
Abstract
To successfully deal with a complex fouling problem usually entails a good understanding based on a broad spectrum of additional data. Meanwhile, a huge amount of process data is recorded and may be utilized to create a better understanding and prediction of the fouling status of an apparatus or the entire production plant. We propose a systematic approach to generate training data in a pipe fitting as a pre-step before the potential use of the entire data set of the production plant, irrespective of the relevance for the fouling prediction. Therefore, a temperature-based detection of the heat transfer resistance of plastic discs (representing 'artificial’ fouling) and a particulate material deposition (representing ‘real’ fouling) was applied in a pipe fitting obtaining reproducible results. The parameter variation experiments exhibit linear fouling curves and are therefore very suitable for model training. The temperature measurements confirm a correlation between the obtained temperature drop and the layer thickness of the plastic discs as well as the deposited particle fouling mass.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Fouling in production plants can quickly become a severe problem due to the omnipresence and complexity of the fouling mechanisms. Most processes experience not only one but a combination of the different fouling types [1]. Even though decades of research were spent in this area to describe the fouling mechanisms and postulate recommendations for countermeasures, still a large number of experiments are necessary to derive models or coherences in order to cope with a specific problem. It is easily becoming apparent that this approach is very time consuming and expensive.
It would therefore be a great advantage if more information could be drawn from the process itself to reduce the number of additional experiments necessary. Luckily, a large amount of process data is standardly recorded and archived during the operation of a production plant for documentation and traceability. These data were originally not recorded to locate or predict fouling inside the plant but contain comprehensive information on the operational status of the plant and might also encapsule relevant fouling-related information. Furthermore, sensors are widely used to record the most common process parameters such as temperature, pressure, volume flow or pH-value, conductivity, for online measurements. They are therefore inexpensive, easy to install and output an analogue or digital signal that can be directly processed and analyzed. Even though there might be a huge amount of data available, the sensors are measuring fouling either indirectly or locally. Hence, placing the sensor at positions which are representative for the fouling status of the entire plant presents the most challenging requirement in this context. This leads to the conclusion that an overall sensor concept is needed to make an improvement towards fouling prediction for the entire production plant with a simultaneous reduction of experiments needed.
The huge amount of data generated by such a sensor system, which is ideally processed in real time for highly dynamic production processes, requires powerful tools. With the help of Machine Learning (ML), which is a subfield of Artificial Intelligence (AI), it is possible to design systems that learn from input data and constantly improve the underlying models over time while being able to predict an outcome related to the given input data [2]. Since the field of process engineering generates huge amounts of data, Data Science and ML are more and more applied for problems in production plants during the past years [3, 4]. For example, an Artificial Neural Network generated a better result regarding fouling than the model proposed by the authors themselves [5]. Since there is already a lot of recent progress reported regarding the prediction of fouling inside important apparatuses with very specific properties like heat exchangers [6,7,8], this work focuses on a pipe fitting as a plant component which is also susceptible to fouling while being directly accessible to sensors. The measurements can then be used to draw conclusions about the fouling status of the apparatus (e.g., heat exchanger) in question.
As to the authors’ knowledge, only one systematic study has been carried out to comparatively characterize the fouling behavior of complex plant components with respect to a relevant sensor position to gain training data for fouling prediction so far [9]. Here, this is accomplished in a lab scale setup under defined process conditions while focusing on the fouling behavior of challenging scenarios regarding the deposition of soil. The experimental focus of this work lies on the variation of prominent process parameters to evaluate their influence on the fouling result in a newly developed measuring fitting. This fitting was investigated more closely to represent a group which is accessible for sensors to directly monitor fouling through the sensor signal. To provide the experimental basis for the detection, plastic discs (representing ‘artificial’ fouling) and a particulate material system (representing ‘real’ fouling) were applied. The thermal conductivity of the plastic discs used lies in the same range as common fouling deposits [10] with the distinction that it is constant over the layer thickness and therefore represents an idealized fouling layer. A particulate substance system was chosen because the investigated pipe fitting highly influences the flow pattern which often creates areas of low flow velocity. These areas are very prone to particulate fouling which is mainly driven by sedimentation. Furthermore, the chemical inertness as well as flow behavior results in quite reproducible fouling layers which generate data that are highly applicable for model training. Nevertheless, particulate fouling is also a common problem in the process industry in forms of sand, dust or other particles [10]. Ultimately, the two systems were gauged directly by a temperature sensor in order to combine the results of screening experiments presented in [9] with a sensor signal which can be directly processed and used for prediction in further work steps.
2 Experimental procedure
This section presents the approach to generate experimental training data by temperature measurements in a system influenced by artificial fouling layers (solid discs made of three different plastics and varying thickness) in subsection 2.1 and real (particulate) fouling layers in subsection 2.2. The detailed description of the experimental setup and procedure for the generation of particulate fouling layers in pipe fittings was already published by Jarmatz et al. in [9] and therefore only the key elements are presented in subsection 2.2.
2.1 Temperature measurements for the direct detection of artificial fouling layers
To be able to combine the training data obtained for the pipe fittings by gravimetric measurement of the deposited particles [9] with a processible sensor signal, the focus of these measurements lay exclusively on a pipe socket with an inner diameter of din = 25 mm. Artificial fouling layers made of plastic discs from varying material with a diameter of din = 25 mm were inserted into the measuring socket, shown in Fig. 1 (red area), which was then included into test rig I illustrated in Fig. 2.

Schematic illustration of a) the measuring fitting and the position of the three temperature sensors socket medium (1), base plate (2), environment (3) and b) an explosion drawing showing the stainless-steel screw (1), the insulation ring (2) and the copper bottom plate (3)

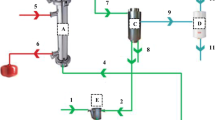
Process flow diagram of test rig I for the trails with artificial fouling layers inside the pipe socket with temperature sensors (inserted into the measuring section, marked by the box)
The base plate is made of copper (Cu-ETP, EW004A, Hans-Erich Gemmel & Co. GmbH, Germany) to ensure an optimal distribution of the heat transferred from the medium towards the inner base surface. A polypropylene (PP-H natur, Max Wirth GmbH, Germany) ring ensures thermal insulation so that the heating of the copper plate is only induced by the heat flux from the suspension medium and not from heat conduction by a direct connection to the metal pipe. Three resistance thermometers (PT1000 Einschraub-Widerstands-Thermometer class AA, Therma Thermofühler GmbH, Germany) were used to measure the temperature inside the suspension socket medium (1), inside the copper base plate (2) and the ambient air temperature (3) directly next to the pipe socket (see Fig. 1a). The pipe was insulated with insulation wool except for the copper base plate to ensure the heat flux from the suspension medium through the copper block towards the surrounding air. The temperature signals were recorded online by a data logger (Agilent 34970A, Keysight Technologies, Inc., USA).
In order to compare experiments with regards to the resulting fouling mass, the dimensionless Reynolds number was kept constant. The Reynolds number is widely used to characterize the flow pattern with respect to its turbulence and is calculated applying Eq. (1) whereas ρfl and ηfl are the temperature-dependent density and dynamic viscosity of the fluid, respectively [10]. The pipe diameter din as well as the average flow velocity ū are dependent on the applied dimension and volume flow, respectively.
To provide a fully developed turbulent flow pattern upstream of the pipe fitting, a calming section Lc was provided (30 ∙ din) [11]. The outlet section was determined to half the length of the calming section.
Water was used as the process medium which was preheated and constantly stirred in one of the storage tanks while it was pumped through the measuring section beforehand to ensure a constant temperature of the pipes. For the start of the experiment, a blind socket was replaced with the measuring socket before the recording was started. The experiments were conducted as stated in Table 1.
After the heating phase, the temperature sensor was equipped with plastic discs exhibiting different materials as well as layer thicknesses as shown in Table 2. The temperature dependency of the thermal conductivity of solids is not very distinctive in a small range and can be neglected [12].
Therefore, the values for the thermal conductivity given for ϑ = 50 °C by [10], shown in Table 2, can be used for the experiments where the temperature varies over the test time only in a very small range. The stated disc layer thickness is the actually measured thickness which differs between the different plastics due to production tolerances. The temperature drop which results through the setup presented in Fig. 1 is recorded for every test series without plastic layers to determine the offset. To record the heating phase the sensor was tempered to ϑ = 25 °C before it was inserted into test rig I.
The end values of the recorded temperature curves were recorded for the ‘clean’ socket to determine the temperature offset due to the heat transfer limitation of the setup as indicated in Eq. (2).
The offset can now be subtracted from the obtained temperatures of the socket medium and the sensor at the base of the socket with the plastic cylinders added (see Eq. (3)).
2.2 Temperature measurements for the direct detection of real fouling layers
In order to evaluate the fouling behavior of pipe fittings with respect to a relevant sensor position for fouling prediction, comparative experiments were conducted. Soda-lime glass particles (Omicron solid glass beads NP3 P0 particles, Sovitec, Belgium) were used as a particulate model system for this work since it was already applied for previous studies [13,14,15] due to their advantageous substance properties such as being chemically inert, mono-disperse as well as relatively small. The differences between the physical properties for the particle suspension (see Table 3) and water are considered negligible (< 1%), therefore the calculations regarding the Reynolds number (see Eq. 1) were performed with the properties of water.
The particulate model system (Table 3) as well as the measuring fitting was inserted into test rig II (shown in Fig. 3) in deionized water. The temperature measurement was performed in the same way as described in Section 2.1. The total suspension mass was set to 15 kg in order to highly exceed the amount of removed particles during the experiments. It was shown in pre-tests that a maximum of ca. 5% (for the fittings exhibiting din = 25 mm) of the particles were extracted from the test rig as soil inside the pipe fittings for the parameter set which corresponds to the highest soil accumulation. Furthermore, it has to be taken into account that a certain mass of particles deposits in other parts of the test rig [16].

The test rig further consisted of a stirred tank (stirrer speed n = 600 min−1) which tempered the particle suspension to a constant temperature by a heating coil while providing high mixing to prevent particle sedimentation. The suspension was drawn from the storage tank by an eccentric screw pump which circulated the fluid through a pipe system consisting of the calming section, the measuring fitting, the outlet section and the reflux into the storage tank. A pressure sensor was installed directly downstream of the pump to monitor the resulting pressure drop, but was not evaluated in this study. In preparation of all experiments, the fitting was degreased by 0.7 L⋅L−1 ethanol and finally rinsed with deionized water.
The experiments were conducted with varying process parameters shown in Table 4. After each experiment the measuring fitting was dismantled, the supernatant liquid of the remaining particle suspension removed and the deposited particles dried for at least t = 12 h at ϑ = 60 °C. The obtained fouling mass was referred to the total inner surface area of the fitting in order to calculate the specific fouling mass mf.
3 Results
This section presents the experimental results that were generated for the training data set. The influence of artificial fouling in the measuring fitting (see Fig. 1) in test rig I (Fig. 2) as well as real (particulate) fouling layers in test rig II (Fig. 3) on the signal of a temperature sensor inside a pipe socket were investigated.
3.1 Temperature measurements with artificial fouling layers
Since the gravimetric determination of the fouling mass inside the fittings presented in [9] is not practical for industrial processes, a direct fouling detection by a sensor signal is proposed. In a first step, the artificial fouling layers (discs with din = 25 mm) made of three different plastics are inserted into the measuring fitting (Fig. 1) which was mounted to test rig I (Fig. 2) since the layer thickness and thermal conductivity of the plastics is constant and known precisely. An example for the temperature curve progression is shown in Fig. 4 for the offset measurement. It is visible that the measuring fitting takes ca. t = 15 min to adjust to a constant temperature of approx. ϑ = 46.7 °C even though the medium temperature in the pipe socket is ϑ = 49.1 °C on average. Once the artificial fouling layer discs are inserted and the experiments run until a constant sensor temperature, a temperature drop is observed between the blank sensor and the installation of the plastic discs. The results are used to calculate the data presented in Fig. 5 by applying Eqs. (2) and (3).

Temperature signals over the experiment runtime for the offset measurement

Obtained temperature difference between the medium temperature and the base plate sensor corrected by the offset for PE-HD, PA-6 and PVC
It is visible that the layer thickness has the strongest influence on the resulting temperature drop. The increase of the temperature drop with layer thickness is linear (R2 > 0.87 for the three fits) as expected by Fourier’s law for all three investigated plastics. Nevertheless, the slope of the fits differ and the order of the plots does not meet the expectations that a plastic with the highest thermal conductivity (PE-HD) is leading to the lowest temperature drop for all layer thicknesses. Therefore, the influence of the layer thickness can be taken into account for further calculations regarding the particulate fouling layers discussed in the following section. To be able to draw insights about the variation of the thermal conductivity, further plastics with appreciably higher thermal conductivities need to be examined.
3.2 Temperature measurements with particulate fouling layers
After the confirmation of the general suitability of the measuring setup for a temperature drop which is dependent on the plastic disc layer thickness, in this section the results of the online fouling experiments with the soda-lime glass particles are presented. Therefore, the measuring fitting shown in Fig. 1 was inserted into test rig II, see Fig. 3. An example temperature curve is shown in Fig. 6 presenting the signal course of the temperature sensors positioned in the pipe socket, the socket base and the environment next to the socket. The environment temperature fluctuates and increases slightly over the experiment runtime similarly to the offset measurements (Fig. 4) due to draughts and heating up in the laboratory environment but does not seem to influence the other signals directly. The signal of the base sensor differs compared to the signal of the offset measurements (Fig. 4). It is visible that the signal of the base sensor changes over time even though the socket temperature stays constant. To investigate the signal of the base sensor more closely, Fig. 7 shows a magnification of that data set. In contrast to the offset experiments shown in Fig. 4 the base sensor was preheated and therefore does not show a heat-up phase. This initial temperature drop is due to the preheating of the sensor. The base sensor is preheated externally to a temperature of ϑ = 47 °C in order to skip a heating up from room temperature. This temperature slightly above the resulting temperature during the experiment was chosen because the sensor cools down faster than it heats up. After the temperature adjustment the curve exhibits a local minimum.

Temperature course of the sensors for one exemplary online particulate fouling measurement

Zoom of a temperature course of the base sensor for the online particulate fouling measurement
Since the signal also shows a high noise, it is assumed that, due to the chaotic fluid flow inside the pipe socket, partly a fluidized bed is formed and overlays the initial build-up of the particulate fouling layer. After a strong increase of the temperature towards a maximum of 44.5 °C after ca. 1.35 h, the signal decreases linearly (R2 = 0.98) exhibiting a lot less noise than for t ≤ 1.35 h.
To confirm the reproducibility of this finding, three replicates were conducted in total for that parameter set to derive the variation of the signal over time (see Fig. 8). It is noteworthy, that the starting time (t = 0 h) is set to the local maximum of the temperature signal after the initiation phase of high noise. Thus, the continuous temperature drop of the three curves shown are directly comparable. The results confirm the reproducibility of the temperature curve even though the deviation between the replicates is quite high.

Average temperature course of three replicates for the base sensor of the online particulate fouling measurement. The starting time is set to the local maximum of the signal after the initiation phase
This is very likely due to the set of a common starting point, which may lead to the high deviation of the signal curve because the curves differ gradually over time. Therefore, for the following discussion a linear regression was applied for the temperature curves after the local maximum and the slope of the fits were multiplied by the according time to obtain the absolute temperature drop. This was further used to investigate the influence of a variation of the particle mass fraction (Fig. 9) and the test time (Fig. 11) on the specific fouling mass and the absolute temperature drop.

a) Specific fouling mass and b) the dynamic temperature drop after a test time of t = 5 h for the variation of the particle mass fraction
The specific fouling mass increases linearly (R2 = 0.998) with a higher particle mass fraction as shown in Fig. 9a while the resulting temperature drop (Fig. 9b) also increases following a linear curse (R2 = 0.975). In order to set these findings into context, the data are compared with the screening data presented by [9] in the same setup but with a different pipe diameter and parameter range, see Fig. 10. The authors also varied the particle mass fraction in the same range to detect the specific fouling mass for a pipe fitting. The main differences are the Reynolds number, fluid temperature, pipe diameter and test time. The very pronounced change of slope at a threshold of w = 0.04 gpart∙gtot−1 in Fig. 10 is not detectable for the investigated parameter range of the temperature measurements (Fig. 9a). This can be explained by a combined influence of the different pipe diameter and the higher Reynolds number which leads to, e.g., a tenfold increase of the obtained specific fouling mass at w = 0.05 gpart∙gtot−1 for the data shown in Fig. 9a compared to the screening data in Fig. 10. Even though the Reynolds number was more than doubled for the temperature measurement data (tm) compared to the screening experiments (se) (Rese = 6,700 vs. Retm = 15,000), the average fluid velocity is 3.4 times lower (ūse = 1.12 m∙s−1 vs. ūtm = 0.33 m∙s−1) for the compared experiments in the corresponding parameter range. Since problems regarding particulate fouling are well known in applications dealing with sand, mud or corrosion products, the actual particle mass fraction is often not known [16]. Generally, it was shown in previous works that the particle concentration has the greatest influence on the resulting fouling [14, 17]. In literature, the problem of particulate fouling is mostly addressed in heat exchangers and asymptotic or falling rate fouling curves are observed with variation of the particle concentration.

Influence of the particle mass fraction on the obtained specific fouling mass for the pipe socket (adapted from [9])
In this work, the obtained soil monitored in the pipe fittings is mainly driven by sedimentation due to a decrease in the fluid velocity caused by the fitting geometry. Specially the pipe socket leads to chaotic vortices inside the dead zones and therefore to a decrease in fluid velocity [18, 19].
Similar results were obtained for the variation of the test time shown in Fig. 11. Here, a longer test time also led to a linear increase of specific fouling mass (R2 = 0.979) and temperature drop (R2 = 0.962). These findings are also compared to the results of the comprehensive parameter screening experiments performed by [9] as shown in Fig. 12. Here, not only the influence of the test time on the resulting fouling mass is investigated but also three different pipe diameters and their influence on the specific fouling mass is compared.

a) Specific fouling mass and b) the dynamic temperature drop of w = 0.05 gpart∙gtot−1 for a variation of test time

Influence of the time as well as inner diameter on the obtained specific fouling mass for the pipe socket (adapted from [9])
It is visible that for all three investigated pipe diameters the specific fouling mass increases linearly along the progression of the test time. This is comprehensible since the basic geometry as well as the other process parameters (average flow velocity, particle mass fraction, temperature) were kept constant for the corresponding data set. Jarmatz et al. [9] discussed in detail how the geometry influences the particulate deposition in pipe fittings and also the potential for scale up. Their findings back up the results for the obtained specific fouling mass shown in Fig. 11a even though the applied particle mass fraction and Reynolds number differ. This obviously influences only the absolute values of the specific fouling mass and the slope of the linear fit.
It has to be considered that except for the variation of the test time at t = 6 h (three replicates) all experiments regarding the temperature measurements were only performed as one replicate. This is a big contrast to the screening experiments reported in [9] where all data points are backed up by at least triplicates. But due to the possibility of a direct comparison with these comprehensive screening data and because of the similarities of the setup and experimental procedure, basic conclusions about the reproducibility of the experiments regarding the temperature measurements with particles can be made. Even though the data set presented in this work is a lot less extensive compared to the one discussed in [9], due to the online measurement and therefore the constant recording of an online signal, the absolute number of discrete data points is a lot higher and will have great potential for the application regarding the proposed fouling prediction. Especially the prediction of the fouling status inside a pipe fitting at a future time point requires a continuous sensor signal which can be used for reliable forecasting.
4 Conclusions and Outlook
A systematic approach for the generation of training data for improved fouling prediction in a pipe fitting was presented by the application of an artificial and a particulate fouling system. The variation of process parameters demonstrate that it is possible to generate reproducible data that obtain different correlations regarding the obtained specific fouling mass and are therefore very suitable for model training.
The results obtained with the artificial fouling layers confirm that they serve as an insulation layer between the fluid inside the socket and the sensor resulting in a measurable temperature drop. Furthermore, a dependency between the fouling layer thickness and the temperature drop can be recorded. A difference between the plastic materials is not very pronounced due to the narrow range of the corresponding values for thermal conductivity. Here, the extension of the experiments with a plastic exhibiting a much higher thermal conductivity would give more insights.
When the artificial fouling layers are replaced by the particulate fouling system, the results show that the buildup of a particulate fouling layer can also be measured directly online by the temperature signal. The obtained dynamic temperature drop from the linear decrease of the signal as well as the final obtained specific fouling mass and temperature drop are reproducible and fit into the observations of the screening experiments for the pipe fittings made by [9]. Furthermore, a fluidized bed occurs presumably during the initiation phase of the experiment and should be further investigated with respect to the detection by the temperature signal directly.
Ongoing work is addressing the time series forecasting for the temperature measurements with the particulate system. Ultimately, the results will be combined to convert the forecasting of the signal at the measuring fitting towards an optimized fouling prediction for critical components inside a production plant.
Abbreviations
- AI:
-
Artificial Intelligence
- ML:
-
Machine Learning
- PA-6:
-
Polyamide 6
- PE-HD:
-
Polyethylene high-density
- PVC:
-
Polyvinyl chloride
- d :
-
Diameter, mm
- L :
-
Length, m
- m f :
-
Specific fouling mass, g∙m−2
- n :
-
Tank stirrer speed, min−1
- t :
-
Time, h
- R 2 :
-
Coefficient of determination, -
- Re :
-
Reynolds number, -
- T :
-
Absolute temperature, K
- ū :
-
Average flow velocity, m∙s−1
- V :
-
Volume, L
- w :
-
Particle mass fraction, gpart∙gtot−1
- δ :
-
Layer thickness, mm
- Δ :
-
Difference, -
- η :
-
Dynamic viscosity, kg∙m−1∙s−1
- λ :
-
Thermal conductivity, W∙m−1∙K−1
- ρ :
-
Density, kg∙m−3
- ϑ :
-
Temperature, °C
- Ψ :
-
Sphericity, -
- base :
-
Sensor position at socket base
- c :
-
Calming
- f :
-
Fouling
- fl :
-
Fluid
- in :
-
Inner
- offset :
-
Offset between signals
- part,50 :
-
Mean particle value
- part :
-
Particle
- se :
-
Screening experiments
- socket :
-
Sensor position in the socket medium
- Tank :
-
Storage tank
- tm :
-
Temperature measurements
- tot :
-
Total
References
Epstein N (1983) Thinking about heat transfer fouling: A 5 × 5 matrix. Heat Transf Eng 4:43–56. https://doi.org/10.1080/01457638108939594
Bell J (2014) Machine Learning: Hands-on for Developers and Technical Professionals, 1st edn. Wiley, Indianapolis
Chiang L, Lu B, Castillo I (2017) Big data analytics in chemical engineering. Annu Rev Chem Biomol Eng 8:63–85. https://doi.org/10.1146/annurev-chembioeng-060816-101555
Ge Z, Song Z, Ding SX, Huang B (2017) Data mining and analytics in the process industry: the role of machine learning. IEEE Access 5:20590–20616. https://doi.org/10.1109/ACCESS.2017.2756872
Müller-Steinhagen H (2011) Heat transfer fouling: 50 years after the Kern and Seaton model. Heat Transf Eng 32:1–13. https://doi.org/10.1080/01457632.2010.505127
Sundar S, Rajagopal MC, Zhao H, Kuntumalla G, Meng Y, Chang HC, Shao C, Ferreira P, Miljkovic N, Sinha S, Salapaka S (2020) Fouling modeling and prediction approach for heat exchangers using deep learning. Int J Heat Mass Transf 159. https://doi.org/10.1016/j.ijheatmasstransfer.2020.120112
Uguz S, Ipek O (2022) Prediction of the parameters affecting the performance of compact heat exchangers with an innovative design using machine learning techniques. J Intell Manuf 1393–1417. https://doi.org/10.1007/s10845-020-01729-0
El-Said EMS, Abd Elaziz M, Elsheikh AH (2021) Machine learning algorithms for improving the prediction of air injection effect on the thermohydraulic performance of shell and tube heat exchanger. Appl Therm Eng 185:116471. https://doi.org/10.1016/j.applthermaleng.2020.116471
Jarmatz N, Augustin W, Scholl S (2023) Comprehensive parameter screening for the investigation of particulate fouling in pipe fittings. Chem Ing Tech 95:708–716. https://doi.org/10.1002/cite.202200208
Gesellschaft VDI (2013) VDI-Wärmeatlas, 11th edn. Springer, Berlin Heidelberg, Wiesbaden
Sigloch H (2017) Technische Fluidmechanik, 10th edn. Springer Vieweg Berlin, Heidelberg
Baehr HD, Stephan K (2016) Wärme- und Stoffübertragung. 9 Auflage, Springer Vieweg
Kasper R, Deponte H, Michel A, Turnow J, Augustin W, Scholl S (2018) Numerical investigation of the interaction between local flow structures and particulate fouling on structured heat transfer surfaces. Int J Heat Fluid Flow 71:68–79. https://doi.org/10.1016/j.ijheatfluidflow.2018.03.002
Deponte H, Rohwer L, Augustin W, Scholl S (2019) Investigation of deposition and self-cleaning mechanism during particulate fouling on dimpled surfaces. Heat Mass Transf 55:3633–3644. https://doi.org/10.1007/s00231-019-02676-0
Deponte H, Kasper R, Schulte S, Augustin W, Turnow J, Kornev N, Scholl S (2020) Experimental and numerical approach to resolve particle deposition on dimpled heat transfer surfaces locally and temporally. Chem Eng Sci 227. https://doi.org/10.1016/j.ces.2020.115840
Blöchl R, Müller-Steinhagen H (1990) Influence of particle size and particle/fluid combination on particulate fouling in heat exchangers. Can J Chem Eng 68:585–591. https://doi.org/10.1002/cjce.5450680408
Müller‐Steinhagen H, Reif F, Epstein N, Watkinson AP (1986) Particulate fouling during boiling and non-boiling heat transfer. In: 8th Int. Heat Transfer Conference. Begel House Inc., San Francisco
Grasshoff A (1992) Hygienic Design - The basis for computer controlled automation. In: Proceedings IChemE Conference “Food Engineering in a Computer Climate.” IChemE, Cambridge
Deutsch E, Mechitoua N, Mattei JD (1996) Flow simulation in piping system dead legs using second moment, closure and k-epsilon model. In: Proceeding of the 6th International Symposium on Refined Flow Modelling and Turbulence Measurements. Thallahasse
Acknowledgements
The authors thank the mechanical and electrical workshop of the ICTV for their support with the buildup of the equipment. The conduction of the experiments by Julia Buschermöhle, Olaf Deseke, Leon Paul and Olinda Sidorow is greatly appreciated.
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was funded by the German Federal Environmental Foundation (Deutsche Bundesstiftung Umwelt – DBU) (Ref. No. 37305/01).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Financial interest
The authors have no relevant financial or non-financial interests to disclose.
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jarmatz, N., Augustin, W. & Scholl, S. Generation of experimental data for model training to optimize fouling prediction. Heat Mass Transfer 60, 905–914 (2024). https://doi.org/10.1007/s00231-023-03393-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00231-023-03393-5