
Abstract
Laser ablation of galvanized steel at a wavelength of 343, 515 and 1030 nm was compared for single as well as multiple picosecond laser pulses. The characteristics of ablated craters, such as ablation rate, crater shape and chemical composition, in relation to the processing parameters were studied. Surface morphology of the laser ablated craters were characterized with the help of confocal laser scanning microscopy and scanning electron microscopy. Chemical compositional and crystallographic changes were analyzed by energy-dispersive X-ray spectroscopy and electron backscatter diffraction respectively. Three ablation regimes were identified in the ablation process of galvanized steel. For equal amount of fluence, ablation rates are found to increase with decreasing laser wavelength. Analyzing the crater shape and the cross-sectional chemical composition, three possible applications are identified for three different wavelengths when processing galvanized steel with picosecond pulsed lasers, namely coating removal, surface texturing and micro-drilling.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Ultrashort pulsed laser ablation offers precise and accurate material removal from the laser–material interaction zone. Due to ultra-short pulse duration, typically \(\tau \le 10^{-11}\) s, the local interaction zone can be controlled from a single atomic layer to hundreds of nanometers by adjusting the laser processing parameters. Nanometric depth resolution makes ultrashort pulsed laser micromachining an ideal manufacturing technique for processing not only bulk materials but also coated and multi-layered materials with desired accuracy and precision. As examples, to achieve higher depth resolution in determining the zinc coating layer thickness of galvanized steel, Canel et al. [1] identified pulse energy and laser spot size as performance affecting factors in nanosecond pulse duration, Mateo et al. [2] modified laser intensity profile from Gaussian to flattop in femtosecond pulse duration, and Balzer et al. [3] evaluated the burst mode parameters like energy distribution and inter-pulse delay. Although the commercially available laser sources can provide very high peak powers, Sailer et al. [4] reported that the energy efficiency of ultrashort pulsed laser processing increases when processing with a peak power close to the ablation threshold energy of a given material.

Schematic diagram of the cross section of laser–material interaction of galvanized steel, showing zinc coating (Zn) on forming steel (FS) substrate
This implies that, for creating meso and micro-scale structures and/or textures, the processing parameters should combine both very low fluence (energy per unit area) and multiple number of laser pulses on the same spot. Due to the complex nature of laser ablation, much work has been focused on the optically flat and well characterized bulk and coated metals. In contrast, metallic (coated) engineering surfaces deviate from ideal surface conditions, because of surface defects, such as roughness and oxidation, present both at the coating and substrate surface. Figure 1 illustrates schematically the cross section of an engineering-grade coated metal. Apart from individual surface roughnesses of the coating and the substrate, typically there exists a thin layer of oxides on the surface, as well as an interfacial layer at the coating–substrate interface. Bergstroem et al. [5] pointed out that the absorption of the incident laser beam energy by the coating surface is greatly affected by such surface defects. Moreover, as the ablated morphology gets deeper after each laser pulse, material exposed to the incident laser beam changes from coating to intermediate to substrate material. On top of the complexity of the physical laser ablation mechanisms, a layered specimen, such as Fig. 1, induces further complicacies in the thermodynamic pathways to phase changes and resulting surface morphology.
The surface aspect of galvanized steel is highly demanding, and currently requires quality-critical development within the steel-making industry [6]. The current steel strip production uses the temper rolling or skin pass process to attain desired product surface topology as well as correct shape, and mechanical properties of the strip [6]. Surface finish of galvanized steel sheet is directly related to different surface related properties: for example, Batalha et al. [7] investigated the correlation between surface topography and frictional behavior as well as formability, Scheers et al. [8] showed improved paint appearance with reduced waviness, and Mezghani et al. [9] identified the end-user paint usage with surface roughness. Consequently, surface texturing techniques, such as shot blasting, electric discharge texturing, laser texturing, chemical etching and electron beam texturing, are employed to enhance the surface functionality along with the tribological performance [10, 11]. Comparing to other techniques, laser surface texturing offers higher efficiency, more flexibility and cleaner process with relatively higher accuracy in surface control. Short and ultrashort pulsed laser processing of coated materials has been performed for micro-patterning [12], as well as for Laser-induced Breakdown Spectroscopy (LIBS) [13]. Galvanized steel has been extensively studied over the last 20 years for depth profiling of coating layer using LIBS with depth resolution varying from 2 to 50 nm/pulse: for example, Canel et al. [1] applied Taguchi optimization method to analyze the effect of laser parameters, Mateo et al. [2] studied polymer coated galvanized steel with femtosecond laser pulses by reshaping a Gaussian beam to a top-hat beam in He atmosphere, Hrdlicka et al. [14] observed a deviation of linear dependence of ablated volume per pulse on pulse energy, Garcia et al. [15] reported improvement in depth resolution in vacuum environment than in ambient atmosphere, as well as, demonstrated the effect of incidence angle on ablation rate [16], and Vadillo et al. [17] studied the effect of laser fluence on ablation rate by defocusing. However, a detailed study on the ablated surface morphology, crystallography, and crater shape evolution in relation to ablated depth, coating thickness and chemical composition for the purpose of surface texturing of galvanized steel in order to improve surface functionality is absent.
Therefore, in this paper, laser ablation of galvanized steel in infrared (IR), visible (VIS) and ultraviolet (UV) wavelengths with picosecond laser pulses is presented for the purpose of surface texturing with low number of pulses at thermal ablation fluence regime. Wavelength of the incident laser beam generally controls the absorption of laser energy in the target material resulting in a photochemical and/or photophysical decomposition of the material surface. The absorption of the available laser energy is governed either by the optical penetration depth in the target material, or by the excitation of ablation plume (plasma shielding) as well as the molecules of surrounding medium (laser-induced breakdown of media) [18]. The goal of this paper is to investigate the crater morphology as well as the ablation rate of galvanized steel at different wavelengths for a picosecond pulse duration. The minimum fluence value used in this work corresponds to formation of visible surface modification observable by an optical microscope for single laser pulse over a surface with submicron average roughness. In this work, first, the optical reflectivity of the surfaces prior to laser processing was measured. Next, crater morphology after laser irradiation with single and multiple pulses over a fluence range is analyzed by the help of confocal laser scanning microscopy and scanning electron microscopy. Afterwards, ablation rate and energy efficiency was derived for multiple laser pulse irradiation at 343, 515 and 1030 nm wavelength and ps-pulse duration. Finally, chemical composition and crystallography of untreated coating surface and ablated craters were analyzed.
2 Experimental
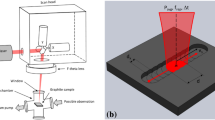
A thin-disc, diode-pumped Yb:YAG pulsed laser source having a pulse duration of 6.7 ps, maximum output average power of 50 W at a maximum pulse repetition rate of 400 kHz (TruMicro 5050 of Trumpf GmbH, Germany) was used in a cleanroom environment under atmospheric conditions to perform the ablation experiments. The polarization was linear, the power density profile was nearly Gaussian (\(M^2 < 1.3\)) and the power instability was less than \(2\%\). The fundamental wavelength of the laser source (1030 nm) was converted to its second (515 nm) and third (343 nm) harmonic wavelengths by frequency doubling (SHG) and tripling (SFG) respectively using Barium Borate (BBO) crystals. In this work, all of these wavelengths were used.
The laser beam was scanned over the surface of the target using a galvoscanner (IntelliScan14 of ScanLab GmbH, Germany), and subsequently, focused using a telecentric F-theta-Ronar lens (Linos GmbH, Germany). The galvoscanner was mounted on a linearly motorized stage (ATS150 of Aerotech Inc., USA) to process the target surface in the focal plane. MicroSpot Monitor (Primes GmbH, Germany), a beam diagnostic system based on charge-coupled device (CCD) sensor, was used to measure the focal spot radius. Table 1 lists the parameters related to the setup described above.
All of the ablation experiments were performed at normal incidence and the focus position was kept fixed at the original unprocessed surface. Debris from laser processing zone were extracted using an exhaust system. A half-wave plate along with a polarizing beam splitter was employed to vary the laser pulse energy, and the average output power available on the target surface was measured using a PM-30 thermopile sensor connected to a FieldMax II power meter (Coherent, USA) with an uncertainty of \(<8\%\). Single pulse energy was estimated from the quotient of the measured average power and the corresponding pulse repetition rate. On the same location, the number of pulses was varied from \(N=\) 1–70. Here, surface profiles induced by the laser pulses are referred as “crater’. In each of the laser settings, 36 craters were created for statistical significance. In all the experiments, the beam scanning velocity was 1 m/s and the pulse repetition rate was 8 kHz. As a result, the geometrical distance between consecutive pulses was at least 125 \({\upmu }\)m and the time between consecutive pulses on the same location was at least 7 ms.
2.1 Materials
Hot dipped galvanized steel (GI) was used as the target material. It has a Zinc coating (\(99.7\%\) Zn, \(0.3\%\) Al) weight of 70 \(\mathrm {g/m^2}\), with an average thickness of \(8\pm 2\) \({\upmu }\)m. In accordance with European standard EN10346:2015 [19], the samples were produced commercially on Titanium Stabilized Ultra Low Carbon (TiSULC) steel substrate. The as-received samples had a surface roughness of 0.5 \(\upmu\)m. Ammonia (\(<5\%\)) solution (\(NH_3(aq)\)) was used as the cleaning agent before and after the laser ablation experiments. The thermophysical properties, such as melting point (\(T_m\)), boiling point (\(T_v\)), critical point (\(T_{\text {cr}}\)), latent heat of melting (\(H_m\)), thermal diffusivity (\(D_s\)), vapor pressure (\(P_v\)) at 1000 K, surface tension (\(\eta\)) at melting point, temperature coefficient of surface tension (\(d\eta /dT\)) and kinematic viscosity (\(\nu\)) are listed in Table 2 for Zn, Al, Fe and forming steel.
2.2 Analysis tools
The refractive index n and the extinction coefficient k, i.e., the optical constants, were obtained from spectroscopic ellipsometry measurement using M-2000UI ellipsometer (Woollam, USA). The as-received samples were mirror-polished (\(R_a\le 0.03\) \(\mathrm {\mu }\)m) and the ellipsometric measurements were carried out over a range of wavelengths (245–1690 nm) and at incident angles of \(65^{\circ }\), \(70^{\circ }\) and \(75^{\circ }\). The reflectance of the as-received samples were further evaluated using an UPB-150-ART integrating sphere (Gigahertz-Optik, Germany) in combination with a AvaLight-HAL-S broadband Tungsten–Halogen Light Source (Avantes, the Netherlands) and a HR-4000 spectrometer (Ocean Optics, USA) against the reference standard made of \(\mathrm {Ba_2SO_4}\). VK-9700 Confocal Laser Scanning Microscope (CLSM) (Keyence Corporation, Japan) was used to measure the sample roughness, as well as the laser ablated craters, with a vertical and lateral resolution of 1 nm and 276 nm respectively. JSM-7200F Scanning Electron Microscope (SEM), (Jeol, USA) was used to analyze the morphology of the laser ablated craters. With the same SEM, the chemical composition of the laser ablated craters were analyzed by Energy-dispersive X-ray spectroscopy (EDX), (\(\mathrm {X-Max^N}\) of Oxford Instruments, UK) at an accelerating voltage of 7 and 20 kV. Electron Backscatter Diffraction (EBSD), (Zeiss Ultra55 of Carl Zeiss NTS GmbH, Germany fitted with a TSL (Hikari) camera of EDAX Inc., USA) measurements were carried out at an accelerating voltage of 15 kV and 100 nm step size, and afterwards a single iteration grain-dilation cleanup was performed along with a grain-CI standardization (> 0.1).
3 Results
In the following subsections, first the optical reflectivity of the sample prior to laser processing is assessed in comparison with Zn, Al and Fe. The polished galvanized steel sample is used to act as a reference in comparison to as-received rough sample. Then the morphology of the surface before and after laser irradiation is discussed. Next, the ablation rate and energy efficiency of three wavelengths are presented. Finally, we evaluate the chemical composition of the craters at different depth levels to investigate possible chemical changes due to laser processing of the galvanized steel.
3.1 Surface reflectivity
As a reference, the reflection coefficient calculated from n and k value obtained from ellipsometry measurement for the polished GI sample (\(R_a\le\) 0.03 \(\mathrm {\mu }\)m) is shown in Fig. 2 (dashed curve). Since, reflectivity of as received GI sample was not readily available in the literature, we used an integrating sphere (ISP) setup to measure the reflectivity of as received GI samples.

Figure 2 also represents the reflectivity of Zn [20], Al [21] and Fe [22] for comparison. It was demonstrated that the reflectivity of the steel substrate shows similar trend as Fe, but at either higher, or lower reflectivity value due to surface conditions like roughness and oxidation [23]. As can be seen from this figure, the reflectivity of GI (blue, solid curve) follows a similar trend as Zn at longer wavelengths (\(\ge 650\) nm) and behaves more like Fe for shorter wavelengths. Although the coating is made of nearly pure Zn, the optical penetration depth \(\delta _0\), calculated from the extinction coefficient k as \(\delta _0=\nicefrac {\lambda }{4\cdot \pi \cdot k}\), of Zn at 1030, 515 and 343 nm is 25.4, 13.4, 13.3 nm respectively, whereas for GI the values are increased to 34.3, 14.4 and 14.4 nm respectively. The as received GI sample (\(R_a=\) 0.5 \({\upmu }\)m) shows higher reflectivity for shorter wavelengths (\(\le 800\) nm) than the polished GI sample (\(R_a=\) 0.03 \({\upmu }\)m) on which ellipsometry measurements were performed. In any case (polished and rough), the absorbance of laser energy for GI samples is lower than pure Zn at all wavelengths. However, the surface roughness increases the reflectivity of as received GI sample at shorter wavelength than polished GI sample.
3.2 Morphology
The surface of non-skin-passed galvanized steel features different kinds of surface defects/ asperities [24]. Although no spangle (snowflake-like six-fold pattern) is visible to the naked eye, primary and secondary dendrite arms (PDA and SDA), grain boundaries (GB) and random scratches (RS) mainly constitute the surface defects present prior to laser processing. These surface defects vary in length and depth. For example, primary and secondary dendritic arms spread within 500 \({\upmu }\)m laterally and are 0.3–1 \({\upmu }\)m deep. The depth of grain boundaries lies within 1–2 \({\upmu }\)m. Random scratches over the surface are less than 100 nm deep. Together, these defects result in a surface roughness \(R_a\) of 0.5 \({\upmu }\)m. Since, the optical penetration depth, as derived in Sect. 3.1, is an order of magnitude smaller than the reference surface roughness, surface modification with low number of pulses at low laser fluence values are highly affected by these surface defects.

CLSM images of galvanized steel surface (top view) processed at different laser wavelengths \(\lambda\) and different pulse energies \(E_p\), but at constant fluence \(F_0 = 1.8\;\mathrm {J/cm}^2\) for \(N =\) 1, 20 and 50. All images are in the same scale. The diameter d and depth h of the craters are indicated in each graph

SEM micrographs of LIPSS on galvanized steel surface irradiated with single laser pulse at \(F_0 = 1.8\;\mathrm {J/cm^2}\) and at a laser wavelength of a 1030 nm and b 515 nm
Figure 3 shows confocal images of craters processed at \(F_0=1.8\, \mathrm {J/cm}^2\) with single (\(N=\) 1) and multiple (\(N=\) 20 and 50) laser pulses. For single pulse processing at low fluences, the crater diameter follows the beam diameter (\(1/e^2\)) and the depth of the craters are equal to the reference surface roughness (\(R_a=\) 0.5 \(\mathrm {\mu }\)m). Presence of laser-induced periodic surface structures (LIPSS) are visible for \(\lambda =\) 1030 and 515 nm (see Fig. 4). In the context of this work, we found that LIPSS is strongly dependent on the presence of scratches with submicron depth, which is a known feature in LIPSS formation [25]. LIPSS form easily when these submicron scratches are present on the surface. On the other hand, flat non-scratched surface demonstrates barely visible LIPSS. Deep surface defects, such as grain boundaries and micrometric scratches, induces local surface modifications (bubble-bursts, splashes) and hydrodynamic instabilities that adversely affect the formation of LIPSS [26].

CLSM images of galvanized steel surface (top view) processed at different laser wavelengths and different pulse energies \(E_p\) at \(F_0 = 10\;\mathrm {J/cm^2}\) for \(N =\) 1, 20 and 50. All images are in the same scale. The diameter d and depth h of the craters are indicated in each graph
With increasing fluence, the diameter of the crater increases for single pulse processing (see Figs. 5 and 6), because the tail of the Gaussian laser pulse becomes intense enough to initiate ablation. Further, increasing fluence and \(\lambda =\) 1030 nm, the morphology of the craters becomes increasingly melt dominated and shows negligible depth formation up to 10 \(\mathrm {J/cm^2}\) (see also Fig. 7). At mid fluence levels (\(F_0\approx 10\, \mathrm {J/cm^2}\)), LIPSS-like structures form along the periphery of the crater, while the center is dominated by bubble-bursts and random melt movement (see Fig. 5). For shorter wavelengths, the center of the crater shows a flat melt like solidified surface. For all three wavelengths, well-defined structures from melt movement (e.g., splashes with fingers, ripples with crests) are formed at high fluence, as shown Fig. 6.

CLSM images of galvanized steel surface (top view) processed at different laser wavelengths and different pulse energies \(E_p\) at \(F_0 = 36\;\mathrm {J/cm}^2\) for \(N =\) 1, 20 and 50. All images are in the same scale. The diameter d and depth h of the craters are indicated in each graph
For multiple pulses, i.e., \(N>1\), both the diameter and the depth of the crater start to increase for all three wavelengths. Evidence of melt is visible in all cases (see Figs. 3, 4, 5, 6, 7), especially for 1030 nm. Once the coating layer of Zn is removed, so for crater depth \(>8\pm 2\) \(\mathrm {\mu }\)m, the beam impinges on the steel substrate. Regardless of the laser wavelength, exposing the steel substrate results in an observable heat affected zone (HAZ) around the crater on the coating surface. A “saturation” in depth is observed for all wavelengths when the ablation depth reaches the coating–substrate interface. The HAZ is clearly visible at this point (see Figs. 3c, f, i, 5c, e, h and 6c, e). For 343 and 515 nm, laser pulses drill further through the steel, but as mentioned above, the ablation depth saturates along the coating–substrate interface for 1030 nm. However, the HAZ diameter, as well as the cylindricity of the crater, increase with multiple pulses at high fluence regime for 1030 nm, while drilling inside the steel substrate reduces the HAZ for 515 and 343 nm. This observation indicates that heat diffusion along lateral direction becomes more pronounced as the ablation depth saturates along the coating substrate interface.

Maximum ablated depth against the laser peak fluence for varying number of pulses at a laser wavelength of a 1030 nm, b 515 nm and c 343 nm. Note the different vertical scales of these graphs. The horizontal dashed and dashed-dotted lines, at 4 \({\upmu }\)m and 8 \({\upmu }\)m, represent the boundary of pure Zn layer and the coating–substrate interface, respectively
3.3 Ablation rate and depth
Using CLSM, the three-dimensional morphologies of the craters were measured, and the dimensions of the craters namely, diameter, depth, surface area and volume, are extracted from the measurement data using a shape detection algorithm [20]. The CLSM measurements are compromised by the initial surface roughness (\(R_a\approx\) 0.5 \({\upmu }\)m) at low fluence levels and low number of pulses, resulting in a spread in the quantities. In the context of this work, the ablation rate is defined as the amount of material removed per laser pulse. It can be calculated either from the ablated depth, or from the ablated volume. As sketched in Fig. 1, the coating layer has a varying thickness over the rough substrate. The minimum coating layer thickness is about 4 \({\upmu }\)m (see Sect. 2.1). Therefore, pure Zn layer extends up to 4 \({\upmu }\)m along the depth of the sample from the surface, followed by a Zn-rich intermediate layer extending up to the coating–substrate interface. Figure 7a–c shows the maximum ablated depth as a function of incident peak laser fluence \(F_0\) for different number of pulses N at fundamental, second and third harmonic laser wavelengths respectively. In these figures, the horizontal dashed and dashed-dotted lines represent the boundary of the pure Zn layer and the coating–substrate interface, respectively. The maximum ablated depth appears to be saturated along these two horizontal lines for 1030 nm (see Fig. 7a), whereas the transition from pure Zn coating to intermediate layer to substrate becomes smoother as the laser wavelength shortens (see Fig. 7b and c). In the case of multiple pulses, the shorter the wavelength, the higher the ablated depth. The maximum ablated depth saturates for craters processed with \(N>20\) at a laser wavelength of 1030 nm (see Fig. 7a). Saturation in depth is also observed for data points within a depth range of 6–10 \({\upmu }\)m in the case of 515 and 343 nm (see Fig. 7b and c). This observation is consistent with the average coating thickness of \(8\pm 2\) \({\upmu }\)m (see Sect. 2.1).
In polar coordinates \((r, z, \phi )\), the spatial fluence profile, \(F (r,\phi )\) \([\mathrm {J/cm}^2]\) of a laser beam with Gaussian energy distribution is given by,
where \(F_{0} =(2\cdot E_{p})/(\pi \cdot \omega _{0})\) is the incident peak laser fluence, which depends on the laser pulse energy \(E_p\) and the beam spot radius (\(1/e^2\)) \(\omega _{0}\). At \(h_{\max }(r=0)\), the ablation depth per pulse L can be expressed as a function of peak fluence \(F_0\) [27],
where \(F_{\text {th}}\) and \(\delta _{e}\) are the threshold fluence and the effective energy penetration depth, respectively. For a given laser fluence, the maximum depth \(h_{\max }\) is plotted against the number of pulses N. Under the assumption of linear dependence of \(h_{\max }\) on N, the slope of \(h_{\max }\) vs. N results in the crater depth per pulse, or the ablation rate at that fluence level. Since the trend in ablated depth or volume changes for \(N \ge 20\) compared to \(N<10\), the ablation rate \(L_{\text {av}}\) at any fluence level is calculated separately for craters processed with \(N=1\) to 10 and with \(N=20\) to 70. In Fig. 8, the ablation rate \(L_{\text {av}}\) is plotted against the peak fluence for \(N\le 10\) and \(N\ge 20\) at all three wavelengths, represented by the colored solid and dashed lines respectively. As mentioned above, the ablation rate indicated by the solid curves (\(N\le 10\)) is different than the dashed curves (\(N\ge 20\)) in this figure. Therefore, Fig. 8 is divided into three parts indicated by the black dashed curve, where the upper part corresponds to direct ablation of Zn (only), the lower left part corresponds to the ablation of both Zn and the substrate, and the lower right part corresponds to the ablation of forming steel (FS). At all wavelengths, the ablation rate for \(N\le 10\) (see Fig. 8 upper part) follows Eq. (2) with an energy penetration depth \(\delta _{e}\) of \(0.1\pm 0.06\) \({\upmu }\)m, \(0.22\pm 0.04\) \({\upmu }\)m and \(0.25\pm 0.06\) \({\upmu }\)m for 1030, 515 and 343 nm respectively. However, the ablation rate for 1030 nm saturates around 0.3 \({\upmu }\)m/pulse for \(F_0>5\,\mathrm {J/cm^2}\) in contrast to the other wavelengths. In the lower-left part of Fig. 8 (\(N\ge 20\)), the ablation rate decreases exponentially (\(L=a_1\cdot \mathrm {exp}(a_2\cdot F_0)+a_3;\, a_1=0.14-0.18, \, a_2=0.4-0.5\)) up to \(F_0\le 10\, \mathrm {J/cm}^2\) for all three wavelengths. The ablated depth per pulse decelerates towards saturation with increasing \(F_0\), because the substrate steel increasingly becomes the exposed surface for incident laser pulses. When the peak fluence value exceeds 10 \(\mathrm {J/cm}^2\), the ablation rate stays almost constant for 1030 nm, while it increases linearly for 515 and 343 nm.

Average ablation rate \(L_{\text {av}}\) of galvanized steel for three different wavelengths as a function of \(F_0\). The dashed black curve indicates ablation in the coating, interface and substrate layers
This observation indicates that the absorbed part of the laser beam energy contributes more towards ablating laterally, rather than vertically, along the beam propagation axis, as the steel substrate becomes more exposed towards the incoming laser beam. Therefore, the shape of the crater, as well as the ablated volume, should also experience similar trend when the ablated depth reaches the coating–substrate interface. In the following subsections, namely Sects. 3.3.1 and 3.3.2, we discuss the effect of these regime changes on the ablated volume and crater shape.
3.3.1 Ablated volume
Since the beam diameter decreases with decreasing wavelength (see Table 1), the ablated volume for same laser processing parameters (N and \(F_0\)) at different laser wavelengths cannot be readily compared. To compare ablated volume at different laser wavelengths, the ablated volume (V) is divided by the laser spot area (\(\pi \omega _{0}^2\)) and plotted against the laser peak fluence in Fig. 9a–c. Unlike the maximum ablated depth \(h_{\max }\) at 1030 nm shown in Fig. 7a, no saturation with increasing \(F_0\) is observed for the ablated volume per irradiated area as shown in Fig. 9a. This indicates that the craters become more cylindrical, rather than Gaussian, in shape for \(N>20\) at 1030 nm. In the case of 515 and 343 nm, increase in volume along with an increase in maximum ablated depth indicates that ablation of Fe or Fe-Zn compound is more efficient at shorter wavelengths, when the ablated depth \(h_{\max }\) is greater than 8 \({\upmu }\)m. In any wavelength, it takes up to 20 pulses to ablate deeper than the pure Zn layer, at which a different trend in ablation rate is observed for both the ablated depth and volume (see Figs. 7 and 9). Rearranging the expression of the ablated volume per pulse as proposed by Raciukaitis et al. [28] and Neuenschwander et al. [29], the quadratic relationship between the ablated volume V per irradiated area and peak fluence \(F_0\) reads as

Ablated volume per irradiated area against laser peak fluence at a laser wavelength of a 1030 nm, b 515 nm and c 343 nm. d Energy penetration depth \(\delta _{e}\) as calculated from the fit of Eq. (3)
From the non-linear fit of Eq. (3), the energy penetration depth \(\delta _{e}\), as shown in Fig. 9d, can be derived for the data points of Fig. 9a–c. The solid and dashed line represents the curve fit for \(F_0\le 10\,\mathrm {J/cm}^2\) and \(F_0>10\,\mathrm {J/cm}^2\) respectively. The vertical dotted line indicates \(N=10\), below which the ablation is confined within the pure Zn layer. As soon as the ablated depth reaches the intermediate layer, energy penetration is adversely affected. That is, unlike 1030 nm, \(\delta _e\) increases significantly for \(F_0>10\,\mathrm {J/cm}^2, \, N\le 10\) at a laser wavelength of 515 and 343 nm. This observation indicates that energy penetrates deeper within the Zn coating for shorter wavelengths than 1030 nm if the peak laser fluence exceeds 10 \(\mathrm {J/cm}^2\). The energy efficiency can be calculated from the instantaneous slope of Eq. (3). In agreement with Neuenschwander et al., it is found that the process becomes energy efficient for low fluence values and multiple number of laser pulses [30].
3.3.2 Crater shape
The cross sections of the ablated craters further illustrate the effect of the wavelength on laser ablation of galvanized steel. In Fig. 10, the evolution in the crater shape for a given fluence (\(F_0=21\,\mathrm {J/cm}^2\)) is shown for three different number of pulses corresponding to ablation in pure Zn layer, intermediate layer and steel substrate. As can be observed from these graphs, the crater shapes are Gaussian when ablation is confined within the pure Zn layer, as shown in Fig. 10a. Although 1030 nm shows a more “basin”-like crater shape at \(F_0=21\,\mathrm {J/cm}^2\), the Gaussian shaped craters are only observed for \(F_0<10\,\mathrm {J/cm}^2\), which is in agreement with our previous work [20]. As discussed previously, the ablation rate is significantly higher for 343 and 515 nm when \(F_0>10\,\mathrm {J/cm}^2\). This observation is reflected in Fig. 10a, where the craters extend to the intermediate layer for 343 and 515 nm, while craters at 1030 nm are within Zn layer. If the number of pulses is increased further, the difference between the craters processed at different laser wavelength becomes more pronounced as shown in Fig. 10b for \(N=20\). Craters at 1030 nm maintain their basin-like shape with a hump at the center of the crater. Similar features were also observed for Zn [31] and for Si [32]. For 515 nm, the crater shows a slight saturation with increasing N along the coating–substrate interface indicated by the dotted horizontal line in Fig. 10b. In contrast, craters processed at 343 nm appear to be unaffected by the change of ablating material at the coating–substrate interface and maintain their Gaussian shapes. For an even higher number of pulses (\(N=40\)), the craters deepen further within the material, as shown in Fig. 10c. As seen for lower number of pulses, craters processed at 1030 nm maintain their basin-like shape, but this time, along the coating–substrate interface. Both 515 and 343 nm drill through the substrate steel with the latter having higher rate of ablation than the former.

Cross sections of craters (obtained from CLSM measurements) processed at different wavelengths and at \(F_0 = 21\;\mathrm {J/cm}^2\) with a \(N=7\), b \(N=20\) and c \(N=40\). The horizontal black dotted line represents the interface between Zn coating and steel substrate
From these analyses, it can be concluded that hot-dipped galvanized steel is quite sensitive to the chosen laser wavelength at picosecond pulse durations, allowing to tune ablation rates, as well as surface morphologies, to the need of application. For example, the wavelength of 1030 nm may be suitable for removing the Zn layer from a coated steel surface without affecting the substrate steel. For functional surface texturing, 515 nm seems to be an ideal candidate in terms of controllable depth and interaction with substrate steel. The wavelength of 343 nm is suitable for micro-drilling, being less sensitive to a change of ablating material at the coating substrate interface.

a SEM micrograph of an ablated crater processed with \(N=20\) and \(F_0= 10 \,\mathrm {J/cm}^2\) at a laser wavelength of 1030 nm. The horizontal solid line indicates the linescan of EDX measurement. b EDX spectrum (left y axis) and depth profile (right y axis) of the laser processed crater. The horizontal black dashed line at 4 \({\upmu }\)m demarcates pure Zn and intermediate layer in the coating
3.4 Chemical composition
To investigate the possible effect of the laser processing of galvanized steel on the chemical composition of Zn and Fe, energy-dispersive X-ray spectroscopy (EDX) analysis was performed over a line along the center of the crater extending up to the unprocessed surface, as shown in Fig. 11, with an accelerating voltage of 7 kV. For craters processed with \(N\le 10\), the crater depth is within the pure Zn layer and the EDX measurement confirms this observation. As regards the intermediate layer, the effect of intermetallic formation by Fe and Al is visible along the depth of the crater. Figure 11 shows the SEM image and EDX spectra of a crater processed at a laser wavelength of 1030 nm with \(N=20\) and \(F_0= 10 \,\mathrm {J/cm}^2\). Zn is predominantly present within 4 \({\upmu }\)m depth. As the crater gets deeper, the presence of Al and Fe is observed, which may come from Fe-Al intermetallics formed during the HDG process. Moreover, the geometrical “flatness” in the bottom of the crater can be correlated with the presence of different materials apart from Zn.

Cross-sectional EDX mapping of galvanized steel - a SEM image of unprocessed Zn layer over steel, the EDX mapping of Zn and Fe is shown below; b SEM image of ablated crater processed with single pulse at \(F_0= 39 \,\mathrm {J/cm}^2\) and a laser wavelength of 515 nm. EDX mapping of the area indicated by the black dashed rectangle is shown below with layered image (left) and elemental compositional map (right)
Generally, the intermetallic formed by Fe, Zn and Al during the solidification of Zn coating over forming steel surface in the HDG process is less than 0.2 \({\upmu }\)m [33]. The intermetallic is mainly of Fe–Al which prohibits Fe–Zn inhibition layer. The cross-sectional composition also confirms the presence of Zn in the coating layer with a sharp interface with Fe (forming steel) as shown in Fig. 12a. During the laser processing of galvanized steel at high peak laser fluence levels and multiple number of pulses, first the coating layer is removed, followed by the removal of the intermetallic and substrate material. A cross section of such a crater processed at a laser wavelength of 515 nm with \(N=50\) and \(F_0= 39 \,\mathrm {J/cm}^2\) is shown in Fig. 12b. The lower part of this figure shows the EDX mapping of the crater wall and its surrounding, indicated by the black dashed rectangle, performed with an accelerating voltage of 15 kV.

Orientation map of EBSD data of laser processed galvanized steel surface. a Sample processed at a wavelength of 1030 nm and \(F_0= 25 \,\mathrm {J/cm}^2\), b and c shows higher magnification image of the selected craters shown by the black rectangle. (d) Sample processed at a wavelength of 515 nm and \(F_0= 21 \,\mathrm {J/cm}^2\), e and f shows higher magnification image of the selected craters shown by the black rectangle. g Crystal planes in HCP metals corresponding to the inverse pole figure (IPF) color shown in (a) and (d). h Orientation maps of EBSD data of unprocessed galvanized steel surface
3.5 Crystallography
The influence of picosecond-pulsed laser irradiation on the crystal structure of Zn coating on galvanized steel samples was investigated using EBSD analysis. Figure 13 shows the crystal orientation map of laser processed GI samples after single pulse irradiation at an approximately equal fluence but different wavelengths. On one hand, craters processed at a wavelength of 1030 nm show the same crystal orientation as the mother grain, i.e. no preferred reorientation is observed for the resolidified melt (see Fig. 13a–c). On the other hand, craters processed at a wavelength of 515 nm reorientate towards the basal plane irrespective of the mother grain orientation, and the misorientation angle of the resolidified melt inside the crater and the mother grain is grater than or equal to \(90\deg\) (see Fig. 13d–f, and Fig. S2 of Supplementary Material). In such a case, only two crystal orientations do not reorientate towards basal plane, namely the basal plane itself, and any of the pyramidal II planes (see Fig. 13c and g). The results are in line with previously published work on a polished Zn alloy having the same composition, where crystal reorientation was observed for craters processed at a wavelength of 343 nm, 515 nm and 1030 nm, and the phenomenon was termed as Laser Induced Preferential Crystal (re)Orientation (LIPCO) [34, 35]. In contrast, no preferred crystal reorientation was observed for craters processed at a wavelength of 1030 nm for galvanized steel samples. As can be seen in Fig. 13b, c, e and f, the crystal orientations around the grain boundary follow the reorientation behavior of the respective mother grains. In all the cases, deeper grain boundaries render non-indexed points, although such demarcation is not visible in the optical microscope images (see Figs. 3, 5 and 6) due to uniform melt displacement over the irradiated area.
4 Discussions
Complexities in the physics of picosecond pulsed laser ablation arises from its non-isochoric nature. Rethfeld et al. demonstrated that the femtosecond laser pulses are short enough for considering the subsequent laser–material interaction as an isochoric process [36]. For nanosecond pulses, Momma et al. showed that the pulse duration is long enough to consider the subsequent laser -material interaction as a steady state process [37]. However, for picosecond pulsed laser ablation, the computational complexity arises due to the associated time scale and heating length scales [38]. Nevertheless, the laser–material interaction starts from the absorption of laser light by the target material. The wavelength of the incident laser beam plays a fundamentally crucial role in determining the subsequent material removal processes. Generally, the static reflectivity of the target material is taken into account for calculating the absorbed laser power. Surface roughness as well as material composition greatly determine the static reflectivity of the engineering grade materials [5]. Surface roughness generally increases static absorptivity. However, as shown in Fig. 2, the reflectivity of the as received GI is similar to the polished one. This is because polishing of as received GI removes almost 2 \({\upmu }\)m of the coating layer. For similar coating thicknesses, Balzer et al. demonstrated that the concentration of Al in the coating layer is maximum at the surface, followed by a sharp \(87\%\) decrease within a depth of 1.5 \({\upmu }\)m, and a gradual increase towards maximum concentration at the coating–substrate interface starting from 6 \({\upmu }\)m [39]. Therefore, polishing away the topmost coating layer also reduces the amount of Al on the surface. Since, Al has higher reflectivity than zinc, the as received GI sample shows similar reflectivity as the polished zinc despite the higher surface roughness. From that point, the increase in effective surface area due to surface roughness is counterbalanced by the presence of higher amount of Al on the surface.
However, static reflectivity alone cannot account for the amount of absorbed energy due to the temperature dependence of the optical properties of materials. Material reflectivity actually changes with temperature, which is termed as dynamic reflectivity. For ultrashort pulses, the dynamic reflectivity depends on the electron temperature. The dynamic reflectivity of Zn was measured for 150 fs, 800 nm laser pulse at different fluence values by Shugaev et al. [40]. They demonstrated that the dynamic and static reflectivity of Zn stays the same up to 1 \(\mathrm {J/cm}^2\). For \(F_0>\) 1 \(\mathrm {J/cm}^2\), the dynamic reflectivity decreases by more than \(60\%\). To account for the changing dielectric permittivity with increasing electron temperature, Kirkwood et al. divided the dielectric function into three domains based on the Fermi temperature (\(T_F\)), namely metallic (Drude-Lorentz) dielectric function \(\epsilon _m\) for \(T_e\le (1/3)*T_F\), plasma dielectric function \(\epsilon _{plasma}\) for \(T_e>3*T_F\) and a combination of \(\epsilon _m\) and \(\epsilon _{plasma}\) for \((1/3)*T_F<T_e\ge 3*T_F\) [41]. For femtosecond pulses, the plasma contribution is small on the dynamic reflectivity for Au and Zn, and primarily contributes to the leveling-off of reflectance value [40]. For picosecond laser pulses, the pulse duration is long enough to increase electron temperature above the Fermi temperature, to affect the electron-phonon coupling and subsequent early plasma formation during the pulse. As a consequence, laser absorption is initially dominated by laser–target coupling, and subsequently by laser–plasma coupling. Zn plasma absorbs visible and IR wavelengths more than the UV wavelength due to the electron-ion inverse Bremsstrahlung [42]. Consequently, UV wavelength penetrates deeper into the plasma due to higher critical electron density at shorter wavelengths, gets absorbed by the electrons closer to the ablation surface, and generates higher laser-driven pressure shock than the longer wavelengths, where the ablation surface heats up from the thermal diffusion of a laser heated plasma [38].
Material removal by ultrashort pulsed laser ablation is primarily governed by phase explosion, photomechanical spallation and cavitation [43]. For picosecond laser ablation, phase explosion and cavitation dominate the material removal process at low and high laser fluence respectively [38]. Phase explosion happens when the material is heated close to its critical point. From the material properties shown in Table 2, Zn has the lowest critical temperature than Al and Fe. Therefore, the threshold for phase explosion is easily reached for Zn than steel substrate. The latent heat of melting of all the materials listed in Table 2 is in the same order of magnitude. However, both Al and Zn have lower melting temperatures and higher diffusivities than forming steel. Therefore, the coating material (Zn and Al) is more susceptible to deep melt penetration at higher heating rates than the steel substrate. This inference is reflected in Fig. 8, where the ablation rate of the steel substrate is significantly lower than Zn coating layer for all three wavelengths. From these observations, the ablation of the steel substrate appears to be dominated by phase explosion only, whereas the ablation of coating material appears to be dominated by cavitation.
The reason why the ablated depth appears to reach a maximum (saturation) along the coating–substrate interface at a wavelength of 1030 nm (see Figs. 7a and 10) can be attributed to the lower ablation rate and lower transmission through plasma. Moreover, the saturation behavior at 1030 nm disappears at lower heating rates, i.e. processing with longer pulse duration [44]. On the other hand, the saturation behavior is nearly absent at 343 nm and 515 nm, because the laser-driven pressure shock is higher at shorter wavelengths, which results in deeper heat and thus eventually, melt penetration.
Since Zn has the lower vaporization temperature, and consequently higher vapor pressure, compared to Al and Fe, the ablated plume exhibits fractionation of Zn over Al and Fe [39, 45]. That is, from a melt of Zn with Al and/or Fe, Zn will vaporize at a higher amount than the others. The absence of Zn-Fe intermetallic in the laser ablated crater (see Fig. 12) can be attributed to this finding. High vapor pressure of zinc results in a positive temperature coefficient of surface tension up to (1/3)*\(T_b\) in ambient atmosphere [46]. Due to the higher plasma absorptivity at 1030 nm, the central part of the Gaussian intensity profile of the laser pulse will heat up the near surface plasma more than the ablating surface [47]. We speculate thus, that under the given physical boundaries, the lattice temperature rise is inhibited and remains below the vaporization temperature. Consequently, the thermocapillary motion of the liquid zinc will form a hump (see Fig. 10b) due to the positive temperature coefficient of surface tension. As the thickness of the coating layer reduces over increasing number of pulses, the hump disappears, in contrast to similar processing of pure zinc [20].
Hydrodynamic expulsion of the melt due to the recoil pressure from the ablated plasma is clearly visible in the crater morphology for single and multiple laser pulses at all the wavelengths (see Figs. 3, 5 and 6). The melt mobility is proportional to melt thickness and inversely proportional to kinematic viscosity [48]. The melt instabilities at the center of the crater point not only to a formation of a thin molten layer at the central part of the crater due to high fluence, but also to a ‘premature’ recoil pressure in contrast to nanosecond laser processing of galvanized steel [44]. Although the kinematic viscosity is in the same order of magnitude for Zn and Fe, the higher surface tension of Fe impedes the melt instability at the bottom of the crater contrary to Zn coating. For galvanized steel, the steel substrate acts as a heat reservoir due to its higher melting point and lower thermal diffusivity than zinc [20]. The heat affected zone observed around the crater after the complete ablation of coating layer (see Figs. 5 and 6) may originate from the reflected heat front from the coating substrate interface.
The melt instabilities also pose a challenge for a reliable acquisition of Electron Backscatter Pattern (EBSP), since the reliability of EBSD analysis depends extensively on the surface condition of the sample. No sample preparation, in terms of etching, was involved after the laser processing for EBSD analysis. In spite of the major role of the surface on EBSD measurements, it has been suggested experimentally that for generating useful EBSP, \(R_a\ge\) grain size is unacceptable, whereas \(R_a\le\) 50 nm does not affect the EBSD quality significantly [49]. In this work, as-received galvanized steel surface has \(R_a\le\) 0.5 \({\upmu }\)m \(\le\) 200 \({\upmu }\)m (average grain size), the microprotrusions within the crater has \(R_a\le\) \(0.27\pm 0.05\) \({\upmu }\)m and the protrusion-free crater area has a \(R_a\le\) \(0.12\pm 0.03\) \({\upmu }\)m. Moreover, the magnitude of the interaction volume is of most interest when surface damage is concerned, because the interaction volume determines whether the backscattering electron can overcome any absorption to produce Kikuchi patterns [50]. With an accelerating voltage of 15 kV, the X-ray generation volume is calculated to be 1.0 \({\upmu }\)m using Castaing’s formula, which is regarded sufficient in comparison to the crater depth \(\le\) 1 \({\upmu }\)m. However, high surface roughness results in a shadowing effect. This reduces the number of high-energy electrons arriving at the detector screen. If the electrons suffer higher energy loss, they contribute to the background noise of the Kikuchi pattern [51]. Therefore, one cannot expect usable EBSD patterns everywhere in this area due to the surface roughness and topography, resulting in an increased percentage of non-indexed points, which can be also observed as black spots in Fig. 13a–f. Nevertheless, the orientation maps provide useful insight on the crystal orientation of the laser processed area and similar EBSD measurements were carried out in several other works for laser-induced craters[52,53,54]. As for the reason why preferential reorientation was observed at 1030 nm for bulk zinc and not for GI, various surface conditions create a different scenario for Zn-plated steel than for polished bulk zinc, such as surface roughness, limited number of properly orientated crystals (see Fig. 13h), slightly different chemistry and/or stress at the surface due to precipitation during solidification from Zn bath during galvanizing process [33], degree of misorientation within a single grain along the dendrites, grain boundaries, etc. For example, higher surface roughness leads to higher absorption and consequently higher degree of heating, which might affect the resolidification behavior of the molten phase. All in all, LIPCO opens a novel route to surface texturing in terms of local roughness and crystallographic variations, although the origin of such preferred reorientation demands for further in-depth study.
For the same amount of energy per area, shorter wavelengths ablate more material than longer wavelengths during the picosecond pulsed laser ablation of galvanized steel. Further generalization of such an observation would be that, as long as laser plasma interaction is concerned, shorter wavelengths will result in higher material removal than longer wavelengths for the same amount of fluence. However, the specific combination of pulse duration and laser wavelengths used in this work demonstrated that galvanized steel can be selectively processed to address three different applications. For scraping or welding of galvanized steel, 1030 nm can be used to clean the zinc coating layer. Due to the crater shape with two different aspect ratio in the coating and the substrate layer, 515 nm can be used for texturing purpose. Finally, UV ablation is less sensitive to the change of ablating material. Therefore, 343 nm is best suited for laser drilling of galvanized steel at picosecond pulse duration.
5 Conclusion
Ultrashort pulsed laser processing of galvanized steel at three laser wavelengths of 343, 515 and 1030 nm was studied to investigate the morphological evolution, due to laser fluence levels and number of laser pulses, of the ablated craters, as well as the wavelength dependence of ablation rates and energy efficiency of material removal. Three regimes of ablation were found, namely removal of pure Zn, of the intermediate layer and of the substrate, as the craters become deeper. Chemical compositional analysis supported the three phase ablation scheme revealing the presence of intermetallic compounds within the ablated area. Crystallographic analysis revealed laser induced preferential crystal reorientation for 515 nm, while no reorientation was observed for 1030 nm. Although the static reflectivity is lower for longer wavelengths, it was found that the shorter wavelengths ablate higher amount of material for the same amount of energy per area due to the presence of early stage plasma. The difference in ablation rate and energy efficiency became prominent for shorter wavelengths, when the peak laser fluence exceeds 10 \(\mathrm {J/cm}^2\), primarily due to laser plasma interaction. The maximum depth of the ablated crater was found to saturate along coating–substrate interface for 1030 nm, and the craters became more cylindrical in shape. For 343 and 515 nm wavelengths, no saturation in crater depth with increasing fluence and/or number of pulses was observed. The different shapes of the craters can be exploited for possible application-specific processing regimes ranging from coating removal (1030 nm) to surface texturing (515 nm) to micro-drilling (343 nm). As such, this work maps out the material removal regimes and crystallographic orientations for a coated system like galvanized steel.
References
T. Canel, P. Demir, E. Kacar, B.G. Oztoprak, E. Akman, M. Gunes, A. Demir, Optimization of parameters for depth resolution of galvanized steel by LIBS technique. Optics & Laser Technology 54, 257 (2013)
M.P. Mateo, C.C. Garcia, R. Hergenröder, Depth analysis of polymer-coated steel samples using near-infrared femtosecond laser ablation inductively coupled plasma mass spectrometry. Analytical Chemistry 79(13), 4908 (2007)
H. Balzer, M. Hoehne, V. Sturm, R. Noll, Online coating thickness measurement and depth profiling of zinc coated sheet steel by laser-induced breakdown spectroscopy. Spectrochimica Acta Part B: Atomic Spectroscopy 60(7–8), 1172 (2005)
M. Sailer, F. Bauer, J. Kleiner, M. Kaiser, Scaling of ablation rates. ablation efficiency and quality. aspects of burst-mode micromachining of metals, in Laser in Manufacturing Conference, Munich, Germany (2015)
D. Bergström, J. Powell, A.F.H. Kaplan, Absorptance of nonferrous alloys to Nd: YLF and Nd: YAG laser light at room temperature. Applied Optics 46(8), 1290 (2007)
D. Wentink, D. Matthews, N. Appelman, E. Toose, Absorptance of nonferrous alloys to Nd: YLF and Nd: YAG laser light at room temperature. Wear 328–329, 167 (2015)
G.F. Batalha, M. Stipkovic Filho, Quantitative characterization of the surface topography of cold rolled sheets: new approaches and possibilities, Journal of Materials Processing Technology 113(1), 732 (2001)
J. Scheers, M. Vermeulen, C. De Maré, K. Meseure, Assessment of steel surface roughness and waviness in relation with paint appearance. International Journal of Machine Tools and Manufacture 38(5–6), 647 (1998)
S. Mezghani, H. Zahouani, J.J. Piezanowski, Multiscale characterizations of painted surface appearance by continuous wavelet transform. Journal of Materials Processing Technology 211(2), 205 (2011)
O. Pawelski, W. Rasp, W. Zwick, H.J. Nettelbeck, K. Steinhoff, The influence of different work-roll texturing systems on the development of surface structure in the temper rolling process of steel sheet used in the automotive industry. Journal of Materials Processing Technology 45(1–4), 215 (1994)
H. Costa, I. Hutchings, Some innovative surface texturing techniques for tribological purposes. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology 229(4), 429 (2015)
T. Kononenko, S. Garnov, S. Pimenov, V. Konov, V. Romano, B. Borsos, H. Weber, Laser ablation and micropatterning of thin TiN coatings. Applied Physics A 71(6), 627 (2000)
J. Pisonero, D. Günther, Femtosecond laser ablation inductively coupled plasma mass spectrometry: fundamentals and capabilities for depth profiling analysis. Mass Spectrometry Reviews 27(6), 609 (2008)
A. Hrdlička, V. Otruba, K. Novotnỳ, D. Günther, V. Kanickỳ, Feasibility of depth profiling of Zn-based coatings by laser ablation inductively coupled plasma optical emission and mass spectrometry using infrared Nd: YAG and ArF* lasers. Spectrochimica Acta Part B: Atomic Spectroscopy 60(3), 307 (2005)
C. Garcia, J. Vadillo, S. Palanco, J. Ruiz, J. Laserna, Comparative analysis of layered materials using laser-induced plasma spectrometry and laser-ionization time-of-flight mass spectrometry. Spectrochimica Acta Part B: Atomic Spectroscopy 56(6), 923 (2001)
C. Garcia, M. Corral, J.M. Vadillo, J. Laserna, Angle-resolved laser-induced breakdown spectrometry for depth profiling of coated materials. Applied Spectroscopy 54(7), 1027 (2000)
J.M. Vadillo, J. Laserna, Depth-resolved anaylsis of multilayered samples by laser-induced breakdown spectrometry. Journal of Analytical Atomic Spectrometry 12(8), 859 (1997)
D. Bäuerle, Laser Processing and Chemistry (Springer, Berlin Heidelberg, 2011)
Comite Europeen de Normalisation (CEN). EN 10346 : 2015 - Continuously hot-dip coated steel flat products for cold forming - technical delivery conditions, ECISS/TC 109 (2015)
H. Mustafa, R. Pohl, T.C. Bor, B. Pathiraj, D.T.A. Matthews, G.R.B.E. Römer, Picosecond-pulsed laser ablation of zinc: crater morphology and comparison of methods to determine ablation threshold. Optics Express 26(14), 18664 (2018)
H.J. Hagemann, W. Gudat, C. Kunz, Optical constants from the far infrared to the x-ray region: Mg, Al, Cu, Ag, Au, Bi, C, and Al2O3. JOSA 65(6), 742 (1975)
P. Johnson, R. Christy, Optical constants of transition metals: Ti, v, cr, mn, fe, co, ni, and pd. Physical Review B 9(12), 5056 (1974)
H. Mustafa, M. Mezera, D.T.A. Matthews, G.R.B.E. Römer, Effect of surface roughness on the ultrashort pulsed laser ablation fluence threshold of zinc and steel. Applied Surface Science 488, 10 (2019)
A. Poulon-Quintin, A. Chirazi, G. Reumont, J. Foct, F. Goodwin, Solidification morphology of hot-dipped galvanized steel coating, in Galvatech, vol. 4 (2004), vol. 4, pp. 691–702
Y. Fuentes-Edfuf, J.A. Sánchez-Gil, C. Florian, V. Giannini, J. Solis, J. Siegel, Surface plasmon polaritons on rough metal surfaces: role in the formation of laser-induced periodic surface structures. ACS Omega 4(4), 6939 (2019)
E. Gurevich, S. Gurevich, Laser induced periodic surface structures induced by surface plasmons coupled via roughness. Applied Surface Science 302, 118 (2014)
S. Preuss, A. Demchuk, M. Stuke, Sub-picosecond UV laser ablation of metals. Applied Physics A: Materials Science & Processing 61(1), 33 (1995)
G. Raciukaitis, M. Brikas, P. Gecys, B. Voisiat, M. Gedvilas et al., Use of high repetition rate and high power lasers in microfabrication: How to keep the efficiency high? JLMN Journal of Laser Micro/Nanoengineering 4(3), 186 (2009)
B. Neuenschwander, G.F. Bucher, G. Hennig, C. Nussbaum, B. Joss, M. Muralt, S. Zehnder, U.W. Hunziker, P. Schutz, Processing of dielectric materials and metals with ps laser pulses. International Congress on Applications of Lasers & Electro-Optics 2010(1), 707 (2010)
B. Neuenschwander, B. Jaeggi, M. Schmid, V. Rouffiange, P.E. Martin, Optimization of the volume ablation rate for metals at different laser pulse-durations from ps to fs, in SPIE LASE (International Society for Optics and Photonics, 2012), pp. 824,307–824,307
H. Mustafa, M. Jalaal, W. Ya, N. Ur Rahman, D.T.A. Matthews, G.R.B.E. Römer, Picosecond-pulsed laser ablation of zinc: crater morphology and comparison of methods to determine ablation threshold, Journal of Laser Micro/Nanoengineering 13(3), In Press (2018)
J. Bonse, K.W. Brzezinka, A. Meixner, Modifying single-crystalline silicon by femtosecond laser pulses: An analysis by micro Raman spectroscopy, scanning laser microscopy and atomic force microscopy. Applied Surface Science 221(1–4), 215 (2004)
J.M. Mataigne, V. Vaché, M. Repoux, Surface chemistry and reactivity of skin-passed hot dip galvanized coating. Revue de Métallurgie-International Journal of Metallurgy 106(1), 41 (2009)
H. Mustafa, D. Matthews, G. Römer, Investigation of the ultrashort pulsed laser processing of zinc at 515 nm: morphology, crystallography and ablation threshold. Materials & Design 169, 107675 (2019)
H. Mustafa, M. Aarnts, L. Capuano, D.T.A. Matthews, G. Römer, Data on laser induced preferential crystal (re) orientation by picosecond laser ablation of zinc in air. Data in brief 24, 103922 (2019)
B. Rethfeld, D.S. Ivanov, M.E. Garcia, S.I. Anisimov, Modelling ultrafast laser ablation. Journal of Physics D: Applied Physics 50(19), 193001 (2017)
C. Momma, B.N. Chichkov, S. Nolte, F. von Alvensleben, A. Tünnermann, H. Welling, B. Wellegehausen, Short-pulse laser ablation of solid targets. Optics Communications 129(1–2), 134 (1996)
W.J. Keller, N. Shen, A.M. Rubenchik, S. Ly, R. Negres, R.N. Raman, J.H. Yoo, G. Guss, J.S. Stolken, M.J. Matthews, J.D. Bude, Physics of picosecond pulse laser ablation. Journal of Applied Physics 125(8), 085103 (2019)
H. Balzer, M. Hoehne, R. Noll, V. Sturm, New approach to online monitoring of the Al depth profile of the hot-dip galvanised sheet steel using LIBS. Analytical and Bioanalytical Chemistry 385(2), 225 (2006)
M.V. Shugaev, M. He, S.A. Lizunov, Y. Levy, T.J.Y. Derrien, V.P. Zhukov, N.M. Bulgakova, L.V. Zhigilei, Insights into laser-materials interaction through modeling on atomic and macroscopic scales, in Advances in the Application of Lasers in Materials Science (Springer, 2018), pp. 107–148
S. Kirkwood, Y. Tsui, R. Fedosejevs, A. Brantov, V.Y. Bychenkov, Experimental and theoretical study of absorption of femtosecond laser pulses in interaction with solid copper targets. Physical Review B 79(14), 144120 (2009)
N.M. Shaikh, B. Rashid, S. Hafeez, Y. Jamil, M. Baig, Measurement of electron density and temperature of a laser-induced zinc plasma. Journal of Physics D: Applied Physics 39(7), 1384 (2006)
L.V. Zhigilei, Z. Lin, D.S. Ivanov, Atomistic modeling of short pulse laser ablation of metals: connections between melting, spallation, and phase explosion. The Journal of Physical Chemistry C 113(27), 11892 (2009)
H. Mustafa, D.T.A. Matthews, G. Römer, Influence of the pulse duration at near-infrared wavelengths on the laser-induced material removal of hot-dipped galvanized steel. Journal of Laser Applications 32(2), 022015 (2020)
L.M. Cabalín, A.G. Lez, V. Lazic, J. Laserna, Deep ablation and depth profiling by laser-induced breakdown spectroscopy (LIBS) employing multi-pulse laser excitation: application to galvanized steel. Applied Spectroscopy 65(7), 797 (2011)
K. Nogi, K. Ogino, A. McLean, W. Miller, The temperature coefficient of the surface tension of pure liquid metals. Metallurgical Transactions B 17(1), 163 (1986)
Z. Yan, X. Mei, W. Wang, A. Pan, Q. Lin, C. Huang, Numerical simulation on nanosecond laser ablation of titanium considering plasma shield and evaporation-affected surface thermocapillary convection. Optics Communications 453, 124384 (2019)
V.N. Tokarev, A.F. Kaplan, Suppression of melt flows in laser ablation: application to clean laser processing. Journal of Physics D: Applied Physics 32(13), 1526 (1999)
G.L. Wynick, C.J. Boehlert, Electron backscattered diffraction characterization technique for analysis of a Ti2AlNb intermetallic alloy. Journal of Microscopy 219(3), 115 (2005)
T.L. Matteson, S.W. Schwarz, E.C. Houge, B.W. Kempshall, L.A. Giannuzzi, Electron backscattering diffraction investigation of focused ion beam surfaces. Journal of Electronic Materials 31(1), 33 (2002)
M.A. Meyer, I. Zienert, E. Zschech, Electron backscatter diffraction: application to Cu interconnects in top-view and cross section, in Materials for Information Technology (Springer, 2005), pp. 485–495
D. Savytskii, B. Knorr, V. Dierolf, H. Jain, Challenges of CW laser-induced crystallization in a chalcogenide glass. Optical Materials Express 3(8), 1026 (2013)
G. Heinrich, I. Hšger, M. BŠhr, K. Stolberg, T. WŸtherich, M. Leonhardt, A. Lawerenz, G. Gobsch, Investigation of laser irradiated areas with electron backscatter diffraction, Energy Procedia 27, 491 (2012)
A. Kumar, T.M. Pollock, Mapping of femtosecond laser-induced collateral damage by electron backscatter diffraction. Journal of Applied Physics 110(8), 083114 (2011)
Acknowledgements
The authors would like to acknowledge the financial support of Tata Steel Nederland Technology BV. We would also like to thank Dr. L. Capuano of University of Twente for his help with the SEM and EDX measurements, Dr. M.P. Aarnts of Tata Steel Nederland for EBSD measurements, and Dr. R. Pohl, Dr. B. Pathiraj and Dr. ir. T.C. Bor of University of Twente for their fruitful discussions on this topic.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mustafa, H., Matthews, D.T.A. & Römer, G.R.B.E. Wavelength dependence of picosecond-pulsed laser ablation of hot-dip galvanized steel. Appl. Phys. A 128, 296 (2022). https://doi.org/10.1007/s00339-022-05393-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-022-05393-4