
Abstract
For industrial mechanical food processing steps, like cutting, slicing, grating, passing or similar applications, tools of martensitic stainless steels are used preferably because of their high hardness and corrosion resistance. The latter is decisive to avoid contamination of foodstuff by elements transferred from the steel alloy into the processed food. In this contribution various martensitic stainless steels in different heat treatment conditions were investigated regarding their metal release behavior in food simulants. Therefore, migrations tests were carried out according to the guideline of the Council of Europe. During the examination, the specific migration of elements was determined and compared to defined release limits, which take into account the different toxicity for the human body. The results allow an assessment of the suitability of the tested grades and heat treatment conditions as contact material for different types of food.
Zusammenfassung
Für die industrielle mechanische Verarbeitung von Lebensmitteln, wie Schneiden, Zerteilen, Reiben, Passieren oder ähnliche Anwendungen, werden vorzugsweise Werkzeuge aus martensitischen nichtrostenden Stählen verwendet, da diese hohe Härte und gute Korrosionsbeständigkeitaufweisen. Vor allem die Korrosionsbeständigkeit ist entscheidend, um eine Kontamination der Lebensmittel durch Elemente zu vermeiden, die aus der Stahllegierung in die verarbeiteten Lebensmittel übergehen. In diesem Beitrag wurden verschiedene martensitische nichtrostende Stähle in unterschiedlichen Wärmebehandlungszuständen auf ihr Metallabgabeverhalten in Lebensmittelsimulanzien untersucht. Dazu wurden Migrationsprüfungen nach der Richtlinie des Europarates durchgeführt. Bei der Untersuchung wurden die spezifischen Migrationen einzelner Elemente bestimmt und mit den definierten Freisetzungsgrenzwerten verglichen, um die unterschiedliche Toxizität der einzelnen Elemente für den menschlichen Körper berücksichtigen zu können. Die Ergebnisse ermöglichen eine Bewertung der Eignung der geprüften Stahlgüten und Wärmebehandlungszuständen als Kontaktmaterial für verschiedene Arten von Lebensmitteln.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Industrial food processing can involve a range of chemical, physical, and mechanical processes, for which different metal materials are used. The most necessary requirement regarding these materials is not to alter the food or only to a negligible extent [1].
To meet these requirements, the appropriate chemical resistance of the material in contact with the food is of high importance. In general, this behavior is reflected by the corrosion resistance of the material, but more precisely by its metal release behavior. Depending on the actual application, different other properties, like mechanical properties, heat resistance, and suitability for cleaning, also have to be considered.
Stainless steels are of particular importance in this context. Because of their high corrosion resistance, high hardness and adequate toughness, they are often used as food contact materials. The basic rules for the material selection and in particular for stainless steels in food contact applications are summarized in the DIN 10528 standard [2]. The decisive criterion for selecting the suitable steel for food contact is its corrosion resistance, in combination with its mechanical properties. For most cases in industrial food processing, austenitic grades are used due to their excellent formability and weldability and moreover because they exhibit a high level of corrosion resistance, especially against chemically aggressive cleaning agents. Ferritic stainless steels are often applied to components exposed to minor corrosion and low mechanical stresses.
1.1 Martensitic Stainless Seels for Mechanical Food Processing
Martensitic stainless steels are usually selected when higher hardness and wear resistance are required, like for cutting, rasping, extruding, pressing, and crushing processes. In such applications, the requirements for those forementioned mechanical properties are more important, while those for corrosion resistance decrease, since contact time, contact area, as well as the processing temperature are usually lower, compared to industrial chemical food processing like cooking or long time storage. The high mechanical strength of these materials, compared to ferritic or austenitic grades, is reached by an increased carbon content of approximately 0.2% to more than 1%. This measure enables the formation of a martensitic microstructure. A necessary process for adjusting the desired properties in these grades is a heat treatment, comprising hardening and tempering.
The presence of carbon leads to the formation of carbides in the microstructure, which additionally improves the wear resistance of these grades. For carbides, a distinction is made in tool steels between coarse µm-sized primary or eutectic carbides, which are stable during austenitizing and fine nm-sized secondary-hardening carbides, which precipitate finely distributed within the steel matrix during tempering. However, the formation of carbides has negative effects on the toughness and corrosion resistance. The latter is triggered by the binding of chromium within the carbides, which correspondingly depletes in steel matrix and therefore, lowers the corrosion resistance [3,4,5].
Depending on the actual applications, numerous different alloying concepts were established. These alloys range from grades with low carbon and primary carbide content, which are characterized by good toughness, good machinability, and an economical alloying concept, to grades with high amounts of primary carbides, leading to an excellent wear resistance.
The heat treatment has a significant effect on the corrosion resistance of martensitic stainless steels [6]. In general, high austenitizing temperatures and low tempering temperatures lead to a maximum of free chromium in the steel matrix. In terms of metal migration in food contact applications, this means that the heat treatment applied can have a significant influence on the degree of contamination of the processed food.
Furthermore, the influence of carbides in metal release of similar grades was also previously published [7]. The findings report a higher electrochemical nobility of carbides than the martensitic matrix, which should result in a reduced migration of elements bonded in carbides, compared to elements embedded in the steel matrix.
1.2 Evaluation of Food Contact Materials
In accordance with the above-mentioned requirements, regarding suitability as a food contact material, classic corrosion tests are insufficient. To evaluate the metal release behavior of a material, which is essential to assess its suitability as food contact material, migration tests are used.
In that sense, it is of great importance to determine the quantity of the individual elements released by the metal as they differ greatly in their effect on the human body. The guideline “Metals and alloys used in food contact materials and articles”, published by the European Directorate for the Quality of Medicines & Health Care (EDQM) [8], serves to define a specific framework for the testing and evaluation of metal migration for metallic consumer products. It describes the recognized procedures for sample preparation, suitable analytical methods, and simulant solutions and specifies criteria for selecting the test method and calculating the individual migrations. As an essential criterion for assessing whether an article is suitable for food applications, the specific metal release under the respective contact conditions must be determined. Subsequently, the release of the individual elements must be compared with the limits specified for them. These specific release limits (SRLs) were established for all relevant elements of industrial metals including alloying elements as well as trace elements, which are present in the materials due to the production process. For their determination, a toxicological evaluation was carried out for 23 elements and limits were set for 21 according to the current scientific knowledge. Their values are expressed in mg/kg of food, and represent the maximum allowable release quantity in foodstuff. Selected SRL values, relevant for this work, are displayed in Table 1.
1.3 State of the Art
The previously published investigations of metal release of stainless steels have mostly dealt with austenitic grades [9, 10]. Regarding martensitic grades, the existing publications focused on cutlery [11] and knife blades [12, 13] and represent a comprehensive examination of the migration of metallic consumer goods in different food simulants. Studies on the role of different heat treatment conditions and microstructural influences on the migration rate of certain elements have not yet been published.
1.4 Scope of Investigations
The aim of this study was to evaluate selected martensitic stainless steels regarding their metal release behavior for use in food processing applications. For this purpose, the recommended test procedure taken from [8] seems most appropriate to determine the quantity of relevant elements, which migrate from the steel surface into the food simulant.
The migration data should be used to evaluate a passive or active corrosion behavior depending on the type of food simulant and on the heat treatment conditions of the certain grades. Depending on the microstructure, especially the carbide content, it should be evaluated if elements of the steel dissolute uniformly or if there is a selective solubility of certain elements. Further, a possible preferred metal ion migration should be put in context to the different toxicity of the elements, reflected by the specific release limits determined by the EDQM guideline.
2 Experimental Methods and Materials
2.1 Test Procedure
Testing the release of materials in actual foods is not always possible and seems not useful to assess materials used for different types of food. However, to be able to make a classification nevertheless, food simulants have been introduced that share common properties with one or more food types. In [8] two types of food simulants are recommended. Artificial tap water according to DIN 10531 should be used to evaluate the migration into aqueous or fatty food. For the behavior in contact with acidic food, having a pH-level below 4.5, citric acid with a concentration of 5 g/l is recommended. Both simulants have been used in this contribution in combination with different sets of parameters, which are listed in Table 2. For test procedure A, artificial tap water was used at boiling temperature for an immersion time of 2 h. The tests of procedure B were done in citric acid for an immersion time of 10 days at 40 °C, which should reflect the highest load of corrosive attack.
The metal release was determined according to the guideline [8] mentioned above. Each sample was first washed with an aqueous solution containing detergent additive, then rinsed with deionized water, and dried. Subsequently, the samples were immersed in the food simulant for the respective duration at the respective temperature. After testing, the increase in concentration of relevant elements in the food simulant was determined by inductively coupled plasma mass spectrometry (ICP-MS). To allow a comparison with the recommended SRLs, the values of specific release (SR) were calculated using the convention of a standardized contact area of 6 dm2 per 1 kg of foodstuff according following formula:
In the tests performed, the volume of the food simulant was 0.11 l, with a corresponding sample contact area of 0.503 dm2. All release tests were repeated three times with the same sample and a renewed food simulant. Between the test runs, the sample was washed and dried according to the procedure mentioned above.
To detect selective migration of certain elements, the release of each alloying element “X” was related to the release of Fe. A comparison of this specific release ratio X/Fe with the alloy mass fraction of the respective element related to alloy mass fraction of iron, allows to conclude on the selective release of metal elements.
2.2 Materials
In order to evaluate the influence of heat treatment and carbide content on migration behavior in food contact, two martensitic stainless steels were compared. Both differ fundamentally in terms of alloying concept and carbide structure. Their chemical compositions and alloy mass fractions related to iron are shown in Table 3.
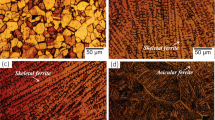
First, a modified version of the material 1.2083 (1.2083 ESR mod.), which shows a lean alloying concept and a very low amount of primary carbides, was selected. An electroslag remelting process during the production leads to a homogeneous microstructure in this grade, which is displayed in Fig. 1a.

a Micrograph of 1.2083 ESR mod. Hardened and tempered condition. b Micrograph of 1.4528. Hardened and tempered condition
In contrast, the second material, 1.4528, has a high content of primary carbides as shown in Fig. 1b. This grade is not remelted and exhibits inhomogeneities in the microstructure, which result in band-like carbide structures in the direction of forming.
Both grades were tested in hardened and tempered condition according to the parameters shown in Table 4. Austenitizing and quenching were performed in a vacuum furnace, the holding time was 30 min, quenching was done with nitrogen at 6 bar. Tempering was performed in chamber furnaces twice, for 2 h each.
The material 1.2083 ESR mod. was evaluated in high and low tempered condition, according to the recommendation by the steel supplier [14]. Tempering at a temperature of 525 °C is used to achieve well-balanced properties in terms of hardness, toughness and corrosion resistance. The highest corrosion resistance is achieved by tempering at 250 °C. However, this leads to a reduction of toughness.
In the low tempered condition, only migration test procedure B was applied, since a significant metal release in artificial tap water was not expected. To assess the effect of austenitizing temperatures, two hardening temperatures, 980 and 1000 °C were compared. The higher austenitizing temperature should result in a further reduction of the already low proportion of primary carbides. The high tempered samples hardened with 980 °C, were only tested with procedure A.
Regarding the grade 1.4528, tempering at a higher temperature is not recommended, so the material was solely tested in the low tempered condition.
For migration testing, specimens were prepared as cylinders with a diameter of 39 mm and a height of 20 mm. All samples were originally made of round dimensions with a diameter of 40.8 mm. The heat affected zones were removed, the sample surface was polished, and sharp edges were removed.
3 Results
3.1 Tests in Artificial Tap Water
The results of the determined metal migration in artificial tap water are shown in Table 5. A comparison with the recommended specific release limits shows that the values determined are significantly lower. The specific release of elements was often below the detection limit, so further evaluation did not appear to be reasonable. A comparative statement on the different tendency to metal migration also was not meaningful in this way.
3.2 Tests in Citric Acid
In contrast, the results of the tests with procedure B in citric acid allow a differentiation of the tested steel materials about the dissolution behavior of individual elements.
The specific metal release of the material 1.2083 ESR mod., in high tempered condition as plotted in Fig. 2 is significantly above the recommended release limits [8] regarding the elements Fe, Cr, Ni in all three test runs and regarding V in the second and third test runs. Apart from this, the metal migration rate for all elements does not appear to be stable over the course of the individual test runs but increases with each test run.

Specific metal release of the material 1.2083 ESR mod., tested with procedure B (citric acid, 40 °C, 10 days). Heat treatment: 1000 °C, 525 °C (2 × 2 h)
In contrast to the result in Fig. 2, it is evident that the same material shows a substantially different metal migration behavior using the same test procedure, when tempered at a lower temperature. As displayed in Fig. 3, the specific release of all elements considered are well below the recommended release limits. The metal migration rate appears to decrease during the sequence of the test runs. The migrated amounts of Mn, Ni, and V are very close to the limit of detection of the used analysis device. The release of Mo was below the limit of detection of 0.0012 mg/kg in all three test runs, the release of Mn was below the limit of detection of 0.0048 mg/kg in the second and third test runs.

Specific metal release of the material 1.2083 ESR mod., tested with procedure B (citric acid, 40 °C, 10 days). Heat treatment: 1000 °C, 250 °C (2 × 2 h)
The release of the elements Fe and Cr allows a conclusion to be drawn about the effect of the austenitizing temperature of the steel 1.2083 ESR mod. when tempered at 250 °C. Other elements were not considered due to their low releases, which were in the range of the detection limit of the used analysis device. Fig. 4 shows a comparison of the detected metal release depending on the applied austenitizing temperature. The samples heat treated with the higher austenitizing temperature of 1000 °C show a slight lower release than those austenitized with 980 °C in all test runs, with exception of the Cr release measured in test run 3. This deviation from the otherwise clear visible trend is probably due to scattering.

Comparison of release of Cr and Fe depending on austenitizing temperature of the material 1.2083 ESR mod., tempered at 250 °C, tested with procedure B
In case of the material 1.4528, which was tested in the low tempered condition, the metal release in citric acid is significantly higher than that of low tempered 1.2083 ESR mod. and exceeds the recommended values regarding the elements Fe, Cr, Co, and Ni. The results shown in Fig. 5 reveal that the migration rates of the elements Fe, Co, Mn, and Ni clear decrease during the course of the test runs, whereas those of the elements Cr and Mo show a significant increase. Also the migration rate of V increases to a small extent over the test runs.

Specific metal release of the material 1.4528, tested with procedure B (citric acid, 40 °C, 10 days)
3.3 Selective Migration of Elements
The presumed selective release of certain elements was investigated based on the results of tests with clearly measurable metal migration. Therefore, the tests in citric acid of 1.2083 ESR mod. in the high tempered condition and that of 1.4528 were selected. To detect selective migration, the specific release ratio related to iron X/Fe is compared to the alloy mass fraction X/Fe. The values presented in Fig. 6 show the results for the tested 1.2083 ESR mod.. Here the fundamental difference between the migration of the elements Mn and Ni and that of the elements Cr, Mo, and V is notable. The release ratios of Mn and Ni, related to the release of Fe, correspond widely to that of the chemical composition of the present alloy. That means Mn and Ni migrate to a very similar extent as Fe and this corresponds to what would be expected with a uniform dissolution of the steel surface. In contrast, the elements Cr, Mo, and V migrate significantly less than Fe. These elements do not appear to migrate uniformly but seem to show a higher resistance to dissolution.

Release ratios and alloy mass fractions X/Fe of the material 1.2083 ESR mod., tested with procedure B (citric acid, 40 °C, 10 days), heat treatment: 1000 °C, 525 °C (2 × 2 h)
The same phenomenon is observable considering the material 1.4528 (Fig. 7). Again the elements Cr, Mo, and V migrate in a lesser extent than Fe. Regarding the migration of Ni, Mn as well as Co, the specific release corresponds well to that of Fe.

Release ratios and alloy mass fractions X/Fe of the material 1.4528, tested with procedure B (citric acid, 40 °C, 10 days)
4 Summary and Conclusions
Martensitic stainless steels are the preferred materials used for the mechanical food processing, due to their combination of hardness, wear resistance, and resistance against metal migration from the steel surface into the food. To evaluate the suitability of metals as food contact materials, a guideline published by the European Directorate for the Quality of Medicines & Health Care (EDQM) [8] provides test procedures to compare the amount of metal migration to specific release limits. The limits are established for every relevant element, regarding its impact to the human body if ingested. The recommend test procedures with selected parameters were used to evaluate two different grades of martensitic stainless steels. Their specific metal release behavior was evaluated in contact with citric acid and artificial tap water as food simulants. Investigations on the effects of heat treatment, the migration behavior of individual test runs and selective metal migration lead to the drawing of following conclusions:
Metal migration in artificial tap water was very low for the tested materials, heat treatment conditions, and the applied test parameters. The specific release of elements was often below the limit of determination, so that no reasonable further evaluation regarding selective metal release was possible. All tested grades showed a metal migration significantly below the specific release limits, determined by EDQM [8].
The tests in citric acid showed that the influence of heat treatment, which is well documented on the corrosion behavior of martensitic stainless steels, has a decisive impact on the migration of metal ions into the food simulant. Regarding the grade 1.2083 ESR mod. tested in high tempered condition, the migration rate for all relevant elements increased over the course of the individual test runs. This finding indicates a non-passive state of the material under these corrosion conditions. The measured specific metal migration exceeded the specific release limits. In low tempered condition, the metal migration of grade 1.2083 ESR mod. was significantly lower and the specific metal release was below the release limits [8]. The migration rate decreased over the course of the individual test runs, indicating that the material shows a passive corrosion behavior under these conditions. The material 1.4528 was found to exceed the recommended SRLs for the elements Fe, Cr, Co, and Ni, but the decreasing migration rate of the matrix elements Fe, Ni, Mn, Co indicates a passive corrosion behavior.
A selective migration of elements in citric acid was demonstrated for 1.2083 ESR mod. in high tempered condition and for the material 1.4528. The matrix elements Ni, Co, and Mn migrate to a similar extent as Fe, the carbide forming elements like Cr, Mo, and V migrate significantly less than Fe. This meets the expectations, since the electrochemical nobility of carbides is higher than that of the surrounding matrix.
With regard to the steel grade 1.4528, it is observable that the migration rate of matrix elements decreases over the course of the test runs, whereas the migration rate of carbide forming elements increase. The exact reasons for this could not be clarified within the scope of this work and are the subject of continued investigations. One possible cause could be that the contact area of the carbides to food simulant solution increases in the course of the test runs due to the dissolution of the surrounding steel matrix. A second reason could be that carbides do not exhibit passive corrosion behavior in this migration test. Consequently, this would lead to a continuous but slow dissolution of the carbides, while the dissolution of the steel matrix is increasingly inhibited by the formation of a protective passive layer.
The influence of austenitizing temperature on the migration behavior, investigated in the case of the steel 1.2083 ESR mod., showed a slight reduction of the metal migration. rate due to a higher amount of chromium in the steel matrix.
The evaluation criteria in the EDQM guideline do not consider the possibility of an accelerated migration during the test runs. Therefore, a repeated tool use may result in unacceptable contamination of the processed food, although the measured initial release levels are below the SRLs.
References
European Parliament: Regulation (EC) No 1935/2004 of the European Parliament and of the Council, On Materials and Articles Intended to Come in Contact with Food. Official Journal of the European Union. (2004of)
DIN 10528: Lebensmittelhygiene – Anleitung für die Auswahl von Werkstoffen für den Kontakt mit Lebensmitteln – Allgemeine Grundsätze. Deutsches Institut für Normung e. V. (2009)
Seifert, M., Wieskämper, D., Tonfeld, T., Huth, S.: Corrosion of a complex multiphase martensitic stainless steel depending on the tempering temperature. Mater. Corros. 66, 1290 (2015)
Hill, H., Huth, S., Weber, S., Theisen, W.: Corrosion properties of a plastic mould steel with special focus on the processing route. Mater. Corros. 62(5), 436 (2011)
Lerchbacher, C., Zinner, S., Leitner, H.: Atom probe study of the carbon distribution in a hardened martensitic hot-work tool steel X38CrMoV5‑1. Micron 43(7), 818 (2012)
Zunko, H., Leitner, H.: Corrosion in plastic industry and tooling solutions. In: Proceedings of the 10th TOOL Conference Bratislava, 2016. (2016)
Anantha, K.H., Ornek, C., Ejnermark, S., Medvedeva, A., Sjöstrom, J., Pan, J.: Correlative microstructure analysis and in situ corrosion study of AISI 420 martensitic stainless steel for plastic molding applications. J. Electrochem. Soc. 164(4), C85 (2017)
Keitel, S.: Metals and Alloys Used in Food Contact Materials and Articles—a Practical Guide for Manufacturers and Regulators. European Directorate for the Quality of Medicines and HealthCare, Strasbourg (2013)
Vrochte, H., Schätzke, M., Dringenberg, E., Wölwer-Rieck, U., Büning-Pfaue, H.: Untersuchungen zur Frage der Nickelfreisetzung aus Edelstahlkochtöpfen. Z Ernährungswiss 30, 181–191 (1991)
Cunat, P.J.: Safe Stainless Steel, Gebrauchssicherheit von Edelstahl Rostfrei, 2nd edn. Mensch und Umwelt, vol. 1. (2002)
Hausch, M.: Metalllässigkeit von Bestecken aus nichtrostenden Stählen. Deutsche Lebensmittel Rundschau 92(3), 69–77 (1996)
Zind, S.: Schlussbericht zum IGF-Vorhaben „Untersuchung zur Lebensmittelverträglichkeitsprüfung von Schneidwaren aus nicht-rostendem martensitischen Stahl“ der Forschungsstelle Institut für Werkzeugforschung und Werkstoffe (IFW). https://edocs.tib.eu/files/e01fn21/1750937689.pdf, Accessed 28 July 2022
Zind, S.: Metallmigration von Schneidwaren aus martensitsch-rostfreien Messerstählen. Lebensmittelchemie 67, 89–112 (2013)
voestalpine Böhler Edelstahl: Brochure „M333IP“ (2020)
Acknowledgements
The authors would like to thank the Austrian Agency for Health and Food Safety GmbH (AGES) and in particular Dr. Christa Hametner and Mr. Markus Polz for conducting the migration tests and for discussions and assistance in the preparation of this contribution.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zunko, H., Turk, C. Martensitic Stainless Steels for Food Contact Applications. Berg Huettenmaenn Monatsh 167, 408–415 (2022). https://doi.org/10.1007/s00501-022-01267-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01267-7
Keywords
- Martensitic stainless steels
- Food contact
- Corrosion
- Metal migration
- Specific release
- Specific release limit
- Food contact materials