
Abstract
The main advantage of neutron diffraction over X-ray diffraction, arises from the fact that the interaction of neutrons with material is relatively weak and not related to the number of electrons, and consequently the penetration depth of neutrons is about 102-103 larger than that of laboratory X-ray diffraction. This is particular essential for the non-destructive texture analysis of archaeological objects as no additional surface treatments of the samples (e.g. polishing) are necessary. STRESS-SPEC at MLZ is designed as a state of the art multi-purpose diffractometer for strain and texture analysis. Besides the optimized high neutron flux the available large variability in gauge volume definition systems together with the robotic sample handling option offer high flexibility for bulk or gradient texture measurements. Since 2014, local and bulk textures of iron and gold artefacts collected by Bavarian State Archaeological Collection (Munich, Germany) have been thoroughly investigated at STRESS-SPEC. Results showed that heat treatment of iron artefacts at high temperatures can re-orientate the inner crystallites. In the gold foil artefacts, the texture represented by the measured pole figures shows a high symmetry – the so-called Cube component, which is commonly found in annealed fcc materials. For comparison, laboratory samples were produced by rolling, flat hammering, and pin / round hammering and also measured in order to elucidate possible manufacturing and processing routes. In turned out that both rolling and pin / round hammering followed by a high temperature annealing can produce similar pole figures to those of the gold artefacts foils.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Conventional materials processing at room or elevated temperatures, such as casting, extrusion, rolling, or forging, inevitably re-orientates crystalline grains and thus produces preferred orientation. This is called texture, which is expressed as the distribution function of crystallographic grain orientations (ODFs) with respect to a sample coordinate system [1]. Through the anisotropic properties of the single crystallites, mechanical and physical properties like for instance strength, formability, plastic flow or conductivity are influenced by texture. Therefore, knowledge of texture and its evolution is frequently used to optimize properties of materials in applied industrial processing technologies or to provide information on geological processes in earth sciences [2, 3]. Meanwhile, texture analyses methods were extended to study the manufacturing routes of archaeological artefacts as a method of fingerprinting the history of a material [3].
In this respect neutron diffraction is the method of choice and its role for the investigation of Cultural Heritage objects gains more importance like the other more established neutron based techniques, such as activation analysis and imaging [4], on such as metals, pottery, stone, paintings, and wood, etc. Neutron diffraction texture analysis can be performed either at reactors with a constant flux of thermal neutrons, or with pulsed neutrons at spallation sources (ToF technique). In contrast to other diffraction methods with neutron diffraction, usually complete pole figures of high data quality are obtained [5]. Due to the weak interaction of neutrons with matter absorption effects are negligible and large sample volumes in the order of several cm3 can be probed. This ensures much better accuracy than using X-rays due to the large number of measured grains. In addition, it also allows coarse grained or multi-phase materials, non-uniform samples to be investigated [6]. Furthermore, as it is not necessary to prepare the sample surface (as is usually necessary for instance in electron backscattering diffraction texture analysis - EBSD) bulk texture analysis with neutrons is essentially non-destructive. The possibility to penetrate deep into a sample using spatial resolved texture analysis enabling larger objects to be mapped across the whole sample piece is of considerable benefit when studying archaeological artefacts.
Systematic texture studies by neutron diffraction [7, 8] on laboratory bronze standards demonstrated that the texture of metals is peculiar to the specific working treatment. Hammered, rolled, and cast materials have typical texture fingerprints [9]. Additional or follow-up thermal treatment produces recrystallization textures that, in general, depend on the previous mechanical working. Furthermore, plastic deformation of the metal and the corresponding texture is usually combined with micro-strain effects that can be determined through analyses of the diffraction peak broadening. Texture analyses were carried out on Picenum bronze artefacts collection of the Marches National Museum of Archaeology, Ancona, Italy, together with the analysis on standards to derive information on manufacturing techniques [10]. This analysis has helped to find relationships with known features of the Etruscan production. Three Bronze Age axes from the “Terramare” and other Bronze Age settlements near Modena, Italy were analyzed at the ROTAX and GEM diffractometers of the ISIS facility, UK [11]. Those results showed remarkably weak texture both on the cutting edge and in the main body. Together with the metallographic and composition analyses, observations suggested the evidence of typical microstructures reflecting a higher degree of mechanical treatment of these axes. However, these results are based on measurement data from ToF instruments, which had a limited pole figure coverage and involved a rather complicated data analysis process.
Here we present results of texture measurements on Celtic iron and Bronze Age gold samples using monochromatic neutrons at the diffractometer STRESS-SPEC of the Heinz Maier-Leibnitz Center (MLZ), Germany. Besides showing the general capabilities of these diffractometer for this kind of studies, we also highlight the relative simplicity of the measurement procedure and data analysis routine, making it straight forward to be applied also for users that are more inexperienced.
2 The STRESS-SPEC diffractometer at MLZ
STRESS-SPEC is primarily designed to meet the demands of nondestructive residual stress determination and texture analysis by neutron diffraction. Its basic set-up utilizes a range of different monochromators: Ge (511), bent silicon Si (400) and pyrolytic graphite PG (002). This selection of monochromators and the possibility to vary automatically the take-off angles from 2θM = 35º to 110º allows to find a good compromise between resolution and intensity for each particular experiment [12, 13]. A primary and a secondary slit system for texture measurements with a ranging from Φ 1 mm to Φ 25 mm allows very flexible sample shape and size. A set of radial collimators with FWHM (full width at half maximum) = 1, 2, 5 mm is also available for local / gradient texture analysis. A standard Eulerian cradle having a fixed rotation center can be used for texture measurements of smaller samples with a maximum mass of 5 kg. A large variety of sample holders is available for fixing the samples on that equipment. Furthermore, a robot-based sample changing and handling system is available for larger samples up to 30 kg. This system is currently the standard setup for pole figure measurement at STRESS-SPEC, since it can be utilized for series measurements due to its automatic sample change capabilities. In addition, samples with complex geometry can be easily mounted and positioned as one can choose virtually any point in the sample as the selected rotation center [14].
3 Celtic iron artifacts
Since the beginning of the Iron Age about 2800 years ago, iron has become an important material for men and, as a consequence, iron artifacts are nowadays important objects for archaeology [15]. Iron has been used for making weapons, tools like axes, chisels and tongs, or objects like nails or keys. Until the late middle Ages, iron could not be melted. Rather, iron production involved the reduction of iron ore with charcoal, which resulted in a cake of metallic iron and silicate slag called a bloom. Subsequent forging removed the slag and resulted in wrought iron, which was then forged into the desired objects. The metallurgical microstructure and texture of archaeological iron artifacts bears valuable information of the forging, hardening and use of the iron implements.
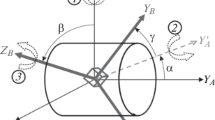
Four selected iron tools from the Archaeological Collection of the Bavarian State found in Manching [16], Bavaria Germany were investigated at STRESS-SPEC. The objects are an axe, a knife, and two different chisels as shown in Fig. 1 (a), respectively. Exemplarily a chisel is shown in Fig. 1 (b) as a typical setup for local resolved texture measurements. A gauge volume of 5 × 5 × 5 mm3 set by a primary slit and a radial collimator was selected for pole figure measurement at three representative positions A to C. The measured (110) pole figure of positions A, B and C are presented in Fig. 1(c), respectively. A rolling type texture was found at all three positions, but the maximum pole intensity gradually decreased from point A to point C. Interestingly, point C where the sharp edge position is, shows an increased center pole intensity, which could be attributed to an additional hardening process like forging or hammering.

(a) Iron artifacts for texture measurements at STRESS-SPEC. From the top: an axe, a knife and two chisels. (b) Texture gradient of one of the chisel samples using the robot system. (c) Measured (110) pole figures of the 3 points of the chisel sample
Iron artifacts often corrode quite rapidly after excavation. The archaeologists and museum conservators therefore must try to treat or store the artifacts in a way to prevent this deterioration. The presence of chlorine in the corrosion layer is considered as a main cause for the rapid corrosion. Chlorine removal is therefore an important step in conservation. An effective way is heat treatment at temperatures above about 600 oC, but this may affect the forging texture of the iron, which archaeologists want to avoid. Earlier analytical measurements at the PGAA (prompt gamma activation analysis) facility of MLZ have shown that annealing in reducing atmospheres decreases the chlorine content [17]. In order to reveal any texture or microstructure modifications going along with these heat treatment specimens heated to 350, 550, and 750 oC were selected for additional pole figure measurements at STRESS-SPEC. To obtain more details the ODFs of the investigated samples were calculated from three measured pole figures at initial and different annealing temperatures, respectively (see Fig. 2). Samples of the initial state and those annealed at 350 °C and 550 °C illustrate similar texture types, i.e., a weak α-fiber < 110> // RD (marked as a yellow line) texture and a Cube {001} <100 > texture (marked as a red square). However, at 750 °C the fiber texture was weakened and new texture components, such as rotated cube and Goss components appeared (marked as green rhombic and triangle, respectively). This indicates that high temperature annealing of such iron artifacts leads to re-crystallization of the grains, thus irrevocable destroying the original microstructure.

ODFs at φ2 = 45° section of an iron specimen in the initial state and after annealing at 350, 550, 750 °C, respectively. Following markers indicate the different texture components: α-fiber < 110> // RD (yellow line); Cube {001} <100> (red square); rotate Cube {001} <110> (green diamond); Goss {110} <100> (green triangle)
4 Bronze age gold artefacts
The production of gold artefacts in antiquity involved casting as well as techniques based on mechanical deformation, like forging, hammering, embossing or sometimes even rolling. For example, J. Müller et al. has reported the first evidence for the forging of gold at an early Bronze Age site in central Europe [18], based on technological characterization, use-wear analysis, portable X-ray fluorescence, transmission electron microscopy and energy dispersive X-ray spectroscopy. A study focusing on technological aspects revealed the variety of techniques and designs employed for manufacturing these extremely rich ornamented gold artefacts. Furthermore, it provided an insight into the complexity of the art of the early Scythian goldsmiths at the end of the 7th century BC such as lost wax casting, sheet metal and wire production with hammer and anvil, and even joining techniques [19]. The art of making gold leaves of micrometer thickness has also been known for thousands of years. These processes should have left typical texture history in the gold, the detection of which may give interesting insights into the production process. Due to the value of archaeological gold objects, only non-destructive methods can be used to study such textures. This rules out standard methods of metallurgy, like making polished sections for studying by optical or scanning electron microscopy (SEM). This leaves diffraction-based texture analyses and due to the high absorption of gold in case of X-rays, neutron scattering as the method of choice.
Since 2015 texture investigations of archaeological gold objects and comparison of the results with observations made on samples prepared in the laboratory, has been performed at the neutron diffractometer STRESS-SPEC. The experiments were based on objects of the Bavarian State Archaeological Collection, namely the Bernstorf gold for which details can be obtained in our previous paper [20]. To the best of our knowledge, no such studies have been performed on ancient gold objects to date, although data exist on texture in modern gold specimens [21]. In order to gain information on the manufacturing techniques used by ancient goldsmiths, particularly for making artefacts consisting of gold sheets, distinction between hammering and rolling with stone rollers was of particular interest in this study. Details on the pole figure measurement procedure has been reported in an earlier paper [20]. For an as-received single piece with typical dimension of about 10 × 10 × 0.1 ~ 0.2 mm3 the typical measurement time was about 4 h. Irradiation of ancient artifacts with neutrons pose always the question of handling the samples after the measurement. In case of gold the one natural and stable isotope of gold is 197Au, which will be activated to 198Au with a short half-life time of 2.7 days. With sample dimensions and measurement times mentioned above the gold foils can be handled almost immediately after irradiation with neutrons. However, one has to wait roughly 1.5 month for shipping it as a non-radioactive material.
Figure 3 presents parts of the investigated gold objects, e.g., gold foils of about 100 ~ 200 μm for decoration like earrings, hangers, belt, etc., and even gold coins. Exemplarily for the large number of texture experiments on such gold objects Fig. 4 shows the pole figures of a Bernstorf gold foil artifact measured at three different locations [18]. The measured pole figures at all positions are quite similar and show a pronounced cube component. For comparison, gold foils with similar thickness were also prepared using the deformation methods of rolling and hammering either with the flat side of a hammer or with the pin / round edge. The comparison samples were also tempered to 600 °C for 3 h to study any annealing effects. Figure 5 shows the measured (111) pole figures of those samples. It is clearly apparent that using flat hammering the pole figures always show one central maximum pole intensity.

Some examples of gold artifacts, which have been measured at STRESS-SPEC

Measured (111) and (220) pole figures of a gold belt section at the 3 positions marked by a circle

(111) pole figure of the gold foil prepared by rolling, flat and pin / round edge hammering, respectively, for the as-received state and after annealing at 600 °C
Contrarily, it is interesting, that nearly the same texture types are found in the as-rolled and as-pin / round edge hammered samples. This is evident in the ODFs results, where with the exception of a weak Goss {110} <001 > component in as-rolled sample and a weak rotate cube component of pin hammered sample, very similar texture components and sharpness can be observed in both cases (i.e., quite strong, so called Copper {112} <111 > and Brass {110} <112 > deformation components, which are typically found in fcc materials), as shown in Fig. 6. This indicates a similar processing / deformation mechanism for the pin / edge hammering as the rolling process [22]. Further annealing of these two samples at 600 °C also show similar a main Cube component. However, if the annealing temperature is higher preliminary results indicate that pure Cube components could be obtained.

Full ODFs at φ2 = 45° of an as-rolled and pin hammered gold foil, respectively. Following markers indicate the different texture components: Brass {110} <112> (blue cycle); Copper {112} <111> (red square); rotated Cube {001} <110> (green diamond); Goss {110} <100> (green triangle)
Interestingly, if one compares the pole figures measured on other Bronze age gold objects, similar results are found as those of flat hammered comparison samples, as shown in Fig. 7. All the pole figures show one central symmetry with a relatively low intensity. This is consistent with the deformation mode of the flat hammering, which is similar to forging. On the other hand, the texture of the pin/ round hammered gold exhibit a similar type as those being rolled. This is mainly because rolling and pin/ round hammering both have a similar deformation mechanism. Both methods essentially use a round anvil that exerts compressive stresses, thus reducing the metal thickness, which produces a rhombic deformation symmetry, as clearly demonstrated in the pole figures. Subsequent heat treatment leads to grains recovery, recrystallization, and even grains growth; which in turns results in the so-called annealing texture type of fcc materials, i.e., the Cube or Goss components. As the texture can be produced either by rolling or by hammering with subsequent heating, further analyses are required. In this respect, first results of X-ray transmission images of the gold sheets show zones with very different absorption, which can be attributed to different layer thicknesses. Since rolling between two rigid rollers leads to a uniform layer thickness, such a production technique seems not be plausible.

Measured pole figures of other gold artifacts. The red point identifies the measurement position
5 Summary
With the monochromatic STRESS-SPEC neutron diffractometer textures of many iron and gold artefacts from the Bavarian State Archaeological Collection could successfully been characterized during the past years. Comparing the measurements with the results from samples produced in the laboratory and based on the high-quality pole figure data, following results can be summarized.
(1) The local texture of iron artefacts was distributed in-homogenously within the sample pieces. High temperature treatment can modify the inner microstructure of the iron objects.
(2) Bulk and local texture results show that the gold objects from Bernstorf have the same type of texture, even though it is not always being represented as the same pole intensity. The observed texture is in all cases the Cube {100} <100 > texture which is typical for cubic face centered metals.
(3) Gold foils produced artificially in the laboratory by rolling and rounded edge or pin hammering produce quite similar texture types. After annealing of those samples, the pole figures resemble closely those measured in the Bernstorf gold artifacts.
Data availability
The datasets generated or analyzed during the current study are available from the corresponding author on reasonable request.
References
H.J. Bunge, Advantages of Neutron Diffraction in texture analysis. Text. Microstruct. 10, 265–307 (1989)
J. Hirsch, Textures in industrial processes and products. Mater. Sci. Forum. 702–703, 18–25 (2012)
G. Artioli, Crystallographic texture analysis of archaeological metals: interpretation of manufacturing techniques. Appl. Phy A 89, 899–908 (2007)
N. Kardjilov, G. Festa, Neutron Methods for Archaeology and Cultural Heritage (Springer, 2017)
H.-G. Brokmeier, Advances and applications of Neutron texture analysis. Text. Microstruct. 33, 13–33 (1999)
H.-G. Brokmeier, Neutron Diffraction texture analysis of Multi-phase systems. Text. Microstruct. 10, 13–33 (1989)
W. Kockelmann, S. Siano, L. Bartoli, D. Visser, P. Hallebeek, R. Traum, A. Linke, Schreiner, Kirfel, Applications of TOF neutron diffraction in archaeometry. Appl. Phys. A83, 175–182 (2006)
H.-R. Wenk, Van P. Houtte, Texture and anisotropy. Rep. Prog Phys. 67, 1367–1428 (2004)
Y.X. Xie, L. Lutterotti, H.R. Wenk, F. Kovacs, Texture analysis of ancient coins with TOF neutron diffraction. J. Mater. Sci. 39, 3329–3337 (2004)
S. Siano, L. Bartoli, M. Daymond, M. Miccio, Non-deestructive investigation of brone artefacts from the marches National Musium of archaeology using neutron diffraction. Archaeometry. 48, 77–96 (2006)
R. Arletti, L. Cartechini, R. Rinaldi, S. Giovannini, W. Kockelmann, A. Cardarelli, Texture analysis of bronze age axes by neutron diffraction. Appl. Phys. A90, 9–4 (2008)
M. Hofmann, W.M. Gan, J. Rebelo Kornmeier, STRESS-SPEC: materials science diffractometer. J. Large-scale Res. Fac. A6, 1 (2015)
H.-G. Brokmeier, W.M. Gan, C. Randau, M. Völler, J. Rebelo-Kornmeier, M. Hofmann, Texture analysis at neutron diffractometer STRESS-SPEC. Nucl. Instrum. Methods Phys. Res. A642, 87–92 (2011)
C. Randau, H.G. Brokmeier, W.M. Gan, M. Hofmann, M. Voeller, W. Tekouo, N. Al-hamdany, G. Seidl, A. Schreyer, Improved sample manipulation at the STRESS-SPEC neutron diffractometer using an industrial 6-axis robot for texture and strain analyses. Nucl. Instrum. Methods Phys. Res. A794, 67–75 (2015)
A. Fedrigo, F. Grazzi, A.R. Williams, T. Panzner, K. Lefmann, P.E. Lindelof, L. Jørgensen, P. Pentz, A. Scherillo, F. Porcher, M. Strobl, Extraction of archaeological information from metallic artefacts-A neutron diffraction study on viking swords. J. Arch. Sci. Rep. 12, 425–436 (2017)
R. Gebhard, W. Häusler, M. Moosauer, U. Wagner, Remnants of a bronze age Rampart in Upper Bavaria: a Mössbauer Study. Hyperfine Interact. 154, 181–197 (2004)
E.J. Kluge, C. Stieghorst, F.E. Wagner, R. Gebhard, Z. Révay, J. Jolie, Archaeometry at the PGAA facility of MLZ - prompt gamma-ray neutron activation analysis and neutron tomography. J. Archaeol. Sci. Rep. 20, 303–306 (2018)
J. Müller, S. Delgado-Raack, N. Escanilla, L. Kienle, J. Kneisel, J. Czebreszuk, M. Jaeger, M. Szmyt, U. Schürmann, First evidence for the forging of gold in an early bronze age site of Central Europe (2200 – 1800 BCE). J. Archaeol. Sci. Rep., 47 (2023)
B. Armbruster, Gold technology of the ancient scythians - gold from the kurgan Arzhan 2, Tuva. Archeo Sci. 33, 187–193 (2009)
F.E. Wagner, R. Gebhard, W.M. Gan, M. Hofmann, The metallurgical texture of gold artefacts found at the bronze age rampart of Bernstorf (Bavaria) studied by neutron diffraction. J. Archaeol. Sci. Rep. 20, 338–346 (2018)
R. Gebhard, R. Krause, Archaeological and scientific analyses of the gold and amber finds from Bernstorfer Berg near Kranzberg, Upper Bavaria. Annual publication for Middle German prehistory (in German), 96 (2017)
H. Maryon, Metal Working in the Ancient World. Am. J. Archaeol. 53, 93–125 (1949)
Acknowledgements
We acknowledge the German Federal Ministry of Education and Research (BMBF) funded projects (05K19WO1 und 05K22WO1) for the sample handling capabilities at STRESS-SPEC.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. W.Gan: Methodology, Resources, Formal analysis, Investigation, Writing-original draft. M.Hofmann.: Methodology, Validation, Writing - review & editing. F. Wagner: Methodology, Resources, Formal analysis. R. Gebhard: Writing - review & editing, Supervision. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gan, W., Hofmann, M., Wagner, F. et al. Texture measurements of archaeological objects at STRESS-SPEC neutron diffractometer. Appl. Phys. A 130, 659 (2024). https://doi.org/10.1007/s00339-024-07790-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-024-07790-3