloying experiment showed that a higher copper content was required to improve the ductility of the material. A new alloy was designed but challenges were encountered during the wire manufacture and it was not possible to conduct further testing on this composition. Secondly, cold work was investigated and inter-layer peening proved effective to increase the ductility of the deposit in the horizontal direction. Furthermore, the combination of solution treatment, water quench and aging drastically increased the strength of the inter-layer peened WAAM deposit. An aluminium lithium wing rib component was successfully deposited using WAAM with inter-layer peening and subsequent machining.
The effect of chemical composition on the ductility of the deposit and on its response toward heat treatment should be investigated together next. However, the technical difficulties of drawing certain chemical composition alloys into wires are unavoidable and complicates the design of a suitable alloy. Alternatively, the in-situ alloying approach could be used to deposit parts using wires that are easier to manufacture to obtain the optimal chemical composition.
Data availability statement
The data that support the findings of this study are openly available in the Cranfield Online Research Data at https://doi.org/10.17862/cranfield.rd.24924288.
References
Williams, S.W., Martina, F., Addison, A.C., Ding, J., Pardal, G., Wire, C.P.: Arc Additive Manufacturing. Technol, vol. 32. Mater. Sci, pp. 641–647 (2016)
Prasad, N.E., Gokhale, A.A., Wanhill, R.J.H.: Aluminum-Lithium Alloys : Processing, Properties, and Applications. Elsevier (2014)
Ding, J., Colegrove, P., Martina, F., Williams, S., Wiktorowicz, R., Palt, M.R.: Development of a laminar flow local shielding device for wire + arc additive manufacture. J. Mater. Process. Technol. 226, 99–105 (2015)
Gu, J., Bai, J., Ding, J., Williams, S., Wang, L., Liu, K.: Design and cracking susceptibility of additively manufactured Al-Cu-Mg alloys with tandem wires and pulsed arc. J. Mater. Process. Technol. 262, 210–220 (2018)
Godard, D.: Literature review Suitable new aluminium alloys for wire Manufacturing (2019). https://zenodo.org/records/2649056
UAC, 2019 Some comments on drawing operations 15 May 2019 First trials available at https://zenodo.org/records/4542871
Pumphrey, W., Yons, J.: Cracking during the casting and welding of the more common binary aluminium alloys. J. Inst. Met 74, (1948)
Gu, J., Ding, J., Williams, S.W., Gu, H., Ma, P., Zhai, Y.: The effect of inter-layer cold working and post-deposition heat treatment on porosity in additively manufactured aluminum alloys. J. Mater. Process. Technol. 230, 26–34 (2016)
James, W.S., Ganguly, S., Pardal, G.: In-Process Mechanical Working of Additive Manufactured. Rene, vol. 41. (2022)
Acknowledgements
The authors would like to acknowledge all IAWAS project partners, including David Godard—Universal Alloy Corporation, Florence Perrichon—Selectarc, Phillipe Dufour—Sonaca for their collaboration and Egoitz Aldanondo—Lortek, for coordinating this project. The author would also like to thank the technical staff of the Welding and Additive Manufacturing Centre for their support, and Abdul Khadar Syed—Coventry University, for the rupture surface SEM images.
Funding
The authors would like to acknowledge the European funding allocated to the IAWAS project partners (Grant agreement ID: 821371).
This research work was also supported by the Engineering and Physical Sciences Research Council (EPSRC) through the NEw Wire Additive Manufacturing (NEWAM) (grant number EP/R027218/1) research programme.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
E. Eimer, J. Ding and S. Williams declare that they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Eimer, E., Ding, J. & Williams, S. From Wire to Component: Aluminium Lithium Alloy Development for Wire and Arc Additive Manufacturing. Berg Huettenmaenn Monatsh 169, 9–16 (2024). https://doi.org/10.1007/s00501-023-01417-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01417-5