
Abstract
In this study, the environmentally friendly friction stir processing (FSP) method was utilized to fabricate surface composites employing technical aluminum matrix 1050-H14 and aluminum alloy 6060-T4 reinforced with silicon carbide (SiC) particles. Microstructure analysis, employing light and scanning electron microscopy, in conjunction with comprehensive evaluations of hardness, compressive strength, and tribological properties, was conducted to elucidate significant findings. The results reveal that an augmented number of FSP passes contributes to the homogenization of microstructure, leading to the alteration of SiC particle morphology and fragmentation. Consequently, this phenomenon results in improved mechanical properties, particularly noteworthy in the case of AA6060-T4 alloy matrix composites, and enhanced wear resistance. Both AA1050-SiC and AA6060-SiC composites demonstrate notable increases in compressive strength compared to their unreinforced matrices. Particularly noteworthy is the substantial enhancement in compressive strength observed in the AA6060-SiCp composite, escalating from 249 to 331 MPa (at ε = 0.1) and from 398 to 715 MPa (at ε = 0.2) with an increase in the number of FSP passes. Additionally, FSP’s ability to precisely control process parameters such as tool rotational speed and traverse speed allows for the optimization of mechanical properties and microstructural characteristics tailored to specific application requirements. This study highlights the potential of FSP in fabricating high-performance aluminum matrix composites with superior strength and wear resistance, positioning it as a viable technique for advanced engineering applications. The environmentally friendly nature of FSP, due to its solid-state operation and reduced energy consumption, further underscores its suitability for sustainable manufacturing practices.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
While aluminum alloys have attractive properties, such as being lightweight, corrosion resistance, and conductivity, essential for the production of aerospace, automotive, electrical, and electronic components, their low strength and wear resistance have presented challenges in certain critical industrial applications [1]. The introduction of ceramic particles, such as SiC, Al2O3, B4C, and others, into an aluminum matrix enhances wear resistance and improves the strength-to-weight ratio [2, 3]. The incorporation of these reinforcements plays a crucial role in shaping the properties of these composites.
Powder metallurgy (PM) stands out as a widely employed fabrication method for crafting metal matrix composites (MMCs). Despite its prevalence, conventional powder metallurgy has certain drawbacks, including issues like porosity and the segregation of reinforcing particles within the metal matrix. These issues often contribute to a decline in the mechanical properties of the resulting composite. However, a distinct advantage of PM is its ability to avoid the formation of undesirable phases between the reinforcement and matrix during composite manufacturing at high temperatures in the liquid phase. When producing aluminum matrix composites reinforced with ceramic particles (like SiC or Al2O3) using casting methods, high temperatures can lead to the formation of brittle intermetallic phases such as Al4C3. These phases can severely compromise the composite’s mechanical properties [4, 5]. By using PM, the aluminum and ceramic powders are mixed and sintered at lower temperatures (below the melting point of aluminum). This prevents the formation of Al4C3 and maintains the integrity and mechanical strength of the composite [6]. Prominent challenges observed in these manufacturing processes include the uneven dispersion of reinforcement and density disparities between the matrix and reinforcement, ultimately leading to the agglomeration of reinforcement particles [7,8,9].
Friction stir processing (FSP) has emerged as a prominent solid-state technique, gaining significant attention [10, 11]. This technique is highly suitable for crafting surface composites by mechanically blending reinforcement particles within the base material [12]. Notably, FSP stands out as an excellent and evolving fabrication method because it modifies surface properties while maintaining the constancy of internal properties. The application of FSP is primarily geared towards homogenizing the microstructure of metals, mitigating defects that may arise during the casting process, altering granular structures, and dissolving secondary particles—all accomplished without the need to melt the material [13,14,15]. This method is particularly adept at producing surface composites with a diverse range of reinforcements [16]. Essentially, the process involves incorporating reinforcement into surface grooves or holes on the metal matrix plate and subsequently applying FSP to seamlessly blend the two. As the stirring tool traverses the material, it effectively distributes the reinforcement within the matrix [17].
FSP operates on the principles derived from friction stir welding (FSW) technology and has emerged as a promising method to alter the surface microstructure of metals and alloy sheets [18]. In the FSP process, the surface of the material undergoes modification through the insertion of a rotating tool containing a small pin of various shapes at the end, plunged along a desired length in a transverse path [19]. The tool takes on two key roles: heating and deforming the workpiece material. Heat is primarily generated from the friction between the rotating shoulder and the workpiece. Concurrently, the rotating probe or pin engages in the deformation and stirring of the locally heated material. As a result, the heated material undergoes a softening process, flowing around the rotating pin and subsequently filling the cavity at the rear of the tool [20].
FSP stands out by offering several advantages over traditional methods in fabricating MMCs, including lower processing temperatures, reduced porosity, and a refined grain structure, among other benefits [21]. The efficacy of this technique is intricately tied to the processing parameters and the number of passes applied during the fabrication process [22]. The core application of FSP centers on microstructural modification, including the homogenization of reinforcement particles in metal matrix composites [23] and the refinement of grains [24,25,26]. FSP has been extensively studied in the manufacturing of MMCs, highlighting its potential to elevate material characteristics [27].
Srivastava et al. [28] explored the effects of multiple passes on the microstructure and mechanical properties of Al-5059/SiC composites, revealing that an increased number of passes led to a refined grain structure and enhanced tensile strength. Ghanbari et al. [29] supported these findings, by utilizing two-pass and four-pass FSP for the fabrication of AA2024/SiC composites. Choi et al. [30] employed the FSP route to create a surface composite with 4 µm-sized SiC particles in A356 alloy, reporting a reduction in acicular silicon and SiC particle size, which resulted in a uniform distribution and size reduction of SiC particles. Vipin Sharma et al. [20] observed a similar outcome, highlighting the potential for superior mechanical properties. Nabi et al. [1] successfully fabricated Al-5052/SiC surface composites through single-pass, three-pass, and five-pass FSP, indicating that an increasing number of passes led to a more uniform distribution of SiC particles within the matrix, thereby improving mechanical and tribological properties. FSP demonstrated enhanced microhardness in Al–SiC composites compared to traditional methods [31]. Ande et al. [32] explored Al-7075/SiC composites, noting a twofold increase in hardness compared to the base material. Subramani et al. [33] utilized B4C and SiC reinforcements on an AA6061 matrix to fabricate MMCs through FSP, resulting in a homogeneous distribution of reinforcement particles, enhanced microhardness, and tensile properties, along with improved wear resistance. Kurt et al. [34] investigated AA1050 FSPed joints with and without SiC particles, revealing three times the hardness in joints with SiC particles. Parikh et al. [35] emphasized the necessity of post-processing techniques like FSP to prevent casting defects. Prabhu et al. [36] studied the impact of multi-passes on A6082/SiC surface composites, finding improved microhardness, ultimate tensile strength, and wear properties. Increased tool rotation speed enhanced the wear properties of SiC/A380 Al alloy surface composites [37]. The addition of SiC to AA1100 through FSP resulted in reduced wear rate, increased hardness, and UTS value, with a slight reduction in ductility [38]. Kumar et al. [39] concluded that FSP transformed the microstructure of Al 6082, achieving increased hardness and tensile strength through plastic deformation with SiC reinforcement. Ansari et al. [40] observed beneficial effects on microstructure, surface hardness, and tribological properties in aluminum metal matrix composites using the FSP method for SiC particle introduction into Al6061 alloy. Dolatkhah et al. [41] produced metal matrix composites on 5052 aluminum sheets using 5 μm and 50 nm SiC particles through FSP, noting up to a 55% improvement in hardness and a 9.7 fold reduction in wear rate compared to as-received 5052 aluminum. Suresh et al. [42] optimized the parameters for swept friction stir spot welding (FSSW) to achieve maximum microhardness and lap shear strength in 6061-T6 aluminum alloy. By adding SiC nanoparticles into the guide hole, they improved the microhardness and lap shear strength by up to 25% and 21%, respectively. This enhancement is attributed to the homogeneous distribution of nanoparticles and grain refinement. Alizadeh et al. [43] also implemented friction stir spot welding to join AA2024-T4 and pure copper, incorporating SiC nanoparticles into the process. They observed that increasing the rotational speed and dwell time leads to grain size refinement. The authors of the study [44] proposed a modification of the traditional FSP process by incorporating vibrations as an alternative method for producing SiC particle-reinforced composites. The application of the friction stir vibration process (FSVP) allowed the authors to achieve an increase in the strength, wear, and corrosion resistance of the AZ91 alloy composites compared to the FSP method. In studies [45] and [46], it was also demonstrated the beneficial effects of vibrations in the FSP process on both the mechanical properties and the refinement of the microstructure of SiC particle-reinforced composites. Chakroune et al. [47] investigate how tool rotation speed affects the characteristics of friction stir welded magnesium alloy joints. Their study found that higher tool rotation speeds typically improve the mixing and refinement of the microstructure. However, if not carefully controlled, these higher speeds can also lead to undesirable outcomes, such as increased porosity or reduced mechanical strength.
The friction stir processing (FSP) method stands out as an approach for producing cutting-edge metal matrix and surface composites. While addressing the agglomeration issue through appropriate process parameters and reinforcement strategies (such as multi-pass FSP) has proven effective, achieving a uniform distribution of reinforcements in single-pass FSP remains a notable challenge. Among the numerous cited works on the FSP process and related methods for producing SiC particle-reinforced composites, this study offers novelty in several key aspects. This study explores the fabrication of surface composites reinforced with precisely incorporated 150 μm-sized SiC particles in two specific aluminum matrices, 1050-H14 Al and 6060-T4, using the friction stir processing (FSP) technique, with a focus on two and three passes. While aluminum and SiC combinations have been studied before, the specific use of these two alloys under the same experimental conditions provides valuable comparative insights. The study emphasizes the effect of an increased number of FSP passes on the microstructure and mechanical properties of the composites. The detailed analysis of how additional FSP passes contribute to the homogenization of the microstructure and the resulting fragmentation and alteration of SiC particles offers a deeper understanding of the process. The research systematically investigates the transformative effects of SiC particle integration on microstructure evolution, hardness enhancement, improvements in compressive strength, and the tribological characteristics of both Al-based and 6060-T4 alloy matrices. While previous studies may have focused on some of these aspects, the comprehensive approach taken here allows for a more holistic understanding of the material properties. This work contributes valuable insights into the enhancement of material properties through controlled particle reinforcement, marking a significant advancement in surface composite development.
2 Materials and methods
2.1 Surface composite preparation
Base materials for the study comprised commercially available technical-grade AA1050 aluminum in H14 temper and aluminum alloy 6060 plates in T4 temper, each measuring 10 mm in thickness. The chemical composition of both the aluminum and the aluminum alloy is detailed in Table 1. The chemical composition of the investigated alloys was performed using a FOUNDRY-MASTER Xpert spectrometer.
SiC powder, with a grain size ranging up to 150 µm, was employed as the reinforcing phase, which avoids agglomerates that would not be crushed in the mixing process by the tool. A photograph depicting the powder morphology is provided in Fig. 1.

Scanning electron microscope (SEM) micrographs of SiC powders
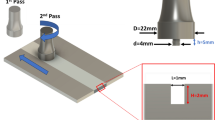
Grooves, measuring 1.5 mm in width and 3 mm in height, were machined into the plates by grooving with a carbide tool and subsequently filled with SiC powder. Multi-pass friction stir processing (FSP) was conducted on a welding stand mounted on an FYF32JU2 vertical milling machine. The process utilized a tool with a surface-cut spiral rim and a Triflute pin (see Fig. 2). The use of the Triflute tool allows for better mixing of the material in the vertical direction within the working area of the tool pin. The tool, composed of high-speed steel HS 6–5-2, was operated at a rotational speed of 710 RPM, with a constant linear speed of 355 mm/min. The tilt angle was set to 1.5°, and the tool plunge depth was 0.7 mm. After the tool was fully embedded in the material, it remained stationary for 5 s before activating a feed rate (linear speed) of 355 mm/min. Upon completion of the FSP process, the tool feed (linear speed) was halted for 2 s before withdrawing the tool from the material. FSP was conducted at a constant tool depth throughout the entire process. The process parameters were selected based on extensive experience in FSW and FSP of aluminum alloys. The research team has over 20 years of expertise in this field. The FSP process parameters: rotational speed of 710 rpm and linear speed of 355 mm/min facilitate effective heating and plasticization of the material. Also for this set of technological conditions, it was possible to properly heat and plasticize the material and obtain modified areas without material incompatibilities, as confirmed by preliminary tests.

Triflute tool in the shape of a 6-mm cone, used for modification
The FSP process was executed as follows:
-
Two-pass FSP: In the first pass, the tool was moved relative to the groove so that the surface of the tool probe (measured at the base) touched the edge of the groove, and the rim interacted with the material in the groove. In the second pass, the tool was offset to the axis of the groove with the powder, allowing the tool probe to pass “centrally” through the groove.
-
Three-pass FSP: The first two passes of the FSP were executed similarly, and the third pass was conducted with the tool probe passing exactly along the axis of the groove for the second time.
Schematically, the process of producing surface composites using the FSP process is illustrated in Fig. 3.

Schematic of the surface composite production process using the FSP method
The photo of samples after the FSP modification process are shown in Fig. 4a, while Fig. 4b provides a schematic representation of where the samples were cut out for testing and their geometry.

a Photo of samples after the FSP modification process and (b) schematic representation of where the samples were cut out for testing and their geometry
2.2 Microstructure characterization
The microstructure was examined through light microscopy (OLYMPUS GX51 microscope) and scanning electron microscopy in combination with EDS analysis of the chemical composition in micro-areas (Hitachi SU 70 microscope). Furthermore, phase composition was analyzed using a Siemens D500 X-ray diffractometer with Cu Kα radiation (λ = 0.154 nm or 1.54 Å). Data compilation utilized the Powder Diffraction File database developed and published by ICDD (The International Centre for Diffraction Data). Additionally, grain size measurements were performed in the mixing zone (SZ), where SiC particles were introduced, as well as in the base material without FSP modification. The measurements were carried out using the mean chord method. In each case, to obtain a reliable result, measurements were taken on a population of at least 100 grains.
2.3 Mechanical properties
Hardness measurements were conducted using the Brinell method in accordance with the ASTM E10-18 standard [48], employing an Innovatest hardness tester. A tungsten carbide ball with a diameter of 2.5 mm and a load of 31.25 kG was utilized. The hardness measurements were conducted on the base material, unaffected by the FSP process, as well as in the mixing zone area where SiC carbide was present.
The static uniaxial compression test was carried out at ambient temperature using a Zwick Roell Z020 testing machine. For this purpose, sets of 3 specimens were prepared for each variant with a cylindrical shape and a specimen height/diameter ratio of 1.5 in accordance with ASTM E-9 [49]. The compression test was carried out at a strain rate of 8 × 10−3 s−1 and was stopped when a permanent strain of 50% was reached.
2.4 Tribological properties
Tribological properties were assessed using a T-05 block-on-ring tribotester at ambient temperature and at an air humidity of 40%, employing technically dry friction conditions. Each variant of the material under study underwent a minimum of three tribological tests. Throughout the test, a rectangular tribological specimen was secured in a holder with a hemispherical insert, ensuring appropriate contact between the specimen and the steel ring rotating at a constant speed. The tribological test parameters are as follows:
-
Dimensions of tested specimens: 20 × 4 × 4 mm
-
Rotating ring: Heat-treated steel (100Cr6), 55 HRC, Ø49.5 × 8 mm
-
Rotational speed: 136 rpm
-
Velocity: 0.25 m/s
-
Sliding distance: 250 m, 1000 m
-
Load: 50 N
-
Sliding condition: Technically dry friction (without lubricant)
-
Ambient temperature: 20 °C
Prior to testing, specimens were meticulously prepared to ensure a suitable surface quality with a roughness of less than 1 µm. They were then thoroughly degreased using a Struers degreasing agent, and after drying, their weights were recorded before immediate testing. Post-test, each specimen was washed, dried, and weighed again. The weight loss was determined by the difference in weight. To accurately characterize differences, weight losses were converted to percentages, considering the initial specimens’ varied weights. The wear rate was determined by analyzing the results of weight loss and the applied sliding distance. The change in the coefficient of friction over time was evaluated for the entire test duration (250 m and 1000 m). Measurement of load and friction force was conducted to calculate the coefficient of friction. Additionally, wear mechanisms were investigated by analyzing the wear surface using a scanning electron microscope. The obtained results are associated with a base material without SiC, unaltered by the FSP process.
3 Results and discussion
3.1 Microstructure and XRD analysis of surface composites
In Figs. 5 and 6, microstructure images of composites based on technically pure aluminum 1050-H14 and aluminum alloy AA6060-T4 reinforced with SiC particles and processed using two and three passes in the FSP process are presented. The images illustrate the FSP modification area with visible zones: the central mixing zone (SZ, stir zone) surrounded by the thermomechanical affected zone (TMAZ). The contribution of each zone depends on the FSP process conditions, tool type, and geometry, as well as the type of modified material [50]. The images include unetched and etched photos. Unetched photos facilitate the identification of the distribution and morphology of SiC silicon carbide, while etched photos clearly show the individual zones formed in the FSP process.

Macrostructure of the surface composite on the 1050-H14 matrix after: a, c, e, g 1050-SiC_2FSP passes and b, d, f 1050-SiC_3FSP passes. a, b Unetched samples and c, d, e, f, g samples etched using Barker’s reagent. Observations were made using light microscopy

Macrostructure of the surface composite on the AA6060-H4 matrix after FSP: a, c, e AA6060-SiC_2FSP passes and b, d, f, g AA6061-SiC_3FSP passes. a, b Unetched samples and c, d samples etched using Barker’s reagent. Observations were made using light microscopy
In both cases, for composites based on aluminum 1050-H14 and aluminum alloy AA6060-T4, there is a significant fragmentation of SiC reinforcing phase particles and a change in their morphology. Initially, SiC particles had an irregular shape and sharp edges (Fig. 1); after the modification process, their shape is more globular, and as mentioned earlier, they underwent significant fragmentation in the FSP process (Fig. 7), which is beneficial from the perspective of crack resistance, as sharp edges can be potential sites for crack propagation. This phenomenon demonstrates that there is no need to use more expensive fine-grained strengthening phases, which are often characterized by particle shapes that are unfavorable in terms of the plastic properties of the composite. Through the careful selection of FSP process conditions, it becomes possible to alter the morphology and particle size of the reinforcing phase, a fact substantiated by the obtained test results.

Microstructure of the surface composite (1050-SiC_2FSP passes) and maps depicting the distribution of elements: Al, Si, C, observed using SEM
A characteristic feature is the irregular distribution of the reinforcing phase in the mixing zone, whereby an increase in the number of FSP passes promotes the homogenization of the microstructure, especially noticeable in the case of composites based on AA6060-T4 alloy. There is also significant refinement of the microstructure in the mixing zone, where the grains are much smaller than outside the mixing zone, have a more equiaxed shape, and are the result of intense plastic deformation at elevated temperatures (Figs. 5c, d, e, f, and g and 6c, d, e, f, and g). The results of grain size measurements in the stir zone (SZ) and in the base material are presented in Table 2. Prior to FSP treatment, the initial grain size in AA1050-H14 was approximately 270 µm. After two FSP passes with the introduction of SiC, the average matrix grain size decreased to around 20.5 µm. However, with three FSP passes, the grain size increased to an average of about 24 µm. A similar trend was observed in AA6060-T4 composites, where the initial grain size was about 160 µm. After two FSP passes with SiC, the average matrix grain size was reduced to approximately 16 µm. With three FSP passes, the grain size increased to an average of around 18 µm. The slight grain growth observed in the stir zone of composites after three FSP passes may result from greater heating of the material during subsequent tool passes. Higher heat inputs generally lead to more significant grain growth due to prolonged exposure to elevated temperatures. This grain growth occurs because higher temperatures provide more energy for grain boundary movement, resulting in larger grains [51]. Larger grain sizes can improve the material’s ductility, as they reduce the number of grain boundaries that can act as barriers to dislocation movement. However, this often comes at the cost of reduced yield strength and hardness. Lower heat inputs tend to maintain finer grain structures. By limiting the exposure to high temperatures, grain growth is restricted, preserving a finer microstructure. Fine grains are beneficial for mechanical properties such as strength and hardness, as they impede dislocation movement more effectively [52]. Nevertheless, a higher number of FSP passes is beneficial as it results in more equiaxed grains and a more uniform distribution of the reinforcing SiC phase in the microstructure. The greater refinement of the microstructure in the case of the alloy is attributed to the precipitates present in the microstructure, which inhibit grain growth.
These results are consistent with findings from other studies, such as those presented in works [1, 36]. The final microstructure after modification in the FSP process is mainly determined by the degree and speed of plastic deformation, temperature, and material flow in the process zone. These factors are associated with both healing and recrystallization processes (static and dynamic) and the fragmentation of particles of the second phases. Higher temperatures facilitate atomic mobility, which enhances the formation of new, strain-free grains, and rearrangement of dislocations [53]. Furthermore, the microstructure in the processed zone results from material flow and temperature and deformation gradients, leading to material densification and homogenization [50, 54, 55].
Dynamic recovery and recrystallization are crucial mechanisms for grain refinement during friction stir processing (FSP). During dynamic recovery, dislocations are rearranged along low-angle grain boundaries. This is followed by dynamic recrystallization, which causes misorientation between boundaries, transforming low-angle grain boundaries into high-angle grain boundaries. This transformation contributes to grain refinement within the processed microstructure. A microstructure with fine grains exhibits extensive grain boundaries with high stored energy, making it particularly prone to grain growth during high-temperature deformation. The addition of reinforcing particles helps to counteract this grain growth. These reinforcing particles in the mixing zone enhance the number of nucleation sites for new recrystallized grains, thereby playing a critical role in reducing grain size in this area [56]. The turbulent and dynamic flow in the mixing zone (SZ) is characterized by varying strains and strain rates around the rotating and simultaneously advancing tool, generating different stress states. The microstructural evolution in the stir zone occurs in three stages: Stage I, involves changes in the material volume in the sheared layer around the pin and below the shoulder, as the material is forced toward the rear of the tool (nucleation and grain growth); Stage II, consists of modifications resulting from the combined effects of temperature and deformation (dynamic recovery, dynamic recrystallization); and Stage III, includes the evolution associated with temperature effects (static recovery, static recrystallization, and grain growth) [57].
In summary, the microstructural changes during the FSP process are related to both recovery and recrystallization processes (static and dynamic), as well as the fragmentation of the second-phase particles. Furthermore, the microstructure in the post-processing zone results from material flow and the temperature and deformation gradient, leading to densification and homogenization of the material. Dynamic recrystallization (DRX) is the predominant mode of microstructural evolution in the mixing zone (SZ) and the thermomechanical affected zone (TMAZ). In the mixing zone (SZ), a uniform microstructure develops, while a partially recrystallized structure appears in the TMAZ [18]. Aluminum and its alloys are characterized by high stacking-fault energy (SFE) values; therefore, during the processing of these alloys in the FSP process, dynamic recovery (DRV) processes dominate, with the possibility of initiating both types of dynamic recrystallization: DDRX (discontinuous dynamic recrystallization) and CDRX (continuous dynamic recrystallization) [58].
Temperature measurements using the VigoCam thermal imaging camera model v50 reveal that the maximum temperature at the center of the weld face for the 1050-H14 aluminum matrix composite is approximately 360 °C, with an average temperature not exceeding 290 °C. For composites based on an AA6060-T4 alloy matrix, the maximum temperature is higher at 445 °C, while the average remains comparable to that of the aluminum matrix at around 290 °C. The above results demonstrate that in the case of the AA6060-T4 alloy, the material offers greater resistance to the moving tool due to its higher content of alloying elements, resulting in higher mechanical properties.
The production of Al-SiC composites through the FSP process is advantageous from both a technological and environmental perspective. Unlike processes like spark-plasma sintering [59], the FSP method avoids the formation of harmful phases such as aluminum carbide (Al4C3) (Fig. 8a, b). The temperature increase during the FSP process facilitates the precipitation of intermetallic phases in the AA6060 alloy, as affirmed by X-ray phase analysis results (Fig. 8b). Post FSP, peaks correspond to intermetallic phases: Mg5Si6, Al3Mg2, and ε-Al0.56Mg0.44 (Fig. 8b), which is consistent with the data presented in [60].

X-ray diffraction spectra of surface composites, with separate representations for both matrices: a 1050 aluminum and b AA6060 aluminum alloy
3.2 Mechanical properties
In friction stir processing (FSP), heat is generated through both the friction between the tool and the workpiece and the adiabatic plastic deformation process. The primary contributor to heat generation is the friction between the tool and the material being modified. However, it is crucial to consider the aspect of heat transfer between the system components, ultimately influencing the final product’s properties [61]. Both the pin and the shoulder contribute to the heat generation process. The temperature distribution in the process zone is uneven, with the highest temperature occurring at the top surface of the modified zone. Deeper into the material, heat is generated solely by the pin, resulting in a lower temperature in the machining zones away from the surface [62]. Heat input significantly influences the microstructure and mechanical properties of processed materials. The extent of recrystallization depends on the achieved temperature and the duration of thermal exposure. Higher heat inputs accelerate recrystallization by providing sufficient thermal energy for nucleating and growing new grains more quickly. This process helps in reducing dislocation density and formation of equiaxed grains, which can enhance ductility but might reduce yield strength. Conversely, lower heat inputs might lead to incomplete recrystallization, retaining higher dislocation densities, which can enhance strength but at the cost of ductility [51].
The results of Brinell hardness measurements indicate that, in the case of the aluminum 1050, the introduction of SiC particles led to a negligible increase in hardness compared to the matrix material. The hardness of the matrix material is 24 HB. For the 1050-SiC composites produced through the FSP process, the hardness increased slightly to 28 HB and 29 HB for composites processed with two and three passes, respectively. The standard deviation of these results is minimal, close to 1 (Fig. 9a).

The variation in Brinell hardness for surface composites, with separate representations for both matrices: a 1050 aluminum and b AA6060-T4 aluminum alloy
In the case of composites based on the AA6060, the increase in hardness is more pronounced compared to the aluminum matrix. This may be attributed to the precipitation of intermetallic phases during the FSP composite manufacturing process, where the elevated temperature favors the precipitation of such phases. Aluminum alloys of the 6xxx series are susceptible to precipitation hardening. Hardness measurements confirm that the hardness of the AA6060 matrix material is 51 HB, whereas that of the composites is 58 and 60 HB for composites produced in two and three FSP passes, respectively.
The real stress–strain curves for the 1050 and AA6060 matrices, as well as the FSPed 1050-SiC and AA6060-SiC composites with different FSP passes, are illustrated in Fig. 10a and b, respectively. The average stress values recorded at 0.1 and 0.2 strains are presented in Table 3.

The compression curves for surface composites presented for both matrices: a 1050 aluminum and b AA6060-T4 aluminum alloy
Both 1050-SiC and AA6060-SiC composites exhibit significantly higher compressive strength compared to unreinforced matrices. At a strain value of 0.2, the stress for the 1050 matrix was 158 MPa, while for the AA6060 matrix, it was 298 MPa. The stress values at the same strain for the 1050-SiC composite after the FSP process increased by 86 MPa (two passes) and 72 MPa (three passes) relative to the matrix. In contrast, for the AA6060-SiC composite after the FSP process, the stress values increased by 100 MPa (two passes) and 417 MPa (three passes) relative to the matrix. The reinforcement of hard SiC particles has reduced the ductility of both types of composites. The increase in the number of FSP passes was also observed to impact the strength values of the produced composites. The difference in achieved stress values depending on the number of passes is more pronounced in the case of the AA6060 alloy matrix composite. In the case of the 1050-SiC composites, slightly higher compressive stress values were observed after two passes. The compressive strength of the AA6060-SiCp composite increased considerably from 249 to 331 MPa (at ε = 0.1) and from 398 to 715 MPa (at ε = 0.2) with an increase in the FSP passes.
The recognized enhancement in compressive strength can be assigned to the improved connection at the interface between the aluminum matrix and SiC particles, complemented by the presence of fragmented and finer particles. The refined grain structure, coupled with a better distribution of SiC particles, plays a crucial role in boosting the load-bearing capacity of the composites. Consequently, it hinders the plastic flow of the material, with reinforcements acting as obstacles that aid dislocation pile-up, ultimately enhancing overall strength. In the domain of friction stir processing, a substantial number of dislocations are introduced into the workpiece. The rearrangement or elimination of these dislocations becomes a crucial aspect in reducing the internal energy of the system, serving as the thermodynamic driving force for recrystallization. Given aluminum’s high stacking fault energy, recovery precedes recrystallization when the temperature is elevated. During this process, free dislocations rearrange themselves into subgrains surrounded by low-angle grain boundaries. It is noteworthy that some dislocations persist within the refined grains. The tool probe effectively breaks down most of the coarse second phases, and the fine, uniformly dispersed second-phase particles come into play by interacting with the tangled dislocations. This interaction hinders dislocation movement, thereby strengthening the material during low strain deformation and resulting in an increased yield stress. The observed improvements in ductility and strength are a direct outcome of decreased porosity, refinement of second phases, and the altered grain structure of the workpiece [16].
3.3 Wear properties
The next stage of the study involved testing to determine the wear resistance and coefficient of friction of the materials. The tests were conducted according to the parameters described in the subsection 2.4. Wear resistance was assessed by quantifying weight loss and comparing this parameter relative to the type of material tested. Figure 11 depicts the average weight loss of the tested materials based on friction conditions. Additionally, wear rates were determined due to the varying length of the friction path (Fig. 12). The tests revealed that the weight losses in the 1050 aluminum matrix composite indicated lower weight loss for the matrix material over a 250-m friction path. Only upon extending the friction length to 1000 m did wear resistance improve, attributed to a shift in friction mechanisms post-initial period. The initial process, influenced by surface morphology, is prolonged in composites due to the presence of hard phases and the matrix. During this period, chipping of hard SiC particles weakly bonded to the matrix and present on the outer surface may occur in composites. These chipped SiC particles, briefly present in the contact surface of materials couple, intensify wear processes, akin to those observed in friction processes involving a third body—the abrasive. Subsequent to this period and the removal of abrasive particles from the contact surface of material couple or their re-acquisition into the soft matrix, friction mechanisms undergo a change (Fig. 11b).

Average weight loss for studied surface composites, with separate representations for both matrices: a 1050 aluminum and b AA6060-T4 aluminum alloy

Wear rate for studied surface composites, with separate representations for both matrices: a 1050 aluminum and b AA6060-T4 aluminum alloy
The reinforcing phase particles found in the composites diminish the influence of adhesion in the friction process, leading to an enhancement in wear resistance compared to the matrix material. However, this phenomenon is not observed to the same extent in composites due to the protruding vertices being SiC particles, which exhibit reduced adhesion with steel due to substantial differences in thermodynamic properties compared to the counter-sample steel. The wear rate coefficient, indicative of weight loss, demonstrates the wear rate (Fig. 12) resulting from the application of a single load. The lower wear rate of the composite materials in comparison to their matrices confirms the beneficial effect of transitions on the distribution of SiC particles and their fixation in the matrix beyond the reciprocal contact time, which occurs much faster in matrix lacking SiC.
The T-05 tester enables continuous recording of friction force, enabling the determination of the coefficient of friction. The average coefficient of friction was determined for both friction distances. For composites with an aluminum 1050 matrix, the decisive factor affecting the friction force is the presence of aluminum in the tribological contact surface. Incorporating SiC particles into the aluminum matrix (Fig. 13a) does not significantly alter the coefficient of friction. However, a reduction is noticeable after two passes along a 250-m path. Extending the friction path to 1000 m diminishes the impact associated with SiC addition, particularly following two tool passes. The influence of SiC is predominantly observed during the initial period, where the smearing of the aluminum matrix promotes adhesive wear across larger areas in subsequent stages, despite the presence of a reinforcing phase. This, in turn, negatively affects the magnitude of the coefficient of friction. The use of AA6060 alloy as the matrix evens out the coefficient of friction on the 250 m path and increases it in the composites after the FSP modification process compared to the matrix. This increase is attributed to the involvement of the hard phase in frictional phenomena. After two tool passes, the AA6060 alloy with SiC shows an increased coefficient of friction (Fig. 13b), which is due to the uneven distribution of fragmented SiC particles. In contrast, after three tool passes, the carbides are finer and more evenly distributed, leading to a more moderate increase in the coefficient of friction. In both cases, the extent of aluminum’s participation in the friction process plays a crucial role, as aluminum has a strong tendency for adhesion, which increases the coefficient of friction. SiC carbide evenly distributed in the matrix can locally isolate rubbing surfaces due to its higher hardness, resulting in a reduction of the friction force required for the mutual displacement of cooperating elements.

Average coefficient of friction for studied surface composites, with separate representations for both matrices: a 1050 aluminum and b 6061 aluminum alloy
To precisely analyze the phenomena occurring in the friction node and identify wear mechanisms, it is necessary to observe the morphology of the surface after friction tests. In Figs. 13 and 14 below, typical areas of the surface after tribological contact for each material are presented.

Surface morphology after sliding contact of the following: a, d 1050 aluminum; b, e surface composites 1050-SiC_2FSP passes; and c, f surface composites 1050-SiC_3FSP passes. Sliding distance, 1000 m
The surfaces after friction for aluminum grade 1050, as shown in Fig. 14, confirm that the predominant mechanism during the tribological test with a counter-sample made of 100Cr6 steel is adhesion. This results in the displacement of aluminum on the surface and the formation of areas referred to as “chipped material.” When comparing both materials, regardless of the number of tool passes (Figs. 14 and 15), the main difference is the amount of chipped material on the surface of the examined material.

Surface morphology after sliding contact of the following: a, d AA6060-T4 aluminum alloy; b, e surface composites AA6060-SiC_2FSP passes; and c, f surface composites AA6060-SiC_3FSP passes. Sliding distance, 1000 m
Due to the type of counter-sample, namely 100Cr6 steel containing Cr23C6 carbides in its microstructure, one might expect a significant contribution of abrasive mechanisms in friction. Such effects are observed only locally in areas of the exposed matrix for aluminum grade 1050 (Fig. 14). In contrast, the AA6060 alloy (Fig. 15) shows a greater contribution of both the plowing and grooving during friction. This is attributed to the greater role of the matrix in the friction process and a lesser tendency for plastic deformation, which, combined with adhesion, leads to the formation of chipped material areas.
The images of surfaces after friction for technically pure aluminum 1050 and AA6060 alloy after FSP with the addition of SiC, as shown in Figs. 14 and 15, also revealed the presence of numerous fatigue microcracks, usually oriented transversely to the direction of friction. These are mainly located in the chipped material areas. SiC particles present on the surface, well embedded in the matrix, act as a hindrance to material displacement resulting from adhesion and the plasticity of the matrix itself (mainly aluminum grade 1050). However, clusters of these particles can lead to the formation of microcracks within their area, resulting in their loosening and fragmentation. An additional effect of the intensified phenomena of displacement, plastic deformation, and abrasive wear is the absence of distinct oxide areas, which are indicative of wear involving oxidation, typically observed in aluminum and its alloys due to aluminum’s high affinity for oxygen. The intensity of plastic deformation, combined with the abrasive action of the carbides from the counter-sample, leads to the removal of oxides from the contact surface, partial spalling, and partial displacement in the direction of the friction front according to the rotation direction of the counter-sample.
However, by observing the frontal surfaces of chipped materials, it can be assumed that oxides accumulate on the frontal surface. The addition of SiC introduced by the FSP method into AA6060 alloy influences the reduction of areas with microcracks, especially in the matrix itself. This is a result of SiC particles protruding above the matrix surface partially taking on the frictional force. After three tool passes (Fig. 15d and f), these particles are evenly distributed in the matrix. From the analysis of the friction surface, it can be concluded that they are well-anchored in the matrix, unlike the same material after two tool passes (Fig. 15b and e).
4 Conclusions
The primary findings derived from the inquiries can be outlined as follows:
-
The friction stir processing (FSP) of aluminum 1050 and AA6060 alloys with SiC particles effectively refines and optimizes SiC distribution. Adjusting FSP parameters results in more globular particle shapes, enhancing crack resistance without the need for costly fine-grained phases.
-
Multiple FSP passes lead to microstructural homogenization in both composites, producing smaller, more equiaxed grains. This is due to intense plastic deformation, underscoring the importance of process conditions for a uniform microstructure.
-
FSP slightly increases hardness in SiC-reinforced composites. For the 1050 aluminum matrix, SiC particles provide a consistent hardness boost. AA6060 composites show a greater increase, attributed to intermetallic phase precipitation, demonstrating FSP’s ability to enhance mechanical properties.
-
Both 1050-SiC and AA6060-SiC composites show significantly higher compressive strength than unreinforced matrices. Notably, AA6060-SiC achieves 715 MPa at ε = 0.2 after three FSP passes, signifying the potential for tailored strength properties through controlled processing parameters.
-
FSP of aluminum 1050 with SiC improves wear resistance, with the friction coefficient closely matching the matrix, especially after two tool passes.
-
AA6060-SiC composites have similar properties to the matrix under test conditions. However, the analysis of wear mechanisms suggests that under increased load or prolonged testing, this material would be more resistant to wear compared to the matrix alone.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article.
Code availability
Not applicable.
References
Nabi S, Rathee S, Wani MF, Srivastava M (2024) Effect of multiple passes on the properties of Al-5052/SiC surface composites fabricated via friction stir processing. Mater Chem Phys 314:128819. https://doi.org/10.1016/j.matchemphys.2023.128819
Singh H, Raina A, UlHaq MI (2018) Effect of TiB2 on mechanical and tribological properties of aluminium alloys – a review. Mater Today: Proc 5(9):17982–17988. https://doi.org/10.1016/j.matpr.2018.06.130
Shin SE, Ko YJ, Bae DH (2016) Mechanical and thermal properties of nanocarbon-reinforced aluminum matrix composites at elevated temperatures. Compos B Eng 106:66–73. https://doi.org/10.1016/j.compositesb.2016.09.017
Aborkin A, Babin D, Bokaryov D (2023) Control of Al4C3 phase formation in aluminum matrix composites reinforced with carbon nanostructures. E3S Web Conf 431:06012. https://doi.org/10.1051/e3sconf/202343106012
Tao W, Sun W, Zhang G, Yang S (2024) Al4C3 formation and joint tensile properties of dual-beam laser butt welding SiCp/6005A composite with filler wires. Opt Laser Technol 174:110593. https://doi.org/10.1016/j.optlastec.2024.110593
Hembrom S, Roy BN, Roy D (2016) Mechanical properties of Al base metal matrix composites: a review. IJTRD 3(6):2394–9333
Rana H, Badheka V (2019) Elucidation of the role of rotation speed and stirring direction on AA 7075–B4C surface composites formulated by friction stir processing. Proc Inst Mech Eng Part L J Mater Des Appl 233(5):977–994. https://doi.org/10.1177/1464420717736548
Khodabakhshi F, Arab SM, Švec P, Gerlich AP (2017) Fabrication of a new Al-Mg/graphene nanocomposite by multi-pass friction-stir processing: dispersion, microstructure, stability, and strengthening. Mater Charact 132:92–107. https://doi.org/10.1016/j.matchar.2017.08.009
Hosseinzadeh A, Radi A, Yapici GG (2021) Advanced surface enhancement of a high strength aluminum alloy through friction stir processing. In: Proceedings of the 2nd International Conference on Advanced Surface Enhancement (INCASE 2021) innovation leading to industrialization. Springer Singapore, Singapore. https://doi.org/10.1007/978-981-16-5763-4_2
Çam G, İpekoğlu G (2017) Recent developments in joining of aluminum alloys. Int J Adv Manuf Technol 91:1851–1866. https://doi.org/10.1007/s00170-016-9861-0
Rathee S, Maheshwari S, Siddiquee AN, Srivastava M (2018) A review of recent progress in solid state fabrication of composites and functionally graded systems via friction stir processing. Crit Rev Solid State Mater Sci 43(4):334–366. https://doi.org/10.1080/10408436.2017.1358146
Mishra RS, Ma ZY, Charit I (2003) Friction stir processing: a novel technique for fabrication of surface composite. Mater Sci Eng A 341(1–2):307–310. https://doi.org/10.1016/S0921-5093(02)00199-5
Aliakbari S, Ketabchi M, Mirsalehi SE (2018) Through-thickness friction stir processing; a low-cost technique for fusion welds repair and modifcation in AA6061 alloy. J Manuf Process 35:226–232. https://doi.org/10.1016/j.jmapro.2018.08.006
Butola R, Tyagi L, Singari RM, Murtaza Q, Kumar H, Nayak D (2021) Mechanical and wear performance of Al/SiC surface composite prepared through friction stir processing. Mater Res Express 8(1):016520. https://doi.org/10.1088/2053-1591/abd89d
Prakrathi S, Ravikumar M, Udupa KR, Udaya BK (2013) Fabrication of hybrid surface composite through friction stir processing and its impression creep behaviour. ISRN Mater Sci 2013:1–6. https://doi.org/10.1155/2013/541762
Sun N, Apelian D (2011) Friction stir processing of aluminum cast alloys for high performance applications. JOM 63:44–50. https://doi.org/10.1007/s11837-011-0190-3
Zass K, Mabuwa S, Msomi V (2022) A review on reinforced particles used on the production of FSP composites. Mater Today Proc 56(4):2392–2397. https://doi.org/10.1016/j.matpr.2021.12.210
Heidarzadeh A, Mironov S, Kaibyshev R, Çam G, Simar A, Gerlich A, Khodabakhshi F, Mostafaei A, Field DP, Robson JD, Deschamps A, Withers PJ (2021) Friction stir welding/processing of metals and alloys: a comprehensive review on microstructural evolution. Prog Mater Sci 117:100752. https://doi.org/10.1016/j.pmatsci.2020.100752
Tiwari RK, Bharti A, Tripathi H, Kumar N, Saxena KK (2022) A re-investigation of mechanical properties of aluminium-based surface composites prepared by friction stir processing. Mater Today Proc 45(6):4550–4557. https://doi.org/10.1016/j.matpr.2020.12.1220
Sharma V, Prakash U, Manoj Kumar BV (2015) Microstructural and mechanical characteristics of AA2014/SiC surface composite fabricated by friction stir processing. Mater Today Proc 2(4–5):266–2670. https://doi.org/10.1016/j.matpr.2015.07.229
Srivastava M, Rathee S (2021) Microstructural and microhardness study on fabrication of Al 5059/SiC composite component via a novel route of friction stir additive manufacturing. Mater Today Proc 39(4):1775–1780. https://doi.org/10.1016/j.matpr.2020.07.137
Srivastava M, Rathee S, Maheshwari S, Siddiquee AN (2018) Influence of multiple-passes on microstructure and mechanical properties of Al-Mg/SiC surface composites fabricated via underwater friction stir processing. Mater Res Express 5(6):066511. https://doi.org/10.1088/2053-1591/aac705
Berbon PB, Bingel WH, Mishra RS, Bampton CC, Mahoney MW (2001) Friction stir processing: a tool to homogenize nanocomposite aluminum alloys. Scripta Mater 44(1):61–66. https://doi.org/10.1016/S1359-6462(00)00578-9
Karthikeyan L, Senthilkumar VS, Balasubramanian V, Natarajan S (2009) Mechanical property and microstructural changes during friction stir processing of cast aluminum 2285 alloy. Mater Des 30(6):2237–2242. https://doi.org/10.1016/j.matdes.2008.09.006
Li JL, Xiong YC, Wang XD, Yan SJ, Yang C, He WW, Dai SL (2015) Microstructure and tensile properties of bulk nanostructured aluminum/graphene composites prepared via cryomilling. Mater Sci Eng A 626:400–405. https://doi.org/10.1016/j.msea.2014.12.102
Mahmoud TS (2008) Effect of friction stir processing on electrical conductivity and corrosion resistance of AA6063-T6 Al alloy. Proc Inst Mech Eng C J Mech Eng Sci 222(7):1117–1123. https://doi.org/10.1243/09544062JMES847
Akramifard HR, Shamanian M, Sabbaghian M, Esmailzadeh M (2014) Microstructure and mechanical properties of Cu/SiC metal matrix composite fabricated via friction stir processing. Mater Des 54:838–844. https://doi.org/10.1016/j.matdes.2013.08.107
Srivastava M, Rathee S, Siddiquee AN, Maheshwari S (2019) Investigation on the effects of silicon carbide and cooling medium during multi-pass FSP of Al-Mg/SiC surface composites. Silicon 11:2149–2157. https://doi.org/10.1007/s12633-018-0037-4
Ghanbari D, Asgarani MK, Amini K, Gharavi F (2017) Influence of heat treatment on mechanical properties and microstructure of the Al2024/SiC composite produced by multi–pass friction stir processing. Measurement 104:151–158. https://doi.org/10.1016/j.measurement.2017.03.024
Asadi P, Faraji G, Besharati MK (2010) Producing of AZ91/SiC composite by friction stir processing (FSP). Int J Adv Manuf Technol 51:247–260. https://doi.org/10.1007/s00170-010-2600-z
Izadi H, Nolting A, Munro C, Bishop DP, Plucknett KP, Gerlich AP (2013) Friction stir processing of Al/SiC composites fabricated by powder metallurgy. J Mater Process Technol 213(11):1900–1907. https://doi.org/10.1016/j.jmatprotec.2013.05.012
Ande R, Gulati P, Shukla DK, Dhingra H (2019) Microstructural and wear characteristics of friction stir processed Al-7075/SiC reinforced aluminium composite. Mater Today: Proc 19:4092–4101. https://doi.org/10.1016/j.matpr.2019.07.353
Subramani N, Haridass R, Krishnan R, Manikandan N, Baskaran A (2021) Fabrication of hybrid (AA6061/SiCp/B4C) composites using FSP method and analysing the thermal behaviour in the weld region. Mater Today: Proc 47(14):4306–4311. https://doi.org/10.1016/j.matpr.2021.04.601
Kurt A, Uygur I (2011) Cete E (2011) Surface modification of aluminium by friction stir processing. J Mater Process Technol 3:313–317. https://doi.org/10.1016/j.jmatprotec.2010.09.020
Parikh VK, Badgujar AD, Ghetiya ND (2022) Effect of friction stir processing parameters on microstructure and microhardness of aluminium based Metal matrix composites. Mater Today: Proc 62(14):7455–7460. https://doi.org/10.1016/j.matpr.2022.03.386
Prabhu MS, Perumal AE, Arulvel S (2020) Development of multi-pass processed AA6082/SiCp surface composite using friction stir processing and its mechanical and tribology characterization. Surf Coat Technol 394:1–10. https://doi.org/10.1016/j.surfcoat.2020.125900
Mohammed MH, Subhi AD (2021) Exploring the influence of process parameters on the properties of SiC/A380 Al alloy surface composite fabricated by friction stir processing. Eng Sci Technol an Int 24(5):1272–1280. https://doi.org/10.1016/j.jestch.2021.02.013
Praveen KV, Nivetha SK, Began Peruvazhuthi S, Raman K, Senthil Kumar VS (2021) Characterization and analysis of AA1100 - SiCp metal matrix composite fabricated through friction stir processing. J Tribol 29:31–40
Kumar N, Gupta P, Singh RK (2023) Fabrication of Al 6082/SiC composite using friction stir processing. J Inst Eng India Ser D 104:603–608. https://doi.org/10.1007/s40033-022-00413-2
Ansari AJ, Anas M (2023) Effect of varying volume fraction of reinforcement on the microstructure, hardness and tribological behaviour of aluminium metal matrix composites developed through FSP technique. J Inst Eng India Ser D. https://doi.org/10.1007/s40033-023-00476-9
Dolatkhah A, Golbabaei P, BesharatiGivi MK, Molaiekiya F (2012) Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater Des 37:458–464. https://doi.org/10.1016/j.matdes.2011.09.035
Suresh S, Venkatesan K, Natarajan E et al (2021) Performance analysis of nano silicon carbide reinforced swept friction stir spot weld joint in AA6061-T6 alloy. Silicon 13:3399–3412. https://doi.org/10.1007/s12633-020-00751-4
Alizadeh M, Bagheri B, Shamsipur A, Abdollahzadeh A, Mirsalehi SE (2022) A new investigation into Al-Cu dissimilar joint by SiC nanoparticle during the FSSW process: influence of rotational speed and dwell time. Research Square. https://doi.org/10.21203/rs.3.rs-1640449/v1
Abdollahzadeh A, Bagheri B, Abbasi M, Sharifi F, Moghaddam AO (2021) Mechanical, wear and corrosion behaviors of AZ91/SiC composite layer fabricated by friction stir vibration processing. Surf Topogr Metrol Prop 9:035038. https://doi.org/10.1088/2051-672X/ac2176
Bagheri B, Abbasi M, Abdollahzadeh A, Mirsalehi SE (2020) Effect of second-phase particle size and presence of vibration on AZ91/SiC surface composite layer produced by FSP. Trans Nonferrous Met Soc China 30:905–916. https://doi.org/10.1016/S1003-6326(20)65264-5
Bagheri B, Abdollahzadeh A, Abbasi M, Kokabi AH (2021) Effect of vibration on machining and mechanical properties of AZ91 alloy during FSP: modeling and experiments. Int J Mater Form 14:623–640. https://doi.org/10.1007/s12289-020-01551-2
Chakroune N, Nateche T, Amara M, Boudaa H, Ayad I, Makh S, Suleiman RK, Lamsafda S, Guedri A, Meliani MH, Pluvinage G (2024) Identification of the mechanical properties and surface morphology of the friction still welding on aluminum alloy specimens. Int J Adv Manuf Technol 130:2407–2421. https://doi.org/10.1007/s00170-023-12836-6
ASTM E10–18 (2018) Standard test method for brinell hardness of metallic materials. ASTM International, West Conshohocken
ASTM E9–89a (1995) Standard test methods of compression testing of metallic materials at room temperature. ASTM International, West Conshohocken
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1–2):642–658. https://doi.org/10.1016/j.mser.2005.07.001
Abdollahzadeh A, Vanani BB, Koohdar H, Jafarian HR (2024) Influence of variation ambient system on dissimilar friction stir welding of Al alloy to Mg alloy by the addition of nanoparticles and interlayer. Met Mater Int. https://doi.org/10.1007/s12540-024-01670-4
Vanani BB, Abdollahzadeh A (2024) Fabrication of reinforced Al–Mg composite by TiC particles via FSW: microstructure and tribology study. J Market Res 30:6787–6801. https://doi.org/10.1016/j.jmrt.2024.05.066
Abdollahzadeh A, Bagheri B, Shamsipur A (2023) Development of Al/Cu/SiC bimetallic nano-composite by friction stir spot welding. Mater Manuf Process 28:1416–1425. https://doi.org/10.1080/10426914.2022.2157435
Ma ZY (2008) Friction stir processing technology: a review. Metall Mater Trans A 39:642–658. https://doi.org/10.1007/s11661-007-9459-0
Węglowski MS (2018) Friction stir processing – state of the art. Arch Civ Mech Eng 18(1):114–129. https://doi.org/10.1016/j.acme.2017.06.002
Bagheri B, Shamsipur A, Abdollahzadeh A, Mirsalehi SE (2023) Investigation of SiC nanoparticle size and distribution effects on microstructure and mechanical properties of Al/SiC/Cu composite during the FSSW process: experimental and simulation. Met Mater Int 29:1095–1112. https://doi.org/10.1007/s12540-022-01284-8
Mishra RS, De PS, Kumar N (2014) Friction stir welding and processing, science and engineering. Springer International Publishing, Cham. https://doi.org/10.1007/978-3-319-07043-8
Yazdipour A, Shafiei A, Dehghani MK (2009) Modeling the microstructural evolution and effect of cooling rate on the nanograins formed during the friction stir processing of Al5083. Mater Sci Eng A 527:1–2. https://doi.org/10.1016/j.msea.2009.08.040
Leszczyńska-Madej B, Garbiec D, Madej M (2019) Effect of sintering temperature on microstructure and selected properties of spark plasma sintered Al-SiC composites. Vacuum 164:250–255. https://doi.org/10.1016/j.vacuum.2019.03.033
Mondolfo LF (1976) Aluminum alloys. Butterworth-Heinemann. https://doi.org/10.1016/B978-0-408-70932-3.50001-2
Colegrove PA, Shercliff HR, Zettler R (2007) Model for predicting heat generation and temperature in friction stir welding from the material properties. Sci Technol Weld Join 12(4):284–297. https://doi.org/10.1179/174329307X197539
Hamilton C, Węglowski MS, Dymek S (2015) A Simulation of friction-stir processing for temperature and material flow. Metall Mater Trans B 46B:1409–1418. https://doi.org/10.1007/s11663-015-0340-z
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Beata Leszczyńska-Madej, Marcin Madej, Anna Wasik, and Aleksandra Węglowska. The first draft of the manuscript was written by Beata Leszczyńska-Madej and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Our research does not involve ethical issues.
Consent to participate
Not applicable.
Consent for publication
All the authors agreed to publish this paper.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Leszczyńska-Madej, B., Madej, M., Wąsik, A. et al. Microstructural homogenization and mechanical enhancement of aluminum matrix composites via multi-pass friction stir processing with SiC reinforcements. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14252-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14252-w