
Abstract
In recent years, and with the progress of oil and natural gas purification processes, it has been noticed that huge quantities of sulfur are produced with millions of tons as byproducts, which is considered a dangerous substance that may threaten the safety and health of the environment. So, this study aims to maximize elemental sulfur benefits in construction applications, especially in the coating sector. In this study, sulfur has been modified to be used with epoxy as a high-performance coating material. Firstly, sulfur was modified with linseed oil at 160 °C. The modified sulfur was chemically characterized by using FTIR and XRD. After that, epoxy was then partially replaced by polymeric sulfur with different weight percentages starting from 10 to 40%. Then, the hardener was added to form cured sulfur/epoxy composites. Different techniques were used to examine the morphology of the prepared composites such as AFM, polarizing microscope, and SEM. The thermal study was also conducted by TGA. In addition, the mechanical properties were comprehensively studied including Young’s modulus, toughness, tensile strength, hardness, and adhesion. The results approved that Young’s modulus, toughness, tensile strength, hardness, and adhesion of the PC4 composite have been improved by 54%, 87%, 15%, 40%, and 33%, respectively. Moreover, the prepared composites give high thermal stability than virgin epoxy. The overall results approved that the epoxy can be partially replaced by modified sulfur with high weight ratios reached to 40%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Elemental sulfur is a futuristic industrial material that offers promising applications in the fields of chemistry and chemical engineering [1]. Besides the presence of natural sulfur in the earth's crust, sulfur is mainly produced from petroleum refineries by removing hydrogen sulfide as well as toxic and corrosive carbon dioxide gases from crude oil and natural gas to prevent environmental pollution and metal corrosion [2, 3] making it the most abundant and cheapest material in the world. The annual global production is about 70 million metric tons [4,5,6]. Elemental sulfur is mainly used in the production of sulfuric acid, fertilizer, cosmetics, and vulcanizing agents for rubber. However, these are considered limited applications with a massive excess of elemental sulfur measured in megatons per year [7].
A number of research efforts have been conducted with the aim of using S8 to prepare polymers with high sulfur content. These studies were based on the ring-opening polymerization of sulfur. When elemental sulfur is heated to a temperature above > 159 °C, the octameric structure of sulfur opens, and free di-radicals have created that attack another S8 molecule. This step is repeated several times until a linear polymer with S–S bond backbone is obtained [8]. However, the polymer in this case is unstable as terminal free radicals attack the polymer and cause depolymerization to the cyclic sulfur form again. Hence, the chain must be stabilized by blocking free radicals through a reaction with dienes. Several dienes were used for that inverse vulcanization including synthetic dienes such as styrene [9], 1,4-diphenylbutadiyne [10], 1,3-diisopropenylbenzene (DIB) [7], 1,3,5-triisopropenylbenzene [11], methyl styrene [12], and C5 fractional distillates residues [13,14,15], and natural dienes as cardanol benzoxazines [16], limonene [17], canola oil [18], and myrcene [4]. In this study, sulfur is chemically modified by using unsaturated natural vegetable oils.
Epoxy resin is a thermosetting polymer that contains two or more reactive epoxy groups in its chemical structure. Due to its high chemical resistance and good mechanical and physical properties [19], it is widely used in many applications such as coatings, adhesives, matrix materials for composites, and electronic insulators. However, epoxy shows some disadvantages such as undesirable brittleness and cracking due to the high cross-linking. Hence, researchers make many attempts to enhance the toughness of epoxy resin by incorporating particles called toughening agents, such as thermoplastic particles, rubber, silica beads alumina, silane grafted Fe2O3 nanoparticles [20, 21], multi-wall carbon nanotubes (MWCNT) and graphite [22] inside the epoxy matrix to increase their toughness and resistance toward cracking [23]. Therefore, polymeric sulfur in this study plays two functions as a reinforcing agent for epoxy due to its rubber properties and also acts as a filling material that can partially replace epoxy resins in proportions reached to 40% by weight. As a result of this work, new sulfur/epoxy composites can be produced with low cost and high mechanical performance.
Materials and methods
Materials
The materials used in this research include elemental sulfur that was supplied from the Egyptian Refining Company (ERC), linseed oil produced by Tanta flax and oil company, El Gharbia, Egypt, and epoxy resin (Kemapoxy 150), part A and its hardener part B, supplied from Chemicals for Modern Building International Company (CMB) with the technical characteristics shown in Table 1.
Preparation of polymeric sulfur
In a 250-ml beaker, 105 g (70%) elemental sulfur was melted using a thermostatic oil bath at 160–170 °C for 10 min until a clear orange solution was obtained. Then, 45 g (30%) of linseed oil, pre-heated to 170 °C, was added to the sulfur solution with vigorous mechanical stirring (1000 rpm) while maintaining the temperature not less than 150 °C until the color of the solution turned brown. The beaker was removed from the oil bath and left to cool at room temperature.
Synthesis of PCs
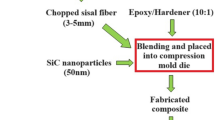
The prepared polymeric sulfur was added to the epoxy resin (part A) in different weight ratios; 10%, 20%, 30% and 40% forming sulfur/epoxy composites; PC1, PC2, PC3 and PC4, respectively, with stirring and a temperature of about 150 °C. The composites were then left to cool to room temperature. After that hardener (Part B) was added by slow manual mixing for up to 10 min to avoid the appearance of air bubbles and in a ratio of 2 epoxy: 1 hardener according to the supplier. Finally, the compounds were poured into molds and left to solidify at room temperature for further testing as shown in Fig. 1.

Virgin epoxy (E) and sulfur/epoxy composites (PC1, PC2, PC3 and PC4)
Characterization of polymeric sulfur
Fourier transform infrared spectroscopy (FTIR) was used to elucidate the chemical structure of the prepared polymeric sulfur. Nicolet IS-10 FTIR spectrophotometer (Thermo Fisher Scientific) was used to record the spectra. The specimens were finely grinded and mixed with KBr before being compressed into pellets. The FTIR spectral analysis was carried out in the 400–4000 cm−1 wave number range.
On a Bruker D8 advanced X-ray diffractogram, X-ray diffraction (XRD) was recorded using Cu-K radiation (λ = 1.54060) at 40 mA and 40 kV in the 2θ = 4°–70° range with a scan rate of 10°/min.
Characterization of PCs
Surface morphology
The roughness and 3D images of PCs were studied using the atomic force microscope (AFM), High-end SPM system for nanotechnology, model Nanosurf C3000 controller using operating mode Static Force, cantilever type XYCONTR and head type FlexAFM. The morphology of sulfur/epoxy composites was illustrated via a research polarizing microscope, which transmitted and reflected light with a digital camera and software with a magnification power of 400×, and the fracture toughness of the samples was also characterized by SEM Model ZEISS EVO 10 with a magnification of 500× and electron high tension (EHT) of 20 kV.
Mechanical properties
Several techniques were used to evaluate the mechanical characteristics of produced sulfur/epoxy compounds. The flexural properties of produced composites were tested using a three-point bending system according to ASTMD 790-03. Young's modulus, also known as elastic modulus, was measured by calculating the slope of the material’s stress–strain diagram [24]. The toughness was also determined by calculating the area under the stress–strain curve [25, 26]. Tensile strength was determined according to ASTM D638-14. Adhesion strength was measured using pull-off adhesion tester according to ASTM D 4541-02. The Shore D hardness of the virgin and modified polymeric sulfur epoxy composites was measured according to ASTM D2240, and finally, the value of hardness was determined by the penetration of the Durometer indenter foot (5 kg load) into the sample. It goes between 0 and 100. The higher number represents the harder material. For all mechanical tests, three samples were examined where the mean value and standard deviation were taken to avoid repeatability and to increase the accuracy of the results obtained.
Results and discussion
Characterization of polymeric sulfur
FTIR
The FTIR spectra (Fig. 2) showed the disappearance of the signals at 3010 and 1650 cm−1 which correspond to the stretching vibrations of the vinyl groups C=C–H and C=C, respectively. In addition, a new signal appeared at 966 cm−1 which corresponds to the vibrations of the C–S bond caused by the polymerization of free radicals as shown in Scheme 1. The reduction in the intensity of signal at around 700 cm−1, which is associated with cis-di-substituted alkene C–H bending, is considered as further evidence of polymerization. It is observed that some of the signals attributed to C=C did not completely disappear due to the steric hindrance effect caused by high intramolecular cross-links.

FTIR spectra of polymeric sulfur and linseed oil

Mechanism of sulfur modification with linseed oil
XRD
XRD analysis explained the difference between the crystal structure of pure and polymeric sulfur (Fig. 3). For pure sulfur, all diffraction peaks agree with the standard values of the orthorhombic phase of sulfur (JCPSD no. 08-0247) [27, 28], while for modified sulfur, the diffraction peaks are weakened, broadened and some of them disappeared.

XRD patterns of polymeric sulfur and pure sulfur
Characterization of PCs
Polarizing microscope
The polarizing micrographs of sulfur/epoxy composites (Fig. 4) showed that PC2 and PC4 have good modified sulfur dispersion in the epoxy matrix. However, the PC5 sample showed some accumulation of sulfur as a result of the high sulfur content in the sample.

Polarizing microscopic images of virgin epoxy and PCs composites
AFM
The 3D AFM images (Fig. 5) also confirmed the presence of good polymeric sulfur incorporation into the epoxy matrix, as no polymeric sulfur accumulation was observed. Additionally, Fig. 6 demonstrated how the addition of polymeric sulfur increases surface roughness.

AFM 3D images of (a) virgin epoxy, (b) PC2 and (c) PC4

The average line roughness (Ra) and RMS roughness (Rq) of E, PC2 and PC4
SEM
The fracture surfaces of virgin epoxy and modified sulfur/epoxy composites exhibited different fractographic features as shown in Fig. 7. For virgin epoxy, the fracture surface seemed to be smooth, and the initial crack occurred at the edge of the specimen. This smooth fracture surface accounted for the low fracture toughness of virgin epoxy [29, 30]. On the other hand, sulfur/epoxy composites showed considerably much rougher fracture surfaces with numerous tortuous and fine river-like structures, indicating that a large amount of energy is required to fracture the samples [31]. In addition, no agglomerated particles were observed, which is an evident for the efficient incorporation of polymeric sulfur particles into the epoxy matrix.

Fracture surfaces of virgin epoxy and PCs composites
TGA
The thermogravimetric analysis of the PC samples is depicted in Fig. 8. The results showed that the partial replacement of the epoxy resin with polymeric sulfur gave composites with higher thermal stability than the virgin epoxy, up to about 300 °C where it was observed that the virgin epoxy initially decomposed at 100 °C due to the breaking of the C–OH bond. However, sulfur/epoxy compounds started to decompose at 250 °C due to the cleavage of the C–C bond. Furthermore, PCs samples contained a higher percentage of residues (about 25%) than the virgin epoxy (15%), confirming the prepared compounds' high thermal stability.

Thermal gravimetric analysis (TGA) of PCs
Mechanical study
The mechanical properties of virgin epoxy samples and PCs are listed in Table 2.
Stress–strain curves
Stress–strain curves for all PC samples obtained from the three-point bending test are shown in Fig. 9. It was observed that all PC samples, except for PC5, gave higher Young's modulus values compared to virgin epoxy. As shown in Fig. 10, the highest value of Young's modulus is 413 MPa, which was achieved by PC4, which is about 54% higher than that of virgin epoxy. Moreover, the addition of polymeric sulfur increases the toughness of the samples as shown in Fig. 11. This is attributed to the rubbery properties of the prepared thermoplastic polymeric sulfur [13]. Therefore, it is concluded that the prepared polymeric sulfur has a dual function; it acts as a filler due to modulus improvement, and as a toughening agent due to the improved toughness of the epoxy matrix. However, PC5 gave the lowest stress (MPa) and strain (%) values, which is mainly due to the accumulation of free sulfur in the polymer matrix resulting from the high concentration of sulfur as shown in Fig. 4. This led to poor mechanical properties of the composite. Accordingly, PC5 sample was neglected.

Stress–strain diagram of virgin epoxy and PCs samples

Young’s Modulus (MPa) of virgin epoxy and PCs samples

Toughness (J/m3 × 104) of virgin epoxy and PCs samples
Tensile strength and elongation%
PCs samples’ tensile strength and elongation% are presented in Figs. 12 and 13, respectively. The figures show that the addition of polymeric sulfur led to an increase in tensile strength and a decrease in elongation% of the PCs samples. The highest tensile value was recorded by PC4 with 11.09 MPa, which was higher than that recorded by the virgin epoxy by around 15%. In many cases, elongation and tensile strength obey the same behavior. However, elongation may not be proportional to tensile strength as elongation depends on ductility characteristics of the samples [32, 33]. This note confirms the homogenous distribution of polymeric sulfur into epoxy matrix.

Tensile strength (MPa) of PCs samples

Elongation (%) at break of PCs samples
Hardness test
As shown in Fig. 14, the hardness property of PC samples, compared with virgin epoxy, showed better values. It was observed that the higher the weight % of polymeric sulfur, the higher the hardness of the material as it was found that PC4 gave the highest hardness characteristic (80.25) which is higher than that of virgin epoxy (57.5). The mechanism of the deformation process in the hardness test includes three steps. The first step is the elastic deformation, which occurs when the loads are applied to the surface of the samples through the spherical indenter. In the second step, overloading creates a significant plastic deformation. The third step involves exceeding a critical load for yielding, where a small spherical impression remains on the surface of the sample [34]. The homogenous distribution of rubberized polymeric sulfur into the epoxy matrix led to the formation of a uniform surface without any stress locations, which resulted in distributing the loads along the whole surface, making the step of elastic deformation long, and exceeding a critical load for yielding not easy.

Shore D hardness of PCs samples
Adhesion strength
An essential characteristic that explains a material's capacity to stick to different surfaces is adhesion strength. Since this type of epoxy is suggested for laboratory and chemical industry floor coating, the concrete surface was chosen in this study as a substrate for adhesion. As shown in Fig. 15, PC samples had greater adhesion resistance than virgin epoxy samples where it was found that the higher the weight of polymeric sulfur in the composite mold, the higher the adhesion strength of the prepared compounds. This gave PC4 the highest adhesion resistance of 2.93 MPa, which is 33% higher than that of virgin epoxy of 2.2 MPa. The good adhesive characteristics of epoxy in coating are a result of the attractive forces between the epoxy resin and the substrate surfaces. These forces occurred between the polar and functional groups of epoxy resin and the polar groups in the substrate surface. The mechanism of adhesion between the prepared PCs samples and the substrate can be expressed in different ways, as illustrated in Fig. 16. The primary contribution to the adhesion is related to the hydrogen bond interactions between the (OH) groups of the epoxy and the (O) atoms in the substrate. Another reason for adhesion is the coordination bond which occurred via the lone pair of electrons of nitrogen, oxygen and sulfur atoms, with the substrate [35]. The third contributor to adhesion is the roughness of the surfaces. As shown in Figs. 5 and 6, PCs showed higher roughness than virgin epoxy which gives a positive effect on the adhesion property of materials. Roughness of surfaces acts as hooks that attach each other resisting the pull off, as described by Youwen Wang and his coworkers [36] (Fig. 17).

Adhesion strength (MPa) of PCs samples

The expected mechanisms for adhesion between epoxy matrix and substrate

The flow chart represents the experimental work
Conclusion
This study was conducted in an attempt to maximize the utilization of elemental sulfur which is produced in large quantities as a by-product of oil and gas refineries processes. In fact, this goal was achieved when 40% of the epoxy resin was phased out and replaced with modified sulfur. In this study, polymeric sulfur was successfully prepared by reaction of elemental sulfur with linseed oil at 160 °C. The modified sulfur was chemically characterized and confirmed by FTIR and XRD. Then, four samples of sulfur/epoxy composites PC1, PC2, PC3 and PC4 were prepared. The surface morphology of the PC samples was examined by AFM; the results showed an increase in the surface roughness. It was also noticed that addition of modified sulfur improved thermal stability of epoxy. Mechanical tests on PC samples were carried out using a variety of techniques, including three-point bending, elongation, tensile, hardness, and adhesion. It has been observed that the overall mechanical properties of PCs outperform virgin epoxy. Finally, it is concluded that addition of polymeric sulfur to epoxy matrix not only enhances the thermal and mechanical properties of the epoxy but also lowers the cost of production, lowers the potential environmental pollution caused by elemental sulfur accumulation, and satisfies all the demands of epoxy applications.
References
Griebel JJ, Glass RS, Char K, Pyun J (2016) Polymerizations with elemental sulfur: a novel route to high sulfur content polymers for sustainability, energy and defense. Prog Polym Sci 58:90–125
Boyd DA (2016) Sulfur and its role in modern materials science. Angew Chem Int Ed 55(50):15486–15502
Tabatabai M (1983) Sulfur. In: Methods of soil analysis: part 2 chemical and microbiological properties, vol 9, pp 501–538
Gomez I, Leonet O, Blazquez JA, Mecerreyes DJC (2016) Inverse vulcanization of sulfur using natural dienes as sustainable materials for lithium–sulfur batteries. ChemSusChem 9(24):3419–3425
Worthington MJ, Kucera RL, Chalker JM (2017) Green chemistry and polymers made from sulfur. Green Chem 19(12):2748–2761
Eldesouki M, Abo-Shanab Z, Mohammedy M, Elshafie M, Abo Riya M, Elkholy S (2021) Evaluation of the dynamic mechanical analysis, water absorption and chemical resistance properties of sulfur/epoxy composites. Egypt J Chem 64(1):107–115
Chung WJ, Griebel JJ, Kim ET, Yoon H, Simmonds AG, Ji HJ et al (2013) The use of elemental sulfur as an alternative feedstock for polymeric materials. Nat Chem 5(6):518–524
Cataldo F (1997) A study on the structure and properties of polymeric sulfur. Die Angew Makromol Chem Appl Macromol Chem Phys 249(1):137–149
Zhang Y, Griebel JJ, Dirlam PT, Nguyen NA, Glass RS, Mackay ME et al (2017) Inverse vulcanization of elemental sulfur and styrene for polymeric cathodes in Li-S batteries. J Polym Sci Part A Polym Chem 55(1):107–116
Dirlam PT, Simmonds AG, Kleine TS, Nguyen NA, Anderson LE, Klever AO et al (2015) Inverse vulcanization of elemental sulfur with 1, 4-diphenylbutadiyne for cathode materials in Li–S batteries. RSC Adv 5(31):24718–24722
Kleine TS, Nguyen NA, Anderson LE, Namnabat S, LaVilla EA, Showghi SA et al (2016) High refractive index copolymers with improved thermomechanical properties via the inverse vulcanization of sulfur and 1, 3, 5-triisopropenylbenzene. ACS Macro Lett 5(10):1152–1156
Martin TR, Mazzio KA, Hillhouse HW, Luscombe CK (2015) Sulfur copolymer for the direct synthesis of ligand-free CdS nanoparticles. Chem Commun 51(56):11244–11247
Souaya ER, Elkholy SA, El-Rahman AMMA, El-Shafie M, Ibrahim IM, Abo-Shanab ZL (2015) Partial substitution of asphalt pavement with modified sulfur. Egypt J Pet 24(4):483–491
Elkholy S, Abd El-Rahman A, El-Shafie M, Abo-Shanab Z (2018) Physical and rheological properties of modified sulfur asphalt binder. Int J Pavement Res Technol 11:838–845
Souaya ER, El-Kholy SA, Abd El-Rahman AM, Elshafie M, Ibrahim IM, Abo-Shanab ZL (2014) Enhancing asphalt binder performance with modified sulfur. Int J Adv Sci Tech Res 4(4):1–14
Shukla S, Ghosh A, Roy PK, Mitra S, Lochab B (2016) Cardanol benzoxazines—a sustainable linker for elemental sulphur based copolymers via inverse vulcanisation. Polymer 99:349–357
Crockett MP, Evans AM, Worthington MJ, Albuquerque IS, Slattery AD, Gibson CT et al (2016) Sulfur-limonene polysulfide: a material synthesized entirely from industrial by-products and its use in removing toxic metals from water and soil. Angew Chem Int Ed 55(5):1714–1718
Sheydaei M, Kalaee M, Allahbakhsh A, Samar M, Aghili A, Dadgar M, Moosavi G (2012) Characterization of synthesized poly (aryldisulfide) through interfacial polymerization using phase-transfer catalyst. J Sulfur Chem 33(3):303–311
Xu S-A, Song X-X (2017) Introduction to rubber toughened epoxy polymers. Springer, Cham, pp 3–28
Naguib HM, Ahmed MA, Abo-Shanab ZL (2018) Silane coupling agent for enhanced epoxy-iron oxide nanocomposite. J Mater Res Technol 7(1):21–28
Naguib HM, Ahmed MA, Abo-Shanab ZL (2019) Studying the loading impact of silane grafted Fe2O3 nanoparticles on mechanical characteristics of epoxy matrix. Egypt J Pet 28(1):27–34
Chandrasekaran S, Sato N, Tölle F, Mülhaupt R, Fiedler B, Schulte K (2014) Fracture toughness and failure mechanism of graphene based epoxy composites. Compos Sci Technol 97:90–99
Jin F-L, Li X, Park S-J (2015) Synthesis and application of epoxy resins: a review. J Ind Eng Chem 29:1–11
Licari JJ, Swanson DW (2011) Chapter 7: Test and inspection methods. In: Licari JJ, Swanson DW (eds) Adhesives technology for electronic applications, 2nd edn. William Andrew Publishing, Oxford, pp 345–377
Vaidya A, Pathak K (2019) 17: Mechanical stability of dental materials. In: Asiri AM, Inamuddin, Mohammad A (eds) Applications of nanocomposite materials in dentistry. Woodhead Publishing, Sawston, pp 285–305
Topçu IB, Uygunoglu T (2016) 23: Sustainability of using waste rubber in concrete. In: Khatib JM (ed) Sustainability of construction materials, 2nd edn. Woodhead Publishing, Sawston, pp 597–623
Joint Committee On Powder Diffraction Standards. Anal Chem 42(11):81A–81A (1970)
Ryu HS, Park JW, Park J, Ahn J-P, Kim K-W, Ahn J-H et al (2013) High capacity cathode materials for Li–S batteries. J Mater Chem A 1(5):1573–1578
Zhou Y, Pervin F, Biswas MA, Rangari VK, Jeelani S (2006) Fabrication and characterization of montmorillonite clay-filled SC-15 epoxy. Mater Lett 60(7):869–873
Allahverdi A, Ehsani M, Janpour H, Ahmadi S (2012) The effect of nanosilica on mechanical, thermal and morphological properties of epoxy coating. Prog Org Coat 75(4):543–548
Kang W-S, Rhee KY, Park S-J (2016) Thermal, impact and toughness behaviors of expanded graphite/graphite oxide-filled epoxy composites. Compos B Eng 94:238–244
Domun N, Hadavinia H, Zhang T, Liaghat G, Vahid S, Spacie C et al (2017) Improving the fracture toughness properties of epoxy using graphene nanoplatelets at low filler content. Nanocomposites 3(3):85–96
Lin S, Han J, Yeh J, Chang F, Hsieh K (2007) Surface modification and physical properties of various UHMWPE-fiber-reinforced modified epoxy composites. J Appl Polym Sci 104(1):655–665
Al-Hasani ES (2007) Study of tensile strength and hardness property for epoxy reinforced with glass fiber layers. Eng Technol J 25(8):988–997
Wang Z, Yang H-C, He F, Peng S, Li Y, Shao L, Darling SB (2019) Mussel-inspired surface engineering for water-remediation materials. Matter 1(1):115–155
Zhai L, Ling G, Li J, Wang Y (2006) The effect of nanoparticles on the adhesion of epoxy adhesive. Mater Lett 60(25–26):3031–3033
Acknowledgments
The authors would like to extend their sincere thanks and appreciation to Prof. Dr. Ahmed Abdel-Salam Khalil, professor of organic chemistry, faculty of science, Benha University, wishing that he rest in peace and eternity.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). This work was supported by [STDF-YRG/STDF Youth Program] under Grant No. (ID 43226).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Eldesouki, M., Abo-Shanab, Z.L., El-Shafie, M. et al. Fabrication and evaluation of novel sulfur/epoxy resin composites. Polym. Bull. 80, 12047–12064 (2023). https://doi.org/10.1007/s00289-022-04641-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-022-04641-0