
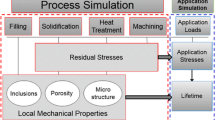
Abstract
Remarkable casting properties and superior mechanical characteristics of cast iron make it an ideal material for a wide range of industrial applications. However, the production of cast iron components may result in the formation of cracks and defects, posing a significant threat to their structural integrity. Repair welding is a promising solution to resolve cast iron production defects. However, repair welding cast iron components poses unique challenges that stem from residual stress (RS) formation and the possibility of cracking during the repair process. Moreover, research on cast iron repair is scarce. To overcome these challenges, this paper presents a thermo-mechanical model validated by experiments to reduce RS in cast iron repair welding through the optimization of welding parameters and weld sequences as well as the geometry of the repair area. An experimental bead-on-plate weld is set up in order to validate the developed thermo-mechanical model. The temperature distribution in the weld is measured using thermocouples placed around the weld line. An X-ray diffraction technique is used to measure the axial and transverse RS at different points around the weld line. The developed finite element model is employed to simulate the repair welding process and analyze the effect of inter-pass temperature, the number of welding passes, welding sequences, and groove geometry on the RS. The numerical approach applied in this study provides a framework for repair welding optimization of cast iron and other materials, fostering the development of more efficient and reliable repair methods for industrial applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Cast iron has a wide application in many industrial settings, primarily due to its highly desirable mechanical properties such as high wear resistance, excellent casting ability, and easy machinability. These properties have made cast iron a highly sought-after material in several industries, including automotive, aerospace, and wind turbine manufacturing. The outstanding thermal conductivity of cast iron makes it an ideal material for the production of engine blocks and brake rotors, while its high wear resistance makes it well-suited for use in gears and bearings [1, 2]. Additionally, its good castability and excellent machinability have made it a preferred material for many large-scale industrial applications.
Despite numerous advantages, cast iron exhibits drawbacks like brittleness and susceptibility to fracture. Cracks in components can lead to structural failure, causing significant downtime and economic losses in industrial settings [3,4,5,6]. The root causes for cracking are typically related to material defects, operational conditions, and environmental influences. Ongoing research aims to comprehend the causes of crack formation and strive to develop crack prevention methods.
In recent years, repair welding has emerged as a highly effective method for addressing the problem of cracks in components. This technique involves the use of a filler material to close the crack in order to restore the structural integrity of the component. Repair welding can be a cost-effective way to extend the service life of cast iron components, reduce downtime, and prevent the need for costly replacements [7,8,9]. However, the success of repair welding depends on various factors, such as the choice of filler material, the welding process, and the pre-weld preparation of the component [10,11,12,13,14]. This emphasizes the demand for further research and development in this area to optimize the use of repair processes as a method for mitigating the effects of cracks in cast iron components.
One particular issue in this regard is the formation of residual stresses (RS) which can result from non-uniform heating and cooling during welding, leading to the development of tensile and compressive stresses within the material. These RS can significantly reduce the fatigue lifetime and structural performance of the repaired part, particularly when subjected to tensile loading. Control of the formation of RS during repair is a critical factor in mitigating the detrimental effects of cracks in cast iron components. Therefore, understanding and mitigation of the formation of RS is crucial for achieving optimal repair welding quality.
Obtaining accurate measurements of RS in three dimensions for repairing welds in large-scale components is challenging due to the complex geometries and destructive nature of some measurement techniques. The logistical and technical challenges of specialized equipment and procedures further limit the practicality and feasibility of experimental methods used to optimize repair welds in large-scale components. Numerical weld simulation methods, on the other hand, can predict both the RS distribution and magnitude, as well as provide a detailed understanding of factors influencing the RS formation in a comparatively cost and time-efficient way. Numerical simulations can also be performed for different scenarios and parameter variations, facilitating a comprehensive quantitative assessment of the welding impact on the RS formation. Numerical methods are non-destructive, enabling repeated simulations used for optimization to obtain improved cast iron component designs. This holds particularly true when it comes to large-scale applications where conducting experiments is costly, challenging, and in some cases even unfeasible.
Numerous studies have been conducted on the thermomechanical analysis of the welding process, introducing a computational methodology for the analysis of temperature fields and RS distributions in multi-pass welds of AISI 304 stainless steel pipes [15,16,17,18,19,20,21,22]. The methodology is based on a finite element model in both 3D and 2D configurations to accurately evaluate the RS. Kumar et al. [23] investigated the distribution of RS and the effects of heat treatment on a multi-pass dissimilar welded rotor joint composed of alloy 617 and 10Cr steel. In this work, the post-weld heat treatment caused a reduction of the RS, with approximately 70% of the initial stress level relieved. Farahani et al. [24] used a 3D finite element model to simulate the welding process of medium carbon steel pipes. The aim of this research was to provide useful insights into the evolution of welding RS before and after post-weld heat treatment, considering the solid-state austenite–martensite transformation. Ahmad et al. [25] simulated the thermal and RS field induced by three-pass TIG welding, incorporating the effect of inter-pass cooling. The results indicated that while welding speed significantly affected the heat input per unit length of the weld bead, its impact on the RS distribution was negligible beyond the base material melting temperature.
Zhao et al. [26] conducted a numerical investigation on the characteristics of RS in dissimilar welded pipes composed of T92 and S30432 steels. The study aimed to examine the effect of heat input, groove shape, and layer number on the distribution of RS, with the goal of identifying approaches to minimize the magnitude of RS. Xia and Jin [27] performed a study on welding simulation and RS analysis of butt-welding joints composed of dissimilar thicknesses of austenitic stainless steel. Based on their results, the geometry of weld joints plays a crucial role in determining the distribution and magnitude of RS, thereby posing challenges to meeting tolerances in structural design. Khoshroyan and Darvazi [28] conducted a study to examine the effect of heat source velocity and welding sequence on the RS distribution and part distortion. The findings revealed that an increase in welding speed resulted in a reduction of vertical deflection, transverse shrinkage, and angular distortion of the plate. However, it entailed an increase in the maximum longitudinal tensile RS induced into the plate. Ye et al. [29] investigated how groove type affects welding-induced RS. Their simulation indicated that the groove type significantly influences the stress distribution, angular distortion, and sensitization region width. These findings highlight the need to carefully select groove types to optimize the welding process and prevent detrimental welding results. Chen et al. [30] evaluated the RS of a thick-walled pipeline. It was found that the minimum number of weld layers, heat input, and geometrical characteristics were the most crucial parameters that affected the distribution of through-thickness RS.
Only recently, research focused on exploring repair welding techniques beyond more established materials e.g. moderate carbon steel toward cast iron [31,32,33,34]. Thus, repair welding of cast iron can be considered as a rather unexplored research field. In this regard, Jiang et al. [35] conducted an empirical study to investigate the effect of the repair length on the RS distribution in welded structures. The results of this study revealed that an increase in repair length had significantly reduced the transverse RS in both the weld and the heat-affected zone (HAZ) while having only a minor effect on the longitudinal stress. Ebrahimnia et al. [36] simulated the repair of large forming dies using powder welding with nickel-based self-fluxing alloys under controlled cooling conditions. From the results, it could be inferred that the compatibility between the thermal coefficients of expansion of the weld metal and the base metal is a critical factor in preventing cracking. Charkhi and Akbari [37] carried out both experimental and numerical approaches to study the impact of preheating on the alteration of the RS during pipe repair welding. Their research demonstrated that an increase in the preheating temperature decreased the RS levels induced by the welding process. Moreover, this reduction is more significant in carbon steel compared to stainless steel. Seo et al. [38] performed a study on the fatigue strength properties of repair welding of railway vehicles. They concluded that in order to enhance the fatigue life in repair welding, it is advisable to minimize the width of the repair welding and to apply a reverse welding pass in the direction of welding.
Although numerous studies have been conducted on welding, there still remains a noticeable research gap in repair welding. Moreover, the majority of these studies have focused on commonly used materials, such as carbon steel, stainless steel, and aluminum, whose mechanical, thermal, and metallurgical properties have been extensively investigated. Comparatively little attention has been paid to comprehensively investigating the behavior of cast iron parts, particularly when it comes to repair welding [39,40,41]. In addition to the distinct response of cast iron to temperature variations, it exhibits limited weldability owing to its brittle microstructure, which makes it susceptible to cracking [42]. As a result, comprehensive research into the cast iron repair process is crucial. Large-scale structures, such as wind turbine components, are predominantly made of cast iron, which is economically impractical to reproduce entirely when it is manufactured with defects like porosities or cracks that could otherwise have been repaired by welding. In this regard, comprehending the behavior of cast iron is critical to prevent the occurrence of new defects during repair welding, particularly considering its lower toughness compared to steel and greater susceptibility to crack formation. Improving the quality of repair welding while minimizing the development of RS represents a viable solution for enhancing the fatigue life of cast iron parts, thereby reducing production costs, and minimizing environmental pollution associated with scrapping, re-melting, and re-casting. The present study aims to develop a thermomechanical model and consequently validate the predictions against experimental data to establish confidence in its accuracy for simulating cast iron repair welding processes. In our previous study, we used the principle of maximum stress theory to numerically predict high-risk crack locations and their possible propagation directions during repair welding of cast iron components. This current paper continues that work, focusing on minimizing residual stresses through a comprehensive weld parameter optimization [41]. Specifically, this study aims to (i) identify the parameters that exert a significant impact on the RS formation and (ii) obtain optimal parameters that minimize the RS induced in repair welds of cast iron. The parameters chosen for this investigation are based on thorough discussions with welding engineers and experts in industry in the field of cast iron production and welding in order to identify the most critical ones.
This paper is divided into two main parts involving experiments and numerical simulations. In the first part, the experimental investigation is presented in which thermal and mechanical aspects are discussed. This part includes the temperature history at specified points and the determination of longitudinal and transverse RS. The experimental findings are utilized to validate the proposed numerical method. Subsequently, after comparing the numerical simulation results and acknowledging the excellent agreement achieved, the second part of the investigation focuses on the parametric optimization of repair welding. The objective of this parameter study is to reduce RS for the benefit of enhanced welding quality. This part of the study specifically sheds light on key parameters such as the influence of the number of welding passes, inter-pass temperature, welding sequences, and the groove shape of the repaired area.
2 Experimental investigation
In order to validate the thermomechanical models, two experiments were conducted to measure the temperature distribution and the associated RS entailed by a single-track bead-on-plate welding process. The welding parameters are provided in Table 1. Initially, a thermal analysis experiment was performed to measure the temperature history at various target points. Subsequently, a mechanical analysis was conducted to determine the axial and transverse RS at different points on the surface of the weldment.
As seen in Fig. 1, the temperature history during the welding process was measured with several thermocouples that were positioned at specified locations perpendicularly to the weld line. The thermocouples were placed inside the holes drilled on the back side of the plate in the vicinity of the weld surface to measure the temperature history accurately while avoiding damage to the temperature sensors.

Temperature measurement setup: a mounting the thermocouples and recording the temperature history in the target points and b geometry of the sample and the placement of thermocouples
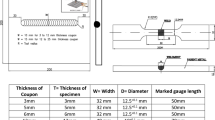
The subsequent step involved measuring the longitudinal and transverse RS through the X-ray diffraction residual stress measurement using the sin2 ψ technique [43]. For this purpose, a plate with dimensions of 180 mm × 120 mm × 50 mm was used. A bead-on-plate weld, with a length of 140 mm, was performed under the welding conditions specified in Table 1.
3 Numerical investigation
In this study, a finite element (FE) model was created to predict the temperature field and process-induced RS. It is worth noting that the heat produced by mechanical deformation is significantly lower compared to the heat generated by the welding arc. Consequently, the temperature field during repair could be determined independently from the effect of stress and strain [17]. In other words, the thermal and mechanical physics of the thermo-mechanical model are sequentially coupled. For the mechanical analysis, the simulation results of the temperature field were employed as a thermal load, which was subsequently applied to the elastic–plastic FE model. This enabled the calculation of both the RS and the deformation in the added metal joint.
3.1 Thermal analysis
The calculation of heat input involves quantifying the amount of heat transferred by the heat source for each unit length of the added material. The heat fluxes at the front and rear of the heat source are expressed by Eq. (1). To model the heat input by the electrode, a non-symmetric double-ellipsoidal heat source was employed, initially proposed by Goldak et al. [44]. This heat source is composed of two quadrants with distinct power density distributions: one located at the front and the other at the rear (cf. Figure 2a).

a Double ellipsoid heat source model presented by Goldak et al. [44] consisting of two separated parts: the back of the heating source (blue) and the front section (purple); b adjusted thermal model with the experimental sample
In order to obtain accurate results, it is essential to calibrate all the parameters associated with the heat source. This calibration is performed by comparing the temperature profiles obtained from experiments with those predicted by the numerical simulations (Fig. 2b). The specific values of these parameters are influenced by various factors, including the type of repair process, the base material used, and the specific welding process employed.
The FE model takes into account the heat exchange occurring between the weldments and the surrounding environment. It considers two types of heat loss: convective and radiative heat dissipation [24]. The convective heat loss is described by Newton’s cooling law while the radiative heat loss is governed by Stefan–Boltzmann’s law (Eq. (2)).
A user subroutine was developed to simulate the combined thermal boundary conditions (BCs). Equation (3) presents the overall temperature-dependent heat transfer coefficient [16]. Additionally, the latent heat of fusion was considered to account for the thermal effects caused by the solidification of the weld pool [24]. The value of the latent heat was 220 kJ/kg. The TS and TL values were 1120 °C and 1160 °C, respectively [45].
In this study, it was assumed that the weld metal possesses identical material properties as the parent metal. The thermal properties of the material as a function of temperature are depicted in Fig. 3 [46, 47].

Temperature-dependent thermal properties of cast iron GJS 500–14
3.2 Mechanical analysis
Once the thermal analysis was completed, the temperature history of each node was incorporated into the finite element model as a thermal load, enabling the determination of the displacement, strain, and stress field. The total strain comprises three different components, as follows:
where εel, εpl, and εth are the elastic strain, plastic strain, and thermal strain, respectively. The material constitutive behavior was modeled using the Von-Mises yield criterion, accompanied by an isotropic material hardening model. Figure 4 depicts the temperature dependency of the mechanical properties of the weld and base material considered in the analysis [46, 47].

Temperature-dependent mechanical properties of cast iron GJS 500–14
3.3 Validation
In this section, the numerical thermomechanical model is validated through comparison with the experimental results obtained in Section 2. This is a simulation of a single-pass bead-on-plate welding process according to the welding conditions provided in Table 1 (Section 2). Due to the process symmetry, only half of the sample is simulated, applying symmetric thermal and mechanical BCs. To achieve this, 2D and 3D thermomechanical models were developed, simulating the same conditions as those present in the welding experiments. The elements for the 3D thermal and mechanical models were eight-node brick elements Abaqus type DC3D8 and C3D8, respectively. Four-node linear elements DC2D4 and CPE4 were used for the 2D thermal and mechanical models, respectively. The geometry, size, and distribution of the elements are shown in Fig. 5.

a The geometry and thermal and mechanical BCs of the welded specimen, b the mesh geometry of the 3D model, and c the mesh geometry of the 2D model
To validate the thermal model, the measured temperature history at two points depicted in Fig. 6a and b is compared with the temperature history predicted by the thermal model. Furthermore, the predicted transverse and axial RS are compared with the measured values at different points along a line perpendicular to the weld as depicted in Fig. 7.

Comparison of the numerical temperature history and the experimental results at two points: a 10 mm and b 15 mm from the weld centerline, both at a depth of 2 mm measured from the surface

Comparison of the numerically predicted RS and experimentally obtained results: a transverse RS distribution and b axial RS distribution; Note: the origin corresponds to the weld center line
The average deviation of the 2D and 3D thermal analysis is 16% and 17%, respectively. The average deviation of the transverse stress is 19% and 12% and that of the axial stress is 35% and 27% for the 2D and 3D models, respectively. Considering both the experimental uncertainty and the modeling uncertainty related to the scarcity of accurate material properties for cast iron, the agreement can be classified as good to reasonable.
3.4 Optimization of the repair parameters
In this section, a comprehensive parametric study is presented which aims to minimize the RS in the welding. The key influential parameters, such as the welding pass numbers, inter-pass temperature, welding sequences, and groove shape were considered to maintain weld quality while minimizing the RS levels. The 2D numerical model was used in order to mitigate the time demand and the computational costs, as conducting a parameter study with a considerable number of simulations in 3D would pose a significant burden on the computational feasibility [41]. All simulations in this section were conducted using the geometry and mesh topology depicted in Fig. 8.

a The geometry, b target point and distances, and c Mesh characteristics of the model
3.4.1 Welding pass numbers
Incipiently, the effect of the number of welding passes on the weld quality was investigated. Five different models were developed, denoted in this work as 1-pass, 2-pass, 4-pass, 10-pass, and 21-pass models. The welding parameters of the models were cautiously chosen to ensure adequate penetration of the weld to the base metal and a filled repair groove. Table 2 provides key information regarding the adopted welding conditions in the simulations.
Figure 9 shows the temperature history of point A (cf. Figure 8) predicted by the thermal model. Defining this point is important because tracking the temperature history at this specific location can be indicative of the degree of the filler penetrating into the base metal. This analysis involves modeling the heat transfer and thermal behavior of the welding process. The temperature history is an important factor in determining the quality of the weld, microstructure, and the level of the RS. In Fig. 9, the five different sequential filling procedures of the repair groove during the repair welding process are shown together with their corresponding temperature histories.

Analyzing the temperature history at point A (see Fig. 8) by employing different numbers of passes, to evaluate the penetration of filler material into the base material
Dividing the heat input into multiple passes not only greatly facilitates control over the cooling rate of the material but also allows for a more precise control of the heat input by increasing the number of passes. This helps to prevent large amounts of heat from entering the material in a short period, as each pass induces a smaller portion of heat, enabling the material to cool more slowly. Consequently, applying multiple passes effectively reduces the RS levels and improves the overall quality of the weld (cf. Figure 10). This is important because excessive heat input can cause rapid expansion and contraction, leading to high RS levels in the FZ and HAZ in addition to other adverse effects on the microstructure.

Distribution of the a transverse and b axial RS for models with different numbers of weld passes ranging from a single pass to a 21-pass weld
Another advantage of increasing the number of passes is that each pass allows for the release of some of the RS accumulated in the preceding pass, akin to a heat treatment process. Consequently, the thermal stresses are gradually and locally relieved in a more locally confined heat source.
In addition, using multiple passes can also help to ensure good fusion between the weld and the base material. Each pass can help to build up the weld and ensure that it is fully fused to the surrounding material which improves the strength and durability of the weld. The simulation results show that the transverse RS can indeed be significantly reduced by up to 20% by increasing the number of weld passes. On the other hand, the number of weld passes appears to have a comparatively limited effect on the reduction of the axial RS (cf. Figures 11 and 12).

Comparison of the transverse RS along the a width and b thickness of the weldment for different numbers of weld passes

Comparison of the axial RS along the a width and b thickness of the weldment for different numbers of weld passes
However, it is important to note that increasing the number of passes can also increase the overall time and cost of the welding process and the probability of inducing inter-pass weld defects. It is therefore necessary to balance the benefits of using multiple passes against the practical constraints of the welding process, such as time and budget limitations.
3.4.2 Inter-pass temperature
In this sub-section, the influence of the inter-pass temperature on the RS is presented. Four distinct inter-pass temperature levels namely T-60, T100, T-200, and T-300 were selected for this study due to reported limitations associated with this material [42]. The resulting data is presented graphically in Fig. 13. A systematic examination of the obtained results shows that an increase in inter-pass temperature is associated with a significant decrease in both the range and spatial distribution of the RS.

Distribution of the a transverse and b axial RS for repair welds with different inter-pass temperature
Figure 14a shows that an increase in inter-pass temperature leads to a reduction of the transverse RS. Specifically, the transverse stress decreases from its peak value of 280 MPa (at T = 60) to 160 MPa (at T = 300), representing a significant reduction of 43%. This consistent trend of RS reduction can also be observed in the through-thickness paths depicted in Fig. 14b. Despite the significant decrease in transverse RS, a similar pattern of RS reduction can also be observed in the axial direction. Inferring from Fig. 15, the inter-pass temperature can decrease the axial RS by up to 20%, further highlighting its potential for RS mitigation.

Comparison of the transverse RS along the a width and b thickness of the weldment for different inter-pass temperatures

Comparison of the axial RS along the a width and b thickness of the weldment for different inter-pass
The implementation of inter-pass temperature in welding provides an enhanced control over the cooling rate. This controlled cooling process produces several benefits, including the reduction of thermal gradients, as well as thermal shocks, during welding. By carefully managing the inter-pass temperature, the material experiences a more uniform distribution of heat, which helps to prevent the formation of undesirable microstructures that can arise from rapid cooling.
3.4.3 Welding sequence
The welding sequence is another important parameter that can affect the RS state. In order to shed more light on this effect, three different types of welding patterns were designed as illustrated in Fig. 16, representing straight, reverse, and symmetrical weld sequences. It is noteworthy to mention that the welding sequence follows the pattern of the consecutive numbering system.

Three different welding sequences a straight, b reverse, and c symmetric
The results of the welding sequence investigation are presented schematically in Figs. 17 and 18, which shows that a symmetrical welding sequence can result in a 12% reduction of RS in the transverse direction compared to reverse and straight welding sequences.

Distribution of the a transverse and b axial RS for repair welds with different weld pass sequences

Comparison of the transverse RS along the a width and b thickness of the weldment for different welding sequences
When the welding passes are distributed symmetrically to fill the repair groove, the resulting thermal stresses are more evenly dispersed across the welded structure. As a consequence, the potential for localized stress concentration is reduced, leading to a more uniform and homogeneous stress distribution throughout the component. This reduction is particularly prevalent in smaller parts that exhibit greater flexibility when subjected to thermal loading. As shown in Figs. 19 and 20, the symmetric welding sequence can also result in less displacement, as this type of welding sequence creates a more balanced distribution of deformation.

Comparison of the axial RS along the a width and b thickness of the weldment for different welding sequences

Comparison of the top surface displacement for various welding sequences
3.4.4 Groove shape effect
The final parameter investigated in this study is the effect of the groove shape on the distribution of the RS in the repair welding. This groove is typically machined at and around the area of the defect as an important part of the repair weld preparation. For this purpose, three specific geometries denoted V-50, V-70, and V-100 were designated for the groove area in the repair welding location while maintaining all other welding parameters like welding sequence, inter-pass temperature, and the number of passes unchanged.
Indeed, the objective of employing these distinct geometrical designs was to examine how the opening angle and the root width of the machined groove affect the RS. This investigation was carried out under identical thermal and penetration conditions to effectively fill the intended repair area. The transverse and axial RS distribution for these three geometries is depicted in Fig. 21. It is evident that the transverse RS magnitudes decrease considerably in the geometry with a larger angle. The welding conditions of the considered models are specified in Table 2.

Distribution of the transverse and axial RS for models with different repaired area geometry a V = 50°, b V = 70°, and c V = 100°
To ensure the most accurate comparison, the results are graphically presented in Figs. 22 and 23. Figure 22 focuses on comparing the transverse stresses, revealing that enlarging the repair area significantly contributes to an RS reduction. That is to say, the maximum transverse stress decreased from 185 MPa present in the V-50 case to 137 MPa in the V-100 case, indicating a noteworthy 26% reduction. The RS reduction can also be observed in the through-thickness direction in Fig. 22b. Additionally, the geometric factor of the groove shape proves to be influential in reducing the axial RS, which is evident in Fig. 23.

Comparison of the transverse RS along the a width and b thickness of the weldment for different repaired area geometry

Comparison of the axial RS along the a width and b thickness of the weldment for different repaired area geometry
By providing more space at the repair location, the heat-affected areas can release thermal stresses more effectively. Conversely, narrower areas tend to aggravate the effect of stress concentration, eventually entailing higher RS values. On the other hand, in wider areas, the reduced constraints around the filled zone promote a more efficient stress-release process.
4 Conclusion
In this work, a thermomechanical model was developed to simulate the repair welding process in cast iron parts. The primary objective of this modeling approach was to optimize the weld parameters to minimize the RS. This was achieved through a comprehensive investigation of various key influential factors, such as the number of weld passes, inter-pass temperature, welding sequence, and groove geometry.
The following conclusions can be drawn from this study:
-
The results obtained from both the 2D and 3D thermomechanical models agree well with the experimentally measured temperatures and RS. The satisfactory accuracy achieved by the 2D model enabled further investigations and parameter optimization of the welding process in a computationally efficient manner.
-
Increasing the number of passes allows for better control of the input heat through a more gradual heat transfer, ensuring an adequate penetration into the base material and a better control over the cooling rate. Additionally, increasing the number of passes helps to mitigate the RS.
-
The inter-pass temperature significantly influences the reduction of RS, especially when opting for higher temperatures. The inter-pass temperature effectively ameliorates the thermal gradient within the component, leading to a more controlled heat distribution. Moreover, the strategic use of inter-pass temperature facilitates better regulation of the cooling rate, thereby preventing the occurrence of undesirable non-equilibrium phases in the material.
-
The welding sequence can contribute to the reduction of RS. A more symmetrical weld sequence decreases the displacement and distortion in the part, thereby leading to a reduction in RS. However, it is worth noting that the impact of this parameter may be less evident in components with a large size ratio of the repair area.
-
The geometry of the repair area notedly affects both the quantity and the distribution of the RS. Allowing for a wider area in the repair gap can lead to reduced constraints and a higher degree of thermal stress release during welding. Additionally, a wider area allows for better control over material shrinkage.
Abbreviations
- q tot :
-
Heat flux distributions for total heat input
- q f :
-
Heat flux distributions in the front quadrants of the heat source in the Goldak model
- q r :
-
Heat flux distributions in the rear quadrants of the heat source in the Goldak model
- q conv :
-
Convection heat transfer
- q rad :
-
Radiation heat transfer
- q cond :
-
Conduction heat transfer
- α :
-
Goldak’s double-ellipsoid parameter
- b :
-
Goldak’s double-ellipsoid parameter
- c f :
-
Goldak’s double-ellipsoid parameter
- c r :
-
Goldak’s double-ellipsoid parameter
- f f :
-
Fractional Goldak factors for the front quadrants
- f r :
-
Fractional Goldak factors for the rear quadrants
- T :
-
Current temperature
- t :
-
Time
- T w :
-
Weldment surface temperature
- T 0 :
-
Surrounding air temperature
- T s :
-
Solidus temperature
- T L :
-
Liquidus temperature
- h C :
-
Convection heat transfer coefficient
- h eq :
-
Equivalent heat transfer coefficient
- X :
-
Thermal emissivity
- θ :
-
Stefan–Boltzmann constant
- v :
-
Heat source velocity
- ε total :
-
Total strain
- ε el :
-
Elastic strain
- ε pl :
-
Plastic strain
- ε th :
-
Thermal strain
References
Akande IG, Isaac Fayomi OS, Okore PN (2023) Investigation of the microstructure, corrosion resistance and hardness of bone particle reinforced cast iron for engine blocks application in automotive and marine industries. Hybrid advances 2:100022. https://doi.org/10.1016/j.hybadv.2023.100022
Manoj A, Saurabh A, Narala SKR, Saravanan P, Natu HP, Verma PC (2023) Surface modification of grey cast iron by laser cladding for automotive brake disc application. Wear 532–533. https://doi.org/10.1016/j.wear.2023.205099
Erić O, Rajnović D, Zec S, Sidjanin L, Jovanović MT (2006) Microstructure and fracture of alloyed austempered ductile iron. Mater Charact 57:211–217. https://doi.org/10.1016/j.matchar.2006.01.014
Farahani EB, Aragh BS, Juhre D (2022) Interplay of fracture and martensite transformation in microstructures: a coupled problem. Materials 15. https://doi.org/10.3390/ma15196744
Moattari M, Shokrieh MM, Moshayedi H (2020) Effects of residual stresses induced by repair welding on the fracture toughness of Ni-based IN939 alloy. Theoretical and applied fracture mechanics 108. https://doi.org/10.1016/j.tafmec.2020.102614
Feng W, Arouche MM, Pavlovic M (2024) Influence of surface roughness on the mode II fracture toughness and fatigue resistance of bonded composite-to-steel joints. Constr Build Mater 411. https://doi.org/10.1016/j.conbuildmat.2023.134358
Li Y, Dong S, Yan S, Li E, Liu X, He P et al (2019) Deep pit repairing of nodular cast iron by laser cladding NiCu/Fe-36Ni low-expansion composite alloy. Mater Charact 151:273–279. https://doi.org/10.1016/j.matchar.2019.03.021
Attalla M, Kandil S, Gepreel MAH, Daha MA (2022) Effect of employing buffer layer in repaired dissimilar welded joints on the residual stresses based on contour and slitting methods. J Manuf Process 73:454–462. https://doi.org/10.1016/j.jmapro.2021.11.027
Dong P (2018) On repair weld residual stresses and significance to structural integrity. Welding in the world 62:351–362. https://doi.org/10.1007/s40194-018-0554-1
Bonnaud E, Gunnars J (2015) Three dimensional weld residual stresses simulations of start/stop and weld repair effects. Procedia Eng, vol. 130, Elsevier Ltd; 531–43. https://doi.org/10.1016/j.proeng.2015.12.260
Branza T, Duchosal A, Fras G, Deschaux-Beaume F, Lours P (2004) Experimental and numerical investigation of the weld repair of superplastic forming dies. J Mater Process Technol 155–156:1673–1680. https://doi.org/10.1016/j.jmatprotec.2004.04.388
Fisk M, Lundbäck A (2012) Simulation and validation of repair welding and heat treatment of an alloy 718 plate. Finite Elem Anal Des 58:66–73. https://doi.org/10.1016/j.finel.2012.04.002
Asadi P, Alimohammadi S, Kohantorabi O, Fazli A, Akbari M (2020) Effects of material type, preheating and weld pass number on residual stress of welded steel pipes by multi-pass TIG welding (C-Mn, SUS304, SUS316). Thermal Sci Eng Prog 16. https://doi.org/10.1016/j.tsep.2019.100462.
Chen BQ, Hashemzadeh M, Garbatov Y, Guedes SC (2015) Numerical and parametric modeling and analysis of weld-induced residual stresses. Int J Mech Mater Des 11:439–453. https://doi.org/10.1007/s10999-014-9269-7
Deng D (2009) FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects. Mater Des 30:359–366. https://doi.org/10.1016/j.matdes.2008.04.052
Deng D, Murakawa H (2006) Numerical simulation of temperature field and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements. Comput Mater Sci 37:269–277. https://doi.org/10.1016/j.commatsci.2005.07.007
Deng D, Murakawa H (2008) Prediction of welding distortion and residual stress in a thin plate butt-welded joint. Comput Mater Sci 43:353–365. https://doi.org/10.1016/j.commatsci.2007.12.006
Das Banik S, Kumar S, Singh PK, Bhattacharya S (2023) Influence of weld repair on the residual stresses induced in austenitic stainless steel weld joints. Prod Eng Res Devel 17:81–94. https://doi.org/10.1007/s11740-022-01156-5
Borzabadi Farahani E, Sobhani Aragh B, Sarhadi A, Juhre D (2023) A framework to model thermomechanical coupled of fracture and martensite transformation in austenitic microstructures. Thin-Walled Structures 183. https://doi.org/10.1016/j.tws.2022.110435
Feli S, Aalami Aaleagha ME, Foroutan M, Borzabadi Farahani E (2012) Finite element simulation of welding sequences effect on residual stresses in multipass butt-welded stainless steel pipes. J Press Vessel Technol, Trans ASME 134. https://doi.org/10.1115/1.4004571.
Ramos HME, Tavares SMO, de Castro PMST (2018) Numerical modelling of welded T-joint configurations using SYSWELD. Sci Technol Mater 30:6–15. https://doi.org/10.1016/j.stmat.2018.08.002
Morawiec M, Kik T, Stano S, Różański M, Grajcar A (2022) Numerical simulation and experimental analysis of thermal cycles and phase transformation behavior of laser-welded advanced multiphase steel. Symmetry (Basel) 14. https://doi.org/10.3390/sym14030477
Kumar R, Dey HC, Pradhan AK, Albert SK, Thakre JG, Mahapatra MM, et al (2022) Numerical and experimental investigation on distribution of residual stress and the influence of heat treatment in multi-pass dissimilar welded rotor joint of alloy 617/10Cr steel. Int J Press Vessels Piping 199. https://doi.org/10.1016/j.ijpvp.2022.104715
Borzabadi Farahani E, Sobhani Aragh B, Mansur WJ (2019) Three-dimensional finite element modelling of welding residual stresses of medium carbon steel pipes with consideration of solid-state austenite-martensite transformation and post-weld heat treatment. Proc Inst Mech Eng, Part L: J Mater: Des Appl 233:2352–2364. https://doi.org/10.1177/1464420719850205
Ahmad AS, Wu Y, Gong H, Liu L (2020) Numerical simulation of thermal and residual stress field induced by three-pass TIG welding of Al 2219 considering the effect of interpass cooling. Int J Precis Eng Manuf 21:1501–1518. https://doi.org/10.1007/s12541-020-00357-1
Zhao L, Liang J, Zhong Q, Yang C, Sun B, Du J (2014) Numerical simulation on the effect of welding parameters on welding residual stresses in T92/S30432 dissimilar welded pipe. Adv Eng Softw 68:70–79. https://doi.org/10.1016/j.advengsoft.2013.12.004
Xia J, Jin H (2017) Numerical study of welding simulation and residual stress on butt welding of dissimilar thickness of austenitic stainless steel. Int J Adv Manuf Technol 91:227–235. https://doi.org/10.1007/s00170-016-9738-2
Khoshroyan A, Darvazi AR (2020) Effects of welding parameters and welding sequence on residual stress and distortion in Al6061-T6 aluminum alloy for T-shaped welded joint. Trans Nonferrous Metals Soc China (English edition) 30:76–89. https://doi.org/10.1016/S1003-6326(19)65181-2
Ye Y, Cai J, Jiang X, Dai D, Deng D (2015) Influence of groove type on welding-induced residual stress, deformation and width of sensitization region in a SUS304 steel butt welded joint. Adv Eng Softw 86:39–48. https://doi.org/10.1016/j.advengsoft.2015.04.001
Chen J, Tatman J, Feng Z, Miller R, Curlin S, Dai T, et al (2021) Suppression of helium induced cracking in laser repair welding of highly irradiated stainless steels. J Nuclear Mater 556. https://doi.org/10.1016/j.jnucmat.2021.153206
Chen Z, Wang P, Wang H, Xiong Z (2021) Thermo-mechanical analysis of the repair welding residual stress of AISI 316L pipeline for ECA. Int J Press Vessels Piping 194. https://doi.org/10.1016/j.ijpvp.2021.104469
Dai P, Wang Y, Li S, Lu S, Feng G, Deng D (2020) FEM analysis of residual stress induced by repair welding in SUS304 stainless steel pipe butt-welded joint. J Manuf Process 58:975–983. https://doi.org/10.1016/j.jmapro.2020.09.006
Guan C, Yu T, Zhao Y, Chen L, Chen Y (2023) Repair of gear by laser cladding Ni60 alloy powder: process, microstructure and mechanical performance. Appl Sci (Switzerland) 13. https://doi.org/10.3390/app13010319
Zhang Y, Li X, Wang Y, Kang L, Wang T, Qiu F (2023) Effect of laser fusion repair on the microstructure and properties of stainless steel laser welds. J Market Res 22:2781–2791. https://doi.org/10.1016/j.jmrt.2022.12.099
Jiang W, Xu XP, Gong JM, Tu ST (2012) Influence of repair length on residual stress in the repair weld of a clad plate. Nucl Eng Des 246:211–219. https://doi.org/10.1016/j.nucengdes.2012.01.021
Ebrahimnia M, Ghaini FM, Gholizade S, Salari M (2012) Effect of cooling rate and powder characteristics on the soundness of heat affected zone in powder welding of ductile cast iron. Mater Des 33:551–556. https://doi.org/10.1016/j.matdes.2011.04.063
Charkhi M, Akbari D (2019) Experimental and numerical investigation of the effects of the pre-heating in the modification of residual stresses in the repair welding process. Int J Press Vessels Pip 171:79–91. https://doi.org/10.1016/j.ijpvp.2019.02.006
Seo JW, Kwon SJ, Lee CW, Lee DH, Goo BC (2021) Fatigue strength and residual stress evaluation of repair welding of bogie frame for railway vehicles. Eng Fail Anal 119. https://doi.org/10.1016/j.engfailanal.2020.104980
Malek Ghaini F, Ebrahimnia M, Gholizade S (2011) Characteristics of cracks in heat affected zone of ductile cast iron in powder welding process. Eng Fail Anal 18:47–51. https://doi.org/10.1016/j.engfailanal.2010.08.002
Shi K, Hu S, Zheng H (2011) Microstructure and fatigue properties of plasma transferred arc alloying TiC-W-Cr on gray cast iron. Surf Coat Technol 206:1211–1217. https://doi.org/10.1016/j.surfcoat.2011.08.034
Farahani EB, Sarhadi A, Alizadeh-Sh M, Fæster S, Danielsen HK, Eder MA (2023) Thermomechanical modeling and experimental study of a multi-layer cast iron repair welding for weld-induced crack prediction. J Manuf Process 104:443–459. https://doi.org/10.1016/j.jmapro.2023.08.059
Alizadeh-Sh M, Fæster S, Farahani EB, Sarhadi A, Tiedje NS, Eder MA et al (2024) Microstructural evolution during welding of high Si solution-strengthened ferritic ductile cast iron using different filler metals. Metall Mater Trans A Phys Metall Mater Sci 55:2309–2323. https://doi.org/10.1007/s11661-024-07399-4
Prevey PS (1986) X-Ray diffraction residual stress techniques, materials characterization. In: Whan RE (ed) ASM International, vol 10. pp 380–392. https://doi.org/10.31399/asm.hb.v10.a0001761
Goldak JA, Mehdi A (2005) Computational welding mechanics. Springer. https://link.springer.com/book/10.1007/b101137
ASM Handbook Committee (1990) Properties and selection: irons, steels, and high-performance alloys. ASM International. https://doi.org/10.31399/asm.hb.v01.9781627081610
Li Y, Liu X, Dong S, Ren X, Yan S, Xu B (2021) Influence of laser power on interface characteristics and cracking behavior during laser remanufacturing of nodular cast iron. Eng Fail Anal 122:105226. https://doi.org/10.1016/j.engfailanal.2021.105226
JMatPro user manual: version 13.0 (2021). https://www.sentesoftware.co.uk/jmatpro/full-details
Acknowledgements
The authors would like to thank Hilmar Kjartansson Danielsen from Banedanmark for his scientific advice and Kaare Jensen and Rian Holdstock from FORCE Technology for sharing the experimental data of the repair weld. Furthermore, the authors appreciate the practical and scientific advice provided by Anders Dahl Kragh from Vestas and Hans Frieder Vogt and Per Hessellund Lauritsen from Siemens Gamesa.
Funding
Open access funding provided by Technical University of Denmark The presented results are derived from the WeldCast project, which was funded by the Innovation Fund Denmark grant number 0224-00116A, the support is gratefully acknowledged.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. Material preparation, data collection, and analysis were performed by Ehsan Borzabadi Farahani, Ali Sarhadi, and Martin Alexander Eder. The first draft of the manuscript was written by Ehsan Borzabadi Farahani, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farahani, E.B., Eder, M.A., Alizadeh-Sh, M. et al. An experimentally validated thermomechanical model for a parametric study on reducing residual stress in cast iron repair welding. Int J Adv Manuf Technol 134, 5787–5803 (2024). https://doi.org/10.1007/s00170-024-14487-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14487-7