
Abstract
High pressure (20 MPa), cyclic, supercritical carbon dioxide (scCO2) treatments can reduce the moisture content of green Pinus radiata sapwood from 150–200% to 35–40%. Such treatments can be used as a dewatering pre-treatment before the kiln-drying of timber. Kiln-drying can utilise various temperature and humidity schedules, targeting around 10% moisture content, with a final stress-relieving steam-conditioning step. After scCO2 treatment and kiln-drying of samples, kiln brown stain was evaluated using the CIE L*a*b* colour space while drying stress was assessed by stress-cup measurements. The most significant results of scCO2 pre-treatment of Pinus radiata sapwood followed by kiln-drying plus steam-conditioning were as follows: Drying from green (36 h from a moisture content (MC) of 164%) using a conventional temperature schedule (90 °C/60 °C) took 2–5 times longer than kiln-drying scCO2 pre-treated boards (37.5% MC) to a target of 10% MC. Colour measurements proved that kiln brown stain does not occur. The use of a steam-conditioning step in reducing internal drying stresses was important irrespective of whether or not there was a scCO2 pre-treatment step. Over all drying schedule combinations, internal drying stress of both green and scCO2 pre-treated timber was similar after kiln-drying plus steam-conditioning. However, using only 90 °C/60 °C schedule data, with steam-conditioning, drying stresses were lower using kiln-drying without the scCO2 pre-treatment. This was surprising since the scCO2 step reduced the moisture content to around 37.5% without significant moisture gradients and so a secondary kiln-drying to 10% moisture content could have been expected to yield lower internal stress levels by preventing large moisture gradients to develop during drying. This result confirms the efficacy of the steam-conditioning step following standard kiln-drying. The colour data demonstrating the prevention of kiln brown stain using kiln-drying schedules offers a path to increasing timber quality for interior applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Timber generally needs to be dried before it can be used in the built environment. Kiln-drying of green timber is the dominant method of reducing water in timber down to about 10% moisture content (MC). In previous studies, supercritical carbon dioxide (scCO2) dewatering pre-treatments reduced MCs of green Pinus softwoods (150–200%)–(35–40%) (Dawson et al. 2015) and of green hardwoods such as Eucalyptus nitens (130–150% MC) to 80–100% (Dawson and Pearson 2017; Dawson 2019).
Kiln brown stain (KBS) occurs 0.5–2 mm below the wood surface during kiln-drying of Pinus radiata sapwood (Kreber et al. 1999). The variable dark colour exposed by subsequent planing makes it unsuitable for some interior appearance applications. During kiln-drying of Pinus radiata, the timber surface dries and there is a drying front beneath the surface. Water-soluble stain precursors move to the subsurface drying front where they are concentrated by surface moisture evaporation. Traditionally, KBS is removed by planing off the top 2–3 mm from kiln-dried timber surfaces. While this is effective, it wastes a portion of the fully processed product. McDonald et al. (2000) reported that carbohydrates, cyclitols, proteins, and phenolics were present in Pinus radiata sap as were amino acids (glutamic acid) and reducing sugars (glucose and fructose). The reaction between amino acid and reducing sugar molecules is a non-enzymatic browning reaction, known as a Maillard-type reaction. Maillard-type reactions are one of the most important reactions in food science producing colour and flavour compounds called melanoidins (Wang et al. 2011) that give foods such as coffee, cocoa and bread their brown colour (Lindenmeier et al. 2002). Franich et al. (2019a) proposed another theory for kiln brown stain, based on the acid-catalysed dehydration of pinitol (the main solid constituent of Pinus radiata sap). Such reactions can produce compounds that quickly react with formaldehyde that is produced in the wood on kiln-drying to form dark brown polymeric compounds which would contribute to kiln brown stain colour.
One of the challenges in manufacturing timber products is controlling water removal through the drying process while mitigating the release of growth stresses and minimising drying stress development which can cause wood deformation such as checking (Botter-Kuisch et al. 2020) or collapse (Redman et al. 2016).
Below the fibre saturation point (FSP), swelling occurs on wetting and shrinkage occurs on drying. Such responses are expressed to different degrees over the range from isolated S2 wood cell walls to macroscopic timber with multiple annual wood rings (Skaar 1988; Rafsanjani et al. 2014). Rafsanjani et al. (2014) examined the isolated S2 layers of latewood cell walls of the softwood Picea abies with synchrotron-X-ray nano-tomography, showing that volumetric swelling and shrinkage strains in the transverse direction were higher than those at the macroscopic level of wood. They concluded that in wood at the macroscopic level, the microfibril angles of the S1 and S3 cell wall layers, which are aligned roughly perpendicular to the grain direction, enable these microfibrils to resist shrinkage and swelling of S2 cell walls where microfibril alignment is almost parallel to the grain.
Two types of wood shrinkage occur during drying. Anisotropic shrinkage (dimensional change) occurs as a result of different structural properties in the radial, tangential and longitudinal directions (Skaar 1988) while differential shrinkage is caused by the formation of moisture gradients (Booker 2003; Redman et al. 2016). Both anisotropic and differential shrinkage cause drying stresses. An ubiquitous result of drying stress is casehardening which develops in two stages during the drying schedule. In the first stage, water evaporates from the wood surface causing a moisture gradient with low surface moisture and high core moisture content. As the surface moisture content falls below the FSP, it starts to shrink while restrained by the swollen core. The surface becomes stressed in tension, deforming plastically if sufficiently stressed, while the core is stressed in compression. As drying continues, stress reversal occurs as moisture leaves the core, which shrinks, as its moisture content lowers beneath the FSP, putting the core in tension and the surface in compression (Cassens 2002; Tarmian et al. 2009).
The case-hardening stresses must be removed otherwise defects such as warp and checking, will be present on sawing. For high-temperature kiln-dried softwood, steam-conditioning with saturated steam at 100 °C will remove stress and produce a uniform moisture content (Pang et al. 2001). Pang et al. (2001) reported two factors were necessary for successful steam reconditioning, namely a moisture content of 6% and cooling the timber to between 75 and 90 °C. Achieving these conditions allowed for adequate moisture uptake in the surface so that the moisture gradient and casehardening stresses were released.
The present work examines the interaction of wood quality parameters of Pinus radiata sapwood and scCO2 pre-treatments, followed by low, medium or high-temperature kiln-drying schedules. Significant results were obtained for KBS and drying stress development which are reported for the first time. Preventing KBS has long been one of the goals in wood drying. Similarly, while kiln-drying plus steam-conditioning of Pinus softwoods have been effective in achieving acceptable drying stress levels, questions need to be constantly asked about the evaluation of new technologies—are they efficacious and are they candidates for adoption?
Materials and methods
Wood specimens
A total of 171 Pinus radiata D. Don sapwood boards (4–6 m long; 100 × 50 mm; green, fresh, rough-sawn and without anti-sapstain treatment) were sourced from two local sawmills in Rotorua, New Zealand (38.1446° S, 176.2378° E). A total of 60 boards with high variability in wood properties were chosen to be used in this study. The experimental work was undertaken in five batches of 12 boards each, with one being batch processed each week for 5 weeks, with each batch labelled after the week in which it was processed (week 1—week 5).
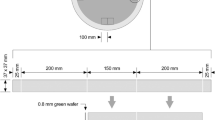
End-matched lengths, 1400 mm long (for scCO2 pre-treatment and secondary kiln-drying) and 2400 mm long (for kiln-drying only), were cut from each board along with a 30 mm biscuit (Fig. 1a) for density measurement. Density was calculated using the volume of the green biscuits determined by volume displacement. Green MC, maximum MC and % saturation were calculated according to the method in Kininmonth and Whitehouse (1991). The length of the scCO2 pre-treated boards was limited by the dimensions of the pressure vessels used. For the boards that were kiln dried only, it was decided to dry these at the maximum length for the research kiln used (2400 mm), to ensure uniform and representative drying conditions.

Sample preparation from 6 m Pinus radiata sapwood boards. a Board reduction for kiln-drying and scCO2 treatment; b scCO2 treatments and secondary kiln-drying; c stress-cup testing and d colour measurement
For each board, grain angle (tracheid direction—deflection over 100 mm along board), ring width, distance from pith (estimated using the radiating circles method) and slope of grain were measured. Ring orientation of boards was classified as flatsawn, intermediate or quartersawn while compression wood was classified as none, low, medium or severe. Times of post-sawing before scCO2 pre-treatment were < 8 days for weeks 1, 3 and 5 and between 13 and 15 days for weeks 2 and 4.
Supercritical CO 2 pre-treatment
During the scCO2 pre-treatment of wood, scCO2 at 50 °C was dissolved into the sap in the wood and pressurised to 20 MPa (Tcrit = 31.1 °C; Pcrit = 7.38 MPa). After a hold period, the pressure was reduced and there was a phase change from supercritical fluid to gas phase with a corresponding volume expansion of the CO2 resulting in bubble formation in cell lumens and voids, which forced sap out of the wood over a number of pressure cycles (Dawson et al. 2015; Franich et al. 2019b). The green 1400 mm length boards were treated with scCO2 in a manually operated high-pressure plant, with two 17 L cylinders (120 mm internal diameter × 1500 mm length), in Patumahoe, New Zealand (37.1875° S, 174.8282° E). One board was treated in each cylinder at the same time following the same low/high pressure cycling schedule (Table 1); the pressure in the cylinders was alternated, with one being held at 20 MPa for 10 min, while the other was reduced to 4.5 MPa, with any excess CO2 being pumped to a storage vessel. The pressure was then increased in the second vessel and reduced in the first vessel, to give one pressure cycle. Sap was drained from each of the vessels during the low pressure part of the cycle. A complete run with 7 pressure cycles took approximately 4 h. Four boards were pre-treated each day, and 12 boards were pre-treated each week for 5 weeks.
Kiln-drying
Kiln-drying without scCO 2 pre-treatment
Each week twelve green 2400 mm lengths were kiln dried to a 10% moisture content (MC) target. The kiln schedule was a conventional 90 °C/60 °C (db/wb; dry bulb/wet bulb) schedule with 5 m/s airflow, 12-h fan reversals and 4 h of 98 °C/98 °C db/wb steam-conditioning. The endpoint was determined using a Wagner L612 moisture meter and board weights. The kiln drying was repeated each week for 5 weeks to coincide with the scCO2 pre-treated boards.
The cutting pattern for the 2400 mm kiln-dried boards (Fig. 1a) produced 20 mm thick biscuits for MC, MC-gradient and stress-cup testing.
Secondary kiln-drying following scCO 2 pre-treatment
Secondary kiln-drying is the second procedure for drying which is composed of two steps: scCO2 pre-treatment followed by kiln-drying.
Following scCO2 pre-treatment, the 1400 mm long boards were cut into smaller sample boards (labelled S1 to S5 in Fig. 1b), with 20 mm thick biscuits for MC, MC-gradient and cup testing cut from between the sample boards. It should be noted that the cutting pattern for the sample boards varied between the first two weeks of this study and the subsequent 3 weeks. The board ends were sealed with epoxy before secondary kiln-drying. This prevents moisture loss from the board ends to better mimic the drying behaviour of a longer board. At the end of each day, the prepared sample boards were wrapped in plastic and couriered overnight to Scion for kiln-drying, along with the 20 mm thick biscuits which were measured immediately upon arrival. Samples were dried to a target of 10% moisture content using low temperature (70 °C/60 °C), conventional (90 °C/60 °C) or high temperature (120 °C/80 °C) (db/wb) kiln-drying schedules, with each schedule having one short board cut from each of the twelve 1400 mm boards pre-treated during that week. Following drying, biscuits were again cut for testing as were 200 or 300 mm lengths and steam conditioned for 1-h at 98 °C/98 °C db/wb. Further biscuits were cut and a 200 mm section retained for colour measurement. All boards were assessed for moisture gradients, drying stress and kiln brown stain development. The 70 °C/60 °C schedule was discontinued after 2 weeks due to long drying times which prevented workable turn-around times. This meant that there were only 24 boards dried at 70 °C/60 °C (2 weekly batches of 12 boards) compared to the other three drying conditions which had 60 boards each.
Residual drying stress
Residual drying stress can lead to distortion when timber is re-sawn for furniture or joinery. A steam-conditioning cycle after drying is required to prevent such distortion. Drying criteria other than the variation in the mean MC of a board can be specified. One such criterion is for residual drying stress (AS/NZS 4787:2001 (Reconfirmed 2016) Timber – Assessment of drying quality) where quality classes A, B, C, D and E are based on 90% of boards having stress-cup values below 0.5, 1, 2, 3 and 4%, respectively.
Residual stress can be assessed by releasing stress forces and measuring resultant strain. The measurement of resultant cup after ripping does this but relies on each piece having a similar instantaneous stiffness distribution. For this reason, it is done with the piece equilibrated in MC and temperature before ripping. However, this precludes its use in measuring stress development during a process. Thus, if stress is to be assessed and compared during time-based processing, the state of the piece must be recorded and comparisons made only in comparable situations.
Residual drying stress was measured as the gap formed on ripping along the major axis of 30 mm thick cross-sectional biscuits (AS/NZS 4787:2001 (Reconfirmed 2016) Timber—Assessment of drying quality; Fig. 1c). Cross sections were ripped in a plane parallel to the widest face through the centre of the thickness and measured on both hot and cold sections. The gap was measured within 5 min of ripping. The degree of residual drying stress, called stress-cup (%), was calculated as 100 * gap / board-width (Hsu and Tang 1975).
Stress-cup test conditions were defined by three parameters based on the wood temperature, either hot (h) or cold (c) when:
-
The board was cut
-
The biscuit was cut
-
The biscuit was ripped for cup testing.
The three options in this work were cold-cold-cold (ccc), hot-hot-hot (hhh) or hot–cold-cold (hcc). The ccc data measure the final stress distribution in kiln-dried boards reflecting the situation normally found in practice. The stress-cup values resulting from the three ccc, hhh and hcc options, expressed as stress-cup, were analysed statistically.
Colour measurement
After kiln-drying, lengths for colour measurement were immediately stored in the dark wrapped in black plastic to minimise further colouration. Surfaces for colour measurements were taper-planed: 0 mm (rough-sawn surface), 0.5–2 mm deep (planed-kiln brown stained surface) and 4 mm deep (deep-planed surface) (Fig. 2) with odd-numbered board surfaces facing the pith and even-numbered board surfaces facing the bark. Planed board surfaces were protected from light and colour measurement commenced within hours via either photographs and deriving the RedGreenBlue colour spaces coordinates (RGB) or direct colour meter measurements of board surfaces which can be expressed as the CIE colour space coordinates (L*a*b*).

Taper planed surfaces for colour measurement
RGB
Each surface was photographed in a 2 m tall photo booth with a camera (Canon EOS 5D Mark II; ISO 100) installed in the booth ceiling. The camera sensor resolution was 21 MP. Image resolution was 5616 × 3744 pixels. Two horizontal THORN eco JULIE 600 LED IP65 2200 840 light sources were attached outside the booth, near the top of two opposing walls, illuminating the samples being photographed with 40 W indirect diffused light through slots in each wall. A light impervious blind was closed when photographs were being taken.
ImageJ (version 1.52P) (Schindelin et al. 2012) was used to calculate RGB values by selecting a target area within each of the three regions on the photographs for all kiln-dried and secondary kiln-dried boards. The RGB values were then used to calculate mean greyscale values, mG, tristimulus values X, Y and Z and finally CIE L* a* b* (CIE 2018) (Fig. 1d).
L*a*b*
L*a*b* colour measurements were performed on a very small subset of the dried boards. A Minolta CR400 Colour Meter was used to measure the CIE L*a*b* coordinates of the three taper-planed regions of five randomly selected replicate sets of boards from weeks 1, 2, 4 and 5 for the kiln-dried and secondary kiln-dried boards (out of a total of 60 replicate sets of boards). Each replicate set contained end-matched boards from the following treatments: kiln dried only, scCO2 pre-treated and secondary dried at 90 °C/60 °C, scCO2 pre-treated and secondary dried at 120 °C/80 °C. The batches from weeks one and two also included boards that had been scCO2 pre-treated, then secondary dried at 70 °C/60 °C. For the three regions on each board, 5 L*a*b* measurements were performed across the board using a template for consistency.
Statistical analyses
For the subset of boards where L*a*b* was measured, a linear regression comparing ΔL* measured using the colour meter with L* derived from RGB values from photographs of the same five boards showed both data sets were strongly correlated (R2 of 0.977; p < 0.001). Data were log-transformed. For statistical analyses of all 60 boards, the ΔL* values calculated from the photographs were used.
Least squares regression models were used in R (2019) to test for the effects of experimental treatments and predictor variables on % stress-cup measurements and differences in colour between the planed-KBS and deep-planed surfaces. Experimental treatments were:
-
Kiln-drying at 90 °C, with and without steam-conditioning
-
scCO2 pre-treatment followed by secondary kiln-drying at 70 °C, 90 °C and 120 °C, with and without steam-conditioning
-
scCO2 pre-treatment at 50 °C without any secondary drying.
Comparisons between kiln-drying and the scCO2 pre-treatments at 90 °C were made. The effects of kiln drying temperature on boards with scCO2 pre-treatment followed by secondary kiln-drying were tested in a separate model. Predictor variables included in maximal models were total MC and the MC differential between inner and outer specimens, if cup measurements were taken hot or cold, sawing direction, ring width, slope of grain, distance from pith, basic density, compression wood and ring orientation. An automated step wise procedure was used to choose the minimum adequate model, with Akaike's Information Criteria (AIC) as a selection criterion (R (2019). R 3.6. R Foundation for Statistical Computing, Vienna, Austria (https://www.R-project.org/)).
Results
Wood properties
Wood quality evaluation was undertaken to understand the variation in feedstock for the experiments over the 5-week testing period. The boards selected were sourced from several local forests from a local timber mill in Rotorua. The mean of values of wood properties for the wood processed in each week of the 5-week testing period are given in Table 2. These are consistent with previously reported values for Pinus radiata sapwood (Dawson et al. 2015; Kininmonth and Whitehouse 1991).
Moisture contents
The MCs after scCO2 pre-treatment-only over 5 weeks showed consistent moisture distribution along and within boards providing a consistent feedstock for secondary kiln-drying:
-
Averaging 37.5 ± 6.2% (mean ± SD) over all replicates
-
Means and SDs for the three replicates along each board were very similar—38.2 ± 6.3, 36.8 ± 4.3 and 37.5 ± 7.5%
-
The MC gradient between outer and inner board regions was 0.2 ± 2.7% (mean ± SD)
Drying times
Drying from green using a conventional 90 °C/60 °C temperature schedule took 36 h, from an MC of 164%, to a target of 10% MC. While the board moisture contents were not measured in a systematic way during kiln drying, the boards dried in week 5 reached an average of 37.5% MC after half the drying time. This gives a total drying time that is 2–5 times longer than secondary kiln-drying of dewatered boards (~ 37.5% MC) which took 14 h and 7 h with the 90 °C/60 °C and 120 °C/80 °C schedules, respectively. The kiln drying time from ~ 37.5% MC was slightly longer than the board secondary dried at 90/60 °C. The 70 °C/60 °C low-temperature schedule took 103 h to reduce the MC of scCO2 pre-treated boards down to 10% and was discontinued after 2 weeks as this timeframe was too long to manage the throughput of subsequent weeks. These results agree with those of Zhang et al. (2020) who found that water removal from Eucalyptus urophylla × E. grandis was nine times faster using scCO2 treatment (30 MPa) than conventional kiln-drying.
Colour
Colour data expressed as CIE ΔL* (lightness), ΔE or mG (grey in RGB greyscale = R/3 + G/3 + B/3), all gave equally significant results on statistical analysis. ΔL* has been used in this study and was also used by Pang and Li (2006) and McCurdy et al. (2006). KBS was monitored as the colour change between the taper-planed KBS and the deep-planed surfaces. Rough-sawn surfaces were poor surfaces to measure colour due to artefacts resulting from the non-uniform fibre surface. Statistical analysis showed there was no difference between kiln-dried and secondary kiln-dried boards of rough-sawn surfaces irrespective of the drying schedule. There was no difference in colour between pith- or bark-facing surfaces.
The key result was that ΔL* values for kiln-dried boards had large values whereas for scCO2 pre-treated boards it was zero, showing that scCO2 pre-treatment completely stopped KBS discolouration. Estimated marginal means from the minimal adequate model for ΔL* values of planed-KBS vs deep-planed boards (R2 = 0.81) (Table 3) showed significant differences (ΔL* = −9.4) between kiln-dried and secondary-dried boards at 90 °C (t266 = −18–−29; p < 0.001; Table 4; Fig. 3). Conversely, there were no differences (ΔL = 0) between either KD.Dry vs KD.Steamed or Sec.Dry vs Sec.Steamed (t266 = 0; p = 1).

Variation in ΔL* as a function of drying schedule. Closed ball and bars show raw data mean ± S.E
Results of ANOVA for ΔL* for kiln-dried and secondary-dried boards at 90 °C (R2 = 0.82 for the minimal model) showed differences due to drying schedule, time post-sawing, ring width, compression and MC gradient (F = 12—390; p < 0.001).
For secondary-dried boards only at temperatures of 70/60 °C, 90/60 °C and 120/80 °C, ANOVA showed that none of the factors in the minimal adequate model for ΔL* had any impact (p > 0.01), most likely because the model was poor (R2 = 0.03).
Residual drying stress
The only significant wood property factors affecting mean stress-cup were compression wood and ring orientation. However, the change in stress-cup due to maximal variation in both these factors was small (0.2–0.5%), with flatsawn boards having higher cup values than quartersawn boards. These differences correspond to differences in individual cup measurements of 0.1–0.25 mm, so they may not be meaningful. There was more significant variation in stress-cup due to variation in the drying schedule (secondary and kiln dried, with and without steam-conditioning), temperature and the stress-cup measurement method where the range in stress-cup was 0.95–2.67% (Table 5). The drying schedule factor had the largest change in stress-cup on kiln-drying at 90 °C (0.95–2.83%) heightened by variation between samples with and without steam-conditioning.
Discussion
The average MCs following 20 MPa scCO2 pre-treatments of Pinus radiata sapwood were 37.5 ± 6.2% in the current work and 39.6 ± 5.4% (mean ± SD) in an earlier study (Dawson et al. 2015). The MCs after scCO2 pre-treatments are important in wood-water interactions and the FSP. These have been reviewed (Hoffmeyer et al. 2011; Engelund et al. 2013; Telkki et al. 2013; Yin and Liu 2021). There are two bands of FSP values centred around 30 and 40% MC. The lower FSP values represent the MC below which the physical and mechanical properties of wood begin to change as a function of MC. Examples are strength tests (Stamm 1964), anisotropic shrinkage of Pinus radiata (Pang and Herritsch 2005) and first desorption isotherms of Picea abies (Almeida et al. 2008). The higher FSP values were obtained for softwood species based on solute exclusion (Hill et al. 2005), pressure membrane (Hernández and Bizon 2007), relative humidity (Hoffmeyer et al. 2011), and NMR (Telkki et al. 2013). These values are based on the amount of water in the wood cell wall at equilibrium conditions approaching 100% relative humidity (Engelund et al. 2013). Engelund et al. (2013) speculated that the addition of water to wood at less than 30% MC would require a breaking of hydrogen bonds in the wood cell polymer network whereas water additions between 30 and 40% MC would not disrupt hydrogen bonds in the wood cell walls. The MC values after 20 MPa scCO2 pre-treatments are consistent with the higher FSP values above. Not surprisingly the board dimensions remained unchanged following scCO2 treatment.
The present results showed that KBS was almost always present under the surface in kiln-dried boards but was absent in scCO2-secondary kiln-dried boards, independent of whether boards were steamed or not. When a scCO2 pre-treatment is applied before secondary kiln-drying, KBS does not occur (Fig. 4) irrespective of the drying schedule used. Previous studies with different treatments have reported that KBS was prevented with various drying regimes. McDonald et al. (2000) and Kreber et al. (2001) dried Pinus radiata sapwood using sap displacement with water exchanges or high pressure compressed air treatment cycles, respectively. McCurdy et al. (2006) found that colour formation in Pinus radiata sapwood, occurred both above and below the FSP and at faster rates at higher temperatures. Pang and Li (2006) and Joščák et al. (2007) reported KBS prevention in surface discolouration and KBS formation in Pinus radiata and Picea abies, respectively, using oxygen-free atmospheres to dry timber.

Typical kiln brown stain on kiln-dried boards (all board sections shown are from the same board). KBS is revealed after taper planing in the planed KBS region. If boards had scCO2 pre-treatment, KBS did not develop on secondary kiln-drying in the deep-planed regions. Left to Right–kiln dried 90 °C, then secondary dried at 70 °C/60 °C, 90 °C/60 °C and 120 °C/80 °C
The absence of KBS in any of the dewatered samples of Pinus radiata sapwood, following secondary kiln-drying to 10% MC, suggests that the scCO2 pre-treatment prevented Maillard browning reactions from occurring (Wang et al. 2011; McDonald et al. 2000). This strongly implies the removal of the precursor compounds, along with the sap, before the kiln-drying process. The MC in the boards after scCO2 pre-treatment averaged 37.5% over 5 weeks of treatments. This MC level precludes mass flow of water since bound water will be confined to wood cell walls or water vapour in lumens (Dawson et al. 2015; Dawson and Pearson 2017; Pearson et al. 2019) with diffusion-controlled moisture movement. McDonald et al. (2000) used ambient temperature and then 70 °C water exchanges to displace sap from end-matched Pinus radiata sapwood samples which were then kiln dried with a 140 °C / 90 °C temperature schedule for 12 h. When surfaces were planed to a depth of 0.5 mm, KBS was not present but was in control samples. Analysis of the water-extracted sap confirmed KBS precursor compounds were removed along with the sap.
Kreber et al. (1998) showed that in kiln-drying, the sugars and amino acids in Pinus radiata sapwood are mobile and move into the drying front region. In the current study, the mean MC of 37.5% achieved also suggests that there will not be a drying front within the boards on secondary kiln-drying. Without a drying front, there will not be an evaporative subsurface region and consequently no accumulation of KBS precursors will occur. The negligible MC gradient, between surface and inner regions, of 0.2 ± 2.7% (mean ± SD) demonstrates a uniformity of MC within dewatered boards confirming molecular moisture diffusion is the probable mechanism to reaching the final 10% MC target on secondary kiln-drying.
Decreasing the MC down to 37.5% should preclude the alternative mechanism of KBS proposed by Franich et al. (2019a). The present results support those found previously (Kreber et al. 2001; McDonald et al. 2000). Kreber et al. (2001) reported that KBS was not formed in Pinus radiata sapwood in a cyclic high-pressure treatment of green wood involving the use of compressed air (10 MPa; 85 cycles) followed by oven drying. If 10 MPa air pressure was not achieved, KBS developed since the resulting MC was about 100%, which still allowed mass flow of water to occur, accompanied by a concentration of KBS precursors at a subsurface drying front. It is not known when the change to diffusion-controlled movement of the moisture occurs above the FSP, but it is likely to be well below 100 MC.
Drying stress
Kiln-drying is a preferred drying method for solid timber because it is a relatively fast and proven technology (Bond and Espinoza 2016). This study compared drying treatments and steam-conditioning on drying stress development with reference to a scCO2 pre-treatment compared to a standard industrial 90 °C/60 °C kiln-drying schedule. The current study used a practical stress-cup measurement method that relates well to the wood drying industry. Such methods cannot be used to measure stresses and strains as drying is occurring (Yin and Liu 2021).
The present drying stress data are consistent with Pang and Haslett (2002) who studied drying flatsawn and quartersawn Pinus radiata boards using three schedules—low temperature, accelerated conventional and high temperature. They found that stress-cup values increased from 1.3 to 2.0% with drying schedule temperature. The mean difference in stress-cup was largest in the low temperature drying with quartersawn boards having 0.63% cup and flatsawn boards 2.15% cup.
The present results agree with previous studies (Cheng et al. 2005; Pang et al. 2001). Drying stresses can be released by stream-conditioning using a final conditioning step of 100% relative humidity and 100 °C once the target equilibrium MC has been reached (Pang et al. 2001). Cheng et al. (2005) reported that drying stresses in wood decreased with increasing relative humidity when drying under superheated steam at 180 °C. They also found that residual drying stress persisted after superheated steam drying at 100% relative humidity. Paradoxically, Yang (2021) reported higher residual stress values in Eucalyptus wood treated with 30 MPa scCO2 than with 10 MPa treatments, followed by oven drying, even though both MC gradients and final MCs were smaller with the former.
The use of scCO2 as an alternative drying pre-treatment has been explored previously for both softwood and hardwood timbers (Dawson and Pearson 2017). A 20 MPa scCO2 cyclic pre-treatment at 50 °C eliminated the subsurface drying front by maintaining an even MC throughout the timber (Newman et al. 2016) and reduced the MC to 35–40% before kiln-drying. The absence of a moisture gradient when secondary kiln-drying from this MC could have been expected to retard or minimise the development of drying stresses. Shrinkage is not expected to occur until the FSP is reached. At this point, the tracheid lumens hold no water while the tracheid walls are fully saturated with liquid water (Berry and Roderick 2005). However, in the present work, a reduction in drying stresses relative to the standard 90/60 °C schedule was not seen. This confirms that the standard 90/60 °C schedule with a steam conditioning step at the end is the most effective drying schedule and equipment for drying Pinus radiata sapwood since it also utilises existing equipment and does not require costly high-pressure facilities.
Internal stress as a drying quality criterion
Internal stress-cup classes for the factors of drying schedule, temperature and measure as well as their combinations have been calculated (Fig. 5; Table 6). Drying stress was lowest (Class B) after the scCO2 pre-treatment only (Table 6a). As these boards were above FSP with fully saturated wood cell walls, no drying stresses would be expected. The small amount of stress (0.8% cup—corresponding to ~ 0.4 mm of deflection in each half of the specimen) measured may be due to measurement errors, or the specimens starting to dry and shrink during sawing and measurement (as they are very close to FSP, any moisture loss could lead to shrinkage of the cell walls). For the drying schedule factor, over all temperatures, (Table 6b), steam-conditioning improved the board stress quality class to C from D/E for the unsteamed boards, confirming the efficacy of steam-conditioning following drying. The variation in temperature over all schedules (Table 6c) showed that the lowest temperature (70/60 °C) resulted in lower stress (class C) than did the two higher temperatures which both had the highest stress (class E). However, when only the 90/60 °C drying schedule data were considered (Table 6d), the KD.Steam schedule had the least stress (class C) while the secondary-dried Sec.Steam schedule retained more stress (class D). Combining data for all drying schedules, temperatures and measurements (Table 6f, g) showed consistently that both KD.Steam and Sec.Steam yielded the lowest stress when combined with 70/60 °C, 90/60 °C and ccc/hcc options.

Mean ± 95% C.I. and distribution of individual raw stress-cup data grouped in three different ways: by: a Drying schedule; b Temperature; c Drying schedule and temperature. Quality classes A, B, C, D and E are based on 90% of boards having stress-cup values below 0.5%, 1%, 2%, 3% and 4%, respectively
There are implications from the measurement method results. Biscuit samples cut for internal stress measurement while the wood is hot are likely to overestimate stress-cup compared to when the sample is cold. The ccc measurements are important because they are measuring the final stress distribution in the dried board. As shown in Table 6e, measuring stress while hot gave a higher measure of final stress than when measuring a cold board (as shown by the lower quality class for the hcc and hhc treatments).
These data show that kiln-drying of Pinus radiata timber at 90 °C/60 °C with steam-conditioning (KD.Steam) resulted in the lowest stress state (class C) of all schedules tested. The use of scCO2 pre-treatment followed by kiln-drying (Sec.Steam), resulted in residual stress levels similar to those following traditional kiln-drying followed by steaming (KD.Steam; Table 6) in some situations when assessed (1) by drying schedule alone; (2) drying schedule and temperature at both 70 and 90 °C and (3) drying schedule when the sample biscuit was ripped and tested cold.
After reducing the MC of green boards to 35–40% with scCO2 pre-treatments, subsequent kiln-drying down to 10% MC results in the same internal drying stress levels as kiln-drying from green to 10% MC. This supports the contention that steam-conditioning after kiln drying is effective. It does not, however, reduce drying stress to the extent of equalling the scCO2 pre-treatments level (Class B).
Bond and Espinoza (2016) predicted wood drying research will need to improve final wood quality and reduce both drying time and energy consumption. New technologies will be a part of this. No high-pressure commercial scCO2 dewatering plants have been built to date although Superwood A/S in Denmark (Superwood A/S 2021) operates a scCO2 impregnation plant—an environmentally neutral plant for preservative impregnation of wood which does not leave residual organic solvents in the wood (Fernandez et al. 2012; Kjellow and Henriksen 2009). In the future, scCO2 dewatering plants may be built if commercial biorefineries use scCO2 to (1) extract chemicals from sap, (2) reduce collapse in hardwoods such as eucalypts and (3) decrease wastage of wood conversion (Dawson and Pearson 2017; Dawson et al. 2020).
Conclusion
Supercritical CO2 pre-treatments are a cyclic pressure treatment alternating between 4.5 and 20 MPa CO2, to reduce the MC of green Pinus radiata sapwood from 150–200% to 35–40% in 6–7 cycles. Since the MC has not gone below the FSP, no shrinkage or drying stresses are incurred. The use of scCO2 pre-treatment, before kiln-drying of green Pinus radiata sapwood to 10% MC, prevents the formation of kiln brown stain. A scCO2 pre-treatment precludes movement and concentration of stain precursors into the subsurface region during drying, preventing the formation of KBS to the extent that it is absent irrespective of subsequent kiln-drying processes.
The effect of drying treatments on internal stress development regarding a scCO2 pre-treatment was compared to a standard industrial 90 °C/60 °C kiln-drying schedule with steam-conditioning. Supercritical CO2 pre-treatments of green Pinus radiata, followed by secondary kiln-drying at 90 °C/60 °C, did not result in lower internal stress compared to the standard 90 °C/60 °C drying schedule. There was considerable variation in internal stress due to the drying schedule, temperature (70/90/120 °C) and measurement method (ccc, hcc, hhh) following scCO2 pre-treatment. The drying schedule factor had the largest range in stress-cup (0.95–2.83%) at 90 °C.
No high-pressure commercial scCO2 dewatering plants have been built to date due to costs. In future, this could change if drivers such as commercial biorefineries using scCO2 to (1) extract chemicals in sap, (2) reduce collapse in hardwoods such as eucalypts and (3) decrease wastage of wood conversion all worked in unison.
References
Almeida G, Assor C, Perré P (2008) The dynamic of shrinkage/moisture content behavior determined during drying of microsamples for different kinds of wood. Drying Technol 26(9):1118–1124. https://doi.org/10.1080/07373930802266108
Berry SL, Roderick ML (2005) Plant-water relations and the fibre saturation point. New Phytol 168(1):25–37. https://doi.org/10.1111/j.1469-8137.2005.01528.x
Bond BH, Espinoza O (2016) A decade of improved lumber drying technology. Curr Forest Rep 2(2):106–118. https://doi.org/10.1007/s40725-016-0034-z
Booker R (2003) Shrinkage and theories of differential shrinkage. In: Wood Research, EMPA-Symposium, vol 17, pp 29–45
Botter-Kuisch HP, Van den Bulcke J, Baetens JM, Van Acker J (2020) Cracking the code: real-time monitoring of wood drying and the occurrence of cracks. Wood Sci Technol 54(4):1029–1049. https://doi.org/10.1007/s00226-020-01200-6
Cassens D (2002) Quality control in lumber purchasing: lumber stress/casehardening. Purdue University Forestry and Natural Resources FNR-132, Purdue
Cheng WL, Liu YX, Morooka T, Norimoto M (2005) Characteristics of shrinkage stress of wood during drying under high temperature and high pressure steam conditions. Beijing Linye Daxue Xuebao/J Beijing Forest Univ 27(2):101–106
CIE (2018) CIE 15: technical report: colorimetry, 4th edn
Dawson B (2019) A review of Scion research using supercritical carbon dioxide. NZ J Forest 64(3):8–12
Dawson BS, Pearson H, Kroese HW, Sargent R (2015) Effect of specimen dimension and pre-heating temperature on supercritical CO2 dewatering of radiata pine sapwood. Holzforschung 69(4):421–430
Dawson BSW, Pearson H (2017) Effect of supercritical CO2 dewatering followed by oven-drying of softwood and hardwood timbers. Wood Sci Technol 51(4):771–784. https://doi.org/10.1007/s00226-017-0895-8
Dawson BSW, Pearson H, Kimberley MO, Davy B, Dickson AR (2020) Effect of supercritical CO2 treatment and kiln drying on collapse in Eucalyptus nitens wood. Eur J Wood Prod 78(2):209–217. https://doi.org/10.1007/s00107-020-01500-5
Engelund ET, Thygesen LG, Svensson S, Hill CAS (2013) A critical discussion of the physics of wood–water interactions. Wood Sci Technol 47(1):141–161. https://doi.org/10.1007/s00226-012-0514-7
Fernandez J, Kjellow A, Hendriksen O (2012) Modeling and optimization of the supercritical wood impregnation process—Focus on pressure and temperature. J Supercrit Fluids 66:307–314
Franich RA, Kroese H, Gallagher S, Steward D, Isak I (2019a) Solutes in sap obtained from supercritical CO2 dewatering of radiata pine sapwood, and a new role of sap cyclitols in brown stain formation during kiln drying of green wood. Holzforschung 73:947–956. https://doi.org/10.1515/hf-2019-0013
Franich RA, Meder R, Falge M, Fuchs J, Behr VC (2019b) Uncovering supercritical CO2 wood dewatering via interleaved 1H-imaging and 13C-spectroscopy with real-time reconstruction. J Supercrit Fluids 144:56–62. https://doi.org/10.1016/j.supflu.2018.10.006
Hernández RE, Bizon M (2007) Changes in shrinkage and tangential compression strength of sugar maple below and above the fiber saturation point. Wood Fiber Sci 26:360–369
Hill CAS, Forster SC, Farahani MRM, Hale MDC, Ormondroyd GA, Williams GR (2005) An investigation of cell wall micropore blocking as a possible mechanism for the decay resistance of anhydride modified wood. Int Biodeterior Biodegrad 55(1):69–76. https://doi.org/10.1016/j.ibiod.2004.07.003
Hoffmeyer P, Engelund ET, Thygesen LG (2011) Equilibrium moisture content (EMC) in Norway spruce during the first and second desorptions. Holzforschung 65(6):875–882. https://doi.org/10.1515/HF.2011.112
Hsu N, Tang R (1975) Distortion and internal stresses in lumber due to anisotropic shrinkage. Wood Sci. 7(4):298–307
Joščák T, Mamoňová M, Babiak M, Teischinger A, Müller U (2007) Effects of high temperature drying in nitrogen atmosphere on mechanical and colour properties of Norwayspruce. Holz Roh- Werkst 65(4):285–291. https://doi.org/10.1007/s00107-006-0162-4
Kininmonth, JA, Whitehouse, LJ (1991). Properties and uses of New Zealand radiata pine. Volume one-wood properties. Rotorua: Forest Research Institute.
Kjellow A, Henriksen O (2009) Supercritical wood impregnation. J Supercrit Fluids 50(3):297–304
Kreber B, Fernandez M, McDonald AG (1998) Migration of kiln brown stain precursors during the drying of radiata pine sapwood. Holzforschung 52(4):441. https://doi.org/10.1515/hfsg.1998.52.4.441
Kreber B, Haslett AN, McDonald AG (1999) Kiln brown stain in radiata pine: a short review on cause and methods for prevention. For Prod J 49(4):66–70
Kreber B, Stahl MR, Haslett AN (2001) Application of a novel de-watering process to control kiln brown stain in radiata pine. Holz Roh- Werkst 59(1–2):29–34
Lindenmeier M, Faist V, Hofmann T (2002) Structural and functional characterization of pronyl-lysine, a novel protein modification in bread crust melanoidins showing in vitro antioxidative and phase I/II enzyme modulating activity. J Agric Food Chem 50(24):6997–7006. https://doi.org/10.1021/jf020618n
McCurdy MC, Pang S, Keey RB (2006) Surface colour change in wood during drying above and below fibre saturation point. Maderas: Ciencia y Tecnol 8(1):31–40
McDonald AG, Fernandez M, Kreber B, Laytner F (2000) The chemical nature of kiln brown stain in radiata pine. Holzforschung 54(1):12–22
Newman RH, Franich RA, Meder R, Hill SJ, Kroese H, Sandquist D, Hindmarsh JP, Schmid MW, Fuchs J, Behr VC (2016) Proton magnetic resonance imaging used to investigate dewatering of green sapwood by cycling carbon dioxide between supercritical fluid and gas phase. J Supercrit Fluids 111:36–42
Pang S, Haslett AN (2002) Effects of sawing pattern on drying rate and residual drying stresses of Pinus radiata lumber. Maderas Ciencia y Tecnol 4:40–49
Pang S, Herritsch A (2005) Physical properties of earlywood and latewood of Pinus radiata D. Don: anisotropic shrinkage, equilibrium moisture content and fibre saturation point. Holzforschung 59(6):654–661. https://doi.org/10.1515/HF.2005.105
Pang S, Li J (2006) Use of a modified drying medium to prevent discolouration of radiata pine sapwood during kiln drying. Maderas: Ciencia y Tecnol 8(1):41–48
Pang S, Simpson I, Haslett T (2001) Cooling and steam conditioning after high-temperature drying of Pinus radiata board: experimental investigation and mathematical modelling. Wood Sci Technol 35(6):487–502. https://doi.org/10.1007/s00226-001-0124-2
Pearson H, Dawson B, Kimberley M, Davy B (2019) Modelling and optimisation of ceramic and wood dewatering using supercritical CO2. J Supercrit Fluids 146:15–22. https://doi.org/10.1016/j.supflu.2019.01.004
Rafsanjani A, Stiefel M, Jefimovs K, Mokso R, Derome D, Carmeliet J (2014) Hygroscopic swelling and shrinkage of latewood cell wall micropillars reveal ultrastructural anisotropy. J R Soc Interface 11(95):20140126. https://doi.org/10.1098/rsif.2014.0126
Redman AL, Bailleres H, Turner I, Perre P (2016) Characterisation of wood–water relationships and transverse anatomy and their relationship to drying degrade. Wood Sci Technol 50(4):739–757. https://doi.org/10.1007/s00226-016-0818-0
Schindelin J, Arganda-Carreras I, Frise E, Kaynig V, Longair M, Pietzsch T, Preibisch S, Rueden C, Saalfeld S, Schmid B, Tinevez J-Y, White DJ, Hartenstein V, Eliceiri K, Tomancak P, Cardona A (2012) Fiji: an open-source platform for biological-image analysis. Nat Methods 9(7):676–682. https://doi.org/10.1038/nmeth.2019
Skaar C (1988) Wood-Water Relations. Springer-Verlag, Berlin, Heidelberg, Germany, p 283
Stamm AJ (1964). Wood and cellulose science. Ronald Press Co. Superwood A/S, P, 7362 Hampen, New York (2021). https://www.superwood.dk/rejsen/gennemimpraegnering/
Tarmian A, Sepeher A, Rahimi S (2009) Drying stress and strain in tension wood: a conventional kiln schedule to efficiently dry mixed tension/normal wood boards in poplar. Drying Technol 27(10):1033–1040. https://doi.org/10.1080/07373930903218396
Telkki V-V, Yliniemi M, Jokisaari J (2013) Moisture in softwoods: fiber saturation point, hydroxyl site content, and the amount of micropores as determined from NMR relaxation time distributions. Holzforschung 67(3):291–300. https://doi.org/10.1515/hf-2012-0057
Wang H-Y, Qian H, Yao W-R (2011) Melanoidins produced by the maillard reaction: structure and biological activity. Food Chem 128(3):573–584. https://doi.org/10.1016/j.foodchem.2011.03.075
Yang L (2021) Effect of temperature and pressure of supercritical CO2 on dewatering, shrinkage and stresses of Eucalyptus wood. Appl Sci 11(18):8730
Yin Q, Liu H-H (2021) Drying stress and strain of wood: a review. Appl Sci 11(11):5023
Zhang J-W, Liu H-H, Yang H, Yang L (2020) Drying Characteristics of Eucalyptus urophylla × E grandis with supercritical CO2. Materials 13(18):3989
Acknowledgements
The authors acknowledge funding provided by the New Zealand Ministry of Business, Innovation & Employment (MBIE, formerly the Foundation for Research Science and Technology) for the Wood Products for the Future (C04X0207) and Elite Wood Products (C04X07902) programmes. Mark Watton, Doug Gaunt and Elspeth MacRae (Scion) are thanked for their support for this work. Chris Hilton from Natural Extracts, Patumahoe, is thanked his providing his plant for the experiments.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Contributions
BSWD, RS, and SGR contributed to conceptualisation; BSWD, SGR, RS, and IGS contributed to experimental methods; SH involved in statistical analysis; BSWD involved in writing–original draft preparation; all authors involved in writing–review and editing. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dawson, B.S.W., Sargent, R., Riley, S.G. et al. Effect of supercritical CO2 pre-treatment and kiln-drying of fresh green Pinus radiata sapwood on kiln brown stain and drying stress. Wood Sci Technol 56, 1127–1148 (2022). https://doi.org/10.1007/s00226-022-01399-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-022-01399-6