
Abstract
Adhesive bonding of CFRP is one major approach to join this class of compound materials with other components, e.g., metals. The necessity to clean CFRP parts after fabrication and generate a bond-ready interface without damaging the implemented fibers demands a gentle and highly reproducible surface treatment. Lasers operating in the UV region are one promising technique for that topic. Yet, the factors influencing the adhesion properties of laser-treated CFRP are not sufficiently understood. The present paper describes the influence of nanosecond-pulsed laser parameters on CFRP treatment effects in context of adhesive bonding properties. A special focus was given on the distribution and avoidance of re-deposition effects by laser parameter selection. Furthermore, the effect of laser-induced fiber exposure was analyzed. Re-deposition and fiber exposure were complementarily discussed with chemical analyses of the surface composition after laser treatment in the context of bond strength studies under Mode I loading. It was found that both effects, i.e., re-deposition on the treated surface and laser-induced fiber exposure by overtreatment, result in lower strength values compared to an “optimized” treatment exhibiting none of the descripted conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Carbon fiber-reinforced plastics (CFRPs) are described as one of the most promising materials in lightweight construction, as they combine a significant mechanical stability with low weight and high flexibility in terms of component geometry. The fabrication of CFRPs involves layering of the component in a mold typically covered with a wet-chemical release agent to ensure an easy removal of the component after curing [1]. This leads to an unstable interface layer, partly covered or interspersed by the applied release agent. Further processing, especially the bonding of CFRPs to other components or materials, require removal of these layers and contaminations. Depending on the part geometries peel-plies can be used, which are inserted into the surface prior to curing the matrix resin and are torn out before adhesive bonding [2,3,4]. However, these peel-plies have several disadvantages with regard to process speed, complexity or the necessity of additional subsequent cleaning processes. State-of-the-art are mechanical treatments, like grinding or corundum blasting, which are strongly manual based processes with the risk to damage the implanted fibers [5,6,7]. Laser ablation is discussed as a highly reproducible, automatable and environmental-friendly alternative [8,9,10,11,12].
As described in the literature, the wavelength-specific absorption and ablation threshold of the individual materials play an important role for gentle laser CFRP component cleaning. Often applied are epoxide based resin materials. Due to the good absorption of laser radiation in the UV range by epoxy resin (A = 0.98 [13]) combined with a low ablation threshold (ϕth ≈ 40 mJ/cm2 [13]) compared to the embedded carbon fibers (ϕth ≈ 400 mJ/cm2 [14]), a “top-down process” is possible. This means that material, i.e. topmost resin as well as embedded or covering contaminations, is selectively removed from the surface without high ablation depth. Due to the significantly lower ablation threshold of the resin compared to the embedded carbon fibers, damage to the fibers can be avoided if the laser parameters are selected appropriately.
Based on the work of Bénard et al., in which first investigations on the influence of different fluences and pulse overlap values were performed with an excimer laser (248 nm) to remove the contaminated and unstable top resin layer of CFRP [14], several authors [9, 12, 15, 16] compared various laser radiations (248, 355, 1064 nm, …) with regard on their suitability for adhesive pre-treatment. These studies showed that for removing the top resin layer without exposing the carbon fibers, a UV laser system is most suitable. Most of the experiments showed that pre-treatment in the UV range generates the best results and the respective single lap shear strengths had the smallest standard deviation. Fischer et al. and Delmdahl et al. [8, 10, 11] investigated laser pre-treatments with modern excimer laser sources. Good adhesive results could be achieved, but there are risks of adhesive failure or delamination if wrong laser parameters are selected. Explanations for these failures are not given. Hartwig et al. investigated the influence of different laser energy densities at a wavelength of λ = 248 nm on the decomposition of an epoxy resin [17]. It was found that up to a certain energy level the adhesive bond can be improved due to an assumed cleaning effect, while at higher energy levels, the epoxy material is degraded, resulting in lower bond strengths. In contrast to Hartwig et al., studies by Bénard et al. and Galantucci et al. showed good bond strengths for the treatment of fiber-reinforced plastics with excimer lasers (193–248 nm) even at high laser fluences [18, 19]. The authors mentioned the possibility of a fiber exposition with the use of specific laser parameters in the UV range. According to [14], such an exposition can prevent the frequently observed failure in the uppermost matrix layer, because the resulting loads are led directly into the reinforcing fibers. However, the authors also described that too strong fiber exposure can lead to a failure of the CFRP in the near-surface layer.
In all cited publications, a detailed analysis of the context between laser surface interaction and the resulting bond strength is missing, which is necessary to optimize laser based CFRP pre-treatment. Effects especially like re-deposition of ablated material and contaminations or fiber exposure, their influence on interface stability and how they can be avoided have only been investigated to a very small extent. Because of the use of different laser parameters and materials little comparability is given. Furthermore, in most of the cited papers, the CFRP composite strength after laser treatment is tested with an overlap shear test, enabling only a limited extent for evaluating the surface pre-treatment due to a low surface sensitive of these type of tests. In the following a detailed analysis of different influential factors of ns-pulsed UV laser treatments on the adhesive bond strength of an epoxide based CFRP material will be given. The studies will be complemented by tests under mode 1 loading, allowing to investigate the influence of different laser treatment effects on the CFRP interface strength.
2 Materials and methods
2.1 Laser
Laser treatment of CFRP samples under ambient conditions was performed using a COMPexPro 205F excimer laser system (Coherent, Göttingen, Germany). The laser was operated with a commercial KrF-premix gas mixture (Linde, München, Germany), leading to an emitted wavelength of 248 nm. The pulse duration of the beam was 25 ns with a maximum average output power of 30 W. The original unfocused flattop beam profile (10 × 24 mm) has been limited to 5 × 15 mm by an aperture to use only the homogeneous fluence part. For laser fluences below ϕ = 50 mJ/cm2 an attenuator module (Coherent GmbH, Göttingen, Germany) was used, enabling a better pulse-to-pulse stability. The rectangular shaped laser beam was directly transferred to the sample surface without the use of additional optics. Samples have been mounted on a two axis LES5 system with an iMC-S8 Controller (isel Germany AG, Eichenzell, Germany) with a repeatability of ± 0.02 mm. The pulse overlap (PO) of the individual laser pulses was adjusted via the speed of the positioning system in combination with laser spot size and repetition rate. A constant repetition rate of 10 Hz was used for all experiments. Laser treatment was performed with an exhaust ventilation entry positioned at a distance of 50 mm and at an angle of 45° relative to the sample surface normal with an exhaust flow rate of V = 11.5 m3/h.
2.2 Materials and sample preparation
The CFRP samples applied in this work were epoxy Sigrapreg made from prepregs. The plate production was done by the company SGL Technologies GmbH (Meitingen, Germany) by using the dry release film Nowoflon E produced by Nowofol (Siegsdorf, Germany). Using this release technique very defined and clean sample surfaces were achieved for further processing. The plates had a total thickness of 3.25 mm and a layer structure as summarized in Table 1. The average cover resin layer thickness of the material was determined via optical microscopy to be between 2 and 150 µm depending on the measurement position (Fig. 1). The reason for the layer thickness variation is given by the fiber undulation in the first fiber layer. The diameter of the individual carbon fibers in all layers is 7 µm.

Microscopy images of a cross-section of the Sigrapreg CFRP. Left overview and right detail image
CFRP plates were wet-sawed into 25 × 100 mm (tensile shear test) and 25 × 150 mm (G1C test) samples. For the tests, clean samples as well as substrates contaminated with a release agent via dip coating were applied. The latter was done to study the influence of a release agent on the laser treatment as well as resulting bond properties in a controlled manner. A dip-coater from Bungard Elektronik (Windeck, Germany) was used. To achieve the desired release agent concentration, different solutions of the release agent in heptane were prepared. The respective dip-coating result was checked using XPS. The samples were drawn out at a defined speed after having been dipped in the solution for 15 s. After subsequent dipping they were stored on an aluminum foil for half an hour to evaporate hexan. After that, the remaining solvent was removed at 60 °C in a convection oven for half an hour. To cover a high Si concentration of the sample plate for the pre-treatment, a release agent contamination of ≈ 20 at% Si was required. This was achieved by means of a release agent concentration of 30% in the dip-coating liquid and a dip-coating speed of v = 250 mm/min.
2.3 Adhesive bonding
To investigate the influence of the surface pre-treatment on the resulting bond strength, pre-treated samples were bonded by applying the 2C epoxy adhesive Araldit 2011 (Huntsman Advanced Materials GmbH, Switzerland). The applied bond tests offer the possibility to compare surface pre-treatments and to investigate physico-chemical environmental influences on the bond under different load cases. Tensile shear tests and G1C tests were carried out on unaged samples (Fig. 2). With the tensile shear tests, the influence of re-depositions was investigated in a first attempt. G1C tests under mode I load were conducted to map the peel stress properties at the interface of the substrate. This method shows a higher sensitivity for delaminations in the boundary layer. For the preformed lap shear tests according to DIN EN 1465 the CFRP samples were bonded to corundum-blasted steel samples of the alloy S355MC with a thickness of d = 2 mm. The effective adhesive surface (12.5 × 25 mm) was ensured by using an adhesive device in accordance with DIN EN 1465. The G1C tests were performed according to the test method ‘AITM’ 1-0053.

Schematic representations of left: Tensile shear specimen and right: Double Cantilever Beam Test G1C specimen
2.4 Optical and scanning electron microscopy
To investigate the topography of the surface, a digital light microscope of the type VHX-600 (Keyence Deutschland GmbH, Neu-Isenburg, Germany) was applied. It was operated in the reflected-light mode. Using a light-sensitive 54 megapixel CCD sensor, the microscope provides good resolution and depth of field. Furthermore, three different lenses (VH-Z-50, VH-Z-100, VH-Z-500) can be used with a magnification of 20x to 5000x. To study the surface in a higher lateral resolution, scanning electron microscopy (SEM) measurements were performed with a LEO Gemini 1530 scanning electron microscope (Carl Zeiss AG, Oberkochen, Germany). The electron beam acceleration voltage during measurements was 5 kV. Imaging was done with a secondary electron detector, housed within the electron column. In order to avoid charging effects samples were metallized via sputtering with 80% platinum and 20% palladium before measurements (layer thickness 2 nm).
3 Results
As known from literature (see publications cited above), the adhesive bond strength of laser-treated CFRP samples is strongly depending on laser parameters, especially laser fluence. It is also described, that an optimum in bond strength exists while it is lower beside these optimal treatment conditions. To analyze this in detail, different interfacial effects, that might be responsible for a reduced interfacial strength, are tested and characterized separately in the following. These are:
-
1.
Debris on the surface due to the laser treatment,
-
2.
Fiber exposure,
-
3.
Insufficient cleaning of the release agent from the component surface.
Subsequently, the results of G1C tests are described and related to the previous analysis on laser treatment effects.
3.1 Influence and avoidance of re-depositions due to UV laser treatment
Figure 3 shows the influence of PO and resulting re-deposition effects on the tensile shear strength of subsequently bonded CFRP samples as well as respective microscopy images of the laser-treated surfaces. To visualize the effect of re-depositions (debris) from ablated substrate material without any influence from contaminations or release agents clean and dry-chemically released samples of an epoxy-based CFRP material with a lower topmost resin layer were applied. A constant laser fluence of ϕ = 75 mJ/cm2 was chosen to ensure stable laser ablation. Two different and rather high PO of 95 and 99%, respectively, were chosen to ensure debris formation. Compared to the untreated sample a clear decrease in shear strength can be observed for a PO of 99%, while a lower decrease is visible for 95%. The corresponding micrographs of the fracture parts show redeposited particles on the laser-treated CFRP as well as on the adhesive side. The amount of particles visible is higher for the 99% PO compared to the 95% PO, corresponding with the reduced shear strength. This indicates clearly a weakening of the boundary layer due to re-depositions during the laser process at the surface.

Top: Tensile shear strength and associated fracture type (AF adhesive failure and CF cohesive failure). Bottom: Microscope image of the fracture surface. A clean (without release agent) epoxy-based CFRP material was applied (lower topmost resin layer compared to Sigrapreg)
The experiment identified, that beside other things the generation of debris, i.e. the re-deposition of polymer fragments on the surface, is negatively influencing the resulting bond properties. The photo-physical ablation processes at wavelengths in the UV region generate a large number of small, volatile polymer fragments during the absorption of the laser pulse [20]. Moreover, because the ablated fragments occupy a large volume, a very high pressure increase is generated in a small volume above the irradiated site, which results in an explosive ejection [21]. A removal of debris after the laser process is not easy, as it adheres strongly to the substrate.
To avoid this, we studied the relation between laser fluence, generated particle size, shock wave generation and propagation in context with the PO during a scanning UV excimer laser ablation on CFRP [22]. It was shown, that via choosing the right treatment parameters debris can be completely removed due to a correct alignment of shock fronts of the individual laser impacts and a clean and bond-ready surface is realized in a one-step process (Fig. 4).

Schematic representation of the ablation process and expansion of the laser-induced plume in an ambient medium. Shown is the effect of two subsequently applied laser pulses
Figure 4 left shows the expansion of the laser-induced plume in an ambient medium. Ablated particles and vaporized material expand into the surrounding atmosphere and form a product front (PF). Furthermore, a shock wave (SW) is induced, which moves faster than the PF and detaches from the latter. For this, the point-of-blast-model is a good approximation for describing the formation of the shock wave as well as its propagation [21]. The model assumes that laser applied energy is instantaneously transformed into a gaseous product. Therefore, a nearly spherical shock wave expanding in the surrounding atmosphere can be assumed. It was found that the kinetic energy of the SW is large enough to clean particles from the surface and the cleaned area increases with increasing laser fluence due to the higher initial plume expansion velocity. As mentioned before, the product front with the ablated particles follows the faster shock wave. The surface between PF and SW is cleaned by the shock front. Loosely bonded particles are blown away from the surrounding of the irradiated area.
As shown in Fig. 4, each laser spot generates a product front and a shock wave by its own. For scanning laser processes effect takes places at subsequent substrate positions. Thus, the distribution of surface debris in a scanning process strongly depends on the applied fluence and PO. As the laser spot moves, the particles deposited by the previously applied laser spot in scan direction are ablated (see Fig. 4 right). At the backward side of the laser-irradiated area, the non-overlapping region of the surface is not influenced by the subsequent laser pulse irradiation area. Debris outside of the second ablation crater should not be affected by the laser irradiation.
As described in detail in [22] via choosing the correct PO in relation to the laser fluence in a scanning laser process this effect can be applied to completely remove laser-induced debris from the substrate, thereby generating a clean surface.
In Fig. 5 left, the black line represents the theoretical minimum PO for a specific laser fluence that results in the treatment with the highest possible scan speed to ensure a debris-free surface. Since debris only occurs in laser ablation processes, fluence values below the ablation threshold fluence for the epoxide based matrix material of 40 mJ/cm2 are not taken into account. At comparably low laser fluences above the ablation threshold (40 to − 75 mJ/cm2), an area with a very low grade of fragmentation of the ablated particles was detected (“Weak ablation zone”) [22]. As a result, sufficient removal of the now larger ablation products is not ensured and they fall back onto the surface regardless of the PO. For the remaining part on the left side of the black line, the applied PO is lower than the min. PO. According to the theoretical considerations, this is supposed to result in a surface with localized debris behind the individual laser spot areas. On the other hand, a PO higher than min. PO should result in a debris-free surface, yet with a lower treatment rate compared to the theoretical minimum PO. Treatments with different combinations of fluence and PO values were performed to validate the model.

Left: Model for the prediction of laser-induced debris on epoxide-based CFRP via ns-pulsed UV treatment. Center: Microscopy images of CFRP samples, treated with respective laser fluence and PO values marked on the left. Right: SEM images of a corundum-blasted and with an intensive laser parameter pre-treated CFRP sample surface
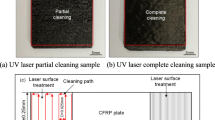
Figure 5 center depicts microscopy images of Sigrapreg CFRP surfaces, fabricated with a wet-chemical release agent, after laser treatments with selected parameters. To compare these laser parameters with the model, the respective positions in the parameter field are numbered in the graph in Fig. 5 left. As reference, the image of a corundum-blasted surface is depicted. The latter shows in comparison to an untreated sample an inhomogeneous surface with deeper holes exhibiting fibers partly removed from the epoxy-based resin. The SEM image of the corundum-blasted CFRP surface in Fig. 5 right indicates that the fibers are broken in specific areas and demonstrating the possibility to damage CFRP components via state-of-the-art corundum-blasting techniques. Laser treatment with parameter set “1” leads to a surface exhibiting strong re-deposition effects. The corresponding image shows an inhomogeneous surface with dark redeposits on top. In contrast to that, images of parameter sets “2” and “3” appear clean without any visible debris, exactly as the model predicted (see Fig. 5 left). A further increase in PO compared to parameter set “3” leads to a surface dominated by fiber exposure, as visible in “4” (dark parallel lines in the image). It should be emphasized that the exposure of the carbon fibers results in no damage to the fibers even during intensive UV laser treatment, in contrast to corundum-blasting, as shown in Fig. 5 right.
As an intermediate summary, re-deposition due to laser treatment results in a reduction of adhesive bond strength compared to a clean surface. The developed and applied model allowed the prediction of a correct choice of laser parameters to prevent re-deposition of ablation products, at least on the microscopic scale. A successful removal of particles was achieved and explained by the laser-generated shock front together with a specific minimum pulse overlap POmin for the chosen pre-treatment system. Choosing very intensive parameters (laser fluence and PO) leads to an exposure of the topmost fiber layer from the resin material. This effect is strongly depending on the top resin layer thickness.
3.2 Laser-induced fiber exposure
Figure 5 point 4 shows a nearly debris-free surface, however. carbon fibers are exposed in large areas. To evaluate the laser surface interaction with the fibers, the fiber covering sizing (silane) and the surrounding resin material scanning electron microscopy (SEM) measurements were performed on laser-treated samples.
Figure 6 top shows SEM images of a cross-section of a partially exposed fiber for a laser treatment with ϕ = 100 mJ/cm2 and PO = 80%. Visible is a singular carbon fiber in the centre of the image surrounded by epoxy-based resin material. By SEM, no weakening, e.g., degradation of the surrounding matrix material due to heat input during laser treatment into the fiber, of the fiber-matrix interface could be detected. After a moderate laser treatment (ϕ = 100 to − 125 mJ/cm2 and PO = 80 to − 95%), approx 5% of the fibers’ diameter is exposed depending on the measuring position. The remaining part of the carbon fiber appears to be well bonded to the surrounding matrix material. Due to the high thickness of the topmost resin layer (d = 2–150 µm) of the applied CFRP samples, a high degree of fiber exposure occurs only after treatment with a laser fluence of approx. 200 mJ/cm2 for a PO higher than 90%. Figure 6 bottom shows SEM images of a CFRP section with three fibers after laser treatment with ϕ = 200 mJ/cm2 and PO = 99%. The matrix material is removed around the fiber except on the backside, since the shading effect of the fiber in context with the laser fluence below the fiber ablation threshold (ϕth = 400 mJ/cm2) avoids laser ablation in that region. The result are deep trenches between the individual carbon fibers. Likewise, no damage of the fibers by the laser radiation could be determined by means of SEM measurements.

SEM images of Top: A carbon fiber’s cross-section after a moderate laser treatment with ϕ = 100 mJ/cm2 and PO = 80% and Bottom: An intensive laser treatment with ϕ = 200 mJ/cm2 and PO = 99%
To investigate possible fiber damage after intensive laser treatment (ϕ = 200 mJ/cm2; PO = 99%), additional SEM images were taken from above on a CFRP surface (see Fig. 7). A strong fiber exposure can be clearly seen, so that the matrix material has been removed from the carbon fibers almost without leaving any residue. It can also be seen that the carbon fibers remain undamaged due to their high ablation threshold and no cracks can be seen.

SEM image of a CFRP surface after a laser treatment with ϕ = 200 mJ/cm2 and PO = 99% in different magnifications
3.3 Chemical characterization of laser-induced surface treatment
To evaluate the cleaning effect of UV laser on the chemical composition of the CFRP surface, samples were treated with different laser parameters and analyzed by XPS (Table 2). Chosen was the same set of laser parameters as depicted in Fig. 5, position “1”, “2” and “4”, resulting in a treatment close to the “Weak ablation zone” and in the debris-free surface area. Parameter set “4” corresponds to a laser treatment leading to a high grade of fiber exposure.
Additionally, a clean (without release agent) and a release agent contaminated, untreated reference sample as well as a corundum-blasted substrate was analyzed. For each surface type at least two measurements were performed (three for the Frekote contaminated reference) to validate treatment homogeneity.
In comparison to the clean CFRP surface (“Reference”), the XPS-detectable concentrations of silicon and oxygen on the contaminated surface (“Reference (frekote)”) are high. This correlates with a polysiloxane surface contamination (containing silicon and oxygen) caused by the release agent. A slight increase in the carbon signal after the corundum-blasting could be characterized. Furthermore, a blasting agent transfer could be detected (Al = 0.8 at%). Chemical analysis of laser pre-treated sample surfaces show a reduction of the silicon and oxygen concentration for higher laser fluences and confirms effective laser removal of the release agent. Treatment with a laser fluence of 125 mJ/cm2 and 95% PO (parameter set “2”) results in a debris-free surface according to the previously described model. Under these conditions, the Si concentration of approx 20 at% for the contaminated reference decreases to a value of 0.8 at% and the oxygen content decreases from approx. 30 to 17 at%. A more intense laser treatment (200 mJ/cm2 and 95% PO; parameter set “4”) shows only a slightly further reduction in Si content. Since this parameter set leads to a strong exposure of fibers, this residual Si content might also be attributed to the sizing (silane) remaining on the fibers. After a treatment with 75 mJ/cm2 and 95% PO (parameter set “1”), no reduction in the silicon concentration on the surface could be detected. The decrease of the Si concentration only at higher laser fluences confirms a bad ablation behavior (fragmentation) and therefore a larger amount of release agent containing debris on the surface for this parameter set (see Fig. 5). These results confirm the model for prediction of debris-free CFRP surfaces via laser pre-treatment described beforehand.
3.4 Bond strength
Based on the evaluation of the laser-induced surface effects shown in the previous sections, laser parameters were selected for the pre-treatment of release agent contaminated samples for adhesion bond tests. The aim was to investigate the extent to which a laser treatment is able to improve the bonding of a CFRP surface and how the previously described effects are influencing the bond strength. Particular attention was paid to laser-induced re-deposition effects as well as to the observed fiber exposure. This was done via conducting mode I tests (G1C). Every parameter was tested on five samples. The results are depicted in Fig. 8.

Left: Fracture toughness G1C and the associated fractional patterns of the Sigrapreg CFRP for the untreated, corundum-blasted and laser-treated samples (AF adhesive failure/CF cohesive failure/CSF cohesive substrate failure). Right: Fracture images of the different samples. The image above marks the measurement position on the G1C sample of the respective fracture patterns as an example
The untreated and contaminated samples (“reference (Frekote)”) show a rather low fracture toughness. The corresponding fracture images in Fig. 8 show a complete adhesive failure on the interface between adhesive and CFRP surface. This clearly indicates an insufficient adhesion due to the release agents on top of the samples. In contrast to that, corundum blasting leads to a strong increase in bond strength. The corresponding fracture image shows a mixture of cohesive failure in the adhesive and the CFRP part, with the latter indicating the partial removal of fibers from the resin material. The highest fracture toughness (G1C = 180 J/cm2) is achieved after a laser treatment with 125 mJ/cm2 and a pulse overlap of PO = 95%, with a cohesive failure in the adhesive. A treatment with a low laser fluence of 75 mJ/cm2 and a pulse overlap of PO = 95% results in a low fracture toughness (G1C = 30 J/cm2) with simultaneous adhesive failure as shown in Fig. 8 right. After intensive laser treatment with ϕ = 200 mJ/cm2 and a pulse overlap of PO = 95%, cohesive failure in the adhesive occurs at a reduced strength with simultaneous failure rates in the CFRP (20% CSF), where the fibers are close to the surface due to the fiber undulation. This shows that especially in areas where the carbon fibers due to the fiber undulation are very close to the surface (2 µm), there is a weakening of the CFRP. This in turn leads to a weakening of the entire adhesive bond. This was also shown in [13]. In this publication, in addition to the CFRP shown, a CFRP with a very thin cover resin layer (200 nm − 1 µm) was investigated, which led to cohesive material failure even at lower laser intensities.
Thus, the surface-sensitive G1C test shows negative effects of fiber exposure and re-depositions on the peel strength values for the Sigrapreg material. [13]
4 Conclusions
The challenge regarding adhesive pre-treatment of CFRP components is to tailor a surface that generates an improved bonding of the adhesive. For this purpose, surface contaminants, such as release agent residues from the production process, have to be removed. The challenge is to clean the surface as gently as possible so that no damages to the fibers, which are important for component stability, occur.
The present investigation shows that laser radiation in the UV range is able to ablate epoxy resin in a defined way without exposing the carbon fiber. It has been found that a debris-free CFRP surface could be generated by process parameter selection for a 248 nm UV ns-laser scanning process at specific laser fluences higher the ablation threshold. For this, the laser-induced shock front arising during the ablation process is used to remove re-depositions of ablation products from the laser-treated surface. For low laser fluences, a high degree of re-deposition on the surface could be detected independent of the PO, due to the bad fragmentation of the ablation products. Furthermore, it turns out that both the re-deposition, in particular of release agent, and the laser-induced fiber exposure due to intensive laser treatments have high influences on the bond strength of the laser-treated surface. Here, both undertreatment at low treatment intensities and overtreatment at high intensities showed a reduction of the bond strength in mode 1 loading. In the case of low laser intensity treatment, the insufficient bond strength could be attributed to the re-deposition of ablation products and release agents, resulting in bond failure with high adhesion fracture fractions. At optimized treatment conditions, the removal of the release agent could be demonstrated with simultaneous high adhesive strengths, while the fibers are mostly implemented in the resin material. However, at more intensive laser treatments, a laser-induced fiber exposure leads to a weakening of the boundary layer and the substrate cohesively fails in the uppermost weakened fiber layer under mode 1 loading.
Finally, it should be mentioned that these findings can also be transferred to other epoxy-based CFRP compounds. Due to the negative influence of large-scale fiber exposures on the bond strength in case of an overtreatment the topmost resin layer thickness will have a pivotal influence. Especially for CFRP materials with very thin cover resin layers (< 5 µm), the choice of a suitable laser parameter is crucial. Here, a parameter that is only slightly too intense can already lead to a reduction in the composite strength due to full-surface fiber exposure.
References
D.D.L. Chung, Carbon fiber composites (Butterworth-Heinemann, Boston, 1994)
Q. Bénard, M. Fois, M. Grisel, Compos. A Appl. Sci. Manuf. 36, 1562 (2005)
L.J. Hart-Smith, G. Redmond, M.J. Davis, 41st Sampe international symposium and exhibition (1996)
M. Kanerva, O. Saarela, Int. J. Adhes. Adhes. 43, 60 (2013)
G. Wachinger, C. Thum, L. Llopart, A. Maier, H. Wehlan, T. Stöven, Proceedings of ICCM-17 17th International Conference on Composite Materials, 27 (2009)
J.W. Chin, J.P. Wightman, Compos. A Appl. Sci. Manuf. 27, 419 (1996)
F.J. Boerio, B. Roby, R.G. Dillingham, R.H. Bossi, R.L. Crane, J. Adhes. 82, 19 (2006)
F. Fischer, S. Kreling, K. Dilger, Phys. Procedia 39, 154 (2012)
F. Fischer, S. Kreling, P. Jäschke, M. Frauenhofer, D. Kracht, K. Dilger, J. Adhes. 88, 350 (2012)
F. Fischer, S. Kreling, F. Gäbler, R. Delmdahl, Reinf. Plast. 57, 43 (2013)
R. Delmdahl, J. Brune, R. Pätzel, Powder Metall Met Ceram 55, 1 (2016)
S. Kreling, D. Blass, K. Dilger, Adhaes Kleb Dicht 61, 42 (2017)
M. Veltrup, Interaction mechanisms in UV-laser pre-treatment of CFRP parts for adhesive applications (PhD Thesis University of Bremen, Bremen, 2019)
Q. Bénard, M. Fois, M. Grisel, P. Laurens, Int. J. Adhes. Adhes. 26, 543 (2006)
M. Schweizer, D. Meinhard, S. Ruck, H. Riegel, V. Knoblauch, J. Adhes. Sci. Technol. 31, 2581 (2017)
E. Akman, Y. Erdoğan, M.Ö. Bora, O. Çoban, B.G. Oztoprak, A. Demir, Int. J. Adhes. Adhes. 98, 102548 (2020)
A. Hartwig, G. Vitr, V. Schlett, Int. J. Adhes. Adhes. 17, 373 (1997)
Q. Benard, M. Fois, M. Grisel, P. Laurens, F. Joubert, J. Thermoplast. Compos. Mater. 22, 51 (2009)
L.M. Galantucci, A. Gravina, G. Chita, M. Cinquepalmi, Compos. A Appl. Sci. Manuf. 27, 1041 (1996)
R. Srinivasan, B. Braren, Chem. Rev. 89, 1303 (1989)
D. Bäuerle, Laser processing and chemistry (Springer, Berlin, Heidelberg, 2011)
M. Veltrup, T. Lukasczyk, J. Ihde, B. Mayer, Appl. Surf. Sci. 440, 1107 (2018)
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Veltrup, M., Lukasczyk, T. & Mayer, B. Effect of re-depositions and fiber exposure on the adhesive bond strength of CFRP after UV excimer laser treatment. Appl. Phys. A 128, 786 (2022). https://doi.org/10.1007/s00339-022-05911-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-022-05911-4