
Abstract
Sören Segerberg passed away on July 27, 2021 at the age of 78. Born in 1943 he graduated from Materials Science and Engineering at KTH Royal Institute of Technology in Stockholm, Sweden, in 1968 with a degree in metallurgical science. Sören Segerberg was a leading expert in the quenching area. From 1979 on and the next 25 years, he worked in research and development at the Institute for Engineering Technology Research (IVF, today RISE) in Gothenburg, Sweden. He was one of the initiators of the development and sale of IVF’s Quenchotest/ivf SmartQuench, an equipment for quality control of cooling curve measurement. He was also a contributor in the development of ASTM D6200 and ISO 9950.
During his time at RISE, many projects in the field of quenching were carried out involving cooling characteristics of quenchants, classification of quench oils and polymers as well as correlation between quenching characteristics of quenching media and hardness. In the early 90s, one focus lay on environmental adapted quenchants and methods. The work included spray-quenching with e.g. water/air-mixtures, fluidized bed and, of course, cooling in gas. The latter was an extensive part of the work, also including an equipment with an atmospheric furnace connected to a cold high-pressure gas cooling chamber.
Pressures up to 40 bar helium and up to 10 bar with nitrogen could be used. The aim was to study whether gas cooling could be used as an environmental adapted replacement for oil or salt cooling. Today the use of cooling in gas has substantially increased and has proven to be a sustainable alternative to liquid quenching, especially oils.
Zusammenfassung
Sören Segerberg verstarb am 27. Juli 2021 im Alter von 78 Jahren. Er wurde 1943 geboren und schloss sein Studium der Materialwissenschaften und des Ingenieurwesens an der Königlichen Technischen Hochschule (KTH) in Stockholm, Schweden, 1968 mit einem Diplom in Metallurgie ab. Sören Segerberg war ein führender Experte auf dem Gebiet des Abschreckens. Von 1979 an und in den folgenden 25 Jahren arbeitete er in der Forschung und Entwicklung am Institute for Engineering Technology Research (IVF, heute RISE) in Göteborg, Schweden. Er war einer der Initiatoren der Entwicklung und des Verkaufs des Quenchotest/ivf SmartQuench des IVF, einer Ausrüstung für die Qualitätskontrolle von Kühlkurvenmessungen. Er war auch an der Entwicklung von ASTM D6200 und ISO 9950 beteiligt.
Während seiner Zeit bei RISE wurden viele Projekte auf dem Gebiet des Abschreckens durchgeführt, die sich mit den Kühleigenschaften von Abschreckmitteln, der Klassifizierung von Abschreckölen und Polymeren sowie der Korrelation zwischen Abschreckcharakteristiken von Abschreckmedien und Härte befassten. In den frühen 90er-Jahren lag ein Schwerpunkt auf umweltgerechten Abschreckmitteln und -methoden. Die Arbeiten umfassten die Sprühabschreckung mit z. B. Wasser/Luft-Gemischen, die Wirbelschichtabschreckung und natürlich die Abkühlung in Gas. Letzteres war ein umfangreicher Teil der Arbeit, der auch eine Anlage mit einem atmosphärischen Ofen umfasste, der mit einer kalten Hochdruck-Gaskühlkammer verbunden war.
Es konnten Drücke bis zu 40 bar Helium und bis zu 10 bar mit Stickstoff verwendet werden. Ziel war es zu untersuchen, ob die Gaskühlung als umweltgerechter Ersatz für Öl- oder Salzkühlung eingesetzt werden kann. Heute hat die Gaskühlung erheblich an Bedeutung gewonnen und sich als nachhaltige Alternative zur Flüssigkeitskühlung, insbesondere zu Ölen, erwiesen.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Sören Segerberg, 1943–2021, was a person with great experience and passion for heat treatment and especially the field of quenching. He started his career in the Swedish heat and surface treatment industry building valuable industrial experience as well as a wealth of ideas and a strong desire to perform experimental work. From 1979 on and the next 25 years, he worked in research and development at the Institute for Engineering Technology Research (IVF, later Swerea IVF and today RISE) in Gothenburg, Sweden.
Sören Segerberg was, together with Jan Bodin, one of the initiators of the development and sale of IVF’s Quenchotest/ivf SmartQuench, an equipment for quality control of cooling media, which even today, after 35 years on the market, is a leader internationally with customers and agents in about 40 countries. He was also a contributor in the development of ASTM D6200 and ISO 9950.
This contribution covers some of the work in the field of quenching that was executed by Sören Segerberg and his colleagues, at the institute as well as industrial partners, during his time at IVF. A driving force for many of the projects was to find sustainable quenching alternatives as well as methods for increased quality of the quenching process and the quenched components. A prerequisite for this was the characterisation of quenching media by measurement of its cooling curve. A solid base for the work was provided by the ivf Quenchotest/ivf SmartQuench system and also the standards ASTM D6200 and ISO 9950.
2 Analysis and Quality Assurance of the Quenching Process Using Cooling Curves
The cooling sequence has considerable influence on properties, such as microstructure, hardness uniformity, residual stresses, and the strength of the hardened part as well as on the distortion caused by the hardening. Different quenchants provide different cooling sequences, and the character of the quenchant and its cooling capacity may change over time. For this reason, it is essential to monitor and control the cooling process. Methods and procedures to evaluate and assess quenchants before and during use are therefore most important. Cooling curves have been recorded and analyzed at least since the 1930s. Examining cooling capacity using cooling curves gives an immediate picture of the character of the quenchant and makes it easy to compare the quenchant with a newly mixed solution to identify possible changes in cooling capacity. Both the temperature path and the cooling rate versus temperature are used for the evaluation. This method is the most useful for testing the cooling power of quenching media and quenching systems, since the complete cooling process is recorded. The test is performed by quenching a test-piece (probe) with a thermocouple embedded at some point, usually at its geometric centre or at (or near) the surface, and monitoring the cooling process with a temperature-measuring device.
The ISO and ASTM standards for testing cooling media (hardening oils and polymers) were introduced in the 1980s and 1990s. Commercial data acquisition tools have made it possible to monitor, evaluate, and perform a continuous quality control of the quenchants’ and quenching systems’ performance to establish their compliance with these standards. For this reason, the ivf quenchotest was introduced in 1985. It was later, in 2003, replaced by the ivf SmartQuench® system (see Fig. 1). For both systems, there is a portable quenchant tester suitable for use when testing in accordance with the ISO and ASTM standards for testing cooling media (hardening oils and polymers). The equipment can be used both in the laboratory and for measurement directly in quenching baths on the shop floor. Figure 2 shows an example of cooling curves for a new and a used quenching oil.

a ivf SmartQuench replaced ivf quenchotest 2003. b Functions in SQintegra™ for analysis and evaluation of quenchants

Result of the comparison between new and used quenching oil
In 2007 the software module SQintegra™ was introduced for the ivf SmartQuench system. SQintegra™ is used to evaluate and analyze cooling curves, and to calculate heat transfer coefficients and results of hardening [1]. SQintegra™ was developed by Mongoose-Technologies Inc., in cooperation with IVF. The software allows the user to determine how certain differences in the quenching performance of a quenchant influence the hardening result. It can also be used to make comparisons between the quenching characteristics of different quenchants and parameters.
3 Low-pollution Alternatives to Mineral-based Quenching Oils
A feasibility study was performed in 1993 regarding low-pollution alternatives to mineral-based quenching oils for steel hardening [2]. Quenching oils are one of the most common types of quenchants used for hardening steel. This is because the range of oils available provides good compromises between the ability to achieve high hardness, minimum distortions, and little risk of cracking. On the other hand, they constitute a threat to both the internal and external environments.
Alternatives to hardening oils are quenching in water, salt, air, or gas, although with some limitations. Air or gas, which provide slow cooling, can be used with steels having good hardenability or with small part sizes if correct hardness is to be achieved, although the risk of distortions or cracking is slight. Rapid cooling, as with water, on the other hand, results in a high risk of distortion or cracking (Fig. 3).

Different types of quenchants with varying degrees of cooling capacity [2]
Some of the alternative quenchants could be used in existing quench tanks, with or without modifications, while others would require completely different equipment. In the feasibility study, alternatives, such as synthetic and vegetable oils as well as aqueous solutions of starches and fatty acids, were used. Tests of their quenching performance showed that it would be possible to use some of the products as alternatives to mineral-based quenching oils for certain limited hardening applications. However, an important, but essentially unanswered, question relates to their stability in long-term use for quenching. This refers not only to their ability to provide long-term stable hardening performance, and therefore long life, but also to what decomposition products are formed and to what extent these can have an adverse effect on the environment.
As far as quenchants that require other equipment are concerned, those that can be considered were water/air mixtures (spray or mist cooling), fluidised bed, and air or gas cooling. Each of these has some advantages in comparison with the use of mineral oil, in addition to the environmental benefit, although they also suffer from major disadvantages in respect of their hardening performance, distortion, size of the workpieces, use in batch hardening and so on.
Figure 4 shows the cooling curves when spray cooling and the effect of water flow with constant air flow in the nozzle. A decreased water flow results in a longer vapour film, which will finally result in too low hardness. The cooling rate is also high in the lower temperature area, 400–200 °C, through the martensite transformation range. This may result in distortions or cracking. A way to control this is to adjust the water flow at Ms (Fig. 5). A challenge for this procedure is to know when the flow should be adjusted.

Effect of water flow rate on cooling rate in spray cooling [3]

Cooling curves for constant and varied cooling processes in spray cooling [3]
4 Cold Chamber Gas Cooling for Low-pollution Hardening
During the middle of the 1990s, IVF installed a heat treatment furnace in its laboratory in Gothenburg, providing unique facilities for testing different methods of cooling, such as low pollution methods. The equipment consisted of a furnace and three different quenching units: one for oils, one for water or water-based quenchants and one for high-pressure gas cooling. The furnace had a metallic muffle, providing rapid gas reaction and fast setting of gas equilibrium. Charge weights of up to 100 kg could be handled, within a maximum size envelope of 300 × 400 × 350 mm. The cooling units could be connected one at a time. The furnace was designed in such a way that thermocouples could be included in the charges, e.g. either in test pieces or in the parts themselves. This could also be done during case hardening which means that both the heating and quenching processes could be followed. Up to 16 thermocouples could be used at the same time (Fig. 6).

Heat treatment furnace with possibilities to test and evaluate different quenchants; oil, water-based solutions, and high-pressure gas quenching
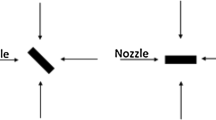
The gas cooling unit was supplied by ALD Vacuum Technologies GmbH. It consisted of a high-pressure chamber for gas cooling at pressures up to 40 bar for helium and 10 bar for nitrogen. The gas flow through the cooling chamber could be controlled by means of baffles (Fig. 7) allowing the flow pattern to be varied to suit the structure of the charge. The cooling chamber, which was separated from the furnace, was joined to the protective atmosphere furnace by means of a gas-tight bellows connection. For cooling, the charge was transferred from the furnace into the cooling chamber, which was filled with helium or nitrogen to the required pressure. The advantage of transferring the charge to a cold chamber is that there is no need to cool the thermal insulation and heating elements, which automatically means that there is a higher cooling capacity than that of a single-chamber vacuum furnace for example.

Gas flow directions available in the cooling chamber
Over the following years, several projects were carried out in the equipment described above [4,5,6,7]. Examples of some of the results are given here.
Figure 8a shows cooling curves for hot chamber cooling and cold chamber cooling in a single-chamber vacuum furnace. It can be seen that there is no greater difference in the cooling rate between a cold chamber and the vacuum furnace when cooling in nitrogen at 10 bar. However, when cooling in helium at 10 and 20 bar respectively, the cooling rate is about 40% higher in the cold chamber than in the vacuum furnace. The cooling rate when cooling with helium at 10 bar in the cold chamber is about 75% higher than when cooling in nitrogen. When cooling in helium, an increase of the pressure from 10 to 20 bar resulted in about 40% higher cooling rate. A further increase of the pressure to 40 bar gave a further 40% higher cooling rate. Figure 8b shows the effect of fan speed on the cooling rate. A lower fan speed gives slower cooling. Both the pressure and the fan speed can be used in order to control the cooling path during gas quenching. In this way cooling rates can be reduced at e.g. lower temperature ranges, if necessary. At lower temperatures, below ~ 400 °C, quenching in gas is often faster than oil quenching (Fig. 9). This can be negative as it is beneficial for e.g. reducing distortions to quench slowly through the martensite transformation range.

Cooling curves for a cold chamber in comparison with curves for a single-chamber vacuum furnace (hot chamber). (Charge weight 30 kg of a max charge rate of 100 kg when cooling in the gas cooling chamber, and 30 kg of max charge rate of 500 kg when cooling in the hot chamber)

a Cooling curves for cooling in gas and oil. Curves plotted when cooling a gearwheel with thermocouples positioned 4 mm from the bottom diameter and beneath the teeth [7]. b Cooling curves, derived according to ISO 9950 (Inconel test probe), for quenching in gas at different pressures, in a rapid quenching oil and in a hot quenching oil [9]
Table 1 shows examples of distortions for investigated case hardened parts quenched in gas at different conditions compared with quenching in oil.
5 Summary
This contribution shows only some examples of the work in the quenching area related to Sören Segerberg during his time at IVF. It is impossible to cover it all. Apart from quenching, Sören Segerberg was also involved in many other areas related to heat treatment: case hardening, nitriding processes, induction hardening, magnetic field heating, trouble shooting, and education for the industry.
The work is now continuing with new and former colleagues at the institute, which since 2019 has been RISE Research Institutes of Sweden AB, as well as industrial partners and other academic partners. Projects related to quenching have handled e.g. distortions, interrupted/controlled quenching for increased fatigue performance, FEM simulations, and quenching related to low pressure furnaces.
After his time at IVF, Sören Segerberg continued his work at HEATTEC Värmebehandling AB, in Sweden, with the manufacturing of the ivf SmartQuench equipment, a work that is now continued by his son Peter Segerberg. ivf SmartQuench is sold and developed by RISE.
References
Kristoffersen, H., Troell, E., Felde, I., Bodin, J., Segerberg, S.: New Tool for Heat Transfer Coefficients, Microstructure and Hardness from the Cooling Curve. In: Proceeding. 5th International Conference on Quenching and the Control of Distortion, Berlin, 25–27 April 2007 (2007)
Segerberg, S.: Low-Pollution Alternatives to Mineral-Based Quenching Oils for Steel Hardening. A Feasibility Study. IVF-report, vol. 93003. (1993). (in Swedish)
Segerberg, S.: Spray Cooling in Heat Treatment. IVF-report, vol. 86803. (1986)
Troell, E., Segerberg, S.: Environmentally Responsible (Please Check Spelling) Cooling for Heat treatment. Part 1, Testing with Water and Polymer Quenchants in a Continuous Furnace. IVF-report. (1995). (in Swedish)
Troell, E., Segerberg, S.: Environmentally Responsible Cooling for Heat Treatment. Part 3: Cooling in Nitrogen and Helium under High Pressure. IVF-report, vol. 95845. (1985). (in Swedish)
Troell, E., Andersson, J.-E., Segerberg, S.: Gas Cooling for Environmentally Responsible Hardening—Stage 4. Test Piece Trials and a Review of the Literature. IVF-report, vol. 97827. (1998). (in Swedish)
Troell, E.: Gas Cooling for Environmentally Responsible Hardening—Stages 4 and 5. Trials of Production Components. IVF-report, vol. 97828. (1998)
Troell, E., Segerberg, S.: Cold Chamber Gas Cooling for Low-Pollution Hardening. In: 11th IFHTSE Congress (1998)
Holm, T., Olsson, P., Troell, E. (eds.): Steel and its Heat Treatment—A Handbook. RISE (2012). Ch. 9
Funding
Open access funding provided by RISE Research Institutes of Sweden.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Troell, E. Quenching for the Future—In Memoriam of Sören Segerberg. Berg Huettenmaenn Monatsh 168, 96–101 (2023). https://doi.org/10.1007/s00501-023-01330-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01330-x