
Abstract
The processability of medium Mn-containing steels (MMnS) with 4–10% Mn is discussed in light of their continuous casting behavior. Precipitation, phase transformation, extension, or shift of solidification intervals induced by various alloying concepts are decisive in controlling the hot ductility. It turns out that the formation of complex AlN and MnS precipitates as well as δ‑ferrite solidification deteriorates the high temperature ductility. The concept of MMnS has been used to develop air-hardening forging steels with 4% Mn. The alloy design and the heat treatment parameters have been varied with a focus on the prevention of Mn embrittlement as well as the formation of fine austenite grains during intercritical annealing. It is shown that the addition of B and Mo increases the impact toughness, although the effectiveness of each element varies depending on the heat treatment conditions. The impact toughness can be significantly improved by the introduction of a globular metastable austenitic phase. Compared to conventional quenched+tempered steels, an improved cyclic strength for an ultimate tensile strength level of more than 1300 MPa can be achieved.
Zusammenfassung
Die Verarbeitbarkeit von mittel Mn-Stählen (MMnS) mit 4–10 % Mn wird im Hinblick auf ihr Stranggussverhalten diskutiert. Ausscheidungen, Phasenumwandlungen, Ausweitung oder Verschiebung von Erstarrungsintervallen, die durch verschiedene Legierungskonzepte induziert werden, sind entscheidend für die Steuerung der Hochtemperaturduktilität. Es zeigt sich, dass die Bildung komplexer AlN- und MnS-Ausscheidungen sowie die δ‑Ferrit-Erstarrung die Hochtemperaturduktilität verschlechtert. Das Konzept von MMnS wurde zur Entwicklung von luftgehärteten Schmiedestählen mit 4 % Mn verwendet. Das Legierungsdesign und die Wärmebehandlungsparameter wurden mit dem Ziel der Verhinderung der Mn-Versprödung sowie der Bildung feiner Austenitkörner während des interkritischen Glühens variiert. Es zeigt sich, dass der Zusatz von B und Mo die Kerbschlagzähigkeit erhöht, wobei die Wirksamkeit der einzelnen Elemente je nach Wärmebehandlungsbedingungen variiert. Die Kerbschlagzähigkeit kann durch die Einführung einer globulitischen metastabilen austenitischen Phase erheblich verbessert werden. Im Vergleich zu konventionellen vergüteten Stählen kann eine verbesserte zyklische Festigkeit bei einer Zugfestigkeit von mehr als 1300 MPa erreicht werden.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The development of homogenous martensitic microstructures within a component by direct cooling after forging requires a strict transformation control. Many steel concepts are limited in their processing window with respect to the critical cooling rate, which makes them applicable only to components with small dimensions. Larger components or large variations in dimensions within one component need robust, non-cooling rate sensitive steels. By this, the group of medium Mn steels (MMnS) with Mn contents between 4 and approximately 10% has become a matter of interest as these steels develop martensitic microstructures even during very slow cooling directly form the forging heat. In combination with alloying elements like Si, B, Ti, Mo, this steel group provides a very robust approach to a development of high strength nearly independent of the applied cooling rate.
However, there are also special features associated with high manganese contents which must be taken into account during the production process. These include, for example, the mechanical properties at high temperatures, which are decisive for the behavior during continuous casting. Furthermore, the microstructure and the properties are shaped by partitioning and segregation effects, which must be considered when developing the alloy composition and the process route. This contribution summarizes some of the results observed in the manufacturing of new forging steels and shows action points for future material development.
2 Continuous Casting Behaviour
Although conventional steels basically have good ductility at high temperatures, there are characteristic temperature regions in which ductility drops happen. These are attributable to solidification-related micro-segregation as well as to γ‑α phase transformation and possible precipitations. Therefore, we investigated the castability of five different MMnS (6% Mn, 6% Mn+1% Si, 6% Mn+1% Si+1% Al, 10% Mn+1% Si, and 10% Mn+1% Si+1% Al) and their appropriateness with the continuous casting practices. In-situ melting/re-solidification hot tensile tests were carried out to develop the hot ductility curves (Fig. 1). It is obvious that, compared to the reference steel C30 with 0.30% C and 0.7% Mn, the MMnS with 0.30% C and 6% or 10% Mn show smaller values, especially when additionally alloyed with 1% Al. Thus, the temperature range for bending during continuous casting is significantly smaller and shifted to higher temperatures [1].

Reduction of area RoA during hot tensile tests for various MMnS and the reference steel C30. The horizontal line at 30% RoA represents the technological necessary minimum for safe bending during continuous casting
The high temperature properties are affected by the type of solidification, e.g. γ‑austenitic or δ‑ferritic solidification, and by the precipitation behaviour of MnS and AlN. Especially agglomerations of MnS and AlN precipitates with diameters of more than 10 μm seem to be detrimental. The δ‑ferritic solidification, induced by Al-alloying, eases diffusion and through that reduces the segregation, on the one hand, but promotes an enrichment in the residual melt and precipitation at higher temperatures and through this leads to larger precipitates, on the other hand (Fig. 2).

Partitioning coefficients of austenite cMn.γ/cMn.liq during solidification
3 Forging and Annealing Treatments
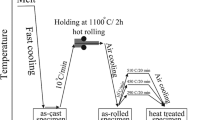
The further processing of MMnS usually requires hot forming in austenite. Depending on the dimensions, the cast slabs or blocks are either first rolled and then forged or forged directly. Experiments show that the required forming forces for MMnS in austenite are on a comparable level with the reference low alloy steels. Forging is followed by a controlled cooling to adjust the microstructure, if necessary in combination with further downstream heat treatments (Fig. 3). For MMnS tempering, partitioning, and austenite reversion, heat treatments can be distinguished which are effective in combination with prior quenching or air cooling. The cooling might be carried out down to room temperature or to a specific stop temperature.

Various temperature-time-schedules for microstructure adjustment in MMnS

Heat conductivity, determined by laser flash method, of various forging steels. The heat conductivity in ferrite decreases strongly with the alloy content while is not very much affected in austenite. The peak at 700 °C for steel AHD (air hardening ductile) is related to the phase transformation and might be an artefact. AHD contains 4% Mn, X120Mn12 12% Mn while the other steels contain ≤ 1.5% Mn
During the heat treatment of the components, attention must be paid to the temperature distribution in order to avoid excessive internal stresses. In the case of highly-alloyed MMnS, it has to be considered that the thermal conductivity in austenite is comparable to that of most reference steels but that, at lower temperatures, the thermal conductivity in ferrite is significantly reduced, which can lead to longer cooling times and large temperature differences in a component (Fig. 4). With respect to annealing of air cooled MMnS, tempering and intercritical annealing can each be divided into different stages, (Fig. 5). Tempering at 250 °C leads to an increase in yield strength because of the decomposition of retained austenite. After air cooling, an austenite phase fraction of approx. 3 vol.-% exist. The change of mechanical properties at 350 °C is due to carbide precipitation and coarsening, which leads to temper embrittlement. At 450 °C carbide coagulation and relaxation of the martensite decreases strength while ductility increases. The effect of intercritical annealing on the mechanical properties strongly depends on temperature. In the first stage the dissolution of carbides further decreases the matrix strength. Intercritical annealing in the second stage at 650 °C leads to C partitioning and the formation of globular austenite islands at the prior austenite grain boundaries within the martensitic matrix. This significantly increases ductility and toughness, while strength remains unchanged. Exceeding the optimum intercritical annealing temperature leads to a volume fraction increase and morphology change of austenite, which forms a coarse network [2].

Chart for annealing treatments of air-hardening MMnS with 4% Mn. Different stages are classified by microstructural phenomena and mechanical properties; increase, decrease of no change are indicated by arrows relative to the as-forged state. An approximate temperature is assigned to each stage
4 Properties of Forged MMnS
Air-hardening ductile (AHD) steels combine the mechanical properties of quenched+tempered steels with cost-efficient processing. However, the insufficient impact toughness has been an obstacle for industrial application. By controlled grain boundary segregation of B and Mo as well as austenite grain size control, the Mn-induced cleavage fracture can be avoided leading to an attractive balance of strength and toughness (Fig. 6).

Balance of Charpy V‑notch impact energy and UTS of AHD steel with 4% Mn
References
Allam, T., Bleck, W., Klinkenberg, C., Kintscher, B., Krupp, U., Rudnizki, J.: The continuous casting behavior of medium manganese steels. jmr&t 15, 292–305 (2021)
Gramlich, A., Krupp, U., Bleck, W.: Tempering and intercritical annealing of air-hardening 4 wt.-% medium manganese steels. Steel Res. Int. 2100180, (2021). https://doi.org/10.1002/srin.202100180
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bleck, W., Allam, T. & Gramlich, A. Alloying and Processing of Medium Manganese Steels for Forging Applications. Berg Huettenmaenn Monatsh 167, 534–537 (2022). https://doi.org/10.1007/s00501-022-01288-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01288-2