
Abstract
Prediction of cutting forces is very important for the design of cutting tools and for process planning. This paper presents a fuzzy modelling method of cutting forces based on subtractive clustering. The subtractive clustering combined with the least-square algorithm identifies the fuzzy prediction model directly from the information obtained from the sensors. In the micro-milling experimental case study, four sets of cutting force data are used to generate the learning systems. The systems are tested against each other to choose the best model. The obtained results prove that the proposed solution has the capability to model the cutting force in spite of uncertainties in the micromilling process.











Similar content being viewed by others

References
Achiche S, Balazinski M, Baron L, Jemielniak K (2002) Tool wear monitoring using genetically-generated fuzzy knowledge bases. Eng Appl Artif Intell 15(3–4):303–314
Balazinski M, Jemielniak K (1998) Tool conditions monitoring using fuzzy decision support system. VCIRP, AC’98 Miedzeszyn, pp 115–122
Bao WY, Tansel IN (2000) Modelling micro-end-milling operations Part I: analytical cutting force model. Int J Mach Tools Manuf 40:2155–2173
Baron L, Archiche S, Balazinski M (2001) Fuzzy decisions system knowledge base generation using a genetic algorithm. Int J Appl Reason 28(2–3):125–148
Chiu SL (1994) Fuzzy model identification based on cluster estimation. J Int Fuzzy Syst 2:2267–2278
Demir E (2008) Taylor-based model for micro-machining of single crystal fcc materials including frictional effects: application to micro-milling process. Int J Mach Tools Manuf 48(14):1592–1598
Demirli K, Cheng SX, Muthukumaran P (2003) Subtractive clustering based on modelling of job sequencing with parametric search. Fuzzy Sets Syst 137:235–270
El Gomayel JI, Bregger KD (1988) On-line tool wear sensing for turning operation. Trans ASME J Eng Ind 108(1):44–47
Ferreira PM, Liu CR (1986) An analytical quadratic model for the geometric error of a machine tool. J Manuf Syst 5(1):51–63
Friedrich CR, Kulkarni VP (2004) Effect of workpiece springback on micromilling forces. Microsyst Technol 10(6–7):472–477
Jemielniak K, Arrazola PJ (2008) Application of AE and cutting force signals in tool condition monitoring in micro-milling. CIRP J Manuf Sci Technol 1:97–102
Jemielniak K, Kwiatkowski L, Wrzosek P (1998) Diagnosis of tool wear based on cutting forces and acoustic emission measures as inputs to neural network. J Int Man 9:447–455
Jemielniak K, Bombinski S, Aristimuno P (2008) X: Tool condition monitoring in micromilling based on hierarchical integration of signal measures. CIRP Ann Manuf Technol 57:121–124
Johansen T, Foss B (1985) Identification of non-linear system structure and parameters using regime decomposition. Automatic 31(2):321–326
Li S, Elbestawi MA (1996) Tool condition monitoring in machining by fuzzy neural networks. ASME J Dyn Syst Meas Control 118:665–672
Li XL, Li HX, Guan XP, Du R (2004) Fuzzy estimation of feed-cutting force from current measurement-a case study on intelligent tool wear condition monitoring. IEEE Trans Syst Man Cyber Part C (Appl Rev) 34(4):506–512
Malekian M, Park SS, Jun MBG (2009) Modelling of dynamic micro-milling cutting forces. Int J Mach Tools Manuf 49(7–8):586–598
Park SS, Malekian M (2009) Mechanistic modeling and accurate measurement of micro end milling forces. CIRP Ann Manuf Technol 58(1):49–52
Pérez H, Vizán A, Hernandez JC, Guzmá M (2007) Estimation of cutting forces in micromilling through the determination of specific cutting pressures. J Mater Process Technol 190(1–3):18–22
Ren Q, Balazinski M, Baron L, Jemielniak K (2008) Tool condition monitoring using the TSK fuzzy approach based on subtractive clustering method. In: New frontiers in applied artificial intelligence. Springer, Berlin, pp 52–61
Ren Q, Balazinski M, Baron L, Jemielniak K (2010) Fuzzy cutting force modelling in micormilling using subtractive clustering for learning evaluation. In: CIRP 2nd international conference process machine interactions (CIRP-PMI 2010)
Ren Q, Baron L, Balazinski M, Jemelniak K (2011) TSK fuzzy modeling for tool wear condition in turning processes: an experimental study. Eng Appl Artif Intell 24(2):260–265
Ren Q, Baron L, Balazinski M (2012) Fuzzy identification of cutting acoustic emission with extended subtractive cluster analysis. Nonlinear Dyn 67(4):2599–2608
Shiraishi M (1989a) Scope of in-process measurement, monitoring and control techniques in machining processes-parts1: in-process techniques for tools. Precis Eng 11(1):37–47
Shiraishi M (1989b) Scope of in-process measurement, monitoring and control techniques in machining processes-parts2: in-process techniques for workpieces. Precis Eng 11(1):49–59
Sugeno M, Kang G (1988) Structure identification of fuzzy model. Fuzzy Sets Syst 28(1):15–33
Takagi T, Sugeno M (1985) Fuzzy identification of systems and its applications to modelling and control. IEEE Trans Syst Man Cyber 15(1):116–132
Zadeh LA (1965) Fuzzy sets. Inf Control 8:338–353
Acknowledgments
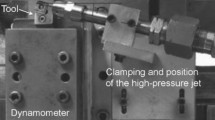
The data for the experimental study described in this paper were collected by Micro-machining Laboratory at Mondragón University in Spain, in collaboration with Prof. Krzysztof Jemielniak. The authors wish to acknowledge the anonymous reviewers for their detailed and helpful comments on the manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Communicated by V. Loia.
Appendix
Appendix
For the first-order model presented in this paper, the consequent functions are linear. In the method of Sugeno and Kang (1988), least-square estimation is used to identify the consequent parameters of the TSK model, where the premise structure, premise parameters, consequent structure and consequent parameters were identified and adjusted recursively.
In a TSK FLS, rule premises are represented by an exponential membership function. The optimal consequent parameters p k0 , p k1 , p k2 ,…, p k n (coefficients of the polynomial function) for a given set of clusters are obtained using the least-square estimation method.
When certain input values x 01 , x 02 ,…, x 0 n are given to the input variables x 1, x 2,…,x n , the conclusion from the kth rule in a TSK model is a crisp value w k:
with a certain rule firing strength (weight) defined as
where μ k1 (x 01 ), μ k2 (x 02 ),…, μ k n (x 0 n ) are membership grades for fuzzy sets Q k1 , Q k2 ,…, and Q k n in the kth rule. The symbol ∩ is a conjunction operator, which is a T-norm (the minimum operator ∧ or the product operator *).
Moreover, the output of the model is computed (using weighted average aggregation) as
Suppose
Then, (9) can be converted into a linear least-square estimation problem, as
For a group of \( \lambda \) data vectors, the equations can be obtained as
These equations can be represented as
Using the standard notation AP = W, this becomes a least square estimation problem where A is a constant matrix (known), W is a matrix of output values (known) and P is a matrix of parameters to be estimated. The well-known pseudo-inverse solution that minimizes \( \left\| {AP - W} \right\|^{2} \) is given by
Rights and permissions
About this article
Cite this article
Ren, Q., Balazinski, M., Jemielniak, K. et al. Experimental and fuzzy modelling analysis on dynamic cutting force in micro milling. Soft Comput 17, 1687–1697 (2013). https://doi.org/10.1007/s00500-013-0983-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00500-013-0983-0