
Abstract
Stem cell–based cell therapeutics and especially those based on human mesenchymal stem cells (hMSCs) and induced pluripotent stem cells (hiPSCs) are said to have enormous developmental potential in the coming years. Their applications range from the treatment of orthopedic disorders and cardiovascular diseases to autoimmune diseases and even cancer. However, while more than 27 hMSC-derived therapeutics are currently commercially available, hiPSC-based therapeutics have yet to complete the regulatory approval process. Based on a review of the current commercially available hMSC-derived therapeutic products and upcoming hiPSC-derived products in phase 2 and 3, this paper compares the cell therapy manufacturing process between these two cell types. Moreover, the similarities as well as differences are highlighted and the resulting impact on the production process discussed. Here, emphasis is placed on (i) hMSC and hiPSC characteristics, safety, and ethical aspects, (ii) their morphology and process requirements, as well as (iii) their 2- and 3-dimensional cultivations in dependence of the applied culture medium and process mode. In doing so, also downstream processing aspects are covered and the role of single-use technology is discussed.
Key points
• Mesenchymal and induced pluripotent stem cells exhibit distinct behaviors during cultivation
• Single-use stirred bioreactor systems are preferred for the cultivation of both cell types
• Future research should adapt and modify downstream processes to available single-use devices
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The application of stem cells in medicine is by no means a modern idea, and with the cell therapy market size expected to grow to $45 billion by 2030 (Vision Research Reports 2022) due to strong financial backing and lower regulatory hurdles, especially in North America (Polaris Market Research 2022), a closer look at the cells driving this trend is definitely warranted. General interest in the regenerative properties of stem cells first began as far back as 1867, when Cohnheim (1867) observed how non-hematopoietic cells migrated to the site of inflammation and differentiated to fibroblasts during wound healing. A century and a half of research finally led to the identification (Rekers 1950) and general characterization (Tavassoli and Crosby 1968; Friedenstein et al. 1970; Owen and Friedenstein 1988; Pittenger et al. 1999; van den Bos et al. 2014) of hMSCs. These cells not only have the ability to replace damaged tissue via differentiation, but also produce and secrete chemo- and cytokines, modulating local immune response and tissue regeneration (van den Bos et al. 2014; Zhou et al. 2019). In this context, hMSC-derived extracellular vesicles have also been the target of recent cell-free therapeutics. A more comprehensive review of these products may be found in the publication by Kou et al. (2022).
Currently, more than 1400 clinical trials have been submitted involving the application of hMSCs as regenerative medicine products or biologics in the USA alone (National Library of Medicine (US) 2022), and more than 27 products containing hMSCs have been approved in several countries worldwide (Table 1). Of these 27 products, 17 are allogeneic, meaning the cells from a single healthy donor are used to treat multiple patients, while only 10 are autologous, i.e., the donor is the patient, displaying a clear trend towards allogenic. The first such product to be granted orphan drug status by the European Union and to receive market approval in 2009 for the treatment of perianal fistulas resulting from Crohn’s disease or inflammatory bowel disease was Alofisel (European Medicines Agency 2009). Since then, many more have followed, e.g., for the treatment of osteoarthritis (Ha et al. 2019), graft-versus-host disease (Heathman et al. 2015), and spinal cord injury (Cofano et al. 2019).
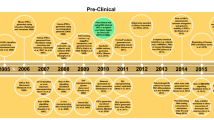
Compared to hMSCs, hiPSCs are a far more recent discovery (Takahashi and Yamanaka 2006; Takahashi et al. 2007a; Flahou et al. 2021). These cells are characterized by their inherent capacity for indefinite self-renewal and ability to differentiate into all three germ layers (endo-, meso-, and ectoderms), which allows a broader range of indications to be targeted than would be possible with hMSCs. To this end, their suitability for the treatment of diseases currently considered challenging using conventional means, such as macular degeneration, ischemic stroke, and cancer (Shiba et al. 2016; Takagi et al. 2019), has been repeatedly demonstrated. In fact, more than 27 hiPSC-derived cell products are currently undergoing pre-clinical to phase 3 trials (National Library of Medicine (US) 2022), 7 of which are in phases 2 and 3 (Table 1). Of these 7 products, all are based on the allogeneic manufacturing approach. Companies currently leading the development of such hiPSC-based cell therapeutics include Astellas Pharma, Cynata Therapeutics Ltd., and ReNeuron Ltd.
Regardless of whether the cell therapy is based on hMSCs or hiPSCs, it stringently requires the production of clinically relevant cell quantities of between 105 and 1012 per dose while ensuring target cell quality (viability, marker profile, potency), both of which have been linked to therapeutic efficacy and are outlined in more detail elsewhere (Dominici et al. 2006; Sullivan et al. 2018; Scibona and Morbidelli 2019). This review therefore focuses on the upstream and downstream processing for both hMSC and hiPSC-based cell therapeutics. Furthermore, it highlights successfully implemented single-use (SU) devices, while considering cell typical characteristics and requirements.
hMSCs versus hiPSCs
Origin, safety, and ethical aspects
The production process of hMSC- and hiPSC-based therapeutics always begins with the extraction of tissue from a willing donor (see also Fig. 2). For example, hMSCs, which belong to the group of multipotent adult stem cells, are easily accessible and present in almost every human organ (Audet and Stanford 2009). To date, no safety concerns have been reported regarding their use, likely due to their immune-privileged status (Najar et al. 2022). In addition, their use is not ethically objectionable, as they are obtained from consenting individuals (Cofano et al. 2019). Historically, the most important source of hMSCs has been bone marrow (Audet and Stanford 2009). However, larger quantities of hMSCs can easily be obtained from adipose tissue as a byproduct of liposuction (Timaner et al. 2020) or from the umbilical cord immediately after birth (Audet and Stanford 2009). Consequently, the umbilical cord–derived subtype has also exhibited a superior life span, lower risk of contamination, and better immunological compatibility compared to the bone marrow–derived subtype (Mahmood et al. 2018).
In contrast to hMSCs, hiPSCs are pluripotent stem cells produced by reprogramming (Takahashi et al. 2007a; Hsu et al. 2018) of somatic skin (Takahashi et al. 2007b; Yu et al. 2007) or blood cells (Zeng et al. 2017) in the laboratory. This reprogramming was initially realized through the introduction of 4 factors (Oct3/4, Sox2, Kfl4, and c-Myc) via a viral vector transport vehicle which integrated them into the host cell DNA. The forced expression of these factors returned the cells to an embryonic state, allowing them to once again differentiate into all germ layers (Takahashi et al. 2007a). In this manner, the ethical issues of using promising embryonic stem cell–derived therapeutic products (Menasché 2020) were circumvented, earning Shinya Yamanaka, the researcher who pioneered the method with murine cells in 2006 (Takahashi and Yamanaka 2006), the Nobel Prize in 2012 (The Nobel Prize 2022).
Although the generation of hiPSCs is ethically acceptable and technically simple, it still remains inefficient, time-consuming, and expensive (Borgohain et al. 2019). Currently, it takes several months until sufficient cells are available for experiments. Also, reprogramming efficiencies reported in the literature are generally between 0.001 and 1%, meaning that at most, only 1 out of 100 cells is successfully reprogrammed into a hiPSC (Birbriar 2021).
Another important consideration is safety. The integration of the previously mentioned factors into the genome of hiPSCs during reprogramming increases the risk of interference with other important genes, which may lead to tumor formation in vivo following implantation (Yu et al. 2007), even after directed differentiation (Lee et al. 2013; Kojima et al. 2019). Other risks include the occurrence of genetic abnormalities during ex vivo cultivation and tissue rejection by the patient’s immune system, neither of which can be completely precluded at present (Sullivan et al. 2018; Rehakova et al. 2020). Consequently, hiPSCs are considered less safe than hMSCs, which also explains the lack of commercially available hiPSC-based therapeutics to date. Regardless, researchers are working expeditiously towards developing more safe and efficient reprogramming techniques (Rajasingh et al. 2021). These include the use of more responsive and accessible tissues (Rajasingh et al. 2021), more potent and lower risk gene combinations for reprogramming (Okita et al. 2007; Yu et al. 2007; Furukawa et al. 2022), and the use of non-integrating vectors or even completely non-viral methods (Birbriar 2021).
Cell characteristics and impact on cultivation conditions
Once a cell line has been established, a closer look at its characteristics must be taken to ensure optimal cell growth. In this regard, both hMSCs and hiPSCs require a temperature of 37 °C and a pH between 6.9 and 7.5. In addition, both cell types can be cultivated under normoxic as well as hypoxic conditions (Antebi et al. 2018), are considered shear sensitive (Horiguchi et al. 2021; Burns et al. 2021), and are strictly adherent. The latter characteristic describes their need for a planar surface or scaffold to survive and self-renew. These cells are therefore either cultivated in static cultivation systems as a monolayer (2D culture), or in mechanically or hydraulically driven dynamic bioreactors (3D culture), as spheroids (cell aggregates), or on artificial scaffolds, such as membranes, macrocarriers or microcarriers.
In both 2D and 3D cultivations, differences in size, morphology, and motility impact spatial requirements and must therefore be considered. For example, in suspension, single hMSCs and hiPSCs are roughly spherical with a similar diameter of approximately 18 μm (Pittenger et al. 2019) and 16 μm (Lipsitz et al. 2018), respectively, and are able to form and proliferate as spheroids (Allen et al. 2019). However, after attachment to an artificial scaffold, predominantly via integrin (Jin et al. 2012; Isomursu et al. 2019), their morphology and size differ significantly (Fig. 1). While hMSCs adopt a fibroblast-like morphology and require between 450 and 35,000 μm2 per cell (Haasters et al. 2009), hiPSCs only require ≈43.5 μm2 due to their epithelial morphology (Wakao et al. 2012; Courtot et al. 2014). Hence, more hiPSCs can be grown per available surface area before confluency is reached. They also display a high nucleus-to-cytoplasm ratio (Wakao et al. 2012), a characteristic associated with proliferative potential (Wang et al. 2021).

Phase contrast images taken of the ATCC® adipose-derived mesenchymal stem cell line SCRC-4000™ (A) and the Gibco™ episomal induced pluripotent stem cell line (B) cultivated as monolayers on coated polystyrene surfaces. The scale bar in the lower left corner corresponds to 100 μm
The effective use of limited spatial resources can further be optimized through single-cell passaging and by ensuring uniform cell distribution during inoculation. In this regard, hMSCs are less susceptible as they display higher motility (Bertolo et al. 2015; Somaiah et al. 2015) and are able to migrate to sites with lower relative cell occupation, delaying the onset of localized confluency and contact inhibition. In contrast, hiPSCs remain in very close proximity to their point of initial attachment (Zhang et al. 2011) and are therefore more susceptible to inhomogeneous inoculation. Regardless, the migratory capacity of hMSCs has been shown to decrease and their size increase, as replicative senescence sets in (Haasters et al. 2009; Bertolo et al. 2015), potentially impacting this phenomenon alongside overall cell quality. This is currently estimated to happen after approximately 20–40 population doublings (Khorraminejad-Shirazi et al. 2019). Assuming one can isolate 103–104 cells (Stocchero and Stocchero 2011), 16–20 population doublings would be required to produce 1 dose containing 109 cells with the target cell quality (Scibona and Morbidelli 2019). Practically, cell cultivation and purification results in cell loss and far lower yields must be expected. Consequently, the manner and duration of these steps have a significant impact on cell yield and quality per batch, following cultivation, harvest, purification, and cryogenic storage, which has prompted the development of bioprocessing solutions to meet these needs.
The production of hMSC- and hiPSC-based therapeutics
Manufacturing overview
Typical bioprocessing steps for hMSC- and hiPSC-based therapeutics are outlined in Fig. 2. The manufacturing of these cells begins with the procedures up to and including the cellular expansion or differentiation stage, referred to as upstream processing. While hMSCs only undergo expansion during the upstream process, hiPSCs must also undergo differentiation into the desired cell types, such as cardiomyocytes, insulin-producing pancreatic cells, or neurons, for safety reasons (Kojima et al. 2019). Here cultivation conditions, such as medium composition and shear stress, may be used to realize the differentiation process (Yourek et al. 2010; Gultian et al. 2022). Following the upstream process, downstream processing generally involves cell harvest, clarification, concentration, and washing (Cunha et al. 2015a; Jossen et al. 2018). Thereafter, the cell suspension undergoes formulation, final fill and finish, cryogenic storage, distribution, and patient administration.

A simplified workflow for the production of hMSC-based and hiPSC-based therapeutics. The manufacturing process has been divided into (blue) typical upstream and (orange) downstream operations, followed by (green) the formulation to administration steps. Process steps marked with an asterisks only concern hiPSC-based products (created with Biorender.com)
Upstream processing
Bioreactors and process mode
To maintain target cell quality and growth throughout the entire upstream process, careful attention must be paid to maintaining a well-defined environment with consistent mechanical, physical, and chemical cues (García-Fernández et al. 2020). According to literature, this is best ensured through either mechanical or hydraulic agitation (Jossen et al. 2018; Tsai and Pacak 2021) in instrumented bioreactors (see also Table 2), which allow for the regulation and near homogenous distribution of process parameters such as temperature, pH, and dissolved oxygen (Manstein et al. 2021). Our review further revealed that most hMSC and hiPSC cultivations were performed in top-driven stirred bioreactor systems using microcarriers (Schirmaier et al. 2014; Dufey et al. 2016; Lawson et al. 2017; Pandey et al. 2020; Rotondi et al. 2021). A more detailed overview of microcarrier types suitable for stem cell production is provided in a review by Ornelas-González et al. (2021). Furthermore, while hMSC cultivation up to a pilot scale of 150 L has been described using stirred bioreactors (Jossen et al. 2018), hiPSC expansion has not yet progressed beyond bench-top scale (Pandey et al. 2020).
Independent of scale, one prevailing theme is the use of SU bioreactors for growing hMSCs (Schirmaier et al. 2014), hiPSCs (Kwok et al. 2018), and their differentiated progeny (Jiang et al. 2019; Shafa et al. 2019). Such bioreactors, whose sterile plastic containers are used only once, are currently offered by multiple vendors (Eibl and Eibl 2019; Eibl et al. 2022) and are available up to a maximum working volume of 6 m3. SU bioreactors are known to reduce the risk of cross-contamination (Jossen et al. 2018) and are approved and even recommended by regulatory agencies for production processes that are subject to stringent safety requirements, i.e., processes whereafter contaminants cannot be easily removed, such as stem cell expansion and differentiation for therapeutic use (Nogueira et al. 2021).
As shown in Table 2, the application of such SU bioreactors has enabled peak cell yields of between 10.9 and 37.5 × 109 hMSCs or 10.2 × 109 hiPSCs per batch, while still maintaining key cell quality indicators (Schirmaier et al. 2014; Lawson et al. 2017; Pall Biotech 2020; Huang et al. 2020). Our review has also shown that higher volumetric yields of hiPSCs can be expected per batch compared to hMSCs when using the same system. Another method of improving yield or reducing process time for both cell types was the choice of process mode. Here, the cultivations that achieved the highest hMSC and hiPSC expansion factors were performed either as repeated batch (Kwok et al. 2018; Pandey et al. 2020; Dang et al. 2021) or in perfusion mode (Abecasis et al. 2017; Pandey et al. 2020; Huang et al. 2020; Manstein et al. 2021). For perfusion processes with hMSCs and hiPSCs in stirred bioreactors, filters with either defined pore sizes (dos Santos et al. 2014; Kropp et al. 2016; Abecasis et al. 2017; Huang et al. 2020; Huang et al. 2020; Manstein et al. 2021), settling tubes (Huang et al. 2020; Sion et al. 2021), or acoustic separators (Huang et al. 2020) were used to ensure cell retention during medium replacement. Perfusion rates used for hiPSCs typically ranged from 0.5 to 1.3 vvd (Kropp et al. 2016; Abecasis et al. 2017; Pandey et al. 2020; Huang et al. 2020; Manstein et al. 2021), while for hMSCs, rates of 0.25 to 0.48 vvd (dos Santos et al. 2014; Sion et al. 2021) were used. In this manner, expansion factors of up to 33.6 and 62.6 in 8–9 days could be achieved for hMSCs (Mennan et al. 2019) and hiPSCs (Pandey et al. 2020), respectively.
While the Njs or Ns1 and Ns1u criteria have been applied for stirred SU bioreactors operated with microcarriers to support the expansion of hMSCs and their process scale-up (Schirmaier et al. 2014; Lawson et al. 2017), other criteria, such as critical Kolmogorov length (λc), have also been successfully used for the cultivation of hiPSCs as spheroids in both rotating- (Shafa et al. 2019) and vertical wheel-impeller (Dang et al. 2021) bioreactors. Based on Zwieterings (1958) findings, Njs or Ns1 describes a minimum impeller speed at which solid particles, or in this case microcarriers, are just suspended in a bioreactor’s working volume (Hewitt et al. 2011; Rafiq et al. 2013), while Ns1u describes a lower limit for Njs, where the microcarriers are in contact with the bottom of the bioreactor but not at rest (Kaiser et al. 2013; Jossen et al. 2016). These criteria may be determined visually or using particle image velocimetry (Tsai and Pacak 2021). Application of the Ns1u approach when cultivating hMSCs in spinner flasks allowed Jossen et al. (2016) to maintain a mean shear stress (\(\overline{\tau}\)) of 4.96 × 10−3 N m−2 ensuring optimal cell growth and quality. Petry and Salzig (2021) went on to define current estimates for acceptable \(\overline{\tau}\) and energy dissipation rates (\(\overline{\epsilon}\)) in stirred bioreactors to be between 0.01–0.06 N m−2 and 0.2–4.8 mW kg−1, respectively, for hMSC cultivation. Additionally, they mentioned that the ratio of maximum energy dissipation (ϵmax) to \(\overline{\epsilon}\), or hydrodynamic heterogeneity (Φ) should not exceed 20. While little has been reported on acceptable \(\overline{\tau}\) ranges for hiPSCs, a \(\overline{\epsilon}\) of 0.3–1.5 mW kg−1 has been suggested (Dang et al. 2021).
These authors also mention the use of λc as a means of estimating the maximum allowable power input in order to control spheroid size and minimize cell damage (Dang et al. 2021; Petry and Salzig 2021). Accordingly, the higher the impeller speed in a bioreactor, the smaller λc becomes, with its length ideally being more than two thirds of the diameter of any cell or microcarrier aggregates in the system, to prevent cell stripping at their liquid/aggregate interface (Hewitt et al. 2011; Nienow et al. 2016a; Nienow et al. 2016b). The direct application of λc does, however, presume fully turbulent conditions (Nienow 2021), which is generally not the case for the cultivation hMSCs or hiPSCs. Regardless, the approach has been readily adopted to limit the size of hMSC and hiPSC spheroids to a critical diameter of 200–300 μm (Sart et al. 2013; Allen et al. 2019; Huang et al. 2020; Petry and Salzig 2021), so that mass transfer is not restricted. These diameter limitations are less critical for microcarrier processes, especially when large spherical non-porous varieties (diameter ≈190 μm) are used, as they form more open aggregate structures (Ornelas-González et al. 2021). In this context, the ability of both cell types to detach from populated and reattach to unpopulated microcarriers or form bridges between the two, referred to as bead-to-bead transfer (Badenes et al. 2017; Leber et al. 2017; Rafiq et al. 2018), has also been observed. The use of bead-to-bead transfer during inoculation has been shown to reduce the lag phase associated with the proteolytic treatment of both cell types during single cell transfer from static to dynamic cultivation systems (Badenes et al. 2017; Rafiq et al. 2018), shortening process time.
Culture medium
In addition to the choice of bioreactor, process mode, and surface/scaffold, the culture medium has a decisive influence on the result of cell expansion and differentiation. Table 3 gives an overview of commercially available serum-free, xeno-free, or chemically defined media used for the production of hMSCs and hiPSCs. At this point, it is worth mentioning that while chemically defined media for cell differentiation are available (Gultian et al. 2022), their application remains limited. On the contrary, the more popular approach is to supplement the media either with fetal bovine serum or a substitute, such as KnockOut™ Serum Replacement (Ackermann et al. 2018), human plasma (Sivalingam et al. 2021), or platelet lysate (Mizukami et al. 2018) alongside other recombinant and synthetic components (Olmer et al. 2018; Haack-Sørensen et al. 2018; Yabe et al. 2019; Laco et al. 2020; Jacobson et al. 2021). Correspondingly, these media compositions have facilitated the differentiation of hiPSCs into various cell types, such as hMSCs (Goetzke et al. 2019), cardiomyocytes (Laco et al. 2020), neurons (Silva et al. 2021), definitive endoderm (Jacobson et al. 2021), and hematopoietic cells (Sivalingam et al. 2021). Moreover, by adjusting composition and leveraging changes in intrinsic metabolic requirements during differentiation, selective pressure could be applied, improving target cell purity (Kehoe et al. 2010; Tohyama et al. 2017; Hsu et al. 2021) prior to downstream processing.
Downstream processing
In the context of cell therapeutic production processes, downstream processing has received less attention in peer-reviewed literature than its upstream counterpart. It therefore comes as no surprise that there are still challenges and bottlenecks associated with downstream processing during the production of cell therapeutics. These include the short time window available between cell detachment and cryopreservation before quality becomes unacceptable (Viswanathan and Hematti 2017; Scibona and Morbidelli 2019) and the cells shear sensitivity, which restricts rigorous operations in favor of cell recovery (Cunha et al. 2015a; Scibona and Morbidelli 2019). In this context, the first step is the detachment of the hMSCs or hiPSCs from their growth surface as well as from each other. This is usually achieved by adding a proteolytic agent, such as TrypLE or Accutase, to cleave the integrin necessary for cell-to-surface/scaffold attachment, and chelating agents, such as Versene, to scavenge divalent ions required for cell-to-cell junctions (Derakhti et al. 2019). Alternatively, dissolvable scaffolds may be enzymatically digested instead (Rodrigues et al. 2019), or a temperature shift performed to affect cell release if a thermoresponsive coating was used (Narumi et al. 2020). For microcarrier or spheroid-based cultivations, cell recovery rates during detachment may further be improved by increasing fluid dynamic stress and collisions within the system (Nienow 2021), as has been demonstrated in various SU bioreactors with Φ between 10 and 25 at impeller speeds of 2 − 5 ∙ Ns1, corresponding to a ϵmax of 1310–2830 mW kg−1 and a λc of 24–30 μm (Nienow et al. 2016a; Nienow et al. 2016b).
Following complete detachment from carriers, the cells must be separated from any non-dissolvable debris (Viswanathan and Hematti 2017). This so-called clarification is generally realized through dead-end filtration using, for example, SU products such as the Thermo Scientifics’ Harvestainer™ BioProcess Container (Jossen et al. 2018), Entegris’ Microcarrier and Cell Separation System (Pandey et al. 2020), or Merck’s OptiCap® capsules (Cunha et al. 2015a). Various studies have shown that pore diameters >75 μm resulted in cell recovery rates of >80 %, while ensuring a high cell quality and efficient microcarrier removal (Schirmaier et al. 2014; Cunha et al. 2015b; Serra et al. 2018).
After clarification cells are concentrated and then washed by diafiltration. Due to time constraints, both of these processes are often integrated (Cunha et al. 2015a; Pandey et al. 2020), e.g., by tangential flow filtration (TFF), using either hollow-fiber modules or flat sheet cassettes (Viswanathan and Hematti 2017; Cunha et al. 2017). Studies with TFFs highlighted that cell recovery rates and protein clearance improved when processing was continuous (Cunha et al. 2015a). Protein clearance could further be improved by adding a negative mode expanded bed adsorption step prior to concentration and washing (Cunha et al. 2016), while cell recovery rates were shown to be dependent on the choice of system, material, and operating parameters (Cunha et al. 2015b; Cunha et al. 2017). SU TFF technologies used for the downstream processing of hMSCs (Cunha et al. 2017) include Asahi Kasei’s BioOptimal™ MF-SL Microfilters (Cunha et al. 2015a), Cytiva’s ReadyToProcess™ HF microfiltration cartridges, Merck’s Pellicon® XL Cassettes, and Sartorius’ Sartocon®Slice 200 (Cunha et al. 2017).
An alternative scalable low shear approach capable of integrating cell concentration and washing is continuous centrifugation (counterflow and disk stack centrifugation). While counterflow centrifugation has been used to purify hMSCs and hiPSCs at different scales (Li et al. 2019; Li et al. 2019; Pandey et al. 2020; Li et al. 2020a), there have been no reports using disk stack centrifugation. A design-of-experiment study performed with a counterflow centrifuge (CTS Rotea) showed that, while neither flowrate, centrifugal force-to-flowrate ratio, serum concentration, nor trypsin concentration impacted live hMSC recovery during centrifugation, the first two did negatively influence cell metabolism (Li et al. 2020a). Further studies showed that these systems not only shorten the process time (Li et al. 2019), but also allow the selective isolation of cell populations based on physical properties, such as size, density, and even viability (Li et al. 2022). Furthermore, the scalability of these systems was demonstrated in a recent study where 3 L cell suspensions with a density of 0.9–3.4 × 106 hiPSCs mL−1 were processed within 30 min, achieving a 105-fold concentration and cell recovery rates of up to 99 %, while maintaining target cell quality. The authors did, however, highlight that the chamber capacity would present the main scale-up constraint when moving to 50 L production (Pandey et al. 2020). Commercially available SU continuous centrifugation systems used for the downstream processing of hMSCs and hiPSCs include Sartorius’ kSep® (Pandey et al. 2020), Thermo Scientific’s CTS Rotea Counterflow Centrifuge (Li et al. 2020a), and Terumo BCT’s Elutra Cell Separation System (Li et al. 2022). After this downstream operation, cells are formulated in preparation for cryogenic storage, filled into vials or bags, visually inspected, and frozen away for transport to the site of administration. A more detailed description of these operations is given elsewhere (Viswanathan and Hematti 2017).
Conclusions and outlook
Allogeneic hMSC- and hiPSC-based therapeutics are on the rise, with a clear trend towards their production in stirred SU bioreactors on microcarriers. Nevertheless, securing clinically relevant cell quantities and quality continues to pose a challenge. In upstream processing, safety issues surrounding hiPSCs need to be addressed and SU perfusion systems adapted to deal with cell shear sensitivity and bioreactor scale. Moreover, suitable chemically defined expansion and differentiation media compositions remain to be developed and commercialized. Here medium compatibility with perfusion mode could be advantageous. In the meantime, the groundbreaking work already done with hMSCs and microcarriers may be adapted to hiPSCs to increase process scale and yield using SU bioreactors, while bearing in mind the inherent similarities and differences between the two cell types.
Ensuring a high cell yield during the cultivation process is only the first step, however. Cells must still undergo downstream operations to meet the quality and purity standards set by regulatory bodies. This demands the development of scalable automated systems capable of time sensitive cell processing. SU downstream processing technologies which combine process steps, such as TFF and continuous centrifugation have proven themselves in this regard, yet more research is necessary to fully understand how these systems impact cell quality and recovery. Finally, new technologies with great developmental potential, such as SU acoustic wave separators (Merck’s ekko™) and SU disk stack centrifuges (GEAs kytero and Alfa Lavals CultureOne), have only recently become commercially available and remain to be tested for stem cell application.
References
Abecasis B, Aguiar T, Arnault É, Costa R, Gomes-Alves P, Aspegren A, Serra M, Alves PM (2017) Expansion of 3D human induced pluripotent stem cell aggregates in bioreactors: bioprocess intensification and scaling-up approaches. J Biotechnol 246:81–93. https://doi.org/10.1016/j.jbiotec.2017.01.004
Ackermann M, Kempf H, Hetzel M, Hesse C, Hashtchin AR, Brinkert K, Schott JW, Haake K, Kühnel MP, Glage S, Figueiredo C, Jonigk D, Sewald K, Schambach A, Wronski S, Moritz T, Martin U, Zweigerdt R, Munder A, Lachmann N (2018) Bioreactor-based mass production of human iPSC-derived macrophages enables immunotherapies against bacterial airway infections. Nat Commun 9:5088. https://doi.org/10.1038/s41467-018-07570-7
Allen LM, Matyas J, Ungrin M, Hart DA, Sen A (2019) Serum-free culture of human mesenchymal stem cell aggregates in suspension bioreactors for tissue engineering applications. Stem Cells Int 2019:1–18. https://doi.org/10.1155/2019/4607461
Antebi B, Rodriguez LA, Walker KP, Asher AM, Kamucheka RM, Alvarado L, Mohammadipoor A, Cancio LC (2018) Short-term physiological hypoxia potentiates the therapeutic function of mesenchymal stem cells. Stem Cell Res Ther 9:265. https://doi.org/10.1186/s13287-018-1007-x
Audet J, Stanford WL (eds) (2009) Stem cells in regenerative medicine. Humana, New York, N.Y
Badenes SM, Fernandes TG, Miranda CC, Pusch-Klein A, Haupt S, Rodrigues CA, Diogo MM, Brüstle O, Cabral JM (2017) Long-term expansion of human induced pluripotent stem cells in a microcarrier-based dynamic system. J Chem Technol Biotechnol 92:492–503. https://doi.org/10.1002/jctb.5074
Bertolo A, Gemperli A, Gruber M, Gantenbein B, Baur M, Pötzel T, Stoyanov J (2015) In vitro cell motility as a potential mesenchymal stem cell marker for multipotency. Stem Cells Transl Med 4:84–90. https://doi.org/10.5966/sctm.2014-0156
Bhat S, Viswanathan P, Chandanala S, Prasanna SJ, Seetharam RN (2021) Expansion and characterization of bone marrow derived human mesenchymal stromal cells in serum-free conditions. Sci Rep 11:3403. https://doi.org/10.1038/s41598-021-83088-1
Birbriar A (2021) Cell sources for iPSCs. Elsevier
Borgohain MP, Haridhasapavalan KK, Dey C, Adhikari P, Thummer RP (2019) An insight into DNA-free reprogramming approaches to generate integration-free induced pluripotent stem cells for prospective biomedical applications. Stem Cell Rev Rep 15:286–313. https://doi.org/10.1007/s12015-018-9861-6
Burns AB, Doris C, Vehar K, Saxena V, Bardliving C, Shamlou PA, Phillips MI (2021) Novel low shear 3D bioreactor for high purity mesenchymal stem cell production. PLOS ONE 16:e0252575. https://doi.org/10.1371/journal.pone.0252575
Cell Applications, Inc. (2023a) iPSC medium & reagents. https://www.cellapplications.com/human-induced-pluripotent-stem-cell-hipsc-medium. Accessed 11 Feb 2023
Cell Applications, Inc. (2023b) Media for human mesenchymal stem cells. https://www.cellapplications.com/human-mesenchymal-stem-cell-media. Accessed 11 Feb 2023
Chen G, Gulbranson DR, Hou Z, Bolin JM, Ruotti V, Probasco MD, Smuga-Otto K, Howden SE, Diol NR, Propson NE, Wagner R, Lee GO, Antosiewicz-Bourget J, Teng JMC, Thomson JA (2011) Chemically defined conditions for human iPSC derivation and culture. Nat Methods 8:424–429. https://doi.org/10.1038/nmeth.1593
Cofano F, Boido M, Monticelli M, Zenga F, Ducati A, Vercelli A, Garbossa D (2019) Mesenchymal stem cells for spinal cord injury: current options, limitations, and future of cell therapy. Int J Mol Sci 20:2698. https://doi.org/10.3390/ijms20112698
Cohnheim J (1867) Ueber Entzündung und Eiterung. Arch Für Pathol Anat Physiol Für Klin Med 40:1–79. https://doi.org/10.1007/BF02968135
Courtot AM, Magniez A, Oudrhiri N, Féraud O, Bacci J, Gobbo E, Proust S, Turhan AG, Bennaceur-Griscelli A (2014) Morphological analysis of human induced pluripotent stem cells during induced differentiation and reverse programming. BioResearch Open Access 3:206–216. https://doi.org/10.1089/biores.2014.0028
Cunha B, Aguiar T, Carvalho SB, Silva MM, Gomes RA, Carrondo MJT, Gomes-Alves P, Peixoto C, Serra M, Alves PM (2017) Bioprocess integration for human mesenchymal stem cells: From up to downstream processing scale-up to cell proteome characterization. J Biotechnol 248:87–98. https://doi.org/10.1016/j.jbiotec.2017.01.014
Cunha B, Aguiar T, Silva MM, Silva RJS, Sousa MFQ, Pineda E, Peixoto C, Carrondo MJT, Serra M, Alves PM (2015a) Exploring continuous and integrated strategies for the up- and downstream processing of human mesenchymal stem cells. J Biotechnol 213:97–108. https://doi.org/10.1016/j.jbiotec.2015.02.023
Cunha B, Peixoto C, Silva MM, Carrondo MJT, Serra M, Alves PM (2015b) Filtration methodologies for the clarification and concentration of human mesenchymal stem cells. J Membr Sci 478:117–129. https://doi.org/10.1016/j.memsci.2014.12.041
Cunha B, Silva RJS, Aguiar T, Serra M, Daicic J, Maloisel J-L, Clachan J, Åkerblom A, Carrondo MJT, Peixoto C, Alves PM (2016) Improving washing strategies of human mesenchymal stem cells using negative mode expanded bed chromatography. J Chromatogr A 1429:292–303. https://doi.org/10.1016/j.chroma.2015.12.052
Dang T, Borys BS, Kanwar S, Colter J, Worden H, Blatchford A, Croughan MS, Hossan T, Rancourt DE, Lee B, Kallos MS, Jung S (2021) Computational fluid dynamic characterization of vertical-wheel bioreactors used for effective scale-up of human induced pluripotent stem cell aggregate culture. Can J Chem Eng 99:2536–2553. https://doi.org/10.1002/cjce.24253
de Almeida Fuzeta M, Bernardes N, Oliveira FD, Costa AC, Fernandes-Platzgummer A, Farinha JP, Rodrigues CAV, Jung S, Tseng R-J, Milligan W, Lee B, Castanho MARB, Gaspar D, Cabral JMS, da Silva CL (2020) Scalable production of human mesenchymal stromal cell-derived extracellular vesicles under serum-/xeno-free conditions in a microcarrier-based bioreactor culture system. Front Cell Dev Biol 8:553444. https://doi.org/10.3389/fcell.2020.553444
Derakhti S, Safiabadi-Tali SH, Amoabediny G, Sheikhpour M (2019) Attachment and detachment strategies in microcarrier-based cell culture technology: a comprehensive review. Mater Sci Eng C 103:109782. https://doi.org/10.1016/j.msec.2019.109782
Dominici M, Le Blanc K, Mueller I, Slaper-Cortenbach I, Marini FC, Krause DS, Deans RJ, Keating A, Prockop DJ, Horwitz EM (2006) Minimal criteria for defining multipotent mesenchymal stromal cells. The International Society for Cellular Therapy position statement. Cytotherapy 8:315–317. https://doi.org/10.1080/14653240600855905
dos Santos F, Campbell A, Fernandes-Platzgummer A, Andrade PZ, Gimble JM, Wen Y, Boucher S, Vemuri MC, da Silva CL, Cabral JMS (2014) A xenogeneic-free bioreactor system for the clinical-scale expansion of human mesenchymal stem/stromal cells: xeno-free production of human MSC. Biotechnol Bioeng 111:1116–1127. https://doi.org/10.1002/bit.25187
Dufey V, Tacheny A, Art M, Becken U, De Longueville F (2016) Expansion of human bone marrow-derived mesenchymal stem cells in BioBLU® 0.3c single-use bioreactors. https://www.eppendorf.com/product-media/doc/en/174227/Fermentors-Bioreactors_Application-Note_305_BioBLU-03c_DASbox_Expansion-Human-Bone-Marrow-Derived-Mesenchymal-Stem-Cells-BioBLU-03c-Single-Bioreactors.pdf. Accessed 30 May 2021
Eibl D, Eibl R (2019) Single-use equipment in biopharmaceutical manufacture: a brief introduction, 2nd edn. John Wiley & Sons, Inc
Eibl R, Maschke RW, Jossen V, Seidel S, Schirmer C (2022) Cell cultivation techniques: an introduction. In: edX. https://www.edx.org/course/cell-cultivation-techniques-an-introduction. Accessed 17 Feb 2023
European Medicines Agency (2009) EU/3/09/667. In: EMA. https://www.ema.europa.eu/en/medicines/human/orphan-designations/eu309667. Accessed 16 Feb 2023
Flahou C, Morishima T, Takizawa H, Sugimoto N (2021) Fit-for-all iPSC-derived cell therapies and their evaluation in humanized mice with NK cell immunity. Front Immunol 12:662360. https://doi.org/10.3389/fimmu.2021.662360
Friedenstein AJ, Chailakhjan RK, Lalykina KS (1970) The development of fibroblast colonies in monolayer cultures of guinea-pig bone marrow and spleen cells. Cell Prolif 3:393–403. https://doi.org/10.1111/j.1365-2184.1970.tb00347.x
Furukawa Y, Hamano Y, Shirane S, Kinoshita S, Azusawa Y, Ando J, Nakauchi H, Ando M (2022) Advances in allogeneic cancer cell therapy and future perspectives on “off-the-shelf” T cell therapy using iPSC technology and gene editing. Cells 11:269. https://doi.org/10.3390/cells11020269
García-Fernández C, López-Fernández A, Borrós S, Lecina M, Vives J (2020) Strategies for large-scale expansion of clinical-grade human multipotent mesenchymal stromal cells. Biochem Eng J 159:107601. https://doi.org/10.1016/j.bej.2020.107601
Giacomelli E, Meraviglia V, Campostrini G, Cochrane A, Cao X, van Helden RWJ, Krotenberg Garcia A, Mircea M, Kostidis S, Davis RP, van Meer BJ, Jost CR, Koster AJ, Mei H, Míguez DG, Mulder AA, Ledesma-Terrón M, Pompilio G, Sala L et al (2020) Human-iPSC-derived cardiac stromal cells enhance maturation in 3D cardiac microtissues and reveal non-cardiomyocyte contributions to heart disease. Cell Stem Cell 26:862–879.e11. https://doi.org/10.1016/j.stem.2020.05.004
Goetzke R, Keijdener H, Franzen J, Ostrowska A, Nüchtern S, Mela P, Wagner W (2019) Differentiation of cardiac microtissues and reveal non-cardiomyocyte contributions to heart disease in 3D hydrogels. Sci Rep 9:15578. https://doi.org/10.1038/s41598-019-51911-5
Gottipamula S, Muttigi MS, Kolkundkar U, Seetharam RN (2013) Serum-free media for the production of human mesenchymal stromal cells: a review. Cell Prolif 46:608–627. https://doi.org/10.1111/cpr.12063
Gultian KA, Gandhi R, Sarin K, Sladkova-Faure M, Zimmer M, de Peppo GM, Vega SL (2022) Human induced mesenchymal stem cells display increased sensitivity to matrix stiffness. Sci Rep 12:8483. https://doi.org/10.1038/s41598-022-12143-2
Ha C-W, Park Y-B, Kim SH, Lee H-J (2019) Intra-articular mesenchymal stem cells in osteoarthritis of the knee: a systematic review of clinical outcomes and evidence of cartilage repair. Arthrosc J Arthrosc Relat Surg 35:277–288.e2. https://doi.org/10.1016/j.arthro.2018.07.028
Haack-Sørensen M, Juhl M, Follin B, Søndergaard RH, Kirchhoff M, Kastrup J, Ekblond A (2018) Development of large-scale manufacturing of adipose-derived stromal cells for clinical applications using bioreactors and human platelet lysate. Scand J Clin Lab Invest 78:293–300. https://doi.org/10.1080/00365513.2018.1462082
Haasters F, Prall WC, Anz D, Bourquin C, Pautke C, Endres S, Mutschler W, Docheva D, Schieker M (2009) Morphological and immunocytochemical characteristics indicate the yield of early progenitors and represent a quality control for human mesenchymal stem cell culturing. J Anat 214:759–767. https://doi.org/10.1111/j.1469-7580.2009.01065.x
Heathman TR, Nienow AW, McCall MJ, Coopman K, Kara B, Hewitt CJ (2015) The translation of cell-based therapies: clinical landscape and manufacturing challenges. Regen Med 10:49–64. https://doi.org/10.2217/rme.14.73
Hervy M, Weber JL, Pecheul M, Dolley-Sonneville P, Henry D, Zhou Y, Melkoumian Z (2014) Long term expansion of bone marrow-derived hMSCs on novel synthetic microcarriers in xeno-free, defined conditions. PLoS ONE 9:e92120. https://doi.org/10.1371/journal.pone.0092120
Hewitt CJ, Lee K, Nienow AW, Thomas RJ, Smith M, Thomas CR (2011) Expansion of human mesenchymal stem cells on microcarriers. Biotechnol Lett 33:2325–2335. https://doi.org/10.1007/s10529-011-0695-4
Hoang VT, Trinh Q-M, Phuong DTM, Bui HTH, Hang LM, Ngan NTH, Anh NTT, Nhi PY, Nhung TTH, Lien HT, Nguyen TD, Thanh LN, Hoang DM (2021) Standardized xeno- and serum-free culture platform enables large-scale expansion of high-quality mesenchymal stem/stromal cells from perinatal and adult tissue sources. Cytotherapy 23:88–99. https://doi.org/10.1016/j.jcyt.2020.09.004
Hogan SE, Rodriguez Salazar MP, Cheadle J, Glenn R, Medrano C, Petersen TH, Ilagan RM (2019) Mesenchymal stromal cell-derived exosomes improve mitochondrial health in pulmonary arterial hypertension. Am J Physiol-Lung Cell Mol Physiol 316:L723–L737. https://doi.org/10.1152/ajplung.00058.2018
Horiguchi I, Torizal FG, Nagate H, Inose H, Inamura K, Hirata O, Hayashi H, Horikawa M, Sakai Y (2021) Protection of human induced pluripotent stem cells against shear stress in suspension culture by Bingham plastic fluid. Biotechnol Prog 37:e3100. https://doi.org/10.1002/btpr.3100
Hsu CYM, Walsh T, Borys BS, Kallos MS, Rancourt DE (2018) An integrated approach toward the biomanufacturing of engineered cell therapy products in a stirred-suspension bioreactor. Mol Ther - Methods Clin Dev 9:376–389. https://doi.org/10.1016/j.omtm.2018.04.007
Hsu L-J, Liu C-L, Kuo M-L, Shen C-N, Shen C-R (2021) An alternative cell therapy for cancers: induced pluripotent stem cell (iPSC)-derived natural killer cells. Biomedicines 9:1323. https://doi.org/10.3390/biomedicines9101323
Huang S, Razvi A, Anderson-Jenkins Z, Sirskyj D, Gong M, Lavoie A-M, Pigeau G (2020) Process development and scale-up of pluripotent stem cell manufacturing. Cell Gene Ther Insights 6:1277–1298. https://doi.org/10.18609/cgti.2020.141
Isomursu A, Lerche M, Taskinen ME, Ivaska J, Peuhu E (2019) Integrin signaling and mechanotransduction in regulation of somatic stem cells. Exp Cell Res 378:217–225. https://doi.org/10.1016/j.yexcr.2019.01.027
Jacobson EF, Chen Z, Stoukides DM, Nair GG, Hebrok M, Tzanakakis ES (2021) Non-xenogeneic expansion and definitive endoderm differentiation of human pluripotent stem cells in an automated bioreactor. Biotechnol Bioeng 118:979–991. https://doi.org/10.1002/bit.27629
Jeriha J, Kolundzic N, Khurana P, Perez-Dominguez A, Ilic D (2022) mRNA-based reprogramming under xeno-free and feeder-free conditions. In: Nagy A, Turksen K (eds) Induced pluripotent stem (iPS) cells: methods and protocols. Springer, US, New York, NY, pp 665–674
Jiang Y, Langenberg K, Borgdorff V, Duńska M, Post R, Bartulos O, Doornbos M, Braam S, Reijerkerk A, Rasche U (2019) Controlled, large-scale manufacturing of hiPSC-derived cardiomyocytes in stirred-tank bioreactors. https://www.eppendorf.com/product-media/doc/en/763613/Fermentors-Bioreactors_Application-Note_409_DASbox_BioFlo-320_Controlled_Large-Scale-Manufacturing-hiPSC-Derived-Cardiomyocytes-Stirred-Tank-Bioreactors.pdf. Accessed 1 Feb 2023
Jin S, Yao H, Weber JL, Melkoumian ZK, Ye K (2012) A synthetic, xeno-free peptide surface for expansion and directed differentiation of human induced pluripotent stem cells. PLoS ONE 7:e50880. https://doi.org/10.1371/journal.pone.0050880
Jossen V, Schirmer C, Mostafa Sindi D, Eibl R, Kraume M, Pörtner R, Eibl D (2016) Theoretical and practical issues that are relevant when scaling up hMSC microcarrier production processes. Stem Cells Int 2016:1–15. https://doi.org/10.1155/2016/4760414
Jossen V, van den Bos C, Eibl R, Eibl D (2018) Manufacturing human mesenchymal stem cells at clinical scale: process and regulatory challenges. Appl Microbiol Biotechnol 102:3981–3994. https://doi.org/10.1007/s00253-018-8912-x
Kaiser S, Jossen V, Schirmaier C, Eibl D, Brill S, van den Bos C, Eibl R (2013) Fluid flow and cell proliferation of mesenchymal adipose-derived stem cells in small-scale, stirred, single-use bioreactors. Chem Ing Tech 85:95–102. https://doi.org/10.1002/cite.201200180
Kehoe DE, Jing D, Lock LT, Tzanakakis ES (2010) Scalable stirred-suspension bioreactor culture of human pluripotent stem cells. Tissue Eng Part A 16:405–421. https://doi.org/10.1089/ten.tea.2009.0454
Khorraminejad-Shirazi M, Dorvash M, Estedlal A, Hoveidaei AH, Mazloomrezaei M, Mosaddeghi P (2019) Aging: a cell source limiting factor in tissue engineering. World J Stem Cells 11:787–802. https://doi.org/10.4252/wjsc.v11.i10.787
Kiesslich S (2022) Corning® Ascent® FBR - innovative technology for scalable adherent cell culture. In: BrightTALK. https://www.brighttalk.com/webcast/6639/563551. Accessed 10 Jan 2023
Kojima K, Miyoshi H, Nagoshi N, Kohyama J, Itakura G, Kawabata S, Ozaki M, Iida T, Sugai K, Ito S, Fukuzawa R, Yasutake K, Renault-Mihara F, Shibata S, Matsumoto M, Nakamura M, Okano H (2019) Selective ablation of tumorigenic cells following human induced pluripotent stem cell-derived neural stem/progenitor cell transplantation in spinal cord injury. Stem Cells Transl Med 8:260–270. https://doi.org/10.1002/sctm.18-0096
Kou M, Huang L, Yang J, Chiang Z, Chen S, Liu J, Guo L, Zhang X, Zhou X, Xu X, Yan X, Wang Y, Zhang J, Xu A, Tse H, Lian Q (2022) Mesenchymal stem cell-derived extracellular vesicles for immunomodulation and regeneration: a next generation therapeutic tool? Cell Death Dis 13:1–16. https://doi.org/10.1038/s41419-022-05034-x
Kropp C, Kempf H, Halloin C, Robles-Diaz D, Franke A, Scheper T, Kinast K, Knorpp T, Joos TO, Haverich A, Martin U, Zweigerdt R, Olmer R (2016) Impact of feeding strategies on the scalable expansion of human pluripotent stem cells in single-use stirred tank bioreactors. STEM CELLS Transl Med 5:1289–1301. https://doi.org/10.5966/sctm.2015-0253
Kwok CK, Ueda Y, Kadari A, Günther K, Ergün S, Heron A, Schnitzler AC, Rook M, Edenhofer F (2018) Scalable stirred suspension culture for the generation of billions of human induced pluripotent stem cells using single-use bioreactors. J Tissue Eng Regen Med 12:e1076–e1087. https://doi.org/10.1002/term.2435
Laco F, Lam AT-L, Woo T-L, Tong G, Ho V, Soong P-L, Grishina E, Lin K-H, Reuveny S, Oh SK-W (2020) Selection of human induced pluripotent stem cells lines optimization of cardiomyocytes differentiation in an integrated suspension microcarrier bioreactor. Stem Cell Res Ther 11:118. https://doi.org/10.1186/s13287-020-01618-6
Lambrechts T, Papantoniou I, Viazzi S, Bovy T, Schrooten J, Luyten FP, Aerts J-M (2016) Evaluation of a monitored multiplate bioreactor for large-scale expansion of human periosteum derived stem cells for bone tissue engineering applications. Biochem Eng J 108:58–68. https://doi.org/10.1016/j.bej.2015.07.015
Lawson T, Kehoe DE, Schnitzler AC, Rapiejko PJ, Der KA, Philbrick K, Punreddy S, Rigby S, Smith R, Feng Q, Murrell JR, Rook MS (2017) Process development for expansion of human mesenchymal stromal cells in a 50L single-use stirred tank bioreactor. Biochem Eng J 120:49–62. https://doi.org/10.1016/j.bej.2016.11.020
Leber J, Barekzai J, Blumenstock M, Pospisil B, Salzig D, Czermak P (2017) Microcarrier choice and bead-to-bead transfer for human mesenchymal stem cells in serum-containing and chemically defined media. Process Biochem 59:255–265. https://doi.org/10.1016/j.procbio.2017.03.017
Lee AS, Tang C, Rao MS, Weissman IL, Wu JC (2013) Tumorigenicity as a clinical hurdle for pluripotent stem cell therapies. Nat Med 19:998–1004. https://doi.org/10.1038/nm.3267
Lee B, Borys BS, Kallos MS, Rodrigues CAV, Silva TP, Cabral JMS (2020) Challenges and solutions for commercial scale manufacturing of allogeneic pluripotent stem cell products. Bioengineering 7:31. https://doi.org/10.3390/bioengineering7020031
Li A, Barabadi M, McDonald H, Chan ST, Krause M, Ooi JD, Kusuma GD, James D, Lim R (2022) Improving cell viability using counterflow centrifugal elutriation. Cytotherapy 24:650–658. https://doi.org/10.1016/j.jcyt.2022.01.008
Li A, Kusuma G, James D, Lim R (2020a) Design of Experiment (DoE) approach to identify critical parameters in a counterflow centrifugation system. Cytotherapy 22:S151–S152. https://doi.org/10.1016/j.jcyt.2020.03.313
Li A, Wilson S, Fitzpatrick I, Chan S, Barabadi M, Kusuma G, James D, Lim R (2019) Evaluating automated buffer exchange protocols using RoteaTM counterflow centrifuge. Cytotherapy 21:S40. https://doi.org/10.1016/j.jcyt.2019.03.379
Li F, Zhang J, Liao R, Duan Y, Tao L, Xu Y, Chen A (2020b) Mesenchymal stem cell-derived extracellular vesicles prevent neural stem cell hypoxia injury via promoting miR-210-3p expression. Mol Med Rep 22:3813–3821. https://doi.org/10.3892/mmr.2020.11454
Li X, Wang Y, Cai Z, Zhou Q, Li L, Fu P (2021) Exosomes from human umbilical cord mesenchymal stem cells inhibit ROS production and cell apoptosis in human articular chondrocytes via the miR-100-5p/NOX4 axis. Cell Biol Int 45:2096–2106. https://doi.org/10.1002/cbin.11657
Lipsitz YY, Tonge PD, Zandstra PW (2018) Chemically controlled aggregation of pluripotent stem cells. Biotechnol Bioeng 115:2061–2066. https://doi.org/10.1002/bit.26719
Lorenz C, Lesimple P, Bukowiecki R, Zink A, Inak G, Mlody B, Singh M, Semtner M, Mah N, Auré K, Leong M, Zabiegalov O, Lyras E-M, Pfiffer V, Fauler B, Eichhorst J, Wiesner B, Huebner N, Priller J et al (2017) Human iPSC-derived neural progenitors are an effective drug discovery model for neurological mtDNA disorders. Cell Stem Cell 20:659–674.e9. https://doi.org/10.1016/j.stem.2016.12.013
Mahmood R, Shaukat M, Choudhery MS, Mahmood R, Shaukat M, Choudhery MS (2018) Biological properties of mesenchymal stem cells derived from adipose tissue, umbilical cord tissue and bone marrow. AIMS Cell Tissue Eng 2:78–90. https://doi.org/10.3934/celltissue.2018.2.78
Manstein F, Ullmann K, Kropp C, Halloin C, Triebert W, Franke A, Farr C-M, Sahabian A, Haase A, Breitkreuz Y, Peitz M, Brüstle O, Kalies S, Martin U, Olmer R, Zweigerdt R (2021) High density bioprocessing of human pluripotent stem cells by metabolic control and in silico modeling. STEM CELLS Transl Med 10:1063–1080. https://doi.org/10.1002/sctm.20-0453
Menasché P (2020) Cell therapy with human ESC-derived cardiac cells: clinical perspectives. Front Bioeng Biotechnol 8:601560
Mennan C, Garcia J, Roberts S, Hulme C, Wright K (2019) A comprehensive characterisation of large-scale expanded human bone marrow and umbilical cord mesenchymal stem cells. Stem Cell Res Ther 10:99. https://doi.org/10.1186/s13287-019-1202-4
Merck KGaA (2020) Stemline® XF MSC medium has high yield and functionality in the 3 L Mobius® stirred tank bioreactor. chrome-extension://efaidnbmnnnibpcajpcglclefindmkaj/https://www.sigmaaldrich.com/deepweb/assets/sigmaaldrich/marketing/global/documents/133/269/stemline-xf-msc-medium-tech-note-mk.pdf. Accessed 2 Nov 2023
Mizukami A, de Abreu Neto MS, Moreira F, Fernandes-Platzgummer A, Huang Y-F, Milligan W, Cabral JMS, da Silva CL, Covas DT, Swiech K (2018) A fully-closed and automated hollow fiber bioreactor for clinical-grade manufacturing of human mesenchymal stem/stromal cells. Stem Cell Rev Rep 14:141–143. https://doi.org/10.1007/s12015-017-9787-4
Morizane R, Bonventre JV (2017) Generation of nephron progenitor cells and kidney organoids from human pluripotent stem cells. Nat Protoc 12:195–207. https://doi.org/10.1038/nprot.2016.170
Najar M, Melki R, Khalife F, Lagneaux L, Bouhtit F, Moussa Agha D, Fahmi H, Lewalle P, Fayyad-Kazan M, Merimi M (2022) Therapeutic mesenchymal stem/stromal cells: value, challenges and optimization. Front Cell Dev Biol 9:716853. https://doi.org/10.3389/fcell.2021.716853
Narumi Y, Iwai R, Takagi M (2020) Recovery of human mesenchymal stem cells grown on novel microcarrier coated with thermoresponsive polymer. J Artif Organs 23:358–364. https://doi.org/10.1007/s10047-020-01186-9
National Library of Medicine (US) (2022) ClinicalTrials.gov. https://clinicaltrials.gov/. Accessed 5 Dec 2022
Nienow AW (2021) The impact of fluid dynamic stress in stirred bioreactors – the scale of the biological entity: a personal view. Chem Ing Tech 93:17–30. https://doi.org/10.1002/cite.202000176
Nienow AW, Hewitt CJ, Heathman TRJ, Glyn VAM, Fonte GN, Hanga MP, Coopman K, Rafiq QA (2016a) Agitation conditions for the culture and detachment of hMSCs from microcarriers in multiple bioreactor platforms. Biochem Eng J 108:24–29. https://doi.org/10.1016/j.bej.2015.08.003
Nienow AW, Rafiq QA, Heathman TRJ, Coopman K, Hewitt CJ (2016b) Mixing theory for culture and harvest in bioreactors of human mesenchymal stem cells on microcarriers. Theor Found Chem Eng 50:895–900. https://doi.org/10.1134/S0040579516060117
Nogueira DES, Cabral JMS, Rodrigues CAV (2021) Single-use bioreactors for human pluripotent and adult stem cells: towards regenerative medicine applications. Bioengineering 8:68. https://doi.org/10.3390/bioengineering8050068
Okita K, Ichisaka T, Yamanaka S (2007) Generation of germline-competent induced pluripotent stem cells. Nature 448:313–317. https://doi.org/10.1038/nature05934
Olmer R, Engels L, Usman A, Menke S, Malik MNH, Pessler F, Göhring G, Bornhorst D, Bolten S, Abdelilah-Seyfried S, Scheper T, Kempf H, Zweigerdt R, Martin U (2018) Differentiation of human pluripotent stem cells into functional endothelial cells in scalable suspension culture. Stem Cell Rep 10:1657–1672. https://doi.org/10.1016/j.stemcr.2018.03.017
Ornelas-González A, González-González M, Rito-Palomares M (2021) Microcarrier-based stem cell bioprocessing: GMP-grade culture challenges and future trends for regenerative medicine. Crit Rev Biotechnol 41:1081–1095. https://doi.org/10.1080/07388551.2021.1898328
Owen M, Friedenstein AJ (1988) Stromal stem cells: marrow-derived osteogenic precursors. Ciba Found Symp 136:42–60. https://doi.org/10.1002/9780470513637.ch4
Paccola Mesquita FC, Hochman-Mendez C, Morrissey J, Sampaio LC, Taylor DA (2019) Laminin as a potent substrate for large-scale expansion of human induced pluripotent stem cells in a closed cell expansion system. Stem Cells Int 2019:e9704945. https://doi.org/10.1155/2019/9704945
Pall Biotech (2020) Growth of human mesenchymal stem/stromal cells on collagen microcarriers in the AllegroTM STR 50 L bioreactor. https://www.pall.com/content/dam/pall/biopharm/lit-library/non-gated/application-notes/20-07583-usd3330-a-growth-mensenchymal-cells-collagen-microcarriers-allegro-bioreactor-an-en.PDF?_gl=1*s0zjjr*_ga*MzM3MjY1MjEwLjE2NTU0NzYwMzg.*_gid*NDIwMTg1NjMuMTY1NzM5NTEyNQ..*_fplc*cWFzYnQlMkJDOFlKdFdNRmcyOGJXWiUyQlIwYWh2b0NQSk43dnpXb3dCRGxETVBPeUdlVGpPVlA5bU5OaWpxVkx4RVF1NjZmNEpYelg4b1dLT0pFUmxXc0J6Q2YycnpCYWlUbFNKa2lJRUVDRFFrUjY4aHVSc3NXViUyQlBaZ2lsMktRJTNEJTNE. Accessed 9 Jul 2022
Pandey PR, Tomney A, Woon MT, Uth N, Shafighi F, Ngabo I, Vallabhaneni H, Levinson Y, Abraham E, Friedrich Ben-Nun I (2020) End-to-end platform for human pluripotent stem cell manufacturing. Int J Mol Sci 21:89. https://doi.org/10.3390/ijms21010089
Panella S, Muoio F, Jossen V, Harder Y, Eibl-Schindler R, Tallone T (2021) Chemically defined xeno- and serum-free cell culture medium to grow human adipose stem cells. Cells 10:466. https://doi.org/10.3390/cells10020466
Petry F, Salzig D (2021) Impact of bioreactor geometry on mesenchymal stem cell production in stirred-tank bioreactors. Chem Ing Tech 93:1537–1554. https://doi.org/10.1002/cite.202100041
Pittenger MF, Discher DE, Péault BM, Phinney DG, Hare JM, Caplan AI (2019) Mesenchymal stem cell perspective: cell biology to clinical progress. Npj Regen Med 4:1–15. https://doi.org/10.1038/s41536-019-0083-6
Pittenger MF, Mackay AM, Beck SC, Jaiswal RK, Douglas R, Mosca JD, Moorman MA, Simonetti DW, Craig S, Marshak DR (1999) Multilineage potential of adult human mesenchymal stem cells. Science 284:143–147. https://doi.org/10.1126/science.284.5411.143
Polaris Market Research (2022) Stem cell market size global report, 2022 - 2030. In: Polaris. https://www.polarismarketresearch.com/index.php/industry-analysis/stem-cell-market. Accessed 29 Apr 2023
Rafiq QA, Brosnan KM, Coopman K, Nienow AW, Hewitt CJ (2013) Culture of human mesenchymal stem cells on microcarriers in a 5 l stirred-tank bioreactor. Biotechnol Lett 35:1233–1245. https://doi.org/10.1007/s10529-013-1211-9
Rafiq QA, Hanga MP, Heathman TRJ, Coopman K, Nienow AW, Williams DJ, Hewitt CJ (2017) Process development of human multipotent stromal cell microcarrier culture using an automated high-throughput microbioreactor. Biotechnol Bioeng 114:2253–2266. https://doi.org/10.1002/bit.26359
Rafiq QA, Ruck S, Hanga MP, Heathman TRJ, Coopman K, Nienow AW, Williams DJ, Hewitt CJ (2018) Qualitative and quantitative demonstration of bead-to-bead transfer with bone marrow-derived human mesenchymal stem cells on microcarriers: Utilising the phenomenon to improve culture performance. Biochem Eng J 135:11–21. https://doi.org/10.1016/j.bej.2017.11.005
Rajasingh S, Sigamani V, Selvam V, Gurusamy N, Kirankumar S, Vasanthan J, Rajasingh J (2021) Comparative analysis of human induced pluripotent stem cell-derived mesenchymal stem cells and umbilical cord mesenchymal stem cells. J Cell Mol Med 25:8904–8919. https://doi.org/10.1111/jcmm.16851
Rehakova D, Souralova T, Koutna I (2020) Clinical-grade human pluripotent stem cells for cell therapy: characterization strategy. Int J Mol Sci 21:2435. https://doi.org/10.3390/ijms21072435
Rekers PE (1950) Effect of transplantation of bone marrow into irradiated animals. Arch Surg 60:635. https://doi.org/10.1001/archsurg.1950.01250010656001
Rodrigues AL, Rodrigues CAV, Gomes AR, Vieira SF, Badenes SM, Diogo MM, Cabral JMS (2019) Dissolvable microcarriers allow scalable expansion and harvesting of human induced pluripotent stem cells under xeno-free conditions. Biotechnol J 14:1800461. https://doi.org/10.1002/biot.201800461
Rotondi M, Grace N, Betts J, Bargh N, Costariol E, Zoro B, Hewitt CJ, Nienow AW, Rafiq QA (2021) Design and development of a new ambr250® bioreactor vessel for improved cell and gene therapy applications. Biotechnol Lett 43:1103–1116. https://doi.org/10.1007/s10529-021-03076-3
Sart S, Tsai A-C, Li Y, Ma T (2013) Three-dimensional aggregates of mesenchymal stem cells: cellular mechanisms, biological properties, and applications. Tissue Eng Part B Rev 20:365–380. https://doi.org/10.1089/ten.teb.2013.0537
Schirmaier C, Jossen V, Kaiser SC, Jüngerkes F, Brill S, Safavi-Nab A, Siehoff A, van den Bos C, Eibl D, Eibl R (2014) Scale-up of adipose tissue-derived mesenchymal stem cell production in stirred single-use bioreactors under low-serum conditions. Eng Life Sci 14:292–303. https://doi.org/10.1002/elsc.201300134
Scibona E, Morbidelli M (2019) Expansion processes for cell-based therapies. Biotechnol Adv 37:107455. https://doi.org/10.1016/j.biotechadv.2019.107455
ScienCell Research Laboratories (2022) Mesenchymal stem cell medium-animal component free. https://www.sciencellonline.com/mesenchymal-stem-cell-medium-animal-component-free.html#product_tabs_description_tabbed. Accessed 11 Feb 2023
Serra M, Cunha B, Peixoto C, Gomes-Alves P, Alves PM (2018) Advancing manufacture of human mesenchymal stem cells therapies: technological challenges in cell bioprocessing and characterization. Curr Opin Chem Eng 22:226–235. https://doi.org/10.1016/j.coche.2018.11.003
Shafa M, Panchalingam KM, Walsh T, Richardson T, Baghbaderani BA (2019) Computational fluid dynamics modeling, a novel, and effective approach for developing scalable cell therapy manufacturing processes. Biotechnol Bioeng 116:3228–3241. https://doi.org/10.1002/bit.27159
Shetty AA, Kim SJ, Shetty V, Jang JD, Huh SW, Lee DH (2016) Autologous collagen induced chondrogenesis (ACIC: Shetty–Kim technique) – a matrix based acellular single stage arthroscopic cartilage repair technique. J Clin Orthop Trauma 7:164–169. https://doi.org/10.1016/j.jcot.2016.05.003
Shiba Y, Gomibuchi T, Seto T, Wada Y, Ichimura H, Tanaka Y, Ogasawara T, Okada K, Shiba N, Sakamoto K, Ido D, Shiina T, Ohkura M, Nakai J, Uno N, Kazuki Y, Oshimura M, Minami I, Ikeda U (2016) Allogeneic transplantation of iPS cell-derived cardiomyocytes regenerates primate hearts. Nature 538:388–391. https://doi.org/10.1038/nature19815
Siddiquee K, Sha M (2014) Large-scale production of human mesenchymal stem cells in BioBLU® 5c single-use vessels. https://www.eppendorf.com/uploads/media/Application-Note_334_BioBLU-5c_Large-scale-Producti_eng_01.pdf. Accessed 30 May 2021
Silva TP, Sousa-Luís R, Fernandes TG, Bekman EP, Rodrigues CAV, Vaz SH, Moreira LM, Hashimura Y, Jung S, Lee B, Carmo-Fonseca M, Cabral JMS (2021) Transcriptome profiling of human pluripotent stem cell-derived cerebellar organoids reveals faster commitment under dynamic conditions. Biotechnol Bioeng 118(7):2781–2803. https://doi.org/10.1002/bit.27797
Sion C, Ghannoum D, Ebel B, Gallo F, de Isla N, Guedon E, Chevalot I, Olmos E (2021) A new perfusion mode of culture for WJ-MSCs expansion in a stirred and online monitored bioreactor. Biotechnol Bioeng 118:4453–4464. https://doi.org/10.1002/bit.27914
Sivalingam J, SuE Y, Lim ZR, Lam ATL, Lee AP, Lim HL, Chen HY, Tan HK, Warrier T, Hang JW, Nazir NB, Tan AHM, Renia L, Loh YH, Reuveny S, Malleret B, Oh SKW (2021) A scalable suspension platform for generating high-density cultures of universal red blood cells from human induced pluripotent stem cells. Stem Cell Rep 16:182–197. https://doi.org/10.1016/j.stemcr.2020.11.008
Somaiah C, Kumar A, Mawrie D, Sharma A, Patil SD, Bhattacharyya J, Swaminathan R, Jaganathan BG (2015) Collagen promotes higher adhesion, survival and proliferation of mesenchymal stem cells. PLOS ONE 10:e0145068. https://doi.org/10.1371/journal.pone.0145068
Sousa MFQ, Silva MM, Giroux D, Hashimura Y, Wesselschmidt R, Lee B, Roldão A, Carrondo MJT, Alves PM, Serra M (2015) Production of oncolytic adenovirus and human mesenchymal stem cells in a single-use, vertical-wheel bioreactor system: impact of bioreactor design on performance of microcarrier-based cell culture processes. Biotechnol Prog 31:1600–1612. https://doi.org/10.1002/btpr.2158
STEMCELL Technologies (2023a) TeSRTM-AOF. https://www.stemcell.com/products/tesr-aof.html. Accessed 11 Feb 2023
STEMCELL Technologies (2023b) TeSRTM-E8TM3D. https://www.stemcell.com/products/product-types/cell-culture-media-and-supplements/tesr-e8-3d.html. Accessed 11 Feb 2023
Stocchero IN, Stocchero GF (2011) Isolation of stem cells from human adipose tissue: technique, problems, and pearls. In: Illouz Y-G, Sterodimas A (eds) Adipose stem cells and regenerative medicine. Springer, Berlin, Heidelberg, pp 13–18
Sullivan S, Stacey GN, Akazawa C, Aoyama N, Baptista R, Bedford P, Bennaceur Griscelli A, Chandra A, Elwood N, Girard M, Kawamata S, Hanatani T, Latsis T, Lin S, Ludwig TE, Malygina T, Mack A, Mountford JC, Noggle S et al (2018) Quality control guidelines for clinical-grade human induced pluripotent stem cell lines. Regen Med 13:859–866. https://doi.org/10.2217/rme-2018-0095
Takagi S, Mandai M, Gocho K, Hirami Y, Yamamoto M, Fujihara M, Sugita S, Kurimoto Y, Takahashi M (2019) Evaluation of transplanted autologous induced pluripotent stem cell-derived retinal pigment epithelium in exudative age-related macular degeneration. Ophthalmol Retina 3:850–859. https://doi.org/10.1016/j.oret.2019.04.021
Takahashi K, Tanabe K, Ohnuki M, Narita M, Ichisaka T, Tomoda K, Yamanaka S (2007a) Induction of pluripotent stem cells from adult human fibroblasts by defined factors. Cell 131:861–872. https://doi.org/10.1016/j.cell.2007.11.019
Takahashi K, Tanabe K, Ohnuki M, Narita M, Ichisaka T, Tomoda K, Yamanaka S (2007b) Induction of pluripotent stem cells from adult human fibroblasts by defined factors. Cell 131:861–872. https://doi.org/10.1016/j.cell.2007.11.019
Takahashi K, Yamanaka S (2006) Induction of pluripotent stem cells from mouse embryonic and adult fibroblast cultures by defined factors. Cell 126:663–676. https://doi.org/10.1016/j.cell.2006.07.024
Tang Y, Zhu L, Cho J-S, Li X-Y, Weiss SJ (2022) Matrix remodeling controls a nuclear lamin A/C-emerin network that directs Wnt-regulated stem cell fate. Dev Cell 57:480–495.e6. https://doi.org/10.1016/j.devcel.2022.01.015
Tavassoli M, Crosby WH (1968) Transplantation of marrow to extramedullary sites. Science 161:54–56. https://doi.org/10.1126/science.161.3836.54
The Nobel Prize (2022) The Nobel Prize in physiology or medicine 2012. In: NobelPrize.org. https://www.nobelprize.org/prizes/medicine/2012/summary/. Accessed 11 Dec 2022
Timaner M, Tsai KK, Shaked Y (2020) The multifaceted role of mesenchymal stem cells in cancer. Semin Cancer Biol 60:225–237. https://doi.org/10.1016/j.semcancer.2019.06.003
Timmins N, Kiel M, Günther M, Heazlewood C, Mr D, Brooke G, Atkinson K (2012) Closed system isolation and scalable expansion of human placental mesenchymal stem cells. Biotechnol Bioeng 109:1817–1826. https://doi.org/10.1002/bit.24425
Tohyama S, Fujita J, Fujita C, Yamaguchi M, Kanaami S, Ohno R, Sakamoto K, Kodama M, Kurokawa J, Kanazawa H, Seki T, Kishino Y, Okada M, Nakajima K, Tanosaki S, Someya S, Hirano A, Kawaguchi S, Kobayashi E, Fukuda K (2017) Efficient large-scale 2D culture system for human induced pluripotent stem cells and differentiated cardiomyocytes. Stem Cell Rep 9:1406–1414. https://doi.org/10.1016/j.stemcr.2017.08.025
TransGen Biotech Co., Ltd. (2022a) TransStemTM chemically defined xeno-free human pluripotent stem cell medium. https://www.transgenbiotech.com/stem_cell_culture/transstem_chemically_defined_xeno_free_hpsc_medium.html. Accessed 11 Feb 2023
TransGen Biotech Co., Ltd. (2022b) TransStem® serum-free, xeno-free human mesenchymal stromal cell medium. https://www.transgenbiotech.com/stem_cell_culture/transstem_serum_free_xeno_free_human_mesenchymal.html. Accessed 11 Feb 2023
Tsai A-C, Pacak CA (2021) Bioprocessing of human mesenchymal stem cells: from planar culture to microcarrier-based bioreactors. Bioengineering 8:96. https://doi.org/10.3390/bioengineering8070096
van den Bos C, Keefe R, Schirmaier C, McCaman M (2014) Pillars of regenerative medicine: therapeutic human cells and their manufacture. In: Industrial scale suspension culture of living cells. John Wiley & Sons, Ltd, pp 464–502
Vision Research Reports (2022) Cell therapy market size, CAGR, trends | Forecast report 2022-2030. In: BioSpace. https://www.biospace.com/article/cell-therapy-market-size-cagr-trends-forecast-report-2022-2030/. Accessed 26 Dec 2022
Viswanathan S, Hematti P (eds) (2017) Mesenchymal stromal cells: translational pathways to clinical adoption. Elsevier/AP, Academic Press is an imprint of Elsevier, Amsterdam
Vitro Biopharma (2023) MSC-GROTM VitroPlus III serum-free, xeno-free complete medium: 500mL. In: Vitro Biopharma. https://www.vitrobiopharma.com/products/msc-grotm-vitroplus-iii-serum-free-xeno-free-complete-medium-500ml. Accessed 11 Feb 2023
Vymetalova L, Kucirkova T, Knopfova L, Pospisilova V, Kasko T, Lejdarova H, Makaturova E, Kuglik P, Oralova V, Matalova E, Benes P, Koristek Z, Forostyak S (2020) Large-scale automated hollow-fiber bioreactor expansion of umbilical cord-derived human mesenchymal stromal cells for neurological disorders. Neurochem Res 45:204–214. https://doi.org/10.1007/s11064-019-02925-y
Wakao S, Kitada M, Kuroda Y, Ogura F, Murakami T, Niwa A, Dezawa M (2012) Morphologic and gene expression criteria for identifying human induced pluripotent Stem Cells. PLoS ONE 7:e48677. https://doi.org/10.1371/journal.pone.0048677
Wang Y-H, Tao Y-C, Wu D-B, Wang M-L, Tang H, Chen E-Q (2021) Cell heterogeneity, rather than the cell storage solution, affects the behavior of mesenchymal stem cells in vitro and in vivo. Stem Cell Res Ther 12:391. https://doi.org/10.1186/s13287-021-02450-2
Yabe SG, Nishida J, Fukuda S, Takeda F, Nashiro K, Ibuki M, Okochi H (2019) Definitive endoderm differentiation is promoted in suspension cultured human iPS-derived spheroids more than in adherent cells. Int J Dev Biol 63:271–280. https://doi.org/10.1387/ijdb.180251sy
Yourek G, McCormick SM, Mao JJ, Reilly GC (2010) Shear stress induces osteogenic differentiation of human mesenchymal stem cells. Regen Med 5:713–724. https://doi.org/10.2217/rme.10.60
Yu J, Vodyanik MA, Smuga-Otto K, Antosiewicz-Bourget J, Frane JL, Tian S, Nie J, Jonsdottir GA, Ruotti V, Stewart R, Slukvin II, Thomson JA (2007) Induced pluripotent stem cell lines derived from human somatic cells. Science 318:1917–1920. https://doi.org/10.1126/science.1151526
Zeng J, Tang SY, Toh LL, Wang S (2017) Generation of “off-the-shelf” natural killer cells from peripheral blood cell-derived induced pluripotent stem cells. Stem Cell Rep 9:1796–1812. https://doi.org/10.1016/j.stemcr.2017.10.020
Zhang J, Calafiore M, Zeng Q, Zhang X, Huang Y, Li RA, Deng W, Zhao M (2011) Electrically guiding migration of human induced pluripotent stem cells. Stem Cell Rev Rep 7:987–996. https://doi.org/10.1007/s12015-011-9247-5
Zhou Y, Yamamoto Y, Xiao Z, Ochiya T (2019) The immunomodulatory functions of mesenchymal stromal/stem cells mediated via paracrine activity. J Clin Med 8:1025. https://doi.org/10.3390/jcm8071025
Zwietering TN (1958) Suspending of solid particles in liquid by agitators. Chem Eng Sci 8:244–253. https://doi.org/10.1016/0009-2509(58)85031-9
Funding
Open access funding was provided by the Zurich University of Applied Sciences, while the manuscript was supported by the Department of Life Sciences and Facility Management of the Zurich University of Applied Sciences.
Author information
Authors and Affiliations
Contributions
Conceptualization: M.A.T., R.E.; investigation: M.A.T.; resources: M.A.T.; writing — original draft preparation: M.A.T., S.S., R.E.; writing — review and editing: D.E., P.N., C.v.d.B.; funding acquisition: D.E., R.E.; visualization: M.A.T.; supervision: R.E.; project administration: D.E., R.E.; funding acquisition: D.E., R.E.
Corresponding author
Ethics declarations
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Teale, M.A., Schneider, S., Eibl, D. et al. Mesenchymal and induced pluripotent stem cell–based therapeutics: a comparison. Appl Microbiol Biotechnol 107, 4429–4445 (2023). https://doi.org/10.1007/s00253-023-12583-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00253-023-12583-4