
Abstract
The rise of additive manufacturing has enabled new degrees of freedom in terms of design and functionality. In this context, this contribution addresses the design and characterization of structural unit cells that are intended as building blocks of highly porous lattice structures with tailored properties. While typical lattice structures are often composed of gyroid or diamond lattices, this study presents stackable unit cells of different sizes created by a generative design approach to meet boundary conditions such as printability and homogeneous stress distributions under a given mechanical load. Suitable laser powder bed fusion (LPBF) parameters were determined for AlSi10Mg to ensure high resolution and process reproducibility for all considered unit cells. Stacks of unit cells were integrated into tensile and pressure test specimens for which the mechanical performance of the cells was evaluated. Experimentally measured material properties, applied process parameters, and mechanical test results were employed for calibration and validation of finite element (FE) simulations of both the LPBF process as well as the subsequent mechanical characterization. The obtained data therefore provides the basis to combine the different unit cells into tailored lattice structures and to numerically investigate the local variation of properties in the resulting structures.
Zusammenfassung
Durch die Einführung der Additiven Fertigung können neue Freiheitsgrade in Bezug auf Gestaltungsfreiheit und Funktionalität erreicht werden. In diesem Zusammenhang adressiert dieser Beitrag das Design und die Charakterisierung struktureller Einheitszellen als Bausteine für hochgradig poröse Gitterstrukturen mit maßgeschneiderten Eigenschaften. Während typische Gitterstrukturen oft auf Gyroid- oder Diamantstrukturen basieren, präsentiert dieser Beitrag stapelbare Einheitszellen unterschiedlicher Größe, die durch einen generativen Designansatz erstellt wurden. Hierdurch sollen verschiedene Randbedingungen wie eine gute Druckbarkeit und homogene Spannungsverteilung unter gegebenen mechanischen Lasten erreicht werden. Um eine hohe Auflösung und Reproduzierbarkeit der Einheitszellen zu erreichen, wurden für den verwendeten Werkstoff AlSi10Mg geeignete Druckparameter für das Laserstrahlschmelzen (LPBF) ermittelt. Stapel von Einheitszellen wurden in Zug- und Druckproben integriert, anhand derer die mechanische Stabilität der Zellen ermittelt wurde. Experimentell bestimmte Materialeigenschaften, die verwendeten Prozessparameter und die Ergebnisse der mechanischen Untersuchungen wurden anschließend für die Kalibrierung und Validierung Finiter Elemente (FE) Simulationen herangezogen, wobei simulationsseitig sowohl der Prozess des Laserstrahlschmelzens als auch die nachgelagerte mechanische Charakterisierung berücksichtigt wurden. Die hier präsentierten Ergebnisse sollen als Basis sowohl für eine gezielte Anordnung der Einheitszellen zu maßgeschneiderten Gitterstrukturen dienen als auch für die numerische Auswertung der lokal variierenden Eigenschaften der somit resultierenden Strukturen.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Lattice structures have high potential in various applications. The strength of the structures as well as their reproducible manufacturability significantly affect their use. The advantages of additive manufacturing using laser beam melting (LPBF—Laser Powder Bed Fusion, formerly also Selective Laser Melting SLM) are of particular benefit for the production of such structures. Due to the high design freedom metallic 3D printing of complex and filigree structures, using LPBF, is possible quickly and resource-efficiently. This results in special design possibilities for complex lattice structures which can be designed addressing specific geometric and load-related boundary conditions. As a result, adapted geometries can be designed as customized, efficient, and lightweight solutions with optimized characteristic profiles.
In this publication, an approach for the generation and fabrication of stackable unit cells is presented. The results and the procedure for determining the characteristic values of additively produced test bodies made of AlSi10Mg are explained, as well as the generation of unit cells of different sizes based on these results.
2 Topology Optimization of Structural Unit Cells
The design methodology of lattice structures and unit cells in additive manufacturing encompasses a variety of different approaches and design strategies deriving from the progress and the necessities of additive manufacturing (AM). Traditional strut-based designs [1] are part of the first approaches and are well known for their simplicity and sturdiness. With the freedom of design and production advantages of AM, the construction of more complex structures such as mathematically-defined surface-based [2] and gyroid lattices [3] was enabled. Furthermore, topology optimization methods (TO) offer a tool to determine the optimal design and topology of lattice structures based on existing load and boundary conditions, optimized for mechanical performance [4]. Functionally aided approaches aim to adjust the volume fraction of a fixed unit cell rather than changing the topology itself to adapt changing boundary conditions [3]. The design space for periodically symmetric unit cells and lattice structures is seemingly endless and highly depended on the exact use case and AM processing conditions.
The unit cell types presented in this contribution are designed using the commercial TO software MSC Apex Generative Design and derive from a specific set of LPBF processing conditions. The approach is based on a newly developed algorithm that follows the principles of nature to produce bionic lightweight designs [5]. Depending on the exact use case of the unit cells, these process-derived conditions may vary but essentially support free printability, freedom of powder-inclusions, and structural robustness are the primary features of this contribution. The latter includes machine-depended aspects such as minimum printable strut diameter and maximum support free overhang. Based on this set of conditions, the strut-based unit cell shape Body Centered Cubic (BCC) shown in Fig. 1a was chosen as guidance for the TO setup. Therefore, the vertex cube was chosen as optimization space in which the cells were optimized with respect to prescribed loads as shown in Fig. 1b. Symmetry is maintained in the XYZ axial directions. Three different unit cell sizes have been analysed in this contribution, with an edge length of 10, 5, and 2.5 mm, enabling serial stackability.

Unit cell design. a Strut-based Body Centered Cubic cell (BCC) as proposed in [3] b The optimization space is represented by the Vertex Cube (VC) to which boundary conditions are applied
In contrast to the classical TO method ‘solid isotropic material with penalization’ (SIMP), which minimizes the compliance of a structure with the constraint of a given volume fraction [6], the current approach works by directly minimizing the volume of the structure with constraint to a given maximum feasible von Mises stress criterion. This optimization strategy offers two designated advantages to the classical SIMP method: on the one hand, it obsoletes the requirement of a specified volume fraction and therefore the uncertainty of the true feasible minimal volume design. On the other hand, the minimization of compliance often leads to stress peaks within the design, which generally result in a structural point of failure under excessive loads [7]. The applied approach offers a solution to both these points: It minimizes the volume directly and assures an equal distribution of a von Mises stress throughout the entire design avoiding built-in stress peaks. The material considered for this study is AlSi10Mg with an experimentally obtained average Young’s modulus of 62.13 GPa and Poisson’s ratio of 0.355 as measured in Sect. 3. Based on the average ultimate strength of 429.17 MPa derived from the tensile tests, the maximum feasible von Mises stress criterion for the optimization of the 10 × 10 × 10 mm VC is set to 380 MPa, roughly 90% of the average ultimate strength. The load cases used in this contribution derive from simulating the printing process of a demonstrator component with the commercial software Simufact Additive. The resulting maximum strains affecting the support structure caused by the residual stresses within the component reached peak values of up to 440 N. Following these results, a pressure force of 440 N is applied to each corner of the 10 × 10 × 10 mm VC. The applied forces and set von Mises stress criterion for the smaller VCs are adjusted accordingly to the reduction in size.
It should be noted that adjustments to the inner optimization settings of the optimization algorithm may lead to different optimized topology designs even if the model settings and boundary conditions are kept unchanged. Aiming for LPBF-derived robustness, parameter hyper tuning was therefore favoured towards strut-based designs.
The results of the unit cell topology optimization are shown in Table 1. The lowest relative volume, in comparison to the total volume of the associated cube, is reached by the 10 × 10 × 10 mm unit cell with a value of 6.88%. The design is vastly similar to the classical BCC with a strut-diameter of 1.19 mm. One clearly visible design feature is the thinned-out centre with roundings developed between the struts and the centre junction to avoid stress peaks. For the rest of this contribution this design will be referenced with the unit cell ID 11. The design of the smaller 5 × 5 × 5 mm unit cell differs from the BCC structure by developing an inner cube between the main diagonal struts. The relative volume amounts to 13.27% and the strut-diameter is 0.86 mm. For the rest of this contribution this design will be referenced with the unit cell ID 21. The smallest unit cell with the size of 2.5 × 2.5 × 2.5 mm follows the design of the classical BCC, with a relative volume of 19.38% and a strut-diameter of 0.53 mm. The design features are similar to the unit cell 11 with clear roundings between the struts and the centre junction. This design will be referenced with ID 31.
3 Experimental Procedure
The parameters for the LPBF process were evaluated in order to produce the unit cells reproducibly and without errors. For this purpose, the parameter window for manufacturing of the cells was investigated on different LPBF systems and suitable process-parameters were defined according to Table 2. The used AlSi10Mg powder has a grain size distribution of 15–53 µm and was processed at 30 µm layer thicknesses with a structural density of about 99.7%.
In the following stages, the specific material and process investigations were carried out in order to characterize the unit cells made of AlSi10Mg in a meaningful way:
-
Position-dependent (relative to the build plate) strength of AlSi10Mg specimens
-
Thermal characteristics (thermal diffusivity, coefficient of thermal expansion, specific heat capacity, density)
-
Temperature-dependent mechanical properties
-
Mechanical properties of defined unit cell geometries
To probe the local dependency of the strength within the construction panel, nine sample islands, each with six test specimens, were evenly distributed on a building platform, with the dimensions 245 mm × 245 mm as illustrated in Fig. 2. With an averaged maximum strength of 429.17 MPa and a standard deviation of 6.9 MPa, no significant effect of tension rod position on strength was observed. It is therefore not necessary to take into account different strengths which vary depending on the position.

Process chain for determining position-dependent strength of tensile bars made of AlSi10Mg produced by LPBF
Among the further characteristic values determined for AlSi10Mg specimens fabricated by LPBF is the temperature-dependent thermal conductivity. This is determined from the relation of the specific heat capacity (differential calorimeter), the density and the thermal diffusivity (laser flash technique). With a number of five samples per measurement, the thermal conductivity could be determined according to Fig. 3.

Thermal characteristics of additively manufactured test specimens made of AlSi10Mg
To determine the flow curves required for the process simulation, tempered tensile tests were also carried out up to a temperature of 550 °C in 100 °C increments. At a test speed of 2 mm/min, the flow curves were determined according to Swift/Krupkowski and summarized in a material map for the process simulation. Due to poor data-quality at higher temperatures (> 300 °C), no flow curves could be identified for these temperatures. The degree of forming (see X‑axis in Fig. 4) begins with the onset of plastic deformation. Young’s modulus and Poisson’s ratio were evaluated at room temperature (RT) as 62.13 GPa and 0.355, respectively.

Experimental setup (left) to determine the temperature-dependent yield curves of additively manufactured AlSi10Mg test specimens
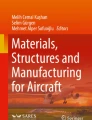
With the determined material characteristic values, an additively manufacturable structure in the form of unit cells was realized by the design development described in Sect. 2. To investigate the mechanical parameters, conventional tensile- and compression-test specimens were modified in a way to form an additively producible connection to the cells (Fig. 5).

Design and 3D printing of the compression and tensile test specimens to determine the mechanical properties of the unit cells
With a stacking of 1, 3, and 5 unit cells each, five specimens were tested to determine the mechanical characteristic values of the cells. The stresses are thereby related to the cross-sectional area of the vertex cube. The maximum stress achieved is shown with the corresponding strain in Table 3.
Due to the filigree structure of the unit cells and associated defective samples with the cell ID 31, no conclusive data is available for single unit cell specimens of type “1 cell”. For cell IDs 21 and 11, the influence of the support structure in the form of columns between cells and tension rod mount is clearly visible for the “1 cell” variant. For these samples, the maximum stress was always significantly greater than for samples containing 3 or 5 unit cells. In case of these larger samples with 3 and 5 unit cells, all specimens failed at the inter-cell junction between the two bottom-most cells as discussed in Sect. 4.
4 Numerical Analysis
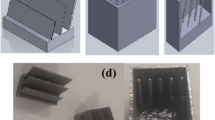
Finite-element (FE) simulations were employed to study the LPBF process as well as the tensile and compression tests. Exemplarily, the stack of 5 cells of type 31 was chosen for this part of the investigation. To minimize the model size while maintaining all distinct features of the sample, the sample geometry was reduced to the stack of cells, the additional support columns, and 2 mm of the mount as illustrated in Fig. 6a.

Voxel results of the LPBF simulation after cooling of the sample and release from the baseplate. a Sample geometry with distinct features b Peak temperature c Effective plastic strain d Residual stress
The commercial software Simufact Additive was used to perform a thermo-mechanically coupled analysis of the LPBF process [8, 9]. As described in [9], the complexity of the LPBF process is reduced by the introduction of a voxel mesh in which several powder layers are represented by a single voxel layer. The LPBF process is modeled by a sequential activation and thermal loading of entire voxel layers. The total time Tt required to print a voxel layer representing N powder layers follows from the process scan rate and the volume of the voxel layer. With the effective laser time Te, laser power P, and laser efficiency μ, the voxel layer is exposed to the total energy \(E_{t}=\mu PT_{e}\). For each voxel layer the following phases are considered:
-
1.
A new voxel layer representing N powder layers is activated. Melting of the powder is achieved within an initial heating phase representing the passing of the laser over a given point of material. This phase is characterized by its short time step termed the exposure time Tp and the exposure energy fraction used to define the portion of the total energy applied in this phase as fpEt.
-
2.
The dissipation of energy into the surrounding material is represented by a second heating phase that is characterized by the time step (Te−Tp) in which the material is subjected to the remainder of the energy Et(1−fp).
-
3.
The two heating stages are followed by a cooling phase of length (Tt−Te) after which the process simulation continues with step (1) for the next voxel layer.
The filigree geometry of the chosen specimen required a voxel size of 0.075 mm resulting in 219 voxel layers. Numerical process parameters were chosen as to represent the experimental settings for contour and area (Table 2). The energy exposure fraction fp and exposure time Tp were calibrated such that the peak temperatures reached within the bottom mount just exceeded the melting temperature of 660 °C. A summary of the applied simulation parameters is given in Table 4.
The numerical investigation of mechanical tests was performed in the commercial software Simufact Forming. To achieve the mechanical loading, the specimen was positioned between two rigid plates contacting the top and bottom of the specimen mount. For tension/compression, the top plate was moved +/− 0.5 mm in its normal direction. Reaction forces were recorded and engineering stresses were evaluated with the nominal cross section of the corresponding vertex cube of 6.25 mm2. As in the experimental setup, engineering strains were evaluated from the change of distance between the bottom and top surfaces of the specimen mount.
The voxel mesh used for the simulation of the LPBF process is not suitable for the simulation of the mechanical tests because the resulting mechanical response is significantly affected by the voxel structure and size. Accordingly, a mesh of tetrahedral elements was used for this part of the numerical investigation. Convergence with respect to element size was carefully probed for the compressive stress reached at final loading and was achieved with a nominal element size of 0.04 mm and a total of about 2.3 million elements. This mesh was selected for all mechanical test simulations. Where applicable, results were mapped from the LPBF voxel mesh.
Whenever applicable, mechanical and thermal properties for the AlSi10Mg material were transferred from the experimental part of this study. In order to stabilize the LPBF simulation, temperature-independent values were assumed for the Young’s modulus and Poisson ratio. For the mechanical testing, no temperature data was considered.
Fig. 6 specifies distinct parts of the considered geometry and displays the results of the LPBF simulation after cooling of the sample and release from the baseplate. The peak temperature, Fig. 6b, refers to the highest temperature reached during the entire build process, and it emphasizes the influence of the sample geometry on the temperature distribution. As discussed above, the numerical parameters were calibrated to yield a peak temperature just above the melting temperature within the bottom mount. However, the filigree structure of the unit cells constrains the path for heat conduction through the sample to the baseplate. This results in significantly higher peak temperatures in all diagonal sections of the unit cells above position 1 where the vertical path for heat transfer is not available. This effect is especially pronounced for the bottom of the top mount where heat must flow horizontally to the connection supports or to the unit cell corners before it can be conducted into the underlying structure. It is here that the highest temperature peaks are observed.
The effective plastic strain, Fig. 6c, emphasizes the influence of the thermal history of the process. Plastic deformations concentrate at all cell centers and at the cell corners connecting cells as well as the bottom part of the top mount and the upper half of cell 5. Residual stresses, displayed in Fig. 6d, accumulate during the LPBF process and show a distinct gradient from the bottom to the top of the sample. Typically, removal of the geometric constraint of the baseplate releases residual stresses and results in a deformation of the LPBF component. However, in case of the present sample the removal of the baseplate mainly affects residual stresses in the bottom mount. As the bottom mount acts as the major geometric constraint for the cells, most of the residual stresses within the cells are maintained even after release of the baseplate.
Fig. 7 displays the results of the numerical compression and tensile tests in comparison to the corresponding experimental data. The two numerical curves highlight the impact of the LPBF process on the mechanical response of the sample: Due to the plastic deformation in critical parts of the sample, yielding is prolongated and the effective strength is increased both for tensile and compressive loading.

a Compression test of 5 cells type 31 b Tensile test of 5 cells of type 31
In the elastic regime, the simulation shows an effective stiffness of about 8 MPa for both loading conditions. A similar effective stiffness is observed experimentally for compressive loading while tensile loading results in a higher effective stiffness which may be caused by the applied pre-stress. The simulations predict well the onset of yielding in both loading conditions although the pronounced hardening observed in the experimental compression test is not fully reproduced numerically.
Differences between numerical and experimental results can have multiple causes, such as the applied material data, modeling approaches or differences between ideal and printed sample geometries. Although the applied material data was evaluated for LPBF specimens produced from the same powder, different printing parameters for bulk samples and cellular structures may result in different microstructure and porosity. While the results of the simulated LPBF process give a reasonable approximation to the arising stresses, they are still subject to the simplifications of the applied voxel approach and do not include effects due to local hatching or contour paths which inevitably influence the local stress distribution in the final sample. Finally, the geometric difference between the ideal STL geometry considered in the simulations differs from the real samples because the remelting of powder layers increases the strut thickness and reduces the notch arising at position 3 and similar cell junctions.
Although no failure criterion was considered for the numerical mechanical tests, the simulations explain well the experimental results. In both loading conditions, local yielding begins first at all inter-cell connections like positions 2 and 3, followed by cell centers similar to position 1. The inter-cell connection between cells 1 and 2 is the most critical area in both loading conditions as it is the position with minimal cross-sectional area, only moderate effective plastic strain and highest residual stress concentration. If a compressive load is applied to the sample, position 2 is loaded in tension, while the notch at position 3 is closed by a local compressive load. Numerically, the material strain to failure of 4.8% is reached at position 2 at an effective strain of 3.0%. A larger cross section at this position and less pronounced sharpness of the cell corners explain the experimentally observed strain to failure in the order of 6%. If a tensile load is applied to the sample, position 3 is loaded in tension pulling open the notch between contacting cells and resulting in much smaller strains to failure in the order of 1%.
5 Conclusions and Outlook
In the current contribution, it was demonstrated that generative design can be applied to create structural unit cells as building blocks for tailored lattice structures or LPBF supports. The chosen approach is well suited to minimize stress peaks within the cells, but further optimization is required to minimize stress concentrators between cells in periodic arrangement. Three such unit cells were presented and successfully manufactured via laser powder bed fusion (LPBF). Tensile and compressive tests were performed on stacks of these cells revealing the effective mechanical response of the cells. Material properties of the LPBF-processed AlSi10Mg powder were evaluated and used in accompanying finite element (FEM) simulations of both the LPBF process and the mechanical testing. The simulation highlights the impact of the process’s thermal history on the local properties of the sample and illustrates why all samples failed between the first two bottom-most cells within the samples. Good agreement between the experimental and numerical results validates the applied models and qualifies them for further investigation of the effective properties of larger arrangements of structural unit cells.
Further work will address cell connections in terms of reduced stress concentrators as well as structural cells connecting different cell sizes to provide flexible building blocks for the generation of lattice structures such as LPBF support structures. For this purpose, the fabrication of the lattice structure must be qualified for contour or support parameters in order to minimize the time factor.
References
Rehme, O., Emmelmann, C.: Rapid manufacturing of lattice structures with selective laser melting. Proc. SPIE 6107, 192–203 (2006)
Chen, Z., Min Xie, Y., Wu, X., Wang, Z., Li, Q., Zhou, S.: On hybrid cellular materials based on triply periodic minimal surfaces with extreme mechanical properties. Mater. Des. 183, 108109–108116 (2019)
Panesar, A., Abidi, M., Hickman, D., Ashcroft, I.: Strategies for functionally graded lattice structures derived using topology optimization for Additive Manufacturing. Addit. Manuf. 19, 81–94 (2018)
Xiao, Z., Yang, Y., Xiao, R., Bai, Y., Song, C., Wang, D.: Evaluation of topology-optimized lattice structures manufactured via selective laser melting. Mater. Des. 143, 27–37 (2018)
Reiher, T.: Intelligente Optimierung von Produktgeometrien für die additive Fertigung (2019)
Sigmund, O., Maute, K.: Topology optimization approaches. Struct. Multidiscip. Optim. 48, 1031–1055 (2013)
Duysinx, P., Van Miegroet, L., Lemaire, E., Brüls, O., Bruyneel, M.: Topology and generalized shape optimization: why stress constraints are so important? Int. J. Simul. Multidiscip. Des. Optim. 2, 253–258 (2008)
Mehmert, P., Escobar, E., Tateishi, M.: Simulation of the additive manufacturing process chain for metals. Int. Trade Show Conf. Addit. Manuf. (2017). https://doi.org/10.3139/9783446454606.014
Mehmert, P.: Simulation und Optimierung der Fertigung mit selektivem Laserschmelzen – aktuelle Möglichkeiten und Potentiale. In: Jenaer Lasertagung Jena, 22–23th November 2018. (2018)
Acknowledgements
The authors gratefully acknowledge funding by the German Federal Ministry of Education and Research as well as support from the Projektträger Jülich (PTJ) within the Agent-3D Project SupErLaTiv (03ZZ0221A).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Boos, E., Ihlenfeldt, S., Milaev, N. et al. Topology Optimized Unit Cells for Laser Powder Bed Fusion. Berg Huettenmaenn Monatsh 167, 291–299 (2022). https://doi.org/10.1007/s00501-022-01234-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01234-2
Keywords
- Laser Powder Bed Fusion (LPBF)
- Tailored lattice structures
- Generative design
- Process simulation
- Finite Element Method (FEM)