
Abstract
Non-conventional machining processes are capable of achieving higher performance compared to conventional ones due to their inherent characteristics and higher amount of parameters which can be favorably regulated. Although the correlation between the most important process parameters and process outcome has been already established for a wide range of conditions and workpiece materials, the introduction of new considerations related to the three pillars of sustainability require further investigation on new means for the enhancement of AWJ milling process. As one of the most important parameters in AWJ milling is the abrasive material, the introduction of new materials may offer considerable advantages from different perspectives. Thus, in the present work, a comprehensive investigation on the efficiency of using eco-friendly, mixed abrasives is carried out under various conditions such as different traverse feed rate, abrasive mass flow rate, water jet pressure, jet impingement angle, and mixing ratio. The feasibility of using mixed abrasives is evaluated in terms of achievable depth of penetration, kerf width, kerf taper angle as well as material removal rate (MRR), and cutting efficiency. The findings indicate that among other factors, the mixing ratio plays a noticeable role especially regarding MRR and cutting efficiency and can offer an additional effective means to achieve the desired kerf characteristics in conjunction with other significant parameters such as water jet pressure.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Manufacturing processes nowadays still face considerable challenges, not related to traditional considerations in industrial practice such as productivity, surface quality, or dimensional accuracy but directly related to recently established considerations, dictated by the adoption of directives relevant to lean and green manufacturing such as waste reduction, increased energy efficiency and reduction of environmental impact [1,2,3]. These recent considerations have introduced new advantages and limitations for manufacturers who may resort to the choice of alternative types of process in order to meet the new requirements. For example, non-conventional processes, such as AWJ machining, are able to provide eco-friendlier solutions for material removal processes. Especially, AWJ machining can be considered eco-friendly as it does not produce harmful substances, does not involve heat generation, and can process almost every material type [4, 5].
Slot milling is one of the different operations which can be efficiently carried out by AWJ technology. Although many researchers have studied different aspects of AWJ milling, this field can be still considered rather active based on the amount of recent contributions. Some recent works focus on machining of composites or stacked structures with advanced multi-pass strategies [6, 7], optimization of slot milling of titanium alloy by modified GRA method or metaheuristics [8, 9], prediction of milled geometry by mesh-based and analytical models [10], and submerged mode AWJ [11].
Among other types of materials, AWJ machining is particularly suited for hard-to-cut materials such as hardened steels, titanium alloys, or nickel superalloys, which pose considerable challenges to conventional machining processes [12]. Several authors have attempted to machine nickel superalloys by means of AWJ. Kong et al. [13] investigated the appropriate conditions for machining the challenging nickel-titanium shape memory alloys, as they are sensitive even to the insignificant temperature alterations during AWJ, as well as on the effect of mechanical deformation. Ay et al. [14] conducted a comprehensive study on the effect of traverse speed during AWJM of Inconel 718 alloy, testing traverse speeds in the range of 80–330 mm/min. It was found that higher traverse speed leads to higher surface roughness and kerf taper ratio but lower kerf width.
Vijayakumar et al. [15] conducted experimental work on the machining of nickel–chromium 718 alloy, by means of AWJ process. They identified traverse feed rate as the most significant process parameter and then determined the optimum processing conditions for the reduction of SR and kerf width. Senkathir et al. [16] carried out an optimization study for the determination of appropriate process parameters during AWJ of Monel k400 alloy, pointing out the importance of water jet pressure regarding reduction of surface roughness and maximization of MRR. Yao et al. [17] performed abrasive waterjet peening on nickel-based superalloy GH4169, in order to enhance its surface integrity using a nozzle with an optimized geometry. After the treatment, surface roughness was considerably reduced, hardness was slightly improved and compressive residual stresses were significantly increased.
Li [18] employed an acoustic emission monitoring system in order to understand the variations in AWJM performance when machining Inconel 718 and steel. It was shown that the difference in material removal rate and the effect of different materials was able to be determined by the acoustic signal. Veerappan and Ravichandran [19] conducted an experimental study regarding AWJM of Waspaloy with a view to improve surface quality, MRR, and reduce kerf angle. It was found that kerf angle was higher when abrasive mass flow rate and standoff distance increased whereas water jet pressure first led to an increase and then to constant or slightly reduced values of kerf angle. Low traverse speed and standoff distance, as well as high abrasive flow rate and pressure, increase MRR, whereas SR can be reduced at lower abrasive flow rate and water pressure values. Kumar et al. [20] performed holes on Inconel 825 workpieces and managed to optimize the SR and MRR using GRA method. Jeykrishnan et al. [21] machined nickel superalloy by AWJM in order to determine the optimum conditions for the reduction of kerf taper angle. In their work, it was found that water pressure was the most significant factor, followed by abrasive mass flow rate and stand-off distance.
Cano-Salinas et al. [22] evaluated the surface quality of pockets during AWJ milling of Inconel 718 alloy by using novel texture-based roughness parameters such as the texture aspect ratio Str, autocorrelation length Sal and interfacial area ratio Sdr. In their work, they concluded that higher stepover and lower pressure induce higher grit embedment. Moreover, it was shown that AWJ technology can lead to the creation of a hardened layer near the surface and it was suggested that higher pressure and lower stepover values should be selected for the increase of compressive residual stresses. Salinas et al. [23] performed AWJ milling experiments on Inconel 718 workpieces and determine that surface quality can be improved by higher traverse feed rate and lower water jet pressure values. Furthermore, particle embedment can be eliminated by using low water jet pressure, low stepover and higher abrasive mesh size values, whereas low traverse feed rate and higher abrasive mesh size lead to higher compressive residual stresses. Holmberg et al. [24] compared the use of different non-conventional processes, such as EDM, laser machining, and AWJM regarding machining of Inconel 718 alloy as well as the use of conventional milling. Their findings indicated that AWJM provided the best surface quality and integrity but it was also pointed out that post-processing was necessary for obtaining the final surface.
Although the aforementioned studies indicated that it is feasible to machine superalloys by AWJM with adequate surface quality and MRR, in order to further enhance productivity at relatively affordable cost, other solutions can be employed, such as the use of mixed abrasives. In the relevant literature, this subject became interesting during the last few years despite earliest studies been conducted even almost 30 years ago [25, 26] and that it is also used during abrasive slurry jet processing [27, 28] or chemical mechanical polishing [29,30,31,32]. Ansari and Hashish [25] tested the effect of using mixed garnet on material removal rate, indicating that the use of aluminum oxide more than 60% led to almost constant MRR, about 1.5 times higher than the MRR when 100% garnet was used. Cosansu and Cogun [26] investigated the use of a mixture of a soft abrasive such as colemanite and garnet for two different ratios on 5 different workpieces. It was found that the use of 50% colemanite was not able to cut every material and even 30% colemanite in most cases did not contribute to better surface than pure garnet. Balaji and Yuvaraj [33] showed that the use of mixed silicon carbide and garnet abrasives in a ratio of 60/40 exhibited higher cutting potential than each of the abrasives individually.
Joo et al. [34] investigated the use of mixed pure and recycled abrasives during AWJ, showing that 40/60 ratio of recycled/pure abrasives was the optimal one. Raguraman et al. [35] indicated the efficiency of a mixture of SiC, Al2O3, and garnet particles. Rajendran et al. [36] tested combinations between three different abrasives under different cutting parameters, indicating that 40% garnet and 60% aluminum oxide as well as 60% and 40% aluminum oxide provided the best cylindricity and surface quality, respectively. Sundararaj and Sethuramalingam [37] performed AWJ on single crystal silicon by garnet abrasives combined with carbon nanotubes in order to enhance MRR. Yu et al. [38] evaluated the efficiency of using different types of abrasives both separately and as a mixture, with the mixture of 75% alumina and 25% garnet per mass fraction exhibiting the best cutting performance and adequate surface quality. Mukaddam et al. [39] used a mixture of garnet and Al2O3 at three different percentages, namely 10, 20, and 30 apart from 100%. The optimum ratio for achieving higher MRR and lower kerf taper was found to be 30% Al2O3. Vijayakumar et al. [40] combined SiC and garnet in their AWJM experiments, showing that increasing the percentage of SiC led to higher depth of penetration and better hole quality. The superiority of using mixed abrasives than single type abrasives was also shown in an optimization study by Balaji et al. [41].
Another important feature of AWJ machining is the achievement of eco-friendly manufacturing conditions. Sustainability in AWJ machining has not been thoroughly investigated, as in other non-conventional processes and relevant studies usually focus on recycling of used abrasives. Especially, during the last years, various approaches have been proposed in order to achieve more sustainable conditions during AWJ machining. One suggested approach is the use of ice particles as abrasives [42] or the use of a liquid nitrogen jet [43, 44], which can be favorable for tasks such as cleaning or deburring, as also the particle embedment problem is eliminated [45]. Apart from ice jet machining, various types of eco-friendly abrasives can be employed for AWJ machining. For example, Jiang et al. [46] tested the use of sodium bicarbonate as abrasive for improving the surface quality of specimens whereas Awadh and Khalid [47] employed river sediment abrasives for polishing surfaces of hard materials. Moreover, agricultural waste or other by-products can be used as abrasives, such as mussel shells [48], which were shown to be significantly less prone to fracture than conventional abrasives such as garnet. Finally, Lavorel et al. [49] used walnut shells as abrasives during cryogenic AWJ machining of composites and compared its performance with garnet, indicating its potential for AWJ machining. Nevertheless, in this study the authors focused only on the effect of jet pressure and traverse speed on machinability of composites.
However, machining with eco-friendly soft abrasives can be considered challenging, due to their inferior mechanical properties in comparison with those of common abrasives. In conventional machining, it is impossible to process hard materials with a softer tool, and in some cases, such as grinding of superhard materials or abrasive waterjet of ceramics [50] and composites with ceramic inclusions [51], when the difference of hardness between abrasive and workpiece materials becomes negligible, the impact on MRR becomes important [52]. During AWJ with softer abrasives, increased deformation or fracture is anticipated for the abrasive, in comparison to hard particles which act as rigid indentors [53]. On the other hand, the use of softer particles can be favorable for surface roughness [53], and thus, usually softer abrasives were used for finishing purposes [54, 55] or in soft abrasive flow machining [56]. However, it was proven that it is feasible to machine even significantly hard materials by softer abrasives mainly to the high energy of the waterjet beam [57].
Given that limited research has been conducted on the effect of mixed abrasives during AWJ milling, and a combination of two different eco-friendly abrasives, with a considerable difference in hardness, has not yet been employed in relevant research, especially in the case of machining hard-to-cut materials; in the present work, two eco-friendly abrasives, such as glass beads and walnut shell, were employed in order to fabricate slots on nickel superalloy workpieces under different process conditions. In specific, the novel contributions of this work are the following:
-
For the first time, a mixture of two eco-friendly abrasives, namely, glass beads and walnut shell abrasives, derived from agricultural waste, was used for AWJ slot milling purposes. A comprehensive amount of experiments for AWJ with mixed abrasives was carried out (48 experiments) by varying the values of five process parameters within a wide range.
-
The use of two relatively soft abrasives for the mixture is uncommon in the relevant literature, where usually mixtures of hard materials such as garnet or alumina are preferred. In specific, walnut shell abrasive is considerably softer than the workpiece material (Inconel 718).
-
For the first time, mixed abrasives with considerably high difference in hardness were tested for AWJ slot milling, in contrast to the relevant literature in which the abrasives which are mixed usually differ only by 1 grade in Mohs hardness scale. Thus, it is rather challenging to achieve meaningful results for slot cutting by avoiding both through cuts or inability to machine the slots (very shallow depth of penetration).
The performance of the mixed abrasives is evaluated by a series of parameters such as depth of penetration, top kerf width, kerf taper angle, MRR, and cutting efficiency in order to determine their strengths and limitations. The results showed that the mixing was successful, with reasonable results been observed regarding the cutting performance of mixtures of the two abrasives. These results indicate that the use of mixed abrasives can be a promising solution for future studies as this choice enables an additional factor to regulate the machining efficiency and is also important regarding the increase of sustainability of AWJ machining process.
2 Materials and methods
In the present work, a comprehensive experimental study was carried out in order to determine the effect of using mixed abrasives during cutting of demanding materials such as nickel superalloys.
The mixing procedure was performed in discrete steps. At first, quantities from walnut shell and glass beads abrasives were weighted in a high precision scale, in order to verify their mass and then they were poured in a rigid plastic container which was then clamped on the chuck of a conventional lathe which provided rotation for the appropriate mixing of the two abrasives. The rotational speed was varied according the quantity of abrasives used in the range of 15–35 rpm in order to achieve a slow but adequate rotation and eventually achieve mixing, without excessive damage to the abrasives and allowing for the entire quantity to be mixed, eliminating dead material zones in the container. The procedure was carried out approximately for 1 h, and in order to obtain the sufficient amount for the experiments, it was repeated 3–4 times for each different mixing ratio which was used in the experiments.
It is important to mention that the procedure for the selection of process parameters was not a trivial one. Based on preliminary tests, it was determined that creating non-through slots with observable dimensions only by the use of walnut shell abrasive was not feasible unless relatively low traverse speeds; around 30 mm/min was used, in conjunction with high pressure. However, in order to be able to compare the effect of different ratios under the same process, conditions would not be achievable, given that the same conditions applied to higher percentage of glass beads would produce excessive slot depth, much higher than the thickness of the available workpiece (21 mm). Thus, it was decided not to perform experiments with 100% walnut shell abrasive. Then, taking into consideration that 100% glass beads would be used as one of the conditions, the parameters were selected in such a way that meaningful results could be obtained, so the abrasive mixing ratio of 0.5 and 0.75 was selected.
In the present work, the values of water jet pressure (denoted as P and abbreviated as jet pressure hereafter), abrasive mass flow rate (denoted as ma), traverse feed rate (denoted as vt), jet impingement angle (denoted as φ), and abrasive mixture ratio (denotes as MR) were varied. For the first four parameters, four levels were adopted, and the experiments were designed by Taguchi L16 orthogonal array, as can be seen in Table 1. It is worth noting that the mixing ratio is defined based on mass fraction of particles and thus mixing ratio of 1.0 indicates 100% of glass beads and 0.75 indicates 75% glass beads and 25% walnut shell by mass percentage, whereas 0.5 indicates an equal proportion of mass for the two abrasives. The values of each parameter were selected in a reasonable range in order to obtain significant differences between the different conditions for a total of 48 experimental tests. The parameters which were kept constant include the standoff distance (3 mm), the orifice diameter (0.3 mm), the nozzle diameter (1 mm), and cutting length of 30 mm. Before the experiments, some preliminary trials were performed to verify the appropriateness of chosen conditions, during which the nozzle wear was estimated and a new nozzle was installed. Due to the relatively lower hardness of abrasive material compared to the hardness of the WC nozzle, no further nozzle changes were performed during the experiments.
The material of the workpiece, shown in Fig. 1b, is a hard-to-cut nickel-based superalloy, namely, Inconel 718. This material includes considerable percentage of nickel and possesses excellent properties such as high mechanical strength even in high temperatures due to solid solution strengthening of precipitation hardening, high resistance to oxidation, and corrosion, as well as creep. Thus, it can be used in various applications in harsh environments in the aerospace, marine and automotive sectors such as turbomachinery or heat exchanger components. The two different abrasives used for the experiments were glass beads and walnut shell. Regarding glass beads, they were composed mainly of SiO2, had a density of 2500 kg/m3, and had hardness on the Mohs scale of 6, as per the supplier’s specifications (TEPARK, Brzeg, Poland). For the agricultural waste recovered walnut shell abrasives, they were acquired by HERUBIN company (HERUBIN, Dobra, Poland) and are considered an appropriate medium for the purpose of surface cleaning by sandblasting and especially coating removal. This material is reusable and its composition is 55–70% cellulose, 19–22% lignin, and 22–27% hemicelluloses with a density of 1.28 g/cm3 and hardness of 2.5–3 Mohs.

Images of the experimental setup: a experimental setup, demonstrating the fixture of the workpiece, the cutting head and workpiece; b side view of the workpiece with several grooves visible
The experiments were carried out on a model HWE-1520 H.G. RIDDER Automatisierungs GmbH machine tool (H.G. RIDDER H., Hamm, Germany). During the experiments, the workpiece was fixed appropriately on the machine tool bed as can be seen in Fig. 1a, in order to avoid unwanted displacement of the workpiece, especially during the milling of slots under higher inclinations, e.g., 45o. After the experiments were conducted, the basic characteristics of kerf, namely, depth of penetration, kerf width, and kerf taper angle, were measured by the use of high quality images obtained by a VHX-6000 ultra-deep-field microscope (KEYENCE, Mechelen, Belgium). This microscope is based on Focus Variation Microscopy (FVM) method and has capabilities of zooming between 20 and 2000 times and can create a high resolution image of a wide area by stitching multiple images together at a 100 × magnification in order to create the topography of the whole slot. Then, the images were analyzed using ImageJ software to obtain accurate measurements for depth of penetration, kerf width, and kerf taper angle. This approach, consistent with the measuring approaches in the relevant literature, can allow high accuracy of the obtained results. It is worth noting that each measurement was repeated at least three times, and then average values as well as standard deviations were calculated.
3 Results and discussion
3.1 Observations on slot morphology
Apart from the specific measurements, which will be discussed in the next subsection, two specific combinations of process parameters were chosen and were further analyzed as indicative cases of slot morphology in respect to every different mixing ratio used in the experiments. These conditions were chosen in order to exhibit moderate depth facilitating their accurate depiction by the focus variation microscope. In Fig. 2a-f, the effect of the mixing ratio becomes evident at first due to the considerable variation of the depth of the slots. The use of a larger quantity of harder particles can clearly contribute to a larger amount of material being removed from the workpiece surface. However, a closer view of the slot walls and especially bottom can reveal that the use of pure glass beads as abrasive can induce higher degree of irregularity regarding the flatness of the produced slots. The higher amount of material removed leads to more irregularly shaped cutting front, and thus, the surface of the slot resembles to be considerably affected by the particle impacts and the striation marks are clearly distinguished on the slot walls especially on the slots fabricated by 100% glass bead abrasive. On the contrary, the slots fabricated by an equal mass of both abrasive types have a fairly smooth topography probably due overlapped or merged impact sites on the bottom surface of the kerf due to the action of particles of different geometries, with the glass beads being almost perfectly spherical while the walnut shell abrasives have very low roundness. In the cases with 50% glass beads and 50% walnut shell, even the surface around the slot walls contains less material displaced from the slot. Moreover, less evident striations are observed in these cases. Thus, it can be concluded, as a first qualitative observation, that although the use of 100% glass beads can significantly increase the productivity of the process, the use of mixed abrasives leads to smoother bottom and wall surfaces of the slots due to the effect of different abrasive geometries and reduced overall hardness of the mixed abrasives compared to machining with pure glass beads.
3.2 Investigation on the correlation of process parameters with kerf characteristics
3.2.1 Analysis of depth of penetration results
In Fig. 3a–c, the values of depth of penetration are presented for the experiments with mixing ratio of 1, 0.75, and 0.5, respectively. It can be seen that the variation of the values of depth of penetration is clearly different for the three mixing ratios and also varies considerably in respect to the process conditions with produced slots having depths as high as 14 mm but also as low as 0.5 mm. Although the correlation between process parameters and depth of penetration will be directly determined by the subsequent statistical analysis, the results depicted in Fig. 3 can indicate that certain combinations of process parameters clearly favor the creation of deep slots whereas others effectively restrict the rapid material removal and lead to shallow slots.

3D images of the machined slots with two different process conditions relevant to 3 different mixing ratio values: a case 9, b case 25, c case 41, d case 15, e case 31, and f case 47
Based on the results of the main effects plot in Fig. 4, it is possible to determine the relevant importance of each of the process parameters to depth of penetration values. The findings indicate that, as it was anticipated from the qualitative analysis of the main effects plot, the average depth of penetration of the produced slots is being reduced when the traverse feed rate is increased, especially between 40 and 70 mm/min. Moreover, the increase of abrasive mass flow rate, jet pressure, and jet impingement angle all contributed to the increase of depth of penetration, as well as the percentage of glass beads abrasives, especially above 75%.

Depth of penetration results for mixing ratio values of a 1.0, b 0.75, and c 0.5
These findings are in line with the anticipated trends for these quantities and are consistent with the findings in the relevant literature [38, 58,59,60]. Due to the larger momentum of the abrasive waterjet at higher pressures or abrasive mass flow rates, it is possible to create slots with higher depth of penetration, whereas higher traverse rates reduce the exposure time of the jet on the machined workpiece, thus effectively reducing the amount of removed material. As for the jet impingement angle, the deviation from the vertical position of the nozzle leads progressively to lower material removal capabilities as the energy of the jet is being reduced. Finally, the use of different mixture ratio of the two different abrasives has an obvious yet non-linear effect on the depth of penetration, as pure glass beads due to their much higher hardness lead to more effective material removal capabilities, whereas the reduction of glass beads percentage is detrimental for the achievable depth of penetration due to the considerably lower hardness of the walnut shell abrasives.
The analysis of the results of the main effects plot revealed the relative importance of each process parameter, by performing a ranking of each parameter according to its contribution to the variation of the depth of penetration. For the selected range of process parameters, the most important factor proved to be jet pressure, closely followed by traverse feed rate and mixing ratio, whereas abrasive mass flow rate and jet impingement angle have a less significant impact on the depth of penetration. Thus, it is justified that in order to achieve the desired kerf dimensions during controlled-depth machining, jet pressure, traverse feed rate, and abrasive mixing ratio should be regulated. For example, if maximization of depth of penetration is required, the lowest value of traverse feed rate along with the highest values of abrasive mass flow rate, jet pressure, jet impingement angle, and mixing ratio should be selected.
3.2.2 Analysis of top kerf width results
In Fig. 5a-c, the values of kerf width are presented for the experiments with mixing ratio of 1, 0.75, and 0.5, respectively. It can be observed that the variation of the values of top kerf width is rather minimal, without significant outliers, but with slight difference for the three mixing ratios, with top kerf width values varying in the range of 1.1–1.8 mm. Thus, it can be qualitatively determined that the top kerf width cannot be considerably altered using the different process parameters, but there exists a certain degree of correlation between process parameters and top kerf width.

Main effects plot for depth of penetration
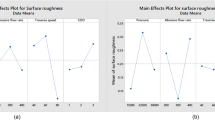
In Fig. 6, the variation of top kerf width in respect to the process parameters is depicted in the form of the main effects plot. From this figure, it can be observed that kerf width values are reduced with increasing traverse feed rate, jet pressure, and jet impingement angle, whereas they increase with increasing abrasive mass flow rate and mixing ratio. However, the impact of traverse feed rate, abrasive mass flow rate, and mixing ratio seems more pronounced than the effect of the other two parameters, indicating a stronger correlation between them and kerf top width. For changing values of traverse feed rate and abrasive mass flow rate, the variation of kerf top width is gradually decreasing and increasing, respectively, whereas a more abrupt increase of top kerf width occurs for mixing ratio values over 0.75. These trends are consistent with the findings in the relevant literature [61,62,63].

Top kerf width results for mixing ratio values of a 1.0, b 0.75, and c 0.5
The reason for the observed trends is based on the kinematics and physics of the abrasive waterjet milling process. For example, when the traverse feed rate increases, due to different exposure times, the amount of material removed gradually decreases and so the deviation of top kerf width is limited. The same occurs when jet impingement angle is increased towards 90o, as the jet focuses on a more restricted area. On the other hand, higher amount of abrasive particles leads to wider kerfs and higher jet pressure produces more straight and narrow slots, as will be observed regarding kerf taper angle. Finally, the use of abrasives with high hardness at an increased ratio definitely favors the widening of slot width, especially when no quantity of walnut shell is included.
Regarding kerf width, the relative importance of each process parameter will be also determined from the main effects plot, by ranking each parameter according to its contribution to the variation of the kerf width. It is important to note that, as it was decided in this study not to include standoff distance, which was shown to be a prominent parameter for the regulation of kerf width, associated with the deviation of the jet diameter, the relative importance of other factors will be increased from their usual degree of importance. Thus, for the selected range of process parameters, the most important factor proved to be traverse feed rate, followed by mixing ratio and abrasive mass flow rate, whereas jet impingement angle and jet pressure have a negligible impact on the top kerf width. Based on these findings, it is revealed that the optimum parameters for effective minimization of top kerf width are the highest traverse feed rate, lowest abrasive mass flow rate, and a combination of harder and softer abrasives at almost equal mass ratio.
3.2.3 Analysis of kerf taper angle results
In Fig. 7a-c, the values of kerf taper angle are depicted for the experiments with mixing ratio of 1, 0.75, and 0.5, respectively. The variation of the values of kerf taper angle is noticeable for the three different mixing ratios although the trends observed bear many similarities in all cases. The variation of kerf taper angle values in respect to the process conditions is considerable in some cases, as it occurs that the produced slots exhibit kerf taper angle values between 2.5 and 30°. These findings indicate that it is highly probable that a direct correlation between process parameters and kerf taper angle can be established and that certain parameters can be efficiently varied in order to achieve the desired kerf taper angle for the produced slots.

Main effects plot for top kerf width
By analyzing the results of the main effects plot of Fig. 8 for kerf taper angle, it was determined that the kerf taper angle is reduced at lower traverse feed rate, higher abrasive mass flow rate, higher jet pressure, and higher jet impingement values. Moreover, the use of higher amount of harder abrasives leads to narrower kerf taper angles in comparison to cases with almost equal mass ratio of harder and softer abrasives. It should be noted that these trends are in line with those of existing works [38, 61, 62, 64, 65]. The findings indicate that the jet pressure has a dominant role regarding the kerf taper angle values, as well as mixing ratio, whereas the contribution of traverse feed rate and abrasive mass flow rate is less important.

Kerf taper angle results for mixing ratio values of a 1.0, b 0.75, and c 0.5
The observed trends and relative significance of the process parameters on kerf width can be justified due to the particular relationship between the other kerf dimensions and kerf taper angle. In fact, kerf taper angle is related both to the depth of penetration and kerf width, thus a complex correlation is expected. More specifically, the increase of traverse feed rate was found to be both associated with a decrease of depth of penetration and a decrease of the top kerf width. However, given that the kerf taper angle is negatively correlated with depth of penetration and depth of penetration values is more widely varying than top kerf width values; it is anticipated that higher jet pressure leads to higher kerf taper angles due to the fact that shallower curves are produced in these cases. Similarly, as the high jet pressure, high abrasive mass flow rate, high jet impingement angle, and mixing ratio all lead to higher depth of penetration values, while the variation of top kerf width is less important, narrower kerf taper angles are achieved.
Furthermore, from the analysis of the results of the main effects plot, it is deduced that jet pressure is the most important parameter, followed by mixing ratio, traverse feed rate, jet impingement angle, and abrasive mass flow rate. Thus, in order to achieve a desired value of kerf taper angle, it is important to choose not only the appropriate process parameters but also the necessary mixing ratio in case when it is possible to use two or more abrasives. For example, if minimization of kerf taper angle is required, the lowest value of traverse feed rate along with the highest values of abrasive mass flow rate, jet pressure, jet impingement angle, and mixing ratio should be selected.
3.3 Investigation on the effect of process parameters on MRR and cutting efficiency
Apart from the kerf dimensions, which were directly measured by observations in the focus variation microscope, it is also important to reveal the correlation between process parameters and MRR, given that it is regarded as a reliable measure of the productivity levels achieved through this process. Especially in the case of using different types of abrasives, productivity is a very important measure of the impact of their use. In Fig. 9a-c, the variation of the values of MRR in each experiment for the three different mixing ratio values is directly depicted, whereas in Fig. 10, the main effects plot for MRR is depicted. At first, it can be seen that there is a rather high variation of the MRR values in respect to the different process conditions, which may exceed even a tenfold increase between the lowest and highest value. This result is mainly attributed to the considerable variation of depth of penetration and kerf taper angle values which can alter the incision profile and removed volume of material.

Main effects plot for kerf taper angle

MRR results for mixing ratio values of a 1.0, b 0.75, and c 0.5
From the main effects plot of Fig. 10, it can be seen that there are different trends for each different variable. For example, the traverse feed rate slightly increases and then decreases the MRR for values over 70 mm/min. On the other hand, the MRR increases considerably in respect to jet pressure, mixing ratio, and abrasive mass flow rate whereas a less important increase is observed for jet impingement angles over 60°. Moreover, it is interesting to note that the reduction of MRR when the mass fraction of glass beads is reduced to 75% is abrupt, showing that the addition of a much softer abrasive has detrimental effect on productivity.
In fact, the aforementioned trends are anticipated due to the correlation between process parameters and kerf dimensions, which were previously analyzed. For example, higher jet pressure is enhancing the MRR due to more ease of material removal under intense conditions, as well as higher abrasive mass flow rate, due to obviously higher kinetic energy of the jet. On the other hand, due to the considerable reduction of attainable depth of penetration in respect to the reduced exposure time despite the fact that increased traverse feed rate reduces also the machining time, an increase of traverse feed rate leads to a definite reduction of MRR, as does the decrease of jet impingement angle due to the less energy directed to material removal. Finally, the mixing ratio clear impacts the productivity as the involvement of softer abrasive in the mixture undermines the capabilities of the abrasive waterjet.
Based on the results of the main effects plot, it was determined that the mixing ratio is the most important parameter, followed closely by jet pressure. Thus, it is expected that appropriate combinations of jet pressure and mixing ratio can be employed in order to both achieve acceptable productivity but also reduce kerf width and kerf taper angle. As for the abrasive mass flow rate, it is proven that is has a lower degree of contribution to the MRR, and finally, jet impingement angle and traverse feed rate have a negligible effect of MRR within the selected process parameters’ range. The optimum parameters values for the maximization of MRR are low traverse feed rate, high abrasive mass flow rate, high jet pressure, high impingement angle, and high mixing ratio values.
Apart from MRR, another important indicator in the case of AWJ machining is the cutting efficiency which directly represents the material removal efficiency in terms of the amount of abrasive particles used. In the present study, which focused especially on the abrasives, this quantity has even higher importance. The cutting efficiency is calculated as the ratio of mass of removed material to the mass of used abrasives [66]. In general, in the relevant literature, the reported values of cutting efficiency are rather low, indicating that a considerable amount of abrasives should be used in order to remove quantities from the workpiece material. These observations can be also distinguished in Fig. 11a-c, where it can be observed that the values of cutting efficiency vary mainly between 0.17 and 2%, values that are comparable to the values in the relevant literature regarding AWJ milling [66].

Main effects plot for MRR
From the main effects plot of Fig. 12, it can be directly observed that the trends occurring regarding the cutting efficiency are partially different to the other analyzed response variables. It is generally clear that the dominant parameters which can affect the cutting efficiency are jet pressure and mixing ratio. More specifically, high jet pressures and high percentage of the harder abrasive in the mixture clearly favor the cutting efficiency. Furthermore, the jet impingement angle can increase the cutting efficiency up to a point, as the increase of angle higher than 75° does not offer a significant improvement to the cutting efficiency. As for traverse feed rate and abrasive mass flow rate, their contribution to cutting efficiency seems limited.

Cutting efficiency results for mixing ratio values of a 1.0, b 0.75, and c 0.5

Main effects plot for cutting efficiency
After analyzing the results of the main effects plot, it occurs that the most important parameter for cutting efficiency is mixing ratio, followed by jet pressure, whereas the contribution of the other variables is much lower. This result implies that a real improvement in cutting efficiency can be performed mainly through jet pressure and mixing ratio. Apart from jet pressure, which is generally a dominant parameter in AWJ milling, directly related to the power consumption and cutting ability of the abrasive waterjet, the use of mixed abrasives emerges as an alternative way to control many of the process responses and even its efficiency. As abrasives are also closely related to the cost of the process and its sustainability performance, an appropriate ratio can be chosen in order to meet both the demands for productivity and efficiency as well as improve the sustainability of AWJ milling based on all sustainability pillars given that the use of eco-friendly recyclable abrasives is beneficial from an environmental, financial, and social point of view.
4 Conclusions
In the present work, an experimental study on AWJ slot milling on a nickel superalloy workpiece material was carried out using mixture of two eco-friendly abrasives at different ratios under diverse process conditions. After a thorough analysis of the experimental results was carried out based on statistical methods, the correlation between process parameters and its outcome was established and the significance of the use of mixed abrasives was determined. Based on these findings, several conclusions were able to be drawn:
Regarding the depth of penetration, it was determined that it is mainly correlated with jet pressure, traverse feed rate and mixing ratio. Within the selected range of the process parameters, a wide range of depth values were obtained, indicating the high capabilities for controlled-depth milling by using appropriate values of the significant process parameters, which can be further expanded by also varying the composition of abrasive mixture. Although the contribution of mixing ratio is lower than that of jet pressure and traverse feed rate, it cannot be neglected, indicating that it can be varied in conjunction with other important variables in order to obtain a more favorable outcome.
The most significant parameters regarding top kerf width and kerf taper angle were proven to be traverse feed rate, mixing ratio and abrasive mass flow rate and jet pressure, mixing ratio, and traverse feed rate, respectively. The variation of process parameters values leads generally to slight variations in top kerf width values, but in particular, the taper angle of the produced slots can be considerably reduced at higher pressure, higher mixing ratio, and lower traverse feed rate values. Thus, it is deduced that the mixing ratio is a prominent factor for obtaining higher kerf quality. Moreover, the above mentioned findings clearly indicate that the development of a mixture of abrasive particles from two different eco-abrasive materials, with a considerably high difference in hardness, was successful and in any case, this mixture was able to create grooves with a wide variety of kerf characteristics in the Inconel 718 workpiece.
The values of MRR and cutting efficiency, which constitute two fundamental indicators for the performance of AWJ milling, are primarily affected by the mixing ratio and jet pressure values. In particular, it was revealed that the mixing ratio has a direct impact on the productivity and efficiency of the AWJ process, thus emerging as a significant parameter of this process, especially when eco-friendly abrasives are used, which can also improve its sustainability performance. Thus, it is suggested that the use of mixed abrasives can be more widely adopted for AWJ machining, as it can act as an additional factor, which can be efficiently regulated by choosing suitable types of abrasives and mixing ratio, for obtaining more easily the desired outcome.
References
Anosike A, Alafropatis K, Garza-Reyes JA, Kumar A, Luthra S, Rocha-Lona L (2021) Lean manufacturing and internet of things – a synergetic or antagonist relationship? Comput Ind 129:103464
Bendig D, Kleine-Stegermann L, Gisa K (2023) The green manufacturing framework - a systematic literature review. Clean Eng Technol 13:100613
Waheed A, Zhang Q, Rashid Y, Tahir MS, Zafar MW (2020) Impact of green manufacturing on consumer ecological behavior: stakeholder engagement through green production and innovation. Sustain Dev 28(5):1395–1403
Natarajan Y, Murugesan PK, Mohan M, Khan SALA (2020) Abrasive water jet machining process: a state of art of review. J Manuf Process 49:271–322
Liu X, Liang Z, Wen G, Yuan X (2019) Waterjet machining and research developments: a review. Int J Adv Manuf Technol 102:1257–1335
Li M, Su T, Lin X (2024) Improving surface striation and kerf taper of hybrid Al/CFRP stacks using dual-pass abrasive waterjet slotting strategy. Int J Adv Manuf Technol 130:5763–5776
Armagan M, Arici AA (2024) Analysis based on surface and kerf performance in multi-simultaneous cutting of S235JR structural steel with abrasive water jet. Mach Sci Technol, In press,. https://doi.org/10.1080/10910344.2024.2332875
Mogul MI, Quadros JD, Khan SA, Agrawal M, Kumar I, Shaik S, Saleel CA, Saxena A (2024) Statistical modelling of depth milling in Ti-6Al4V using abrasive water jet machining. ProcInst Mech Eng E, In press. https://doi.org/10.1177/09544089231223789
Fuse K, Vora J, Wakchaure K, Patel VK, Chaudhari R, Saxena KK, Bandhu D, Ramacharyulu DA (2024) Abrasive waterjet machining of titanium alloy using an integrated approach of Taguchi-based passing vehicle search algorithm. Int J Interact Des Manuf, In press. https://doi.org/10.1007/s12008-024-01831-0
Moghaddam M, Papini M (2024) Topography prediction of high-aspect ratio features milled with overlapping abrasive slurry jet footprints considering fluid confinement effects. Int J Mach Tool Manuf 197:104145
Ravi RR, Srinivasu DS (2024) An experimental investigation into the influence of water column height in submerged mode of abrasive waterjet trepanning on the hole quality. J Manuf Process 117:170–192
Pedroso AFV, Sousa VFC, Sebbe NPV, Silva FJG, Campilho RDSG, Sales-Contini RCM, Jesus AMP (2023) A comprehensive review on the conventional and non-conventional machining and tool-wear mechanisms of INCONEL®. Metals 13(3):585
Kong MC, Axinte D, Voice W (2011) Challenges in using waterjet machining of NiTi shape memory alloys: an analysis of controlled-depth milling. J Mater Process Technol 211:959–971
Ay M, Caydas U, Hascalik A (2010) Effect of traverse speed on abrasive waterjet machining of age hardened Inconel 718 nickel-based superalloy. Mater Manuf Process 25(10):1160–1165
Vijayakumar R, Vasanth A, Nandhakumar M, Purushothaman G (2021) Experimental investigation on machining of nickel chromium Alloy 718 using abrasive water jet machining. Int Res J Adv Sci Hub 3(8):176–184
Senkathir S, Prakash ST, Sriram S, Raj ACA, Geethapriyan T (2020) Process parameter optimization of abrasive water jet machining on monel k400 alloy. IOP Conf Ser: Mater Sci Eng 912:032004
Yao SL, Li W, Wang JS, Zeng F, Wang GY, Chi YX, Wang N, Liu S, Zhang XC (2023) Surface strengthening in confined spaces: a novel deflecting abrasive waterjet peening for improving the surface integrity of nickel-based superalloys GH4169. J Manuf Process 85:417–433
Li H (2020) Monitoring the abrasive waterjet drilling of Inconel 718 and steel: a comparative study. Int J Adv Manuf Technol 107:3401–3414
Veerappan G, Ravichandran M (2019) Experimental investigations on abrasive water jet machining of nickel-based superalloy. J Braz Soc Mech Sci Eng 41:528
Kumar PS, Rajesh M, Ramraji K, Vijayakumar R (2023) Investigation of Abrasive Hydro Jet Hole Making on INCONEL-825. In: Rajkumar, K., Jayamani, E., Ramkumar, P. (eds) Recent advances in materials technologies. lecture notes in mechanical engineering. Springer, Singapore.
Jeykrishnan J, Ramnath BV, Vignesh SS, Sridharan P, Saravanan B (2019) Optimization of process parameters in abrasive water jet machining/cutting (AWJM) of nickel alloy using traditional analysis to minimize kerf taper angle. Mater Today Proc 16(2):392–397
Cano-Salinas L, Sourd X, Moussaoui K, Le Roux S, Salem M, Hor A, Zitoune R (2023) Effect of process parameters of Plain Water Jet on the cleaning quality surface and material integrity of Inconel 718 milled by Abrasive Water Jet. Trib Int 178(B):108094
Salinas LC, Moussaoui K, Hejjaji A, Salem M, Hor A, Zitoune R Multi-scale characterization of material and surface integrity of Inconel 718 when milling by abrasive water jet process: Context of repair application. ESAFORM 2021 - 24th International ESAFORM Conference on Material Forming, Apr 2021, Liège (online), Belgium. https://doi.org/10.25518/esaform21.4212
Holmberg J, Berglund J, Wretland A, Beno T (2019) Evaluation of surface integrity after high energy machining with EDM, laser beam machining and abrasive water jet machining of alloy 718. Int J Adv Manuf Technol 100:1575–1591
Ansari AI, Hashish M (1995) Effect of abrasive waterjet parameters on volume removal trends in turning. J Eng Ind 117(4):475
Cosansu G, Cogun C (2012) An investigation on use of colemanite powder as abrasive in abrasive waterjet cutting (AWJC). J Mech Sci Technol 26(8):2371–2380
Qiang C, Wang F, Guo C (2019) Study on impact stress of abrasive slurry jet in cutting stainless steel. Int J Adv Manuf Technol 100:297–309
Hedge S, Babu SV (2004) Study of surface charge effects on oxide and nitride planarization using alumina/ceria mixed abrasive slurries. ECS Solid State Lett 7:G416
Jindal A, Hegde S, Babu SV (2002) Chemical mechanical polishing using mixed abrasive slurries. Electrochem Solid State Lett 5:G48
Singh KJ, Ahuja IS, Kapoor J (2016) Chemical-assisted mixed abrasive slurry influence on machining physiognomies of polycarbonate bullet proof glass and acrylic heat-resistant glass in ultrasonic machining. J Mach Form Technol 8(3–4):103–112
Srinivasan R, Dandu PVR, Babu SV (2015) Shallow trench isolation chemical mechanical planarization: a review. ECS J Solid State Sci Technol 4:P5029
Lin F, Nolan L, Xu Z, Cadien K (2012) A study of the colloidal stability of mixed abrasive slurries and their role in CMP. J Electrochem Soc 159:H482
Balaji K, Yuvaraj N Influence of different abrasives mixtures on abrasive water jet drilling of die steel. In: Gascoin, N., Balasubramanian, E. (eds) Innovative Design, Analysis and Development Practices in Aerospace and Automotive Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-6619-6_56
Joo GW, Oh TM, Hwan HJ, Cho GC (2023) Evaluating the efficacy of recycled garnet abrasives in enhancing hard rock cutting performance of abrasive waterjet systems. Int J Rock Mech Min Sci 167:105407
Raguraman D, Sakthivel P, Paramasivam V, Girisha L, Krishnamoorthy S, Alex SR, Subbiah R (2022) Analyze the effect of abrasives in water jet Machining on strenx steel. Mater Today Proc 66(3):1088–1092
Rajendran SR, Kuppusamy B, Natarajan Y, Mahalingam S (2021) Investigation of different abrasives mixtures ratio in abrasive water jet drilling of SS304. In: Hloch, S., Klichová, D., Pude, F., Krolczyk, G.M., Chattopadhyaya, S. (eds) Advances in manufacturing engineering and materials II. ICMEM 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-71956-2_12
Sundararaj ONR, Sethuramalingam P (2022) Experimental investigation of AWJ slicing of single crystal silicon using fuzzy grey relational analysis (FGRA). SILICON 14:7275–7296
Yu Y, Sun T, Yuan Y, Gao H, Wang X (2020) Experimental investigation into the effect of abrasive process parameters on the cutting performance for abrasive waterjet technology: a case study. Int J Adv Manuf Technol 107:2757–2765
Mukaddam W, Ramchandran A, Sugavaneswaran M (2021) Study of effect on machinability by hybrid abrasive materials in AWJM. AIP Conf Proc 2341:040006
Vijayakumar R, Srirangarajalu N, Santhanakumar M, Edwin Paul NE, Rajesh M (2023) Investigation of abrasive aqua jet hole making (AAJHM) parameters using desirability analysis on Inconel-625 space alloy. J Manuf Process 92:311–328
Balaji K, Siva Kumar M, Yuvaraj N (2021) Multi objective Taguchi–grey relational analysis and krill herd algorithm approaches to investigate the parametric optimization in abrasive water jet drilling of stainless steel. Appl Soft Comput J 102:107075
Jerman M, Orbanic H, Valentincic J (2022) CFD analysis of thermal fields for ice abrasive water jet. Int J Mech Sci 220:107154
Deo A, Bagal DK, Pattanaik AK, Panda SN, Barua A, Barkey RK, Jeet S (2022) Recent advancements in ice jet machining process as an alternative of AWJM. Mater Today Proc 50:981–985
Jerman M, Orbanic H, Junkar M, Lebar A (2015) Thermal aspects of ice abrasive water jet technology. Adv Mech Eng 7(8):1–9
Natarajan Y, Murugasen PK, Sundarajan LR, Arunachalam R (2019) Experimental investigation on cryogenic assisted abrasive waterjet machining of aluminium alloy. Int J Precis Eng Manuf 6:415–432
Jiang Z, Cong Y, Li X, Xu J, Wang M (2023) Application of sodium bicarbonate abrasive jet technology for PCB desmear process: conditions and simulation. J Clean Prod 396:136584
Awadh SM, Khalid S (2019) Tigris river sediments as abrasive for polishing marble. Nat Resour Res 28(4):1371–1383
Osa JL, Mondragon G, Ortega N, Marzo FF, Pena-Rodriguez C (2022) On the friability of mussel shells as abrasive. J Clean Prod 375:134020
Lavorel M, El Mansori M, Chegdani F, Tazibt A (2021) Wear under brittle removal regime of an under-expanded cryogenic nitrogen jet machining of bio-composites. Wear 477:203795
Wakud M, Yamauchi Y, Kanzaki S (2002) Effect of workpiece properties on machinability in abrasive jet machining of ceramic materials. Prec Eng 26(2):193–198
Ngygen T, Wang J (2019) A review on the erosion mechanisms in abrasive waterjet micromachining of brittle materials. Int J Extrem Manuf 1:012006
Axinte DA, Srinivasu DS, Kong MC, Butler-Smith PW (2009) Abrasive waterjet cutting of polycrystalline diamond: a preliminary investigation. Int J Mach Tools Manuf 49:797–803
Fowler G, Pashby IR, Shipway PH (2009) The effect of particle hardness and shape when abrasive water jet milling titanium alloy Ti6Al4V. Wear 266(7–8):613–620
Chaitanya AK, Kishore Babu D, Girish Kumar KVN (2020) Experimental study on surface roughness using abrasive jet machine. Mater Today Proc 23(3):453–457
Schuler M, Herrig T, Bergs T (2022) A study on abrasive waterjet multi-stage machining of ceramics. Procedia CIRP 108:770–775
Fan W, Sun Y, Liu C, Zhao J, Yang F (2023) Modeling and quantitative study of soft contact between abrasive medium and active abrasive particles in abrasive flow machining. Proc Inst Mech Eng Part C: J Mech Eng Sci 237(8):1844–1854
Morczinek F, Putz M (2020) An investigation of abrasive waterjet machining of cubic boron nitride (CBN) with a softer abrasive material. Procedia CIRP 95:6–11
Niranjan CA, Srinivas S, Ramachandra M (2018) Effect of process parameters on depth of penetration and topography of AZ91 magnesium alloy in abrasive water jet cutting. J Magnes Alloy 6(4):366–374
Yuvaraj N, Murugasen PK (2016) Investigation of process parameters influence in AWJ cutting of D2 steel. Mater Manuf Process 32(2):151–161
Mohankumar V, Kanthababu M (2020) Semi-empirical model for depth of cut in abrasive waterjet machining of metal matrix composites. J Braz Soc Mech Sci Eng 42:507
Shukla R, Singh D (2017) Experimentation investigation of abrasive water jet machining parameters using Taguchi and evolutionary optimization techniques. Swarm Evol Comput 32:167–183
Sasikumar KSK, Arulshri KP, Ponappa K, Uthayakumar M (2016) Abrasive waterjet machining of multidirectional CFRP laminates. Proc Inst Mech Eng Part B 232(4):690–704
El-Hofy M, Helmy MO, Escobar-Palafox G, Kerrigan K, Scaife R, El-Hofy H (2018) Abrasive waterjet machining of multidirectional CFRP laminates. Procedia CIRP 68:535–540
Fuse K, Vora J, Wakchaure K, Patel VK, Chaudhari R, Saxena KK, Bandhu D, Ramacharyulu DA (2024) Abrasive waterjet machining of titanium alloy using an integrated approach of taguchi-based passing vehicle search algorithm. Int J Interact Des Manuf. https://doi.org/10.1007/s12008-024-01831-0
Singh QJ, Rajamurugan G (2022) Experimental study on abrasive water jet machining of WCFC reinforced flax/wire mesh/hemp composite. J Ind Text 52. https://doi.org/10.1177/15280837221121961
Jegaraj JJR, Babu NR (2005) A strategy for efficiency and quality cutting of materials with abrasive waterjets considering the variation in orifice and focusing nozzle diameter. Int J Mach Tool Manuf 45:1443–1450
Funding
This research was supported by Polish National Agency for Academic Exchange (NAWA, Agreement No. BPN/ULM/2022/1/00129/U/00001).
Author information
Authors and Affiliations
Contributions
N.E. Karkalos and P. Karmiris-Obratański contributed to the study conception and design. Material preparation and experiments were carried out by R. Kudelski. Data collection and analysis were performed by N. E. Karkalos and P. Karmiris-Obratański. The first draft of the manuscript was written by N. E. Karkalos, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Karkalos, N.E., Karmiris-Obratański, P. & Kudelski, R. An experimental investigation into the potential of employing mixed eco-friendly abrasives during AWJ milling of nickel-based superalloy. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14401-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14401-1