
Abstract
Promising new materials like solution-processable perovskites may provide devices with superior properties, e.g. for opto-electronics. For some applications patterning is required and nanoimprint as a solvent-free, mechanical shaping process has been identified to be particularly favorable for this purpose. The current investigation refers to the organic–inorganic perovskite methylammonium lead bromide (MAPbBr3) and is related to direct imprint under pressure and temperature. Experiments with a single crystal and polycrystalline layers of differing grain size indicate that a large-grained starting layer offers optimum pre-conditions for the replication of micro/nano-structures. The aim of the present study is to develop a physical understanding of the shaping process with this polycrystalline material. To develop such a conception, analogies between the imprint of polycrystalline perovskites and the imprint of thermoplastic polymers are sought, and the consequences resulting from the differences in the microscopic material response are worked out. The main aspect with perovskites is that plastic deformation occurs due to gliding on crystallographic glide planes, similar to the case of metals. With a < 100 > -oriented perovskite layer the imprint pressure activates a (110) < 110 > -type glide system, providing material transport at 45° with respect to the surface normal. The consequences of this preferential direction are investigated by analyzing experiments with partial and complete filling of the cavities of the stamp used for imprint. By considering the geometric correlations during the initial imprint phase the experimental results can be understood. Beyond that, it turns out that under specific conditions the size and the shape of the grains can be controlled by the imprinted pattern. This ‘grain shaping by patterning’ provides unexpected, innovative prospects for the nanoimprint of perovskite layers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Organic–inorganic lead halide perovskites have gained a remarkable recognition in recent years as semiconductors for, e.g. optic and opto-electronic purposes [1,2,3,4,5,6]; however, their widespread use with device manufacturing is still lagging behind. One of the reasons is that their main benefit, to be solution-processable at low energy cost, unfortunately, hampers their patterning by means of techniques well-established with Si-technology, like photolithography; the often highly polar developers used with photolithography may dissolve the perovskite crystals [7,8,9]. Some groups have described indirect ways of circumventing this issue [10], e.g. by combining a wet/dry development [8]. However, this is on the cost of processing simplicity; dry etching equipment and suitable processes are required.
Thus, methods for the direct patterning of perovskite layers are of utmost importance for future prospects. For instance, patterning may ultimately be required to enable the functionality of devices, for instance with photonic crystals or distributed feedback lasers based on perovskites [11,12,13,14]. Moreover, patterning may improve the performance of perovskite devices, as for instance with solar cells or photodetectors [9, 15, 16].
A promising candidate for the direct patterning of polycrystalline perovskite layers is nanoimprint. With thermal nanoimprint the structures of a stamp (often patterned Si) are replicated into the surface of the sample, under pressure at elevated temperature. With perovskites, thermal nanoimprint provides the additional opportunity to combine surface patterning with thermal annealing (to increase the size of the perovskite grains). Schmager et al. prepared solar cells with light coupling to quasi-guided modes from a triple cation lead bromide, by imprint at 100 °C and 300 bar [17]. Wang et al. prepared a photodetector from MAPbI3, using a subtle multi-step imprint process [9]. Pourdavoud et al. demonstrated photonic nano-structures and distributed feedback-lasing in MAPbI3 and MAPbBr3, with a lasing threshold as low as ≈ 3.5 µJ/cm2 [18, 19]. Furthermore, Brittmann et al. used MAPbBr3 to realize nanophotonics in a soft-imprint process (assisted by solvent) [14] and Cefarin et al. demonstrated that patterned MAPbI3 layers can be obtained in an ultrafast process at temperatures as high as ≈ 500 °C within milliseconds [20]. These examples demonstrate that nanoimprint has already proven its suitability for the direct patterning of organic–inorganic perovskites. However, an appropriate physical understanding has still to be established, in particular a perception how cavity filling proceeds.
The current investigation refers to layers of MAPbBr3 (methylammonium lead bromide) and complements previous studies. Earlier work with this material was dedicated to preparational aspects like layer composition and grain growth [21, 22], where imprint was performed with a flat stamp. Now we focus on the aspect of patterning, namely the plastic deformation of a polycrystalline perovskite layer under uniaxial pressure. With thermoplastic polymers, the class of materials nanoimprint was originally developed for [23, 24], a basic understanding of the shaping during imprint has been developed experimentally and theoretically [25,26,27,28,29]. We will discuss to what extent these concepts may be likewise transferred/applied to perovskite layers, and will address similarities and differences. With polymers, basic material properties could be exploited to understand and to optimize thermal nanoimprint as an alternative lithography process. A similar proceeding is intended here to understand the behavior of perovskite layers during thermal imprint. One well-accepted concept with (poly-)crystalline materials is that plastic deformation proceeds by the gliding of dislocations on well-defined glide planes following well-defined glide directions [30]. We will verify the applicability of this concept to a thermal nanoimprint process in the case of halide perovskites. As thermal processing with polycrystalline materials may simultaneously lead to grain growth, we will address the issue of grain size with the replication of stamp structures by imprint; ultimately, we will answer the question whether it is possible to imprint a perovskite single crystal. From the experimental results obtained a concept to understand the direct patterning of polycrystalline perovskite layers by imprint will be developed; consequences with respect to an optimized processing in view of replication will be drawn. Moreover, a novel approach is introduced, ‘grain shaping by patterning’.
2 Experimental
Polycrystalline MAPbBr3 layers were obtained by spin-coating (5000 rpm, 3 min) and drying (125 °C, 2 min). The precursor solution was prepared similar to previous work [22] from 504 mg methylammonium bromide (MABr, Dyesol) and 488 mg lead acetate (Pb(Ac)2, TCI) in 1 ml of anhydrous dimethylformamide (DMF, Sigma–Aldrich); mixing and stirring (24 h, 60 °C) were performed under nitrogen. The surface pre-treatment of the Si substrates prior to coating included cleaning in citric acid, 15 min rinsing in DI-water and isopropanol (ultrasonic bath) and surface activation by VUV-treatment (172 nm, 1 min; excimer lamp, XERADEX 20, Radium). Dry layers featured a thickness of 400–500 nm; their grain size was in the range of 100–200 nm, comparable to an earlier investigation [22].
For comparison, also MAPbBr3 single crystals were used. They were obtained by the inverse temperature crystallization method [31]. A 1 M-solution containing lead bromide (PbBr2, Sigma–Aldrich) and MABr was prepared in anhydrous DMF at room temperature, followed by filtering the perovskite solution through a PTFE filter with 0.2 µm pore size into a vial. Keeping the vial in an oil bath, the temperature was slowly increased from room temperature up to 80 °C, resulting in a decrease of the solubility of the mixture and the formation of the MAPbBr3 perovskite single crystal. With this technique we were able to achieve perovskite single crystals with an edge length of up to 1 cm. For imprinting the single crystals were cleaved using a razor blade yielding platelets of about 1 mm thickness.
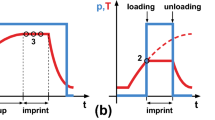
The imprint experiments were performed in a proprietary imprint system [32]. Three different imprint procedures were used, a CL-process (cold loading of the sample), a HL-process (hot loading of the sample) and a 2P-process (two-pressure-process with cold loading); these processes are detailed in the Supporting Information, Fig. S-1 and Txt. S-1. The processing parameters chosen (\(T_{imp} ,p_{imp}\)) are noted with each experiment. The CL-process and the HL-process (including the sample wrapping required, therefore) are similar to Ref. [21, 22]; the 2P-process is similar to Ref. [33]. Throughout the experiments the imprint time \(t_{imp}\) was 5 min.
All stamps used had a size of 2 × 2 cm2. To pre-flatten the layers, a piece of Si was used; pre-flattening also increases the grain size to about 0.8–1 µm [22]. For patterning two different stamps were used in the current work; both are structured across their full area. Stamp A features grating lines (width of elevated stamp structures \(s \approx 400\ \text{nm}\), width of the recessed cavities \(w \approx 400\ \text{nm}\), height of the structures \(H \approx 200\ \text{nm}\)); its duty cycle (elevated area: overall area) amounts to \(DC \approx 50\%\). It is a replica stamp, consisting of OrmoStamp (Microresist Technology) on 500 µm thick Borofloat glass, obtained from a Si template; the replication procedure is detailed in Ref. [34]. Stamp B is from Si and features different structure types with locally differing DC, as explained in detail in the Supporting Information, Fig. S-2. The height of the structures with stamp B is \(H \approx 450\ \text{nm}\). All stamps were prepared with an anti-sticking layer according to previous work [35].
The imprint results were characterized by scanning electron microscopy, SEM (S-FEG XL 30S, Thermo Fischer Scientific), either in top view (90°), in inclined view (30°) or in cross-Section (30°).
3 Results and discussion
The grain size dependence of the imprint into perovskites is treated by starting with experimental observations. By addressing material transport in general, analogies with the imprint of polymers are depicted. Based on the specific glide system of perovskites, a concept is developed to illustrate the filling of stamp cavities during imprint, with single crystals and polycrystalline layers as well. Finally, specific perovskite-related issues are addressed. In particular a re-configuration of the grains is observed with completely filled stamp cavities, indicating re-crystallization and energy minimization. The interpretation of the results makes use of a previous investigation on grain growth with MAPbBr3 [22].
3.1 Experimental observations
The primary results with respect to the grain size dependence with MAPbBr3 are shown in Fig. 1, thermal imprint of a polycrystalline layer with small grains, with larger grains and of a single crystal. For all three cases a view of the surface morphology before imprint is given for comparison (top row). The small grains (100–200 nm [22]) shown in (a) are typical of our pristine layers, the perovskite after spin-coating and drying; the layer surface is wavy. The layer with the increased grain size shown in (b) was obtained by a thermal treatment of the pristine layer at 150 °C, similar to earlier work [21, 22]. The process used is equal to the imprint process but is performed with a flat stamp instead of a patterned one; as a consequence the layer surface is flat before patterning; the grain size is in the range of 0.8–1 µm [22]. In contrast to these layers the single crystal, possibly due to non-ideal cleaving, features long-range height variations at the surface (c), so that conformal contact between stamp and perovskite surface can occur only locally during patterning.

Grain size dependence of replication with thermal nanoimprint. Top row: view of the initial situation; bottom row: imprint result with linear grating (stamp A, height \(H \approx 200\ \text{nm}\), CL-process, 150 °C (the imprint pressure is 100 bar with d, e and 25 bar with f). a, d Pristine, small-grained layer; b, e pre-flattened, large-grained layer; c, f single crystal
The respective imprints are shown in the bottom row of Fig. 1. The layers were imprinted in a CL-process (see Supporting Information, Fig. S-1) at 150 °C and 100 bar, our conventional imprint pressure. The stamp used features periodic grating structures over its complete area of 2 × 2 cm2. With the single crystal the pressure was reduced to 25 bar to lower mechanical loading during imprint and thus to avoid a breaking of the stamp (the stamp was larger than the perovskite single crystal) or of the sample (the single crystal embrittles during imprint). Despite the low pressure the single crystal surface features regions with a perfect replication of the grating lines. (The micrograph in (f) refers to a region of good local contact between the stamp and the surface of the single crystal; further examples indicating the issue of limited conformal contact when imprinting a (terraced) single crystal are given in the Supporting Information, Fig. S-3.) Second best is the imprint into a large-grained layer (e), whereas the imprint of the small-grained pristine layer (d) is largely inadequate when compared to the stamp structures.
This result, puzzling at first instance, can be understood from a fact well-known and often exploited with polycrystalline metals [30]; grain boundaries hamper plastic deformation. In praxis, grain refinement is a conventional method to increase the hardness of polycrystalline metals and to strengthen them against plastic deformation. Our results suggest that this concept also applies to polycrystalline perovskites. With the large-grained material (e) it is obvious that defects are related to grain boundaries; within a single grain the replication is similarly perfect as with the single crystal. In particular with the small-grained pristine layer replication defects cluster around regions dominated by grain boundaries (see arrows in Fig. 1d). Potentially, an increased pressure may reduce these filling defects; literature for instance reports thermal imprint at 300 bar [17]. We limited our experiments to 100 bar to stay comparable to earlier investigations [21, 22, 33].
Figure 2 gives details of line definition by thermal nanoimprint into the polycrystalline layers at 25 bar (the same pressure that was used for the imprint of the single crystal, Fig. 1f), again with small-grained (a) and large-grained (b) starting layers. Within an individual, large grain (b) the lines are well-defined, similar to the single crystal, despite the reduced pressure. However, with the small-grained layer (a) replication defects dominate the result; the linear cavities of the stamp are not fully replicated and only single, disconnected grains are found; yet, the vertical walls of the grating stamp are already discernible. The increase of the driving force by a factor of 4 (imprint at 100 bar instead of 25 bar) obviously improved the replication, in particular in the case of small grains, as documented by Figs. 1d and 2a. (Hereinafter, we will use the term ‘driving force’ do denominate a mechanical quantity, force or respective pressure, that drives plastic deformation.)

Details of polycrystalline layers imprinted at 25 bar (CL-process, 150 °C), stamp similar as with Fig. 1. a Imprint into small-grained, pristine layer, b imprint into pre-flattened layer with larger grains
Obviously, successful imprint of a perovskite single crystal requires less pressure than the imprint of a polycrystalline layer; starting with larger grains improves the replication, but even at a pressure of 100 bar some filling defects remain.
3.2 Rationale of material transport
3.2.1 Analogies to polymers
To develop a picture of how material transport and plastic deformation work with perovskites we check for possible similarities with polymers, in particular thermoplastic ones. In context with thermal nanoimprint as an alternative lithography technique the underlying physics with these polymers has been worked up [25, 36,37,38,39,40] and a sound concept on material transport in thin layers does exist [29, 41,42,43,44,45,46]. Analogies and differences with the imprint of polymers and perovskites are shortly addressed; it is intended to develop some estimate for those parts of the picture that can be applied and utilized similarly for both materials, and, where differing concepts are required, to understand the results. This rationale represents the basis for the development of a physical model for the direct patterning of perovskite layers by thermal nanoimprint in Sect. 3.3. A first macroscopic, general view indicates similarities between polymers and perovskites; beyond that the replication of micro/nano-structures will disclose the differences existing in a microscopic view.
3.2.1.1 Macroscopic similarities
Macroscopically, the mechanical parameters allow a first assessment. Polymers and hybrid perovskites as well sometimes are denoted as materials with a ‘soft character’ [47, 48]; they feature a low mechanical stiffness and hardness. Their Youngs modulus \(E\) and shear modulus \(G\) are low and their bulk (compression) modulus \(B\) is high, compared to Si as the material used most often for the stamp (see data in the Supporting Information, Tab. S-1). With thermoplastic polymers this is in particular the case above the glass transition temperature \(T_{g}\), where \(E\) and \(G\) drop by about three orders of magnitude. The data in Tab. S-1 for perovskites refer to single crystals [47, 49,50,51]. Though these mechanical constants refer to the reversible, elastic properties (and thus characterize, e.g. flexibility), a high ratio of \(B:G\) (> 1.75 [47]) is reported to indicate high ductility, a quantity related to permanent plastic deformation. Accordingly, polymers as well as perovskites are ductile materials.
During imprint, the macroscopic material response becomes evident when isolated, very large stamp structures (lateral size \(s = 10 - 100\ \mu \text{m}\), height \(H\) below 1 µm) are imprinted, typically into a thin layer on a substrate (initial thickness \(h_{0}\) some 100 nm). Then the pressure applied to the stamp provokes material transport within this thin layer, from below the elevated stamp structures into the adjacent wide cavities. Due to the low ratio \(h_{0} /s\) the respective stress–strain situation can be described by a reduced number of variables (‘lubrication approximation’ [52, 53]); with liquid-like layers this is termed ‘squeezed flow’ [54, 55].
A typical experimental result is shown in Fig. 3, taking the example of MAPbBr3. After the imprint time of 5 min the cavities are filled in full height within a certain ‘transport range’—local filling of the stamp cavity identifies itself by a flat surface, whereas the initial layer is wavy and may be porous. Beyond this range the perovskite layer still holds its initial thickness, \(h_{0}\). Around an imprinted square pad of 100 µm side length (a) the cavity is filled within a range of up to ≈ 30 µm (see arrows); with a 40 µm wide imprinted line (left part of Fig. 3b) the range is smaller, about 10 µm. Similar results are well-known with polymers [27, 44, 54], albeit the transition from full filling (height \(H + h_{r} )\) to initial height (height \(h_{0}\)) is much more distinct than with our perovskite. The sketches in Fig. 3 are transferred from findings with the imprint of polymers—a direct comparison of identical structures imprinted into a perovskite layer and a polymer layer is given in the Supporting Information, Fig. S-4.

Range of material transport (see arrows) with MAPbBr3 from below very large imprinted structures into wide, free cavities. Sketches indicate the imprint situation and the three height levels characteristic of long-range material transport under squeezed flow, \(h_{r} , H + h_{r}\) and \(h_{0}\). (Stamp B; CL-process, 150 °C, 100 bar). a Imprinted structure is a square pad, 100 × 100 µm2; b imprinted structure is a 40 µm wide line at the left
Thus, material transport during imprint of thin layers occurs locally and proceeds in lateral direction, within a limited range, from below the imprinted elevated stamp structures into the adjacent cavities (only with completely filled cavities long-range material transport will occur). The layer thickness remaining below the imprinted structures after stamp removal is the residual layer, \(h_{r}\), (see sketches in Fig. 3). This phenomenon of incomplete lateral filling (featuring three height levels, \(h_{0}\), \(h_{r}\) and \(H + h_{r}\)) is observed down to micron-sized cavities with polymers; it is a direct consequence of the fact that both materials, polymers and perovskites, become plastically deformed during thermal imprint, however, they are still solid and not liquid. In particular, perovskites would rather decompose than melt [56, 57].
3.2.1.2 Microscopic differences
To understand material transport in the microscopic regime—typical structure sizes with nanoimprint are in the range of 100 nm to 10 µm—it is reasonable to consider the mechanical response of the material at the molecular scale. Here, polymers and perovskites feature characteristic differences. Their knowledge is beneficial to realize the interplay of temperature and pressure as the processing parameters with nanoimprint.
Amorphous thermoplastic polymers as the prototype materials for nanoimprint lithography [23, 24, 58] consist of long polymeric chains. Typically, with a molar mass \(M\) above some ‘entanglement limit’ \(M_{e}\), these chains entangle with each other and form a random physical network, responsible for the isotropic mechanical response. For plastic deformation to occur single chains have to glide out of their actual entanglement network as built up by their neighbors [59, 60]. Then ‘reptative’ movement of the chains leads to a re-configuration of the entanglement network, going hand in hand with plastic flow. Efficient material transport requires temperatures above the glass transition temperature (\(T > T_{g}\)). Typically, flow proceeds in the visco-elastic regime [45, 61, 62].
Perovskites are crystalline, their mechanical response is anisotropic and depends on the respective crystalline direction. For plastic deformation to occur during thermal nanoimprint flow has to be induced by plastic yielding, well below melting (\(T < T_{m}\)), in the elasto-plastic regime [30]. Severe deformation of the crystalline lattice leads to the formation of additional lattice defects, namely edge and screw dislocations, and temperature endows them with a certain mobility (mobility refers to a mechanical quantity here, [s/kg]). Plastic deformation occurs due to gliding of dislocations; however, due to the anisotropic nature of the crystal, these dislocations move on preferential crystal planes (glide planes) and follow specific crystalline directions (glide directions). Typically, glide planes are densely packed and glide directions feature a minimum distance between neighboring atoms [30]. The movement of a dislocation along a glide plane can be characterized by the specific height of a local energy barrier to be surpassed when moving within the crystal lattice, e.g. from one unit cell to the next; the lower this barrier the lower the driving force required to induce a movement of the dislocations. Thin perovskite layers are typically polycrystalline, with (disordered) grain boundaries between (ordered) grains, the orientation differing from grain to grain. Thus, dislocations easily glide along planes within an individual grain; however, in particular with edge dislocations, the continuation of gliding in the neighboring grain is hampered as the glide planes of both grains feature a differing orientation and are separated by disordered large-angle grain boundaries. Disorder-related voids at these boundaries may absorb some of the dislocations, resulting in a densification of the grain boundaries first; however, subsequent dislocations will accumulate in front of the grain boundaries without being able to cross them [30].
With any material, polymer or perovskite, deformation requires an external loading; with nanoimprint it is the pressure \(p_{imp}\), resulting in uniaxial compression in vertical direction. Plastic deformation then proceeds with time, comparable to a creep experiment used for material characterization (temporal evolution of plastic deformation at constant load/force/pressure [48, 61, 63]). However, this plastic deformation results from the respective shear forces, being maximum at 45° to the normal direction (‘Mohr circle’). When simulating an imprint situation often the ‘van Mises stress’ is reported, a global, scalar quantity well suited to characterize the local driving force with the shaping of isotropic materials as the amorphous polymers. With anisotropic crystalline materials the appropriate driving force is the shear stress on a gliding plane in gliding direction, the ‘resolved shear stress’ \(\tau_{RSS}\). It relates the normal stress acting (here the imprint pressure \(p_{imp}\)) with the angles of the gliding plane (\(\kappa\)) and the gliding direction (\(\lambda\)) with respect to the normal, according to [30]
Independent from the type of material, plastic deformation (as a shearing deformation) proceeds at constant volume; besides setting the Poisson’s ratio to the value \(\nu \approx 0.5\), volume conservation simplifies the mechanics; with the imprint of periodic structures and filled cavities the height of the residual layer (\(h_{r}\)) is easily determined geometrically, from the initial layer height (\(h_{0}\)) and the stamp geometries (height (\(H\)) and duty cycle (DC) of the stamp).
Though the microscopic processes differ, the processing parameters with imprint have comparable effects with both classes of materials. The role of the temperature is to provide the mobility required for movement at the atomic/molecular scale, namely for the re-arrangement of ionic unit cells that is required for a dislocation movement with perovskites. The role of the imprint pressure is twofold. (i) It provides conformal contact between stamp and sample by local bending, an imprint-specific issue—with structures of 200 nm in height (as with the stamp used for the results of Figs. 1 and 2) a total waviness of all components (stamp, substrate, press plates) of only 200 nm already results in local contact loss. (ii) It provides the driving force for plastic deformation, namely for gliding in case of the perovskites (Eq. 1). The product of mobility (\(\propto T_{imp}\)) and driving force (\(\propto p_{imp}\)) characterizes the actual velocity of the (gliding) process [30].
3.2.2 Gliding with perovskite layers
Based on the rationale introduced in the preceding section it is now possible to substantiate the basics derived for crystalline materials in general for the perovskite layers of interest. It is reported that oxide-based perovskites glide on (110)-type planes in < 110 > -type directions or, alternatively, on (100)-type planes in < 100 > or < 110 > directions [64,65,66]. In our case, as already the pristine layers feature a preferential < 100 > orientation of the grains [22] and as the imprint pressure acts in < 100 > direction, too, the only glide system to become activated by imprint is the (110) < 110 > -type, as four of the respective glide planes feature a well-defined angle to the imprint direction; for illustration see Supporting Information, Fig. S-5. Within the layer, they represent two independent glide systems (operating orthogonal to each other). The one activated first (e.g. at the lowest resolved shear stress \(\tau_{RSS}\)) is denoted the ‘primary’ one, the other the ‘secondary’ one. (With the six (100)-type planes, \(\tau_{RSS}\) vanishes, as these glide planes are parallel or perpendicular to the direction of pressure and the angles \(\kappa\) and/or \(\lambda\) are 90°).
Glide systems are similar with cubic and orthorhombic crystals, implying a pseudo-cubic indexation for the latter. MAPbBr3 is cubic anyway, at room temperature and at imprint temperature [67]; MAPbI3 (as imprinted earlier by us and most often by other groups [9, 11, 20, 33]) is orthorhombic at room temperature but cubic at our imprint temperature. Thus, both materials are well-characterized by a cubic unit cell under imprint conditions, with the four (110)-type glide planes that can be activated by the imprint pressure (Fig. S-5a-d). As these (110)-type glide planes lie at 45° to the imprint direction they are well-suited to shift material from below the elevated stamp structures into the cavities. Moreover, as both angles, \(\kappa\) and \(\lambda\), amount to 45° the driving force during imprint is the highest possible, \(\tau_{RSS} = p_{imp} /2\), see Eq. 1.
A specific phenomenon of the (110) < 110 > -type glide system reported in literature for oxide-based perovskites is that the dislocations feature some de-localization [65, 66, 68]. Basically, the introduction of a dislocation involves shifting a part of the lattice by one unit cell (lattice constant \(a\)); with a (110)-glide plane of the perovskite this shift amounts to \(a\sqrt 2 ,\) the diagonal of the octahedron. As already the unit cell is large (it contains 4 ions plus 1 molecule) a shift of this size would involve a high local stress. To reduce the energy cost involved and to accommodate the respective local stress the lattice splits this shift between two nearby half-dislocations (Shockley-split [30]). With this configuration literature reports a very low local energy barrier for gliding on this plane, much lower than for gliding on for instance a (100)-plane, for edge- and screw-dislocations as well [65, 66, 68]; however, splitting ties the dislocations to a single glide plane so that cross-gliding [30] is largely prohibited (or occurs with high stress only). Consequently, low driving forces are already effective to move the dislocations within an individual grain onto the next (grain) boundary.
Thus the (110) < 110 > -type glide system of these perovskites is superior in two ways, (i) it requires a very low driving force for the dislocation movement within an individual grain and (ii) it provides the highest driving force possible under loading in < 100 > -direction, due to its twofold 45°-arrangement (at preferential < 100 > -orientation). These two factors may account for the ease of patterning of our perovskites by nanoimprint. Furthermore, efficient gliding leads to the accumulation and absorption of dislocations at grain boundaries and may be responsible for the efficient densification of the material there. Though these conceptions were developed for inorganic, oxide-based perovskites we assume that they are similarly applicable to our organic–inorganic, halide material; with hybrid perovskites and inorganic perovskites as well the literature similarly states that the mechanical properties are set by the corner-sharing PbX6 framework [49, 51].
3.3 Nanoimprint of perovskites
3.3.1 Pre-flattening
Though the pre-flattening of the perovskite layers (see Fig. 1b) with an un-patterned stamp requires only a limited amount of material transport, it is a regular imprint process that relies on the (110) < 110 > -type glide system. With MAPbBr3 layers, always featuring a preferential < 100 > -orientation of the grains in vertical direction (as investigated earlier [22]) in the pristine layer, all glide planes cut the surface under 45° with respect to the normal. When different glide systems are activated within a single grain, they intersect at the (100) surface at right angle (see Supporting Information, Fig. S-5f).
This is what we see in Fig. 4; the sketch (a) exemplifies the experiment within an individual grain. The flattening of the layer occurs by local gliding; stamp and substrate represent rigid boundaries that stop gliding. As a consequence, dislocations accumulate there resulting in a high local stress. As long as the layer is under pressure the complete surface is flat and has a similar level, however, with a locally differing residual stress due to dislocations accumulated during flattening (a, left).

Traces of 45° glide planes at the surface of the MAPbBr3 layer after imprint with a flat stamp. a Sketch of the mechanism, left before and right after release of the flat stamp, when dislocations have accumulated at the top interface (red). b Experiment with grain sizes of about 1 µm (150 °C, 100 bar, 5 min); c experiment with grain sizes around 500 nm (75 °C, 100 bar, 1 h)
When the flat stamp is removed (a, right) the layer is free to reduce internal stress by (further) gliding; dislocations move to the free surface along the inclined glide planes under 45° (due to the mobility that is reduced at room temperature slower than the flattening itself.) This gliding upon constraint release uncovers the gliding process. Figure 4b refers to a large grain; the primary gliding direction runs (at 45°) perpendicular to the parallel traces (see projected arrow). The less-frequent traces at 90° to the primary ones indicate that locally a secondary glide system became activated. Figure 4c refers to a situation with smaller grains, somewhat separated from each other, so that each grain is almost free to glide independently. As a consequence, each grain surface shows parallel lines as the traces of glide planes, over its complete surface (relaxation of all stresses). The differing directions indicate the differing lateral orientations of the individual grains.
3.3.2 Patterning concept
In contrast to flattening, a patterned stamp provides well-defined cavities between the elevated structures, replication of the stamp requiring to fill these cavities. Accordingly, we suggest that with perovskites patterning via thermal nanoimprint proceeds as sketched in Fig. 5. For simplicity, only half a period of a linear grating is shown in cross-section and the case of imprint into a large-grained layer is addressed (one single grain is shown, aligned to the stamp).

Cartoon to visualize material transport during patterning of a coarse-grained perovskite layer via thermal nanoimprint (section shown refers to half a cavity, \(w/2\), plus half an elevated stamp structure, \(s/2\)). The green square symbolizes the cubic unit cell and thus the orientation of the perovskite grain. As a consequence, only one glide system is involved. The respective primary glide planes run at 45° with respect to the surface normal and lie perpendicular to the sketched plane. a Initial contact of stamp with perovskite layer, pressure on elevated stamp structures only (marked, bold black arrow). Primary glide regions to be activated (green) are shown, together with the corresponding material transport (blue arrows) from below the stamp (‘zig–zag’ supply chain). Dotted red lines at the left indicate inactive glide planes. b First stamp intrusion. Material is ejected into the cavity (b1) and the stamp moves downwards (b2), resulting in an additional contact area that becomes pressurized (marked), thus enabling further primary glide regions. c Further stamp intrusion. Due to material ejection from the top the contact area increases so that additional material gliding is induced (c1). Upon advancing intrusion of the stamp eventually a continuous contact area develops (c2). d Later stage of cavity filling and respective primary ‘zig–zag’ supply chain
The first situation (a) shows the initial contact between stamp and perovskite layer, where the local pressure acts on the elevated stamp structures, only. Potential glide planes at 45° are indicated, however, they can only become activated (and shift material into the cavity) when exposed to normal pressure. The range of primary glide planes enabling material transport directly into the cavity is displayed in green (fat lines, blue arrow). Other potential glide planes (dotted, red) remain inactive because they are not pressurized. Actual gliding proceeds under volume conservation so that hollows should not develop. Accordingly, any shift of material into the cavity has to activate further glide planes below the stamp structure; hence a ‘zig–zag’ supply chain develops, from the center of the linear stamp structure (right end of sketch) to its edge (green, light blue arrows). The next situation (b) refers to a first imprint event. Within the region of activated glide planes crystalline material becomes ‘ejected’ into the cavity (b1); upon this material transport the stamp sinks in (b2), resulting in an additional contact area under normal pressure (as the material touches the stamp); this contact area will activate further glide planes, as indicated. The consequence is depicted in (c); material ejection from the top increases the pressurized area and activates other glide planes (c1), which typically tend to fill undercuts and stamp edges. Upon this material ejection and a further sink-in of the stamp (c2) a situation may be reached where small remaining hollows are filled and a continuous pressurized stamp region exists, covering the elevated stamp structure plus the partly filled cavity. This situation then proceeds further (d) until the complete cavity is filled; again, the respective ‘zig–zag’ supply chain is signified.
As a consequence, micron-sized cavities generally fill from their edges (as with Fig. 3), a behavior similarly observed [26, 27, 44, 54, 69] and simulated [28, 70] with thermoplastic polymers; it is referred to as ‘double-peak-formation’ (two peaks near the edges of a linear cavity [28]). We hypothesize that the consequences drawn from this type of filling behavior with polymers are also applicable to perovskites, namely that the complete filling of narrow, sub-micron cavities (and/or cavities with a high aspect ratio \(H:w\)) is hampered, due to the interference of two opposing ‘flow’ directions (‘single-peak-formation’).
We also hypothesize that the well-known pattern-size- and layer-thickness-dependence with polymers [27, 41, 55] is transferable to the imprint of perovskites; larger elevated stamp structures require a longer lateral ‘zig–zag’ supply chain and thus a higher ‘number’ of flow re-directions, similar to the imprint of a thinner layer. Each re-direction of the flow in the supply chain requires the activation of a new range of glide planes, each time at some additional cost of driving force or, as with our case at \(p_{imp} = const\), of gliding velocity. Accordingly, thin layers or larger stamp structures should require an increased pressure to fully fill the cavities.
Thus, the general behavior found with polymers during imprint should be applicable to perovskites, too (except the one of polymers with very low viscosity where capillary forces support the filling of small cavities [71, 72]). Of course, the patterning concept so far refers to a single crystal or a single, large grain, without yet regarding the grain boundaries.
3.3.3 Polycrystallinity
In reality, our perovskite layers are polycrystalline, with grains of finite size. Neighboring grains within the layer feature different lateral orientations, so that the glide planes and glide directions are discontinuous from grain to grain and, in addition, are held at distance by the disordered wide-angle grain boundaries in between. To deform a polycrystal plastically all grains have to yield, which requires a higher stress in the layer than with a single crystal.
The physical conception [30] with bulk forming of metals (e.g. forging) is based on the assumption (i) that the grains in the polycrystal have random orientations and that (ii) the deformed polycrystalline material stays intact (no cracks nor voids develop). As a consequence, plastic deformation requires an inter-grain co-action among neighboring entities featuring individual crystallographic directions. In particular, with a polycrystal under external stress, gliding is initiated by those grains that feature the highest resolved shear stress (\(\tau_{RSS}\)) on one of their glide planes (primary glide system)—under directional external loading \(\tau_{RSS}\) is orientation-dependent. However, as the surrounding grains with a less-favorable orientation are still unable to glide (and would not glide in the same direction) free gliding does not occur; it is hampered by the almost rigid environment. Instead, the onset of gliding with single grains results in a local elastic deformation of the surrounding matrix. This increases the stress state within the three-dimensional multigrain-ensemble, so that grains with less-favorable orientation become able to glide, too (secondary glide systems), and so on. Of course, this occurs at a higher driving force (higher external normal stress) than would be required with a single crystal. At these high stress levels (normal and shear stresses) various glide systems may be activated; in fact, the co-action of multiple glide systems within a single grain is required to preserve the integrity of the polycrystalline material and to avoid gaps—in the bulk (3D), five independent glide systems are required [30].
In our special case, with the perovskite layers featuring oriented columnar grains throughout the whole layer (after flattening) the situation is different; gliding below the elevated stamp structures is limited to the layer (2D). This requires just two independent glide systems [30], as they are available for gliding in two perpendicular lateral directions (see Supporting Information, Fig. S-5f, and traces under 90° in Fig. 4). Figure 6 gives a sketch of the initial imprint situation, dominated by primary gliding (full blue arrows). With grains located below a stamp edge the primary glide directions are, for instance, those enabling most efficient material transport into the free cavity, as sketched. The primary glide direction may also be established by the highest \(\tau_{RSS}\) on the respective glide plane (induced by some small randomness of the vertical grain orientation), or by the most favorable amount and configuration of movable dislocations on the respective glide plane (intrinsic dislocations plus pressure-induced dislocations).

Sketch of material transport during the initial phase of imprint with a < 100 > -oriented polycrystalline layer, a side view, with pressurized elevated stamp structure (bold arrow) and primary glide direction, similar to Fig. 5a; b top view (A–A refers to cross-section in a). The green squares symbolize cubic unit cells indicating the differing lateral orientation of the < 100 > -oriented grains, numbered from 1 to 4 (full arrow = primary glide direction, dashed arrow = secondary glide direction). In the special case that the unit cell is aligned to the stamp edge (case 2) only the primary glide direction provides material transport into the cavity
These primary glide directions differ from grain to grain (see Fig. 6b) and result in non-uniform local material transport into the cavity, under varying lateral angles; in addition, also the amount of material available for primary gliding within an individual grain differs; it depends on the respective width of the pressurized part of the grain along the glide direction (lowest with grain 1, highest with grain 2).
Gliding proceeds within individual grains; when grain boundaries are encountered, they may densify by absorbing some volume before gliding stops there and dislocations accumulate in front. When dense grain boundaries prohibit further primary gliding (e.g. between grains 3 and 4), also secondary glide directions (dashed arrows) become activated to further fill the cavity; however, this requires a higher driving force, due to the orientation-dependence of the resolved shear stress, \(\tau_{RSS}\) (Eq. 1). In addition, absorption of dislocations may result in the gliding of the grain boundaries themselves, a process which is e.g. also responsible for the time-dependent response during creep [30]. As our imprint experiment represents a creep at increasing temperature, a gliding of dislocations within the grain as well as a gliding of grain boundaries between the grains has to be expected. With small grains, inter-grain gliding of the grain boundaries may dominate; the larger the grains the more intra-grain gliding will occur.
With grains located completely below the elevated stamp structure both glide systems (the primary and the secondary) definitely have to become activated, right from the start, to feed the zig–zag supply chain. In difference to Fig. 5 the supply chain has to combine 45° glide planes with different lateral directions, its course is three-dimensional within the layer. Due to the subdivision by grain boundaries and the involvement of secondary gliding a higher pressure is required to enforce cavity filling than with a single crystal. The smaller the grains, the higher the pressure (or the longer the time [54, 55] required for cavity filling, in accord with the results of Figs. 1 and 2 (obtained at pressures of 100 bar and 25 bar). The localization of filling defects at grain boundaries and small-grained regions results from the fact that gliding is hindered there.
Of course, the grain boundaries do not represent fixed barriers. (i) They have to move due to volume conservation during the sink-in of the stamp, similar to a forging situation; the grains reduce their height and thus have to increase their lateral dimension by forced gliding, primarily in the direction of material transport towards the cavities. (ii) They move as grains may glide against each other, as addressed above during creep-like material transport at \(p_{imp} = const\). (iii) In addition, at our imprint temperature of 150 °C also grain growth occurs, displacing grain boundaries, too (as also observed during pre-flattening of the layers, see Fig. 1a,b). All these processes together will lead to an ongoing lateral movement of the grain boundaries, and may hardly be separated (our experiments so far do not indicate, e.g. any shape anisotropy below wider elevated stamp lines). In consequence of grain growth, the grain structure continuously changes during patterning; Fig. 6 only gives a snapshot of the initial situation. In any case, the grains below the elevated stamp structures will develop a higher internal stress than those towards/at their periphery as they are unable to relax their stress by gliding of dislocations into the (free) cavity. At high internal stress levels re-crystallization may occur (as, e.g. observed with wide elevated stamp structures, see Supporting Information Fig. S-9).
When the imprint is performed into a pristine layer with < 100 > -orientation that does not yet feature columnar grains the situation is somewhat more complex but may be understood on the same basis, by assuming for instance a two-layer grain structure. As the initial grain growth at 150 °C is fast, a columnar structure should exist after at most one minute [22], so that the line of reasoning with columnar grains is similarly applicable.
3.4 Perovskite-related issues
Now, with a basic conception of the shaping mechanism during the imprint of perovskite layers at hand, it is possible to identify perovskite-specific issues in the experiments. For this purpose, we exploit the potential of stamp B. Beyond linear gratings and large pads this stamp provides mixed structures, lines and dots in positive and negative tone within direct neighborhood (see Supporting Information Fig. S-2). All these different structures are imprinted simultaneously, side by side, so that the results are ideal to learn more about cavity filling during the imprint of our perovskites. As substantial grain growth may obscure the effect of patterning, the examples chosen refer to an initial grain size of 0.8–1 µm, a pre-flattened layer. (Results with pristine layers are given in the Supporting Information, Figs. S-8/10.)
3.4.1 Primary gliding in under-filled cavities
Figure 7 starts with examples obtained where the stamp cavities remained under-filled (incomplete replication of the stamp structures), minimizing interference with the stamp walls. Such a situation can be established when the driving force is low, as with Fig. 7a (imprint pressure 10 bar, resulting in a low \(\tau_{RSS}\)). Alternatively, we obtained underfilling at 100 bar when the effective process time was reduced, in Fig. 7b by means of a HL-process (see Supporting Information, Fig. S-1); this process provides a well-defined processing time of 5 min, whereas the effective time (at high mobility and under pressure) with a CL-process is about three times as long (16 min), as found earlier [22]. (Further examples with under-filled cavities, with flattened and pristine layers as well, are given in the Supporting Information; Fig. S-6 refers to a CL-process at 10 bar, Fig. S-7 to a HL-process at 100 bar.)

Examples of imprint with under-filled cavities; MAPbBr3, stamp B, height \(H \approx 450\ \text{nm}\), imprint at 150 °C; starting layer flattened, grain size 0.8–1 µm. a Stamp with 1 µm holes, pitch 2 µm; CL-process at 10 bar, initial layer thickness \(h_{0} \approx 600\ \text{nm}\). b Stamp with 300 nm lines/500 nm cavities; HL-process at 100 bar, initial layer thickness \(h_{0} \approx 400\ \text{nm}\). c Sketches indicating alternating material ejection below linear stamp structures with \(s \approx h_{0}\) as well as with small cavities with \(w \approx h_{0}\) (large grains, grain boundaries not shown)
With both examples selected for Fig. 7, the hole structures (a) and the line structures (b) in the stamp, the topography in the under-filled cavities exhibits angular features. Such angled ‘ejections’ of material from below the elevated stamp structures are in accord with our concept. In the case of the stamp with holes a single angular direction seems to dominate within an individual hole, with the grating stamp rather alternating angular directions are observed along the linear cavities. These angular features may indicate material ‘ejection’ according to the activation of the primary glide system only, under negligible interference with neighboring grains and stamp walls (that could increase the stress and activate secondary glide systems).
We assume that these effects result from the geometries prevailing. With stamp structures in the range of the initial layer thickness (\(s \approx h_{0}\)) only one of the glide systems below the linear stamp structures can become activated within a single grain (see left sketches in Fig. 7c); primary gliding induced by the imprinted line either ejects material to the left or to the right. As lateral grain orientation differs from grain to grain this results in the almost alternating ejection pattern observed in Fig. 7b. The situation with the holes (a) is comparable (see right sketch in Fig. 7c); the cavity (\(w \approx h_{0}\)) becomes mainly filled from a single side; the slope direction observed is related to the grain offering the highest driving force (due to its specific lateral orientation, or its defect density and arrangement) and/or the highest volume under pressure for gliding into the free cavity.
We rate this angular topography observed with incomplete cavity filling as a proof of initial material transport along primary glide planes according to our concept, Figs. 5 and 6. It may be hypothesized that when these structures were imprinted into a large, individual grain (or a single crystal) just one of the four potential ejection directions would be observed; it would refer to the respective lateral orientation of the grain involved (or the orientation of the single crystal) with respect to the stamp structures (see Supporting Information Fig. S-3e).
3.4.2 Re-configuration of grains upon cavity filling
Figure 8 compares examples with partial filling and complete filling of differing types of stamp cavities. The focus here is on the course of the grain boundaries with partial filling (10 bar, top row) and complete filling (100 bar, bottom row) of the cavities; apart from the pressure the imprint conditions are identical (150 °C, 5 min), an approach lending itself to provide comparable conditions for grain growth where possible.

Imprint of mixed structures into MAPbBr3; stamp B, height \(H \approx 450\ \text{nm}\). a, d Stamp with holes of ≈ 1 µm diameter; b/e checkerboard-like structures; c, f lines between a wide elevated stamp structure (left) and a wide cavity (right). Top row: Underfilled cavities, 10 bar, 150 °C; CL-process. Bottom row: Filled cavities, 100 bar, 150 °C; d HL-process, e/f) CL-process
With all three examples the grain structure at low imprint depth (top row, incomplete filling) is clearly random, similar to that of the starting layer. Grain boundaries can be tracked across the samples and do not indicate any sign of being affected by the imprinted pattern. This is different when the cavities are completely filled (bottom row). Then the grain boundaries follow preferential paths. With the dots (d, completely filled holes) there is almost no grain boundary visible on top of the structures (the cracks are separation-induced defects). With the checkerboard-type pattern (e) the grain boundaries run along the minimum distance between imprinted features (forming equal-sized pillow-like grains) and with the line structures (f) grain boundaries run almost perpendicular to the line direction. (The Supporting Information, Fig. S-8, gives further examples. When a fine-grained pristine layer is imprinted, the effect is already visible but not as distinct as with larger grains.) Obviously, the grains of the polycrystal have re-configured upon cavity filling and are no longer completely random.
To unveil potential reasons for such a re-configuration of the grains it is important to be aware of three facts. The first fact is that with MAPbBr3 layers of typically ≈ 500 nm thickness the grains always span the whole layer thickness after flattening and/or imprinting at 150 °C (‘columnar grains’). This implies that grain boundaries observed on top of the layers cross the layer almost perpendicularly. The second fact is that these grains always feature a < 100 > -orientation in vertical direction (due to heterogeneous nucleation [73]), and this preferential orientation does not change during imprint [18, 19]. The third fact is that during patterning of the layers by thermal imprint at 150 °C the temperature does not only provide mobility to enable gliding (movement of dislocations) but may also induce grain growth (movement of grain boundaries), as already addressed and investigated in detail earlier [22]. Both processes, patterning and grain growth, are operative simultaneously. When patterning is performed into a pre-flattened layer the grains have already reached a size of 0.8–1 µm (as typical of a CL-process at 150 °C). Further growth during patterning may be small and thus less discernible (growth proceeds with time according to ~ \(t^{1/3}\) [22]). Therefore, the final grain sizes observed when patterning pre-flattened and pristine layers are comparable. But even without distinct grain growth during patterning the movement of grain boundaries is thermally enabled and may lead to the re-configuration of the grains as observed. There are two potential sources to interpret this phenomenon, depending on the internal stress of the layer.
(1) Re-configuration may result from re-crystallization [74]. Typically, re-crystallization (nucleation of new grains and their subsequent growth) occurs in highly disordered/strained regions, starting, e.g. from grain boundaries or dislocation clusters. Disordered crystals feature a high deformation energy; when dislocation movement and potential mutual annihilation (recovery) is handicapped, the energy cost to build new grains (and to absorb dislocations by their growth) is much lower than the energy cost to overcome dislocation clusters [30]. A high dislocation density is, e.g. conceivable below large imprinted structures; in fact, there is some evidence for re-crystallization there (see Supporting Information, Fig. S-9), as the grain size is definitely smaller than within the surrounding filled part of the cavities; obviously, the incubation time characteristic of re-crystallization is low compared to the processing times involved with imprint at 150 °C. With small imprinted structures, dislocation clusters are instead conceivable within narrow cavities, due to material injection from different sides (activation of primary and secondary glide systems) in combination with stamp contact. Our investigations show that complete filling of the stamp cavities is a prerequisite to enable grain re-configuration. Then the stamp represents a fixed, rigid boundary that enables establishing a state of high stress in the filled cavities of Fig. 8d, e, with a high density of dislocations. Re-crystallization starts from (near) the centers of the filled stamp cavities; growth of these new grains explains the course of the grain boundaries observed in the experiments as the positions where adjacent growing grains meet. However, maintaining the vertical < 100 > -orientation with re-crystallization would presume a heterogeneous nucleation of the new grains, e.g. at the stamp. The lateral orientation of the new grains formed might differ from the one before imprint.
(2) Re-configuration may result from a minimization of the interface energy. Besides strain related with the accumulated dislocations, the energy of the polycrystalline layer results from the internal and external interfaces. The energy of grain boundaries as internal interfaces amounts to \(\gamma_{gb} \cdot A_{gb}\), their energy per area times the respective area. Typically, \(\gamma_{gb}\) is almost independent from the orientation with wide-angle grain boundaries as they exist between neighboring grains [30]. With columnar grains, the external interfaces to the top and bottom add. In context with the heterogeneous nucleation during layer preparation [73] and the resulting < 100 > -orientation of the grains, our previous investigation [22] suggested that the interface energy to the substrate is negligible, whereas the interface energy to the stamp is finite. When the interface area to stamp and substrate stays constant (fully filled cavities), solely the grain boundary area is decisive for the total energy related with interfaces. Therefore, a low energy state may be obtained simply by reducing the overall grain boundary area. This has two different consequences. On the one hand, when the perovskite structures are separated from each other the grain boundaries run in the residual layer only and avoid the elevated perovskite structures; this occurs with ‘negative’ stamp structures (DC > 50%), as with Fig. 8d. The perovskite dots are free from grain boundaries. (To some degree this is also observed when starting with a small-grained pristine layer, see Supporting Information, Fig. S-10). On the other hand, the perovskite structures may be largely continuous as with the linear gratings or with ‘positive’ stamp structures (DC < 50%), as with Fig. 8e, f. In that case the grain boundaries run along local positions of minimum width of the patterned top part of the layer (height H), resulting in a minimum contribution of grain boundaries to the total energy; such a re-configuration, though driven from the top part, also applies to the bottom part, as the grains remain ‘columnar’ with vertical grain boundary walls—any deviation from a columnar structure is counter-intuitive as it would increase the total grain boundary area and thus the energy.
Independent from potential reasons, this re-configuration of the grains in the polycrystalline perovskite layer stimulates novel objectives. Figure 8e suggests that patterning by thermal nanoimprint may induce the formation of non-random grains; it seems to be possible to ‘shape’ the columnar perovskite grains by imprinting. Of course, such an effect cannot increase the grain size characteristic of the material used and the process applied for grain coarsening [22]; this ‘natural’ grain size represents an upper limit for the respective polycrystalline layer. As a consequence, ‘grain shaping’ by imprint will work under specific geometric correlations, only.
3.4.3 Grain shaping and grain size
To identify the impact of the ‘natural’ grain size and of the geometric issues with ‘grain shaping’ this section addresses the geometries dictating the mechanics of the imprint process, taking the example of periodic gratings. These are the initial layer height \(h_{0}\), the lateral geometries of the stamp (the width of the elevated structures \(s\) and the width of the cavities \(w\)) and the stamp height \(H\). We found that the match-up between these geometries and the gliding under 45° sets perovskite-specific boundary conditions for the imprint, resulting in distinctly differing results when the ‘natural’ grain size differs.
Figure 9 gives two examples. Patterning was performed into a flattened layer (initial grain size 0.8–1 µm) and a pristine layer (initial grain size ≈ 240 nm) with (a) and (b), respectively; obviously the initial size of the grains cannot account for the differing experimental result (a fact that was already indicated with smaller grains in Fig. S-8c/d of the Supporting Information). Figure 9a refers to the material used in the current work, Fig. 9b refers to a material investigated earlier [21, 33]; the latter features a very high purity. We already found that under comparable conditions (grain growth in a CL-process at 150 °C, 100 bar) both materials exhibit distinctly differing grain sizes, 0.8–1 µm and 3–4 µm [22], in accord with Fig. 9.

Linear gratings of differing geometry imprinted into MAPbBr3. a Top view, grain boundaries visualized by electron beam irradiation; grain boundaries and potential re-crystallization centers are marked. Pre-flattened layer, initial grain size 0.8–1 µm; stamp B, height \(H \approx 450\ \text{nm}\); CL-process, 150 °C, 100 bar. b Cross sectional view; the large grains were obtained with a perovskite-precursor of highest purity. No pre-flattening, initial grain size ≈ 240 nm; 2P-process, 150 °C, 25/100 bar. The stamp (as used in a previous publication) has a height of H ≈ 160 nm as well as lateral structures of s ≈ w ≈ 150 nm
The grain boundaries cross the imprinted lines at right angles in Fig. 9a, similar to Fig. 8f. Due to ‘decoration’ by electron beam irradiation some of the grain boundaries are opened and thus clearly discernible. The deep trenches indicate that in fact the grain boundaries are vertical, within the upper (patterned) part and the lower (continuous) part of the layer as well, as already addressed. The puzzling evidence is that the grains are ‘aligned’ to the imprinted structures, the grain structure is far from random, a fact less obvious with Fig. 8f. Essentially, we see irregular hexagons of different height (along the lines); their maximum grain dimension perpendicular to the lines equals the pitch of the imprinted line field, here 800 nm. The fact that the grain dimensions are rather smaller than those of the starting layer suggests that re-crystallization occurs with the imprinted grating, too (potential re-crystallization centers are indicated in Fig. 9a).
This confirms and strengthens the novel opportunity already indicated in Fig. 8e, namely patterning-induced ‘shaping’ of grains, though the degree of order obtained is smaller with the grating. The result suggests that varying the duty cycle of such a grating stamp may affect the final shape of the hexagons (the width of the imprinted lines defines the space available for zig–zag grain boundaries in the residual layer). We further hypothesize that such hexagons represent a relatively stable grain morphology that will not change when the imprint time is increased. Any further growth of the grains perpendicular to the grating lines would require a (temporary) increase of the grain boundary area, which is less likely.
With Fig. 9b only a few grain boundaries are visible. In contrast to Fig. 9a, these grains have random geometries (see also top view in the Supporting Information, Fig. S-11). Even so, detailed inspection reveals that wherever a grain boundary crosses an imprinted line its course is perpendicular to the filled cavities (see arrow). Thus, the course of the grain boundaries across the line field proceeds in single steps, one step per line; within the filled cavity the course is perpendicular to the lines; in the imprinted space between it kinks at the structure edges and proceeds under an angle to connect with the next perpendicular part. This result can hardly be explained by re-crystallization, the more so as no grain boundaries are visible between the filled cavities. However, it is well-understood on the basis of a minimum grain boundary energy.
The minimization of the grain boundary energy is also well-known as the main driver for grain growth [75, 76]. As the imprint at 150 °C combines patterning with grain growth, Fig. 9b suggests that grain growth is the dominating process resulting in the large grains observed. Figure 9a rather indicates a differing situation, namely that patterning is dominating over grain growth; patterning could have occurred first, followed by re-crystallization and growth of these new grains up to some local energy minimum (stable hexagons). Geometrical analysis of both situations leads to the following statements.
With Fig. 9a, the imprinted structures (\(s \approx 300\ \text{nm}\)) are comparable to the initial layer thickness (\(h_{0} \approx 400\ \text{nm}\)). As a consequence, well-defined gliding into the small adjacent cavities is established under pressure from the beginning (similar to Fig. 7c, right). Upon filling from differing directions via primary as well as secondary glide systems (see sketch in Fig. 6b) and subsequent accumulation of dislocations upon stamp contact the perovskite in the cavities becomes highly disordered; mechanical energy is reduced by re-crystallization, followed by the growth of these new grains. Grain growth optimizes interface energy and thus seeks to decrease the overall grain boundary area. This is well accomplished when, as far as possible, the grain boundaries run within the (thin) residual layer (here \(h_{r} \approx 120\ \text{nm}\)), only. Within the filled cavities the layer height amounts to \(h_{r} + H \approx 570\ \text{nm}\), so that grain boundaries of similar length across the filled cavities contribute about 5 times more to the interface energy than those within the residual layer. The lower \(h_{r}\) compared to \(H\), the higher the benefit of this preferential course of the grain boundaries.
With the earlier investigation exemplified in Fig. 9b the initial layer thickness was comparable (\(h_{0} \approx 300\ \text{nm}\)), but now the pressurized stamp structures were much smaller, \(s \approx 150\ \text{nm}\). As a consequence, gliding under pressure was not efficient to shift material into the cavities; geometry prohibits to take advantage of the 45° glide plane orientation. The glide planes rather point toward neighboring elevated stamp structures (see sketch in the Supporting Information, Fig. S-12a). Instead of filling the stamp structures the process is largely similar to our flattening process used to achieve large-grained starting layers. Accordingly, the primary response of the perovskite layer is to increase its grain size which obviously worked excellently. Only with very large grains (≈ 4 µm mean diameter) cavity filling occurs, turning the process somewhat towards imprint into a single crystal (Fig. 1c/f), without re-crystallization. Any disordered volume inside the filled cavities is small compared to the thick residual layer remaining (here \(h_{r} \approx 250\ \text{nm}\)). The situation is dominated by grain growth, and interface energy is minimized by the course of the grain boundaries at 90° to the lines. Though the energy benefit is less pronounced than with Fig. 9a (due to the lower height ratio, \(\left( {h_{r} + H} \right):h_{r} \approx 400 :250 \approx 1.6\), only) the grain boundaries cross the filled cavities at 90°; we attribute this to the high mobility provided to the grain boundaries by the high purity of this material, which also enabled grains of ≈ 3–4 µm size.
Beyond these geometrical relationships the result of Fig. 9b will in parts also result from the process used, a 2P-process (see Supporting Information, Fig. S-1). Briefly, during the heat-up phase a pre-pressure (here 25 bar) was active; just when the process temperature of 150 °C was reached the full imprint pressure of 100 bar was applied. So, cavity filling during heat-up was also hampered by the reduced pressure level, in addition to the unfavorable geometric situation. All in all, there was ample time for grain growth during heat-up. (According to our previous investigation a mean grain size of ≈ 2.5 µm is easily achieved within the equivalent time for grain growth during heat-up, as defined there, \(t_{equ} \approx 11\ \text{min}\) [22].) Patterning of the polycrystalline perovskite requires the full imprint pressure of 100 bar, as already shown earlier (Figs. 1,2, and 8).
3.5 Consequences
The results of the current investigation shade novel light on the thermal nanoimprint of polycrystalline perovskite layers; though our study was obtained with MAPbBr3, we expect that our reasoning will be transferable to other (hybrid) halide perovskites as well, possibly under adaption of the temperature. Consequences to be drawn refer to processing (layer preparation and imprint) and to geometric aspects (initial layer height and stamp geometries) and correspond to our layer characteristics (grain size). Finally, an exemplifying procedure for practical implementation of the consequences in experiments is given.
3.5.1 Processing
Very small grains (100–200 nm) are less beneficial for thermal nanoimprint since the grain boundaries impede gliding and thus limit the replication fidelity. Therefore, starting with a large-grained layer (favorably ≈ 1 µm) is advised. This can be achieved by the flattening process used here prior to the actual imprint, but similarly also by a conventional grain coarsening process under nitrogen.
With imprint at 150 °C an imprint pressure in the range of 100 bar is suited to fill micron-sized stamp cavities and to provide an adequate replication fidelity, despite polycrystallinity. An increase of the imprint time may be required when the cavity volume is large.
With large grains the CL-process demonstrated its suitability to replicate stamp structures up to some 10 µm. However, when starting with small grains, a 2P-process may be a time-efficient alternative to provide initial grain growth and subsequent patterning in a single process. It profits from the long heat-up time typical of a parallel-plate imprint system for coarsening of the grains, followed by patterning within the actual imprint phase at high pressure; to avoid interference between both stages the pressure during heat-up should be kept low, in the range of 10 bar.
3.5.2 Geometries
The initial phase of the thermal imprint of polycrystalline perovskite layers with preferential < 100 > -orientation is dictated by geometric correlations, as addressed below. For efficient patterning the 45° glide direction of the perovskite should enable material transport from below the elevated regions of the stamp (size \(s\)) into the cavities (size \(w\)), a fact depending on the initial layer thickness (\(h_{0}\)).
When \(s,w > h_{0}\), complete replication is delayed as a transport of material in the thin layer over large distances is required which, in addition, is hindered by the grain boundaries. In consequence of a high dislocation density re-crystallization may occur below the imprinted patterns.
When \(s \approx w < h_{0}\), grain growth dominates over patterning in the initial phase of imprint as the glide direction does not promote cavity filling. Re-crystallization is hardly observed, however, the grain size achieved with the patterned perovskite is large, comparable to a flat pressing process.
When \(s \approx w \approx h_{0}\), patterning dominates over grain growth in the initial phase of imprint as the glide direction promotes cavity filling. Highly disordered material in the filled cavities undergoes re-crystallization. Growth of these new grains may then be limited by the imprinted topography. This represents a novel option, ‘grain shaping by patterning’ via nanoimprint. It enables to design grains of highly similar size and/or arrangement. It works best with a stamp featuring structures that are high compared to the residual layer remaining.
3.5.3 Implementation
Our experiments suggest that patterned polycrystalline perovskite layers for opto-electronics with a highly reduced defect density are obtainable by thermal nanoimprint, namely by reducing the overall grain boundary area. The procedure in praxis could be as follows.
-
(i)
Processing conditions. Initially, the processing conditions should be defined/chosen, namely \(p_{imp}\), \(T_{imp}\) and \(t_{imp}\). For time efficient treatment of our material in a typical parallel plate imprint system we propose \(p_{imp} = 100\ \text{bar}\), \(T_{imp} = 150\ ^\circ \text{C}\), \(t_{imp} = 5\ \text{min}\). (With perovskites other than MAPbBr3 or MAPbI3 a different choice may be identified by means of pre-experiments.)
-
(ii)
Grain growth potential. Then, the grain growth potential of the layer under consideration (initial thickness \(h_{0} = 400 - 800\ \text{nm}\)) should be estimated. Therefore (after spin-coating and pre-bake under N2 at 100–120 °C) the layer should be imprinted with a flat stamp (at the \(p_{imp}\), \(T_{imp}\) chosen), and the mean grain size (diameter) should be evaluated. A prolonged imprint time in this step (about 1 h) will disclose the practical limits (referring to the material and the procedure of layer preparation used).
-
(iii)
Potential for ‘grain shaping by patterning’. Next follows a rating of the potential for ‘grain shaping by patterning’ by inspection of the stamp available. To minimize the overall grain boundary length within elevated structures (the filled cavities) the stamp height \(H\) should be adequate to enable complete filling of the cavities at a low residual layer \(h_{r}\) (\(H > h_{r}\)); – \(h_{r}\) and filling are easily calculated from volume conservation. Cavities with a mean width \(2w\) slightly smaller than the obtainable grain size (see ii) are, in addition, suited to utilize the option of ‘grain shaping by patterning’. (Use of a replica (OrmoStamp on Si or glass) may facilitate the provision of a stamp with suitable geometries.)
-
(iv)
Nanoimprinting. Finally, for Nanoimprinting the pre-baked layer with the patterned stamp we propose a 2P-process (low pressure during heat-up, 10 bar; full pressure \(p_{imp}\) thereafter) at \(T_{imp}\) for \(t_{imp}\), as chosen. This enhances grain growth before patterning starts. Alternatively, a pre-flattened layer may be used. (Iteration with a somewhat corrected initial layer height may be helpful to improve the result.)
4 Summary and conclusion
We investigated surface patterning of perovskite layers via thermal nanoimprint, here with MAPbBr3. Shaping was performed at 150 °C and 100 bar (5 min), and stamps with varying structures were used to induce differing experimental conditions. Analogies with the nanoimprint of polymers could identify macroscopic similarities, as for instance with transport over a limited range, when imprinting wide structures. On a microscopic scale the shaping process differs. In particular, thermal nanoimprint with perovskites proceeds under the gliding of dislocations on specific crystallographic glide planes in specific directions, similar as with the plastic deformation of polycrystalline metals. For our layers with preferential < 100 > -oriented columnar perovskite grains the glide system activated during imprint is of the (110) < 110 > -type, only, where gliding proceeds at 45° with respect to the imprint direction. A concept was developed to explain material transport from below the elevated stamp structures into the cavities and was refined to cover specific issues related to polycrystalline layers. This concept is able to explain the experimental results, namely that a single crystal is easier to imprint (reduced pressure or time) than a polycrystalline layer, in particular with small grains in the range of 100 nm. Moreover, a closer look at the imprint situation indicates that due to the 45° glide directions the geometric correlation existing in the initial phase of imprint is crucial for the result obtained. This is in particular the case with structures of ≤ 1 µm, as typical of nanoimprint. The main geometries entering are the initial layer thickness and the width of elevated structures and cavities in the stamp. We found that with a specific relationship of these geometries either grain growth or surface patterning will dominate the initial imprint phase. As a consequence, the grain size obtained is either dictated by the time at high temperature or, alternatively, by a regular imprinted pattern. The latter pinpoints a novel potential with the nanoimprint of perovskites, ‘grain shaping by patterning’.
References
F. Deschler, D. Neher, L. Schmidt-Mende, Perovskite semiconductors for next generation optoelectronic applications. APL Mater. 7, 080401 (2019)
T. Wu et al., The main progress of perovskite solar cells in 2020–2021. Nano-Micro Lett. 13, 152 (2021)
L. Schmidt-Mende et al., Roadmap on organic–inorganic hybrid perovskite semiconductors and devices. APL Mater. 9, 109202 (2021)
N. Suresh Kumar, K. Chandra Babu Naidu, A review on perovskite solar cells (PSCs), materials and applications. J. Materiomics 7, 940 (2021)
C. Perumal Veeramalai et al., Lead–halide perovskites for next-generation self-powered photodetectors: a comprehensive review. Photon. Res. 9, 968 (2021)
A.W.Y. Ho-Baillie et al., Recent progress and future prospects of perovskite tandem solar cells. Appl. Phys. Rev. 8, 041307 (2021)
G. Wang et al., Wafer-scale growth of large arrays of perovskite microplate crystals for functional electronics and optoelectronics. Sci. Adv. 1, e1500613 (2015)
D. Lyashenko, A. Perez, A. Zakhidov, High-resolution patterning of organohalide lead perovskite pixels for photodetectors using orthogonal photolithography: HR patterning of organohalide lead perovskite pixels for photodetectors. Phys. Status Solidi A 214, 1600302 (2017)
H. Wang et al., Nanoimprinted perovskite nanograting photodetector with improved efficiency. ACS Nano 10, 10921 (2016)
O. Bar-On, P. Brenner, U. Lemmer, J. Scheuer, Micro lasers by scalable lithography of metal-halide perovskites. Adv. Mater. Technol. 3, 1800212 (2018)
A. Gharajeh et al., Continuous-wave operation in directly patterned perovskite distributed feedback light source at room temperature. Opt. Lett. 43, 611 (2018)
N. Pourdavoud et al., Room-temperature stimulated emission and lasing in recrystallized cesium lead bromide perovskite thin films. Adv. Mater. 31, 1903717 (2019)
S.V. Makarov et al., Multifold emission enhancement in nanoimprinted hybrid perovskite metasurfaces. ACS Photonics 4, 728 (2017)
S. Brittman et al., Controlling crystallization to imprint nanophotonic structures into halide perovskites using soft lithography. J. Mater. Chem. C 5, 8301 (2017)
R. Schmager, G. Gomard, B.S. Richards, U.W. Paetzold, Nanophotonic perovskite layers for enhanced current generation and mitigation of lead in perovskite solar cells. Sol. Energy Mater. Sol. Cells 192, 65 (2019)
R. Schmager, Advanced light management concepts for perovskite photovoltaics (Karlsruhe Institute of Technology, 2020)
R. Schmager et al., Light coupling to quasi-guided modes in nanoimprinted perovskite solar cells. Sol. Energy Mater. Sol. Cells 201, 110080 (2019)
N. Pourdavoud et al., Photonic nanostructures patterned by thermal nanoimprint directly into organo-metal halide perovskites. Adv. Mater. 29, 1605003 (2017)
N. Pourdavoud et al., Distributed feedback lasers based on MAPbBr3. Adv. Mater. Technol. 3, 1700253 (2018)
N. Cefarin et al., Nanostructuring methylammonium lead iodide perovskite by ultrafast nano imprinting lithography. Microelectron. Eng. 176, 106 (2017)
A. Mayer et al., Upgrading of methylammonium lead halide perovskite layers by thermal imprint. Appl. Phys. A 127, 237 (2021)
A. Mayer et al., Relevance of processing parameters for grain growth of metal halide perovskites with nanoimprint. Appl. Phys. A 127, 717 (2021)
S.Y. Chou, P.R. Krauss, P.J. Renstrom, Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 67, 3114 (1995)
S.Y. Chou, Nanoimprint lithography. J. Vac. Sci. Technol. B 14, 4129 (1996)
H. Schift, S. Park, J. Gobrecht, Nano-imprint - molding resists for lithography. J. Photopolym. Sci. Technol. 16, 435 (2003)
H. Schift, G. Kim, J. Lee, J. Gobrecht, 3D visualization of mold filling stages in thermal nanoimprint by white light interferometry and atomic force microscopy. Nanotechnology 20, 355301 (2009)
H.-C. Scheer, H. Schulz, A contribution to the flow behaviour of thin polymer films during hot embossing lithography. Microelectron. Eng. 56, 311 (2001)
H.D. Rowland, A.C. Sun, P.R. Schunk, W.P. King, Impact of polymer film thickness and cavity size on polymer flow during embossing: toward process design rules for nanoimprint lithography. J. Micromech. Microeng. 15, 2414 (2005)
H. Taylor, D. Boning, Towards nanoimprint lithography-aware layout design checking. Proc. SPIE 7641, 76410U (2010)
G. Gottstein, Physical foundations of materials science (Springer Berlin Heidelberg, 2004)
M.I. Saidaminov et al., High-quality bulk hybrid perovskite single crystals within minutes by inverse temperature crystallization. Nat. Commun. 6, 7586 (2015)
A. Mayer, K. Dhima, S. Möllenbeck, S. Wang, H.-C. Scheer, A novel tool for frequency assisted thermal nanoimprint (T-NIL). Proc. SPIE 8352, 83520N (2012)
A. Mayer et al., Thermal nanoimprint to improve the morphology of MAPbX3 (MA = methylammonium, X = I or Br). J. Vac. Sci. Technol. B 35, 06G803 (2017)
H. Schift et al., Transparent hybrid polymer stamp copies with sub-50-nm resolution for thermal and UV-nanoimprint lithography. J. Vac. Sci. Technol. B 27, 2846 (2009)
C. Steinberg et al., A scalable anti-sticking layer process via controlled evaporation. Microelectron. Eng. 123, 4 (2014)
L. G. Baraldi, Heissprägen in Polymeren für die Herstellung integriert-optischer Systemkomponenten. (ETH Zurich, 1994). https://doi.org/10.3929/ETHZ-A-000959205.
H. Schift, Nanoimprint lithography: an old story in modern times? A review. J. Vac. Sci. Technol. B 26, 458 (2008)
H. Schulz, M. Wissen, H.-C. Scheer, Local mass transport and its effect on global pattern replication during hot embossing. Microelectron. Eng. 67–68, 657 (2003)
H. Schulz et al., Impact of molecular weight of polymers and shear rate effects for nanoimprint lithography. Microelectron. Eng. 83, 259 (2006)
H. Schulz et al., Choice of the molecular weight of an imprint polymer for hot embossing lithography. Microelectron. Eng. 78–79, 625 (2005)
C. Gourgon et al., Influence of pattern density in nanoimprint lithography. J. Vac. Sci. Technol. B 21, 98 (2003)
F. Lazzarino, C. Gourgon, P. Schiavone, C. Perret, Mold deformation in nanoimprint lithography. J. Vac. Sci. Technol. B 22, 3318 (2004)
G.L.W. Cross, The production of nanostructures by mechanical forming. J. Phys. D: Appl. Phys. 39, R363 (2006)
H.-C. Scheer, H. Schulz, T. Hoffmann, C.M. Sotomayor Torres, Problems of the nanoimprinting technique for nanometer scale pattern definition. J. Vac. Sci. Technol. B 16, 3917 (1998)
H.-C. Scheer, N. Bogdanski, M. Wissen, Issues in nanoimprint processes: the imprint pressure. Jpn. J. Appl. Phys. 44, 5609 (2005)
H.-C. Scheer, A. Mayer, K. Dhima, S. Wang, C. Steinberg, Challenges with high aspect ratio nanoimprint. Microsyst. Technol. 20, 1891 (2014)
J. Feng, Mechanical properties of hybrid organic-inorganic CH3NH3BX3 (B = Sn, Pb; X = Br, I) perovskites for solar cell absorbers. APL Mater. 2, 081801 (2014)
M.A. Reyes-Martinez et al., Time-dependent mechanical response of APbX 3 (A = Cs, CH 3 NH 3; X = I, Br) single crystals. Adv. Mater. 29, 1606556 (2017)
Y. Rakita, S.R. Cohen, N.K. Kedem, G. Hodes, D. Cahen, Mechanical properties of APbX3 (A = Cs or CH3NH3; X= I or Br) perovskite single crystals. MRS Commun. 5, 623 (2015)
A.C. Ferreira et al., Elastic softness of hybrid lead halide perovskites. Phys. Rev. Lett. 121, 085502 (2018)
S. Sun, Y. Fang, G. Kieslich, T.J. White, A.K. Cheetham, Mechanical properties of organic–inorganic halide perovskites, CH3NH3PbX3 (X = I, Br and Cl), by nanoindentation. J. Mater. Chem. A 3, 18450 (2015)
J. Stefan, Versuche über die scheinbare Adhäsion. Sitzungsber. Akad. Wiss. Wien, Math.-natw.Kl. 713.
T. Leveder, S. Landis, L. Davoust, N. Chaix, Flow property measurements for nanoimprint simulation. Microelectron. Eng. 84, 928 (2007)
L.J. Heyderman, H. Schift, C. David, J. Gobrecht, T. Schweizer, Flow behaviour of thin polymer films used for hot embossing lithography. Microelectron. Eng. 54, 229 (2000)
R.B. Bird, R.C. Armstrong, O. Hassager, Fluid mechanics; dynamics of polymeric liquids, vol. 1 (John Wiley & Sons Inc, 1987)
G.P. Nagabhushana, R. Shivaramaiah, A. Navrotsky, Direct calorimetric verification of thermodynamic instability of lead halide hybrid perovskites. Proc. Natl. Acad. Sci. USA 113, 7717 (2016)
B. Brunetti, C. Cavallo, A. Ciccioli, G. Gigli, A. Latini, On the thermal and thermodynamic (in)stability of methylammonium lead halide perovskites. Sci. Rep. 6, 31896 (2016)
R.W. Jaszewski, H. Schift, J. Gobrecht, P. Smith, Hot embossing in polymers as a direct way to pattern resist. Microelectron. Eng. 41, 575 (1998)
J.M. Dealy, R.G. Larson, Structure and rheology of molten polymers (Carl Hanser Verlag, 2006)
J.E. Mark, Physical properties of polymers handbook (Springer, 2006)
H.D. Rowland, W.P. King, G.L.W. Cross, J.B. Pethica, Measuring glassy and viscoelastic polymer flow in molecular-scale gaps using a flat punch mechanical probe. ACS Nano 2, 419 (2008)
Y. Hirai, T. Yoshikawa, N. Takagi, S. Yoshida, K. Yamamoto, Mechanical properties of poly-methyl methacrylate (PMMA) for nano imprint lithography. J. Photopolym. Sci. Technol. 16, 615 (2003)
L. Ma et al., A- or X-site mixture on mechanical properties of APbX3 perovskite single crystals. APL Mater. 9, 041112 (2021)
P. Besson, J.P. Poirier, G.D. Price, Dislocations in CaTiO3 perovskite deformed at high-temperature: a transmission electron microscopy study. Phys. Chem. Miner. 23, 337 (1996)
D. Ferré, P. Carrez, P. Cordier, Modeling dislocation cores in SrTiO3 using the Peierls-Nabarro model. Phys. Rev. B 77, 014106 (2008)
D. Ferré, P. Cordier, P. Carrez, Dislocation modeling in calcium silicate perovskite based on the Peierls-Nabarro model. Am. Mineral. 94, 135 (2009)
N. Onoda-Yamamuro, T. Matsuo, H. Suga, Calorimetric and IR spectroscopic studies of phase transitions in methylammonium trihalogenoplumbates (II). J. Phys. Chem. Solids 51, 1383 (1990)
D. Ferré, P. Carrez, P. Cordier, Peierls dislocation modelling in perovskite (CaTiO3): comparison with tausonite (SrTiO3) and MgSiO3 perovskite. Phys. Chem. Miner. 36, 233 (2009)
H.D. Rowland, W.P. King, Polymer deformation and filling modes during microembossing. J. Micromech. Microeng. 14, 1625 (2004)
Y. Hirai, T. Konishi, T. Yoshikawa, S. Yoshida, Simulation and experimental study of polymer deformation in nanoimprint lithography. J. Vac. Sci. Technol. B 22, 3288 (2004)
M. Colburn et al., Step and flash imprint lithography: a new approach to high-resolution patterning. Proc. SPIE 3676, 379 (1999)
H.-C. Scheer, M. Papenheim, K. Dhima, S. Wang, C. Steinberg, Aspects of cavity filling with nano imprint. Microsyst. Technol. 21, 1595 (2015)
C. Liu, Y.-B. Cheng, Z. Ge, Understanding of perovskite crystal growth and film formation in scalable deposition processes. Chem. Soc. Rev. 49, 1653 (2020)
J. Lv, J.-H. Zheng, V.A. Yardley, Z. Shi, J. Lin, A review of microstructural evolution and modelling of aluminium alloys under hot forming conditions. Metals 10, 1516 (2020)
C.V. Thompson, Experimental and theoretical aspects of grain growth in thin films. Mater. Sci. Forum 94–96, 245 (1992)
G.S. Rohrer, "Introduction to grains, phases, and interfaces—an interpretation of microstructure”, Trans. AIME, 1948, vol. 175, pp. 15–51, by C.S. Smith. Metall. Mat. Trans. A 41, 1063–1100 (2010)
Acknowledgements
The provision of stamp B is highly acknowledged; it was prepared by VTT, Espoo, Finland, within an earlier European cooperation.
Funding
Open Access funding enabled and organized by Projekt DEAL. Financial support obtained from the Deutsche Forschungsgemeinschaft, DFG, under contract No. Sche 580/23-1 and R 1551/9-1.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mayer, A., Haeger, T., Runkel, M. et al. Direct patterning of methylammonium lead bromide perovskites by thermal imprint. Appl. Phys. A 128, 399 (2022). https://doi.org/10.1007/s00339-022-05521-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-022-05521-0