
Abstract
About 800,000 t of BOF slag are generated per year during the steel production process by Austrian steel plants of voestalpine. Austrian legislative authorities restrict the use as recycling construction material in road building to the bituminous binder course, which additionally includes a lifetime responsibility of the producer for possible future contaminants that currently have not been considered.
Alternative routines of recycling of BOF slag are thus addressed in a project of K1-MET within the COMET funding program of the Austrian Research Promotion Agency (FFG), financed by the Austrian government and industry. Selective leaching processes are investigated by the Chair of Mineral Processing, Montanuniversität Leoben to recover the iron bearing oxides contained in the slag (i.e. magnesio wuestite, Ca- and Mg ferrites) with the lowest amount of phosphorous possible, which is contained in larnite (dicalciumsilicate) only.
Common mineral processing methods obtained only poor results due to intergrowth conditions. Selective leaching of P containing larnite by citric acid may provide an alternative.
Systematic tests for optimum leaching conditions concerning optimum mass ratio of agent to industrial slag, volume of eluate, leaching time, leaching temperature, and pH were performed. As the acid consumption is comparatively high, a special effort was spent on the regeneration of citric acid.
Zusammenfassung
In den österreichischen Stahlwerken der voestalpine fallen jährlich rund 800.000 t LD-Schlacke bei der Stahlerzeugung an. Der österreichische Gesetzgeber beschränkt die Verwendung als Recyclingbaustoff im Straßenbau auf die bituminöse Tragschicht. Weiters wird der Hersteller, selbst für noch nicht definierte möglicherweise schädliche Inhaltsstoffe haftbar gemacht.
Alternative Verwertungswege für LD-Schlacke werden daher in einem Projekt von K1-MET im Rahmen des COMET-Förderprogramms der Österreichischen Forschungsförderungsgesellschaft (FFG), finanziert durch die österreichische Regierung und die Industrie, untersucht. Am Lehrstuhl für Aufbereitung und Veredlung der Montanuniversität Leoben werden selektive Auslaugeverfahren erforscht. Die in der Schlacke enthaltenen eisenhaltigen Oxide (z. B. Magnesiowüstit, Ca- und Mg-Ferrite) sollen bei geringst möglichem Gehalt an Phosphor, der ausschließlich im Larnit (Dicalciumsilikat) gebunden ist, wiedergewonnen werden.
Da herkömmliche Aufbereitungsverfahren aufgrund der feinen Verwachsung bisher nur eine geringe Trennwirkung erreichten, wird selektive Auslaugung von P‑haltigem Larnit durch Zitronensäure als Alternative untersucht.
Systematische Tests zur Ermittlung optimaler Auslaugungsbedingungen wurden durchgeführt, das optimale Massenverhältnis von Säure zu Industrieschlacke, die Feststoffvolumenkonzentration, die Laugungsdauer, Laugungstemperatur und der pH-Wert wurden bestimmt. Besonderes Augenmerk wird auf die Regeneration der Zitronensäure gelegt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In Austria, the Basic Oxygen Furnace slag (BOF slag) is considered waste and is thus treated according to Waste Management Act 2002 and in particular the recycling construction material regulation. According to the regulatory framework, BOF slag from the steel production process may only be used in road building in the bituminous binder course if all the restrictions in elemental grades and pH according to these regulations are fulfilled. Furthermore, those bringing such a construction material into use remain liable for the product for all contaminants, whether they are considered by the current regulation or not. The recycling ratio of BOF slag thus dropped to 5% compared to the years before.
Both Austrian steel plants operated by voestalpine follow a process routine including the blast furnace and the basic oxygen furnace (steel converter) and produce about 800,000 t of BOF slag per year.
By blowing oxygen via an oxygen lance and addition of lime (CaO), the grade of the elements carbon, silicon, manganese, and chromium are regulated in the metal bath. P2O5 and SiO2 are bound in the slag exclusively in the mineral larnite (dicalciumsilicate, C2S), while carbon is transferred into the gaseous phase. Valuable elements, such as Fe, Mn, Ca, and Mg, are bound as oxides in the slag. For further use as an internal recycling product in the steel industry or as a recycling product for the cement industry, the P content has to be significantly lowered corresponding to the special needs of the industrial enterprise.
Therefore, the recycling of BOF slag focuses on the separation of P and thus on the separation of the silica phase from the Fe-oxide phase, which—in principle—has long been solved by physical separation methods well known from mineral processing. Excessive attempts to exploit the physical differences between the two “phase groups” by magnetic separation, density separation, and flotation on the untreated slag failed due to the extremely fine intergrowth pattern [1].
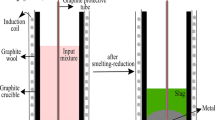
Reductive melting of BOF slag in an electric furnace with additives in order to obtain a metal solution of Fe, Mn, and Cr, on the one hand, and a metal free slag with a composition close to cement clinker [2, 3], on the other hand, is under investigation, but does not seem economically feasible, apart from a wide range of technical issues.
Keeping the hydraulic properties of a non-magnetic product as an additive in the cement industry requires dry separation methods. However, according to the latest investigations in the project, oxygen treatment to alter the magnetic properties followed by magnetic separation does not show significant improvement in the efficiency of P separation by dry low intensity magnetic separation (LIMS). Limitations of intergrowth cannot be overcome by these methods.
Alteration of the intergrowth system by CO2 pretreatment followed by wet high intensity magnetic separation shows significant improvement [4].
Putting the focus on recycling of the Fe-oxide phases without the restriction of keeping the hydraulic properties of P carrying silica phase opens the field for selective leaching. The P containing silica phase should be targeted, while the Fe, Mg, Mn residual oxide phase remains unaltered: on the one hand, to maximize the mass recovery of the oxidic phase, and on the other, to keep a possible P recovery from the leach as simple as possible.
Various inorganic acids were tested on artificial slag [5], showing the best results for nitric acid (HNO3). It is comparatively expensive (0.38 USD/kg), completely consumed, not easy to handle, environmentally problematic, but does not dissolve iron irrespective of the oxidation state. Acid leach using citric acid shows even better dissolution properties at pH 5 as it forms complexes with metals in addition to the pressure of the hydronium ions.
With citric acid having been long used as a standard procedure by using a 2% solution for testing the bio availability of P‑content in fertilizers, we decided to check the potential of citric acid to deplete the P content.
2 Type of Sample and Sample Preparation
2.1 LD-Slag/BOF Slag
Although there is a variety of slag compositions to be found even in one and the same steel plant according to the need of the different steel products, it was decided to do the investigation on industrial slag. The most frequent product and thus the most frequent composition was selected as a reference.
A sample of 4.3 t was taken by voestalpine from the non-magnetic stream of the on-site iron recycling plant, within which large metallic iron inclusions are recycled to the steel process by low intensity magnetic separation. The top size of the material is adjusted to 50 mm by a jaw crusher before separation.
To obtain a sustainable mass of material for a long-term investigation program, the whole sample was crushed on a jaw crusher in closed circuit with a vibrating screen down to 100%—6.3 mm. Size reduction was continued by a rod mill in open circuit using a pilot scale mill of 450 mm in diameter and 650 mm in length. The specific energy consumption for the size reduction to 100%—0.5 mm reached 24.7 kWh/t [6]. The grinding product has been stored dry and still serves as the source for subsamples for various leaching tests.
The material density was measured at 3.93 g/cm3, the equivalent ferromagnetic content by a magnetic balance at 3.02%.
Further comminution comprised dry ball mill grinding on a laboratory ball (0.2 m inner diameter) down to 100%—100 µm. The ball mill was operated at a circulating load of 125%. The closed circuit was simulated by prescreening and intermediate screening after 1500 revolutions. Energy consumption was measured as 22.5 kWh/t. Neglecting the jaw crusher, 47.2 kWh/t of energy were consumed in total.
Leaching tests were performed at a size of 100%—100 µm. Figure 1 shows the size distributions of the rod mill and the ball mill product.

Particle size distribution of rod and ball mill product [6]
The chemical and phase compositions were investigated by Zimmermann Reinhardt, ICP-OES as well as X‑ray fluorescence analysis (XRF), X‑ray diffraction analysis (XRD), and Scanning-electron-microscopy with energy dispersive spectroscopy (SEM-EDS).
The iron and the oxides show varying magnetic properties from ferromagnetic to weakly ferromagnetic and are stable in water, while the silicate is non-magnetic and shows a hydraulic reaction with water forming calcium silicate hydrates and calcium-hydroxide.
The Fe, Mg, Mn oxides are sometimes further distinguished into a spinel type mineral and wuestite. As the lattice types are rather close and the variability in composition of Mg, Mn, and Fe are at the various lattice positions, these minerals are not easy to distinguish by X‑ray diffraction analysis. Therefore, the minerals are summarized in this technical relevant system.
Cr is distributed between spinel/wuestite and calcium-ferrite (not to larnite). Table 1 shows the elemental distribution of the simplified phase composition measured by SEM-EDS (Fig. 2).

SEM investigation. BSE- image of the ball mill product used for leaching. 1: Larnite, 2: Metal oxides (magnesia wuestite, calcium ferrite) 3: Metallic iron
2.2 Citric Acid
As a reagent,citric acid anhydrate (CAS number: 77-92-9) was used.
Citric acid as many other polycarbonic acids may increase the solubility of minerals by forming complexes with certain elements. Citric acid has high affinity to iron, phosphorous, and calcium. Citric acid is produced from the metabolism product of the mold fungus aspergillus niger.
3 Testing Methods
1–10 g of BOF slag—100 µm from ball mill grinding were added into a 1000 ml beaker filled with distilled water. The resulting suspension was agitated using a lab mixer at 680 rev/min and a 5 cm diameter impeller. The distance between the bottom of beaker and impeller was defined as 26 mm. After finishing this setup, the timer was started and citric acid was added (Fig. 3).
For tests at elevated temperature, a temperature-controlled heating plate was used. A Pt 1000 thermo couple in the solution served as the sensor. Cooling was done by means of a thermostat driving a cooling media in a spiral tube placed in the solution for heat exchange.
The leach was separated from the suspension by a suction filter using a 2–3 µm filter paper without washing the filter cake.
For experiments with a constant pH value, the pH was adjusted by titration with a 40% citric acid solution and continuously monitored by a Mettler Toledo Seven Excellence coupled to a PRO ISM glass electrode.
The material density was measured by a micromeritics AccuPyk 1330 He-pycnometer using the 1 cm3 cell.
Elemental analysis was outsourced to the industrial lab of voestalpine Linz, where Fetot was analyzed by wet assay using the method of Zimmermann Reinhardt. ICP-OES was used for all additionally analyzed elements.
For the XRD phase detection, D8 Advance by Bruker was used on powder samples. For the SEM analysis, polished sections were prepared from particle samples out of size classes embedded in synthetic resin. Conductivity of the surface was reached by vacuum deposition of carbon on the surface of the polished section. The analysis was performed using Carl Zeiss Evo MA 15 and EDS analysis by Dry cool EDX detector and INCA software. Additionally, the polished sections were investigated by optical microscopy in reflecting light using the Polyvar of Reichert Jung.

Test setup for temperature controlled leaching tests with pH monitoring [7]
In the beginning, testing focused on the mass load of slag with citric acid at a given mass load of distilled water (40 g/g) and the leaching time at ambient conditions. Afterwards the influence of temperature with a constant water and acid load, constant pH over leaching period with a constant water load, and ambient temperature and varied water load of slag at ambient temperature were tested.
4 Data Evaluation and Assay Reconciliation
For a first characterization of the leaching residue, the material’s density was used. Especially the eventual dilution of the residue with precipitate of lower density from the leach can easily be detected by the decrease of material’s density.
The efficiency of leaching is characterized by the ratio between the contents of residual iron (measured as Fe2O3) and phosphorous (measured as P2O5). The loss of iron should be kept at a minimum, while transferring the phosphorous to the leach at the maximum amount possible by digesting the larnite.
The quality of the chemical analyses was checked by balancing the elemental content of the products of the leaching process including the filter cake, the filtrate, and the precipitation product. The biggest deviation varying between 2.17–9.67%pts between the head assay and the back calculated assay were found for phosphorous having the smallest content in the feed (0.54%). For all other elements, it is smaller than 5%-pts, especially for iron with a deviation smaller than 2.0%.
5 Results and Discussion
5.1 Mass Load of Acid and Leaching Time.
The preliminary tests [8] followed the conditions given in [9], within which artificial slag (1 g) was used. The water load was given at 400 g/g. The total acid load was determined to be 3.2 g/g and 34 g/g respectively in order to obtain a fairly constant pH of 3.5 and 2 throughout the leach. In difference to literature, the acid consumption increased by 425% (34 g) compared to artificial slag (8 g) for pH 2. For pH 2 as well as pH 3.5, leaching tests proved to be non-selective with only between 11% and 26% solid residue remaining depending on pH and leaching times (between 3 and 70 h). In the following tests, the water load of solids was reduced to 40 g/g (4000%). The acid consumption for pH 3.5 dropped by 28% due to the reduced amount of water. The amount of residue at high leaching times (120 h) at pH 3.36 increased to 67.0% and at pH 5 up to 137%. Precipitation was observed, which explains the observed low density of the dry residuals (approximately 2.1 g/cm3).
Additionally, similar to testing the acid neutralization capacity, the initial acid load of slag was reduced from 80% to 59% at a constant leaching time of 120 min, in order to investigate the time development of pH. The mass fraction of residue increased from 49% to 116% with decreasing density of the residual. At an initial acid load of 59%, the pH of 7.2 was found after 120 min. Based on data of residue density, a higher acid load seems to hinder precipitation (80%). The course of pH vs. time in Fig. 4 is changing significantly at pH 5.7, which may indicate a change in the reaction mechanism. The time evolution was found to be reproducible at constant conditions.

Development of pH vs. time at varied initial acid loads of solid
The subsequent decrease of leaching time with a constant acid load of solids of 59% in Table 2 reveals precipitation also to be a time dependent event in contact with air. With a decreased leaching time, the amount of residue drops and its density increases. With a solid load of 59% and a leaching time of 30 min, 64% of the initial mass remain having a density of 4.027 gcm3.
The influence of the leaching time on iron and phosphorous grade below 30 min analyzed with a water load of 40 g/g and acid load of 59% is given in Fig. 5.

Influence of leaching time on Iron and Phosphorous content in solid residue, Initial acid:slag ratio 0.59:1; water load of slag: 40 g/g. Ambient temperature, pH value not kept constant
The content of Fe2O3 and P2O5 after 2.5 min of leaching time does not change significantly, thus the leaching efficiency remains constant. The pH after 5 min (pH: 5.12) is however significantly lower than after 45 min (pH: 6.49). There is only little variation in the amount of residue to be observed in the time series
-
2.5 min—65% solid residue
-
5 min—63.1% solid residue
-
45 min —62.8% solid residue
All densities are close to 4.2 g/cm3.
The reaction with larnite seems to stop before the 2.5-minute mark, even though there is still larnite left. Figure 6 depicts an SEM-EDS image of leaching residue still containing an unaltered C2S phase indicated e.g. in Spectrum 1. At approximately 45 min, the precipitation reactions start, at 60 min the density drops to 3.05 g/cm3 (Table 2).

SEM investigation of leachedBOF slag. BSE image of solid leaching residue after 2.5 min using an acid:slag ratio of 0.59 [8]
5.2 Leaching Temperature
The temperature dependence of the reaction was addressed by tests between 5 and 48.2 °C using an Haake thermostat and a cooling bath. All other parameters were kept constant with a 58% acid load, 40 g/g water load, and a leaching time of 2.5 min [7]. Within the testing time, the pH values rose from 3.5+/− 0.1 to 4.3+/− 0.1 as did the temperature of the leachate, which increased about 1.5 °C independent from temperature level, indicating an exothermic reaction. At 5 °C, dissolution of the iron containing phases appears delayed, while larnite digestion is almost unaffected. The course of the iron and phosphorous recovery vs. temperature clearly displays an optimum at 5 °C. At higher temperatures, iron phase dissolution is enhanced at the expense of larnite digestion (Fig. 7).

Influence of leaching temperature on iron and phosphorous content in solid residue, Initial acid:slag ratio 0.58:1; water load of slag: 40 g/g, leaching time 2.5 min
5.3 Leaching with Constant pH
As the P removal ceases with an increasing pH, tests were additionally performed [7] with a constant pH. The initial water load was kept at 40 g/g. Citric acid solution was titrated to the leach in order to keep the pH level constant. Two different stop criteria were inferred; on the one hand, the acid consumption should not exceed 58 w% acid load of solids, on the other hand, the leaching time should not exceed 150 sec. The results are depicted in Fig. 8.

Influence of leaching with constant pH; this figure displays the results for acid loads of 23.5% (pH = 7, 6910 sec), 40% (pH = 6, 6970 sec), 58% (pH = 5, 2050 sec), 85.6% (pH = 4, 150 sec) and 145.5% (pH = 3.5, 150 sec) with reference to the content of Fe2O3 and P2O5
Larnite digestion starts at pH 6, intensifying the higher the concentration of c(H3O+). The efficiency (content Fe2O3 related to content P2O5) is by far higher at pH 3.5 than at pH 4, but it takes 1.5 times more mass of acid than slag. Although the phosphorous contamination of the residue is significantly reduced compared to pH 4, iron digestion increases as well, which negatively impacts acid regeneration.
Finding pH 4 as the optimum with regard to the low amount of iron in the leach, the kinetics of mass depletion of iron and phosphorous at constant pH 4 is shown in Fig. 9. In the first 80 sec (corresponding to an acid load of 58%), 67% of the P in the feed are dissolved. The kinetics slow down in the following 70 sec, within which further 12%-points of the P are dissolved at an expense of 27%-points of additional citric acid. Figure 9 depicts the rate of dissolution.

Mass depletion of elements Fe and P with acid consumption, when leaching BOF slag (10 g) in citric acid at constant pH 4 at 23 °C and at 4 °C (40 g/g water load) at ambient pressure
5.4 Water Consumption
The solid concentration in most of the tests did not exceed 0.6 vol%, which causes a high water consumption as well as a big effort for dewatering. Additional tests to investigate the influence of the water load of slag were thus performed [7], varying the amount between 20 g/g (1.26 vol% solid concentration) and 60 g/g (0.3 vol% solid concentration) with two acid loads. No influence of the water load independent from the acid load could be observed with respect to the accuracy of analysis. The filtrate with a water load of 20 g/g, however, formed a gel, which hindered the solid liquid separation. An increased silica content (3.16%) in the dry Ca citrate precipitate was found (co precipitation).
5.5 Nature of Precipitate
The precipitation is dependent on the amount of water load of slag, time, and pH in equilibrium with air. Without induction by e.g. Ca(OH)2, precipitation in the filtrate starts uncontrolled after several hours or days. The precipitate is of white color but differs in shape according to conditions. In case of a low water load (20 g/g), gel formation caused by colloidal SiO2 (Si 3.18%) was observed. In all other analyses, the precipitate consisted of carbon (23–25%) and Ca (21.6–19.72%) only. The content of accompanying elements did not exceed 0.2%: (Mn < 0.2%; P < 0.03%; Fe < 0.2%). The absorption of CO2 can be excluded due to the low pH and lack of aeration during storage. It is not soluble in water and displays a density of 1.94–2.04 g/cm3. The mol ratio of C and Ca (1.150–1.182) complies well with data for Tricalciumcitrat—Tetrahydrat (density: 1.95 g /cm3; mol ratio C:Ca: 1.199).
The regeneration of citric acid at stoichiometric conditions can be expressed by the following formula
To regenerate 1 t of Ca citrate (anhydrous) and to produce 771 kg of citric acid (anhydrous), 590 kg of sulfuric acid are needed. 1036 kg of gypsum (dihydrate) are produced. In the dried precipitate of the beaker tests, calcium sulfate halfhydrate (bassinit) was detected by XRD. In the first steps, about 70% of the contained citric acid could be recovered.
(Per ton of citric acid 0.766 t of sulfuric acid are needed and 1.34 t gypsum (dihydrate) are produced).
6 Conclusion
Industrial BOF slag was investigated for selective dicalciumsilicate (larnite) leaching by using citric acid in aqueous solution.
The systematic leaching tests in lab scale revealed that leaching at pH 4 with a comparatively short retention time of 150 s corresponding to an acid load of slag of 86% at 40 g/g solids was most efficient in terms of P selectivity.
A prolongation due to technical restrictions of up to 30 min has no major negative effect on the efficiency. pH may vary between 3.5 and 4.4.
The grinding down to—100 µm consumed 47 kWh/t. Research into more energy efficient grinding circuits as well as including the leaching into the grinding circuit is ongoing.
A preliminary process routine comprises tank leaching after grinding, solid liquid separation after leaching (filtration), dewatering and drying of the residue, and citric acid recovery by sulfuric acid and by removal of precipitate (gypsum).
Besides the solid liquid separation technique, the restricted retention time and the low solids concentration have to be addressed.
As the price of citric acid of food quality is given with 0.7 €/kg by industrial partners and the acid consumption is in the mass range of the slag feed, acid regeneration is obligatory.
Alternative leaching reagents, e.g. citric acid of lower quality, on site production of citric acid and usage of intermediate products will be addressed in the upcoming research program.
In addition, selective recovery of bioavailable phosphorous has to be investigated. 800,000 t of BOF slag at 0.54% elemental phosphorous corresponds to 4320 t of which (after leaching) the majority would be dissolved in the eluate. Compared with phosphorus fertilizer sales in Austria at 13,790 t (2017) [10] of P about 30% could be substituted by this source.
References
Moaveni, A.K., Böhm, A.: Dephosphorization of LD-slag by physical separation methods. In: EMPRC 2018: European mineral processing & recycling congress: proceedings EMPRC 2018 Essen. (2018)
Ponak, C., Windisch, S., Breuer, F., Holzer, A., Mally, V., Raupenstrauch, H., Lasser, M.: Vermeidung von Calciumsilikatzerfall und Förderung der Glasbildung bei vollständiger Reduktion von Konverterschlacken. Stahl Eisen 139, 18–23 (2019)
Wulfert, H., et al.: Ökologie statt Deponie, Stahlwerksschlackenumwandlung zu hochreaktiven Zementkomponenten und Rückgewinnung der Metalle. ZKG, 09/2013. (2013)
Moaveni, A.K., Böhm, A.: Patent WO2022002845 (2022)
Du, C., Gao, X., Ueda, S., Kitamura, S.: Effects of cooling rate and acid on extracting soluble phosphorus from slag with high P2O5 content by selective leaching. ISIJ Int. 57(3), 487–496 (2017)
Moaveni, A.K.: Physical-chemical processing of LD-slags. University of Leoben, Leoben (2019)
Schinnerl, G.: Selective citric acid leaching of BOF—slag: optimization of reaction conditions and acid regeneration. University of Leoben, Leoben (2022)
Hartig, G.: Selctive leaching of dicalcium silicate in BOF slag using citric acid. University of Leoben, Leoben (2021)
Lv, N., Su, C., Kong, H., Yang, J., Liu, W., Wang, H.: Dissolution mechanism of various elements from steelmaking slag into citric acid solution. Metall. Res. Technol. 116(3), 321 (2019)
Schwarzl, B., Sedy, K., Zethner, G.: Umstellung der Österreichischen Stickstoff- und Phosphorbilanz der Landwirtschaft auf Eurostat-Vorgaben. Umweltbundesamt, Vienna (2019)
Acknowledgements
The authors gratefully acknowledge the funding support of K1-MET GmbH, metallurgical competence center. The research program of the K1-MET competence center is supported by COMET (Competence Center for Excellent Technologies), the Austrian program for competence centers. COMET is funded by the Federal Ministry for Climate Action, Environment, Energy, Mobility, Innovation and Technology, the Federal Ministry for Digital and Economic
Affairs, the Federal States of Upper Austria, Tyrol and Styria as well as the Styrian Business Promotion Agency (SFG) and the Standortagentur Tyrol. Furthermore, Upper Austrian Research GmbH supports K1-MET. Beside the public funding from COMET, this research project is partially financed by the scientific partners FEhS Institut für Baustoffforschung and Montanuniversität Leoben and the industrial partners Montanwerke Brixlegg, Primetals Technologies Austria, SCHOLZ Austria voestalpine Stahl, and voestalpine Stahl Donawitz.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Boehm, A., Hartig, G. & Schinnerl, G. Citric Acid Leaching of Industrial BOF Slags. Berg Huettenmaenn Monatsh 168, 148–155 (2023). https://doi.org/10.1007/s00501-023-01341-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01341-8