
Abstract
The just-in-time concept, mass customization, omnichannel distribution, and the rising global population have all fueled the logistics sector. Consequently, using automation inside the warehouses to make them more dynamic and sustainable for the future is one of the crucial components to adapt to this quick shift. Giants in the industry and technology are becoming more interested in the “smart warehouse” system, built with innovative warehousing technologies, as an achievable solution for the development of warehouses in the future. To contextualize the past and provide light on prospective future directions, a study of current articles in the literature is important. This study evaluates works published in the previous 32 years related to flexible automation in warehouses to create a framework that future academics might use to guide them in establishing an original conceptual model that might be implemented at warehouses. One hundred eleven selected, examined, and categorized publications were published between 1990 and 2022 to establish a significant foundation for earlier research. Results indicated that combining automated machinery, collecting data technologies, and management systems are essential to creating a flexible automated warehouse. Finally, based on the examined literature, a flexible automated warehouse framework is suggested to direct future research in this field.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
1.1 Problem formulation
The just-in-time approach influenced market circumstances to shift away from significant purchases of the same product and towards modest orders of multiple items [1]. Moreover, market conditions dictate the need for productivity, agility, and personalization. These market changes abridged product life cycles and altered automation paradigms, transitioning from large to small volumes with variation [2]. The logistics market has been significantly impacted by the rise of e-commerce and mass customization and the need to reduce time-to-market to remain competitive. The just-in-time mentality, mass customization, e-commerce, and omnichannel distributions impact the supply chain, necessitating the automation of logistical processes and accelerating performance. In such situations, Yamazaki emphasizes the global need for automation solutions. During logistics, items are loaded onto palettes for transport and stacking. Therefore, pallet detection and management are necessary for automation [3, 4]. Yamazaki demonstrated a detection system for detecting and monitoring pallets in the working environment of autonomous mobile forklift vehicles, resulting in a highly flexible pallet handling system that can be used in factories or workplaces that house both machinery and workers [3]. According to a study conducted by Bughin and published by the McKinsey Global Institute in 2021, approximately 50% of the time spent on tasks in the global economy that cost more than 15 trillion in compensation could be supplanted by robotics [4]. In other words, the technical capabilities already exist, although an integrated solution to automate each particular activity may still require development and deployment. Order fulfillment is one of those laborious, time-consuming, and costly procedures. Order picking is one of virtually every warehouse’s most labor- and money-intensive activities. It retrieves products from storage or buffer regions responding to a specific client request. It is anticipated to account for 55% of all warehouse operating expenses. In reality, automated solutions to this problem have been available for years, [4, 5]. The industry needed to comprehend the benefits of entirely automating the task and possess the knowledge and skills to implement it.
1.2 Literature review
Automated guided vehicles (AGVs) navigate the warehouse, transport the complete container containing the object, and deliver it to a sorting station where a human operator can select the required item. Virtual factories, automated static capacity calculations, computer simulation, and automated data collection are some technologies cited as solutions to today’s primary warehouse design trends. Warehouses and distribution centers are essential components of supply chains and are directly impacted by changes in the processing of materials because they hold an excessive number of distinct products. The primary functions of a flexible warehouse are product and client order reception, storage, shipment, and order selection [6]. Automated warehouses are transforming into more intelligent storage systems without implementing fixed structures that limit the scalability and adaptability of future changes. Current practice is to make them as adaptable as feasible [7]. Automation systems are essential for maximizing efficiency, but specific issues, such as adaptability to market fluctuations and the management risk associated with large investment expenditures, must be addressed. A typical application of an automated guided vehicle (AGV) is on the factory floor to convey products over extended distances. The integrated computers of the AGV communicate wirelessly with the control computer, allowing the vehicle to travel securely throughout the entire manufacturing floor [8]. AGVs offer continuous, consistent container handling operations, high container throughput at reduced costs, and functional and adaptable movement with fewer personnel. Within an Industry 4.0 framework, AGV systems can be designed to interact with other automated systems, such as automated storage and retrieval systems, which can offer even greater degrees of flexibility [3, 5]. In recent years, numerous algorithms have been devised to construct real-time path planning systems for autonomous robots. There are three primary tasks or operations that an AGV system must perform for the robot navigation mission to be carried out. These include environmental mapping and modeling, route planning, and transportation systems. It is crucial to select an appropriate algorithm at each phase of the path planning procedure to ensure that navigation runs efficiently.
1.3 Motivation and contribution
This research seeks to comprehensively analyze the existing literature on flexible automation in warehouses to develop an innovative framework for developing and designing flexible automated warehouses. This research will produce a distinctive production on a global scale. To elucidate future directions and a conceptual model for a flexible automated warehouse, this paper will also look at AIV technologies. To enhance manufacturing procedures, the installation of AIVs will enhance production floor flexibility and accelerate the implementation of Industry 4.0. This work is a unique contribution worldwide as per our knowledge and research in this area, as the authors combined most of the available technologies for flexible automation in this paper, showing the pros and cons of each one of them while giving a path for future researchers.
This manuscript is structured as follows: In Sect. 2, relevant literature was gathered and comprehensively analyzed. Section 3 introduces the evolution of warehouse automation. The fourth section summarizes twelve papers related to the evolution of AGVs and technological advancements affecting AGVs. The fifth section describes collaborative robots. Section 6 describes the selection and exclusion criteria for the selected papers. Section 7 suggests future research and recommendations, and Sect. 8 provides the conclusion.
2 Methodology
2.1 Literature collection
This paper seeks to investigate the current state of automation research in warehouses. The following describes the procedure of filtration and retention. First, this paper is based on the English-language scholarly literature on the Web of Science primary journal database. It employs the keyword phrases “Automated Warehouse,” “Storage systems,” “Automated Guided Vehicles,” and “Order Sorting System” to search the literature for relevant studies. Newspapers, encyclopedias, conferences, and other non-journal articles were omitted from the search. A total of 111 articles were retained. Second, the years 1990 to 2022 of publication were considered. Based on these criteria, three investigations were deemed permissible. Third, manually verify if the title, keywords, abstract, and text contain references to “e-commerce,” “order selecting,” “warehouse,” and “models, algorithms, and case studies.” The literature retrieval procedure is depicted in Fig. 1.

The literature retrieval process
3 Evolution of automation in warehouses
3.1 Classification of automated storage in warehouses
AS/RS refers to a storage system that employs storage and retrieval devices traveling on one or more tracks between fixed arrays of storage racks [9]. AS/There are multiple methods to store and retrieve packages using RSS. AS/RS consists primarily of racks, cranes, aisles, I/O ports, and select positions for products or objects. Typically, racks are metal structures with locations that can accommodate goods requiring storage (e.g., pallets). Cranes are equipped with automated storage and retrieval machines that can independently move, lift, and lower cargo. The corridors are the vacant spaces between the shelves through which the cranes can move. I/O points are locations where recovered cargoes are dropped off, and incoming loads are stored. Choose positions (if any) where humans remove individual items from recovered loads before returning them to the system [10]. An AS/AR system uses automated equipment to perform storage and retrieval tasks quickly and accurately [11, 12]. This system is highly accurate and effective for sorting, sequencing, buffering, and storing a variety of items [13]. By utilizing empty vertical space, AS/RS decreases labor requirements and avoids capital growth, ensuring long-term productivity. Shuttles, cranes, carousels, vertical lift modules (VLMs), micro-loads, mini-loads, unit-loads, and other systems are examples of the many AS/RS technologies. AS/RS frequently integrates with a warehouse management system (WMS), a warehouse execution system (WES), or other controls [14].
Unit-load AS/RS systems typically manage enormous and hefty cargo weighing between 1000 and 5500 pounds (ca. 2495 kg). This feature enables unit-load AS/RS to manage entire or partial pallets and cases. Unit-load AS/RS typically consists of narrow aisle racks extending to heights exceeding 100 feet (30.48 m) and storing products and inventory on pallets. These racks are coupled with a crane for bodily placing and retrieving pallets as required. Unit-load AS/RS is advantageous when pallet-level storage space is limited, and retrieval speed is crucial. Unit-load AS/RS is available in two primary configurations: fixed-aisle and mobile aisle cranes [15]. The operation of moveable-aisle unit load AS/RS is identical to that of fixed-aisle unit load AS/RS. It comprises a crane traveling along a track between narrow aisles of containers. The critical distinction is that it is not restricted to a specific aisle. This enables a single piece of equipment to service multiple aisles and, consequently, a larger working area.
AS/RS unit-load fixed-aisle crane pallet containers in fixed-aisle unit-load AS/RS systems have limited aisles between them. Vertically and longitudinally, a gantry traverses these aisles to retrieve and store products. The hoist is attached to a solitary pallet aisle.
Mini-load AS/RS typically handles lighter cargo (up to 75 pounds (ca. 34 kg)) than unit-load systems. Mini-load AS/RS manages containers, trays, and cartons as opposed to complete palettes. These systems are sometimes called “case management” or “tote-stacking” systems. Mini-load AS/RS is ideally suited for operations that require storage locations for many SKUs but lack the floor space necessary for conventional carton-flow shelving to provide a select face for each SKU. Mini-load AS/RS systems can efficiently buffer and release/sequence products to select or palletize stations. They can be utilized to autonomously restock select locations, such as carton flow [16].
Shuttle-based AS/RS transports stock between storage structures via a shuttle or “bot” on a track. Depending on the requirements of the operation, they can operate on a single or multiple levels and be powered by batteries or capacitors. Shuttles transport the container or carton to a system-integrated workstation. When an item is requested, the courier travels to the product’s location and retrieves the container or carton containing the item. The shuttle will then either transport the tote/carton directly to a workstation or transition it to a conveyor that will transport it to the workstation. Various shuttle variants employ distinct designs to provide distinct advantages. For instance, one model is oriented vertically to maximize floor space. The transporters move around the perimeter of the rack before entering an aisle to retrieve a container and transport it to its integrated workstation. A third shuttle design employs a vertical rack, but each automaton moves on the floor and ascends vertically to retrieve its cargo. The robot then descends to the ground level and independently transports the inventory to a remote workstation. It will wait at the workstation until it is selected; at this point, it will be automatically designated a new task, and the procedure will be repeated [17]. The design of an autonomous mobile robot (AMR)–based high-density automated storage and retrieval system is that three-axis AMR robots travel vertically up a storage rack to retrieve the required inventory container or case. The autonomous mobile robot (AMR) stores the inventory or container independently before navigating down the rack and across the floor to any remote order picking workstations. The autonomous mobile robot (AMR) ascends the workstation’s incline, while the incorporated pick-to-light and software system indicates which item and how many are to be selected. The operator then deposits the correct item and quantity into one of the batched orders, after which the autonomous mobile robot (AMR) departs for its next assignment. This system offers exceptional storage density, throughput, and flexibility in labor requirements. Additional racks and autonomous mobile robot (AMR) can be added, removed, or relocated to accommodate current and anticipated activity levels.
Carousel-based AS/RS systems include containers of products or inventory that perpetually rotate along a track. When an operator requests a specific object, the system will autonomously rotate the bins to retrieve the requested item. A Lightree will select the appropriate carousel, shelve, and item, horizontal carousel (bins move horizontally on a merry-go-round) or vertical carousel (bins move vertically, as on a ferris wheel). Frequently, horizontal carousels are utilized for tiny items, components, documents, and essential materials [18].
The robotic horizontal carousel AS/RS is yet another type of AS/RS that is entirely automated. In these systems, up to three tiers of carousels are placed atop one another, and each shelf level is laden with containers or cases. All three vertical carousels operate independently to provide the necessary stock to an inserter/extractor device that runs in front of them. The inserter/extractor may transport up to two containers or cartons per journey to the take-away conveyor, which transports the products to a workstation. It retrieves returned inventory and places it back on a rack. Enabling the capacity and throughput to be increased by increasing the number of carousel segments with an inserter/extractor in front of them [19].
Vertical lift section (VLM)/vertical lift module (VLM) is a confined system with an inserter/extractor in the middle and containers on either side. It pertains to Goods-to-Person technology. When an item is requested, the inserter/extractor locates the required receptacle, retrieves it, and delivers it to an operator, who then fulfills the request. After completing the order, the VLM will return the tray to its appropriate location before retrieving the next requested tray. Trays can be either static or dynamic. In fixed systems, individual trays are always returned to the exact location; in dynamic systems, the location of individual trays varies.
Miniature feed stocker: A micro-load stocker stores and retrieves discrete or individual containers or cartons. A high-density footprint is suitable for buffering, sequencing, and point-of-use devices. The system is confined and has an inserter/extractor device that passes through the system’s center, selecting a particular inventory queue and then discharging the items onto an awaiting conveyor or workstation. Different variants store and retrieve objects differently, retrieving a single item or up to five items in one pass. This system can also store SKUs until required, discharging them onto a waiting conveyor. It can be incorporated with other AS/RS systems to enhance the performance of the other systems and drastically reduce conveyor and floor space needs.
To manage an AS/RS system operating under variable conditions, Manzini identified the most influential AS/RS system response parameters and proposed a dynamic multifactorial analysis. It determined the performance of a unit load and less than a unit load part-to-picker OPS, as well as the combined and uncombined effects of various system parameterizations. However, the author concluded that more research is required to examine the impact of OPS design on supply chain management. To reach and access the storage cells, a stacker gantry is positioned in the selecting aisle of a conventional AS/RS. The stacker crane can simultaneously move in vertical and horizontal planes to store and retrieve merchandise. The retrieval products are then placed on a roller and arranged on a conveyor according to the control system’s request. Conventional AS/RS handles only unit quantities of items, which is suitable when the system’s load variety is minimal. As previously stated, the explosive growth of e-commerce has resulted in many tiny orders consisting of a wide variety of cities and odd items. A complete pallet is typically too large, expensive, and inefficient for processing tiny and varied orders [12]. A solution is the proposed new AS/RS that can traverse aisles and partake in three-dimensional movement—providing a more precise travel time calculation than alternative methods. Consequently, the study contributed to developing a more flexible AS/RS system [20].
Wang claims that implementing RFID technology to automate warehouse storage and retrieval systems increases inventory visibility and traceability. It demonstrates a significant increase in warehouse data management efficiency and space utilization. The study compared an AS/RS system to an AS/RR system with RFID-enabled automated storage and retrieval units. It was determined that the AS/RR system could substantially improve the efficacy of storage, retrieval, and replenishment operations and enhance the flexibility and capability of warehouses. An AS/RR system entails constructing an RFID-enabled warehousing system in which each item can be stacked onto storage racks (S/R) at any time and in any available location. Consequently, a product can be delivered from an S/R at any arbitrary location within the storage system [21, 22].
3.2 Robotic mobile fulfillment systems (RMFS)
Unlike conventional automated storage systems, RMFS integrates mobile shelving, picking stations, and robotics. Consequently, RMFS has excellent development potential, and discussing its optimization objective potential is essential.
3.2.1 Time optimization
In RMFS, the mobile robot replaces the manual harvester who traverses the storage area, thereby reducing unproductive time. Due to the constraint of the required delivery date and the need to increase customer service satisfaction, various techniques can be utilized to maximize time during the order picking process. Gharehgozli and Zaerpour labored to discover solutions to the robot storage area’s problems. It was deemed a traveling salesperson problem with unequal distance, and various priority restrictions were imposed based on the urgency of the customers’ orders. They concluded that increasing the storage spaces in a fulfillment center would diminish the mobility robot’s movement time. The duration of the robot’s traversal of the storage area will vary based on the storage strategies employed and how they are combined [23]. Mirzam stated that, based on the warehouse’s data, the items most likely to be taken up at the exact moment were placed closer together in the warehouse and then decentralized stored. The method of related distributed storage may reduce the travel time of a mobile robot in an automated warehouse more than random storage, turnover storage, and related storage. In RMFS, in addition to research on robotics and picking stations, time management by employees at the picking station is crucial. The selection capacities of various selectors vary. When pickers stand in front of shelves with variable picking burdens, everyone’s working conditions will alter [24]. Yang describes the multi-deep compact robotic mobile fulfillment system; a semi-open queuing network model was developed, and an approximate mean value analysis was used to resolve indications in the RMFS. They determined that eliminating 0.1% of the spaces between shelving could increase order turnover. The issue was identified as a delivery-driven intralogistics synchronization issue. They used a mixed-integer programming model and a variable neighborhood search technique to save time and money for selecting and categorizing [25]. Jiang and Huang are known as a delivery-driven intralogistics synchronization issue. For picking and sorting, they employed a mixed-integer programming model and a variable neighborhood search method to cut down on the time and money spent on the process [26].
3.2.2 Cost optimization
Workers, robotics, shelves, and selecting stations comprise most of RMFS’s resources, which are paid for as part of the order picking fee. By effectively integrating and coordinating these resources, the cost of order selection may be reduced further [27].
3.3 Classification of order picking system in automated warehouse
The primary functions of a warehouse are receiving commodities, storing them, transporting them, and fulfilling orders. A distribution warehouse (DW) is where finished products are stored and customer orders are assembled. In contrast, a distribution center (DC) is a warehouse facility where inventory from manufacturing is stored before being distributed to the appropriate retailers. A system for retrieving products from storage in response to a specific consumer request is known as an order picking system (OPS) [28]. OPS is the operation that requires the most labor in warehouses with manual systems and the most capital in warehouses with automated systems. The activities of OPS directly impact distribution centers and, by extension, the performance of the supply chain [28].
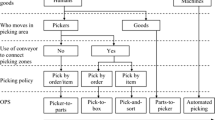
Different technologies can be utilized in choice systems, making selecting the optimal order system difficult. OPS design has not been extensively studied in the literature, although warehouse design is crucial in modeling logistics systems [29]. Picker-to-parts, pick-to-box, pick-and-sort, parts-to-picker, and automated picking are the five primary categories Dallari recommends for categorizing to assist warehouse planners in selecting the most suitable OPS. As shown in Fig. 2, the extent of automation increases from a picker-to-parts system to a fully automated selection. The research analyzed Italian facilities built between 2002 and 2006 to identify the primary factors influencing the selection of OPS [30].

Classification of order picking system in automated warehouse [30]
Following consumer orders, pickers proceed down aisles to select items in a picker-to-parts system. Using a pick-to-box system, the selecting area is divided into zones, each allocated one or more selectors. A conveyor links all the picking zones on which crates containing the picked products, each corresponding to a specific customer order, are deposited. In a pick-and-sort system, employees in the picking area place the quantity of each item resulting from combining multiple orders on the takeout conveyor that connects the forward area to the sorting area and then sorts the items according to their quantity. A computerized system then determines the destination berth for each item; each destination bay corresponds to a specific consumer order. As a consequence, the sample size within these OPS is consistently large. In a parts-to-picker system, a mechanism conveys unit loads from the storage area to the choosing stations (also known as picking bays), where pickers select the required quantity of each item. A storage area may contain carousels, modular vertical lift modules, microloading, and AS/RS. This selection system reduces expenses, labor hours worked, and space utilization.
As depicted in Fig. 3, the primary warehouse operations include (i) receiving, (ii) transfer and storage, (iii) order picking/selection, (iv) accumulation/sortation, (v) cross-docking, and (vi) shipment. Receiving involves offloading products from the transporting vehicle and updating inventory data. Transferring and stowing entails moving incoming products to storage locations. Order selection is essential because it consists of acquiring products for consumer orders. If orders have been selected in batches, the accumulation and sorting of orders into individual orders are required. Orders must frequently be packaged and piled on an appropriate unit after selection. Cross-docking occurs when products are transferred directly from the receiving piers to the cargo docks. Some current warehousing activities, such as the batch delivery process, tend to be supplanted or diminished due to market trends, such as updating warehouse structures. The primary activity performed in a warehouse is material handling, which focuses on the input, and the output of a storage facility is frequently palletized. The warehouse inventory must be frequently updated to accomplish the aforementioned tasks [28].

Typical warehouse activities [28]
Consequently, collecting inventory data and utilizing software to manage demand from receiving and transportation operations is crucial. Additionally, automated machinery can expedite all processes. Based on the warehouse’s activities, three concepts, namely managerial solutions, automated equipment, and data collection technology, were selected and examined in the papers. A framework that should provide future directions for flexible warehouse automation was added to these structures and used to categorize the reviewed publications. Following a review of publications about the development of automated machinery, subgroups were formed based on the technologies discussed in the articles. This category’s subgroups include automated storage, automata, and transportation systems.
The principal issues addressed in the papers were the requirement for malleable grippers to manage products of different shapes, sizes, and weights. There is a need for flexible robotics that can be rapidly reprogrammed to new duties due to rising mass customization and rapid e-commerce growth. The absence of human–robot cooperation caused by robot safety issues. Automated storage and conveyance systems represent only 15% of the computerized equipment technology discussed. However, due to its adaptability, AGV is the optimal technology for use in a warehouse, according to some authors.
3.4 Order picking strategies
Certain order picking strategies can be implemented during the order picking process to save on operation stages or reduce the number of pickers. Order picking strategies include layout design, storage assignment, routing method, order bundling, and zoning [31]. The following are the critical order picking policies defined by de Koster and specific applications in the “picker-to-parts” picking system [28].
Layout design in the selecting environment comprises two sub-problems: the facility’s layout housing the order picking system and the layout within the order picking system (internal layout design or aisle configuration problem). Making more efficient use of warehouse space is possible, thereby reducing labor and handling costs and boosting selection efficiency. This can be accomplished by meticulously calculating and analyzing the number. It is possible to maximize warehouse space utilization, thereby reducing labor and handling costs and increasing selection efficiency. This can be achieved by accurately estimating and investigating the number of channels in the picking region, the length, and breadth of channels, and the architecture and distance of essential picking equipment.
Method of routing: The objective of routing policies is to sequence the items on the pick list to ensure a decent route through the warehouse and reduce unnecessary turn-backs by organizing the picking route appropriately. A storage assignment method is a compilation of principles for assigning products to storage locations [28]. Random storage, storage at the nearest open location, dedicated storage, storage with complete turnover, and class-based storage are the five most common forms of storage assignment. Random storage necessitates computer use, which is advantageous for those who store items. The closest available storage location will result in unequal storage space utilization. Dedicated storage can economically store items. The selector will be familiar with the product locations, but the space utilization rate is low. Because total turnover storage results from dynamic data, it is necessary to determine the future cycle’s turnover rate. Class-based storage is appropriate for those with a significant difference in turnover rate and item size (precise categorization standards), making storing products simple but space-inefficient. The routing policies aim to sequence the items on the select list to ensure a decent route through the warehouse and prevent unwarranted turn-backs through an appropriate picking route design.
Combining multiple orders into a single order bundle is known as order batching. Batch selecting in a single picking procedure can increase the picking density of each order picking procedure [32]. Orders incorporated by predetermined standards may reduce the average walking distance and selection time.
Each order picker is only required to complete a portion of the order, selecting the zone where the order is located. There are two different forms of zoning: parallel and pick-and-pass. The harvester must be familiar with the positioning position and distance of product movement. Pickers from multiple locations can efficiently select orders in a brief period. On the other hand, work-life balance should be emphasized.
3.4.1 Single order picking strategy
We face the challenge of managing discrete and frequent e-commerce orders. An intelligent B2B order processing system is proposed to bathe e-commerce orders based on fixed and variable time-window batching, thereby reducing the picker’s repetitive visits to the storage area [33]. Zhong incorporated and optimized order batching, order batching, and product packaging, and a mixed-integer nonlinear programming model was developed. This investigation makes batch-based order picking possible based on local locations and time windows. It can also be combined with other warehouse procedures to increase order picking efficiency, decrease order lateness, order picking and delivery costs, and decrease time spent on nonproductive activities. The picker can complete order fulfillment with proper order scheduling in the warehouse and adequate product storage. The stowage area supports numerous storage methods. Previously, the identical objects were layered together [34]. Cals B minimized the number of delayed orders that could not be delivered on time by modeling the online order batching problem as a semi-Markov decision process model, aggregating orders according to a predetermined time window, and employing Deep Reinforcement Learning to solve the OBSP problem. Jiang suggests a technique for bulk processing and aggregate order decomposition. Close positions are utilized for bulk orders, and a MIP model is devised to reduce the picking distance. With the approach of proximal policy optimization, the issue is resolved. Modern supermarket chains are beginning to take online orders in addition to conventional warehouses. By selling food products online, supermarkets with warehouse operations face more difficult selecting conditions [35]. Zhang created an explosive (random storage) strategy and commingled bin storage strategy, in which minuscule quantities of the same goods or SKUs are dispersed throughout the warehouse in numerous locations. Using a mixed-integer programming technique, the order picking time was then reduced [36].
3.4.2 Multi-order picking strategy
Integration of multiple-picking strategies allows for analyzing and resolving various order picking problems. Vanheusden proposed a mixed-integer programming paradigm in tandem with the order aggregation and zoning selecting strategy based on a predetermined time window. To improve the picking efficacy of order pickers, they also employed an iterative local search method to address the burden balancing and delivery of product issues [37, 38]. The storage assignment problem of picking operations in e-commerce facilities was solved using a picking based on an information physics system and a heuristic multi-objective genetic algorithm, which minimizes order picking and transmission waiting periods. While discussing multiple order picking algorithms, most studies carefully consider order grouping, storage assignment, and other factors. D’Haen investigated the vehicle delivery issue, order bundling, and optimal route choice based on active vehicles to reduce picking time. To maintain a high level of customer service, they demonstrated the importance of anticipating the delivery of future orders. To minimize order delays, they also assigned orders to specific vehicles based on the destination of consumer orders [39]. Goeke and Schneider developed a scattered storage approach to separate the picker and cart, multiple-end depots, and determine the best picking path, considerably reducing costs associated with the order picking process [40].
3.4.3 Other picking strategies
This section’s main problem does not include the previously mentioned order picking strategy. In Wang et al. [41], they divided the orders and the SKU selection process between two warehouses. Then, they utilized virtual warehouses to represent their problems and a hybrid algorithm to resolve them. Their analysis revealed that unit order separation substantially reduced the overall cost of the storage assignment scheme. Goeke, D. created a decision support model and a general variable neighborhood search–based algorithm that can reduce costs by an average of 13% compared to sequential choosing for order picking and order delivery issues [42]. Wang developed an analytical model for the average order picking density and order transition time of the process-picking system and compared it to the batch-picking system [43]. The process-picking system was superior to the batch-picking technique in some situations. Klumpp and Loske used non-parametric data envelopment analysis to assess the effectiveness of hand-picking [44].To reduce the processing time of delayed orders, Yang P presented a real-time warehouse monitoring and order processing system based on warehouse event data [45].
3.5 Order picking policies
The traveling salesperson problem (TSP) and the bin-packing problem (BPP) are classic combinatorial optimization problems that arise in numerous practical applications, such as warehouse operations. In computer science and operations research, the TSP is a well-known problem. It entails determining the shortest route a merchant must take to visit a given list of cities, returning to the starting point after visiting each city exactly once. The problem is NP-hard, which means that in the worst-case scenario, finding an optimal solution requires an exponential quantity of time. TSP can be utilized within logistic operations to optimize the selection path for order fulfillment. TSP can assist in reducing the time and labor required for order pickup by determining the shortest route through the facility that visits all the necessary locations. The BPP, on the other hand, entails packing a set of items into a specified number of bins to minimize the number of receptacles needed. This problem is also NP-hard, making it difficult to find an optimal solution. BPP can be used to optimize the positioning of products on pallets or in storage in warehouse operations. By efficiently packing items into as few containers as feasible, BPP can reduce the storage space required and enhance order picking efficiency.
Several studies about order picking policies are summarized below. Persson and Saccani presented a simulation model for administering the after-sales logistic network that utilized a PSO to determine which cross aisles and picking aisles would be most advantageous for various pre-planned collection and deposit locations within a unit-load warehouse [46, 47]
When orders are “bulk processed,” they are divided into multiple sets of orders. The batch system can organize these clusters of orders to reduce travel time. Order queuing is an essential consideration for order selection policies. We reviewed several studies that examined order-combining systems. In addition to route distance, the GA-Batch and GA-TSP batch selection models consider the costs associated with early arrival and late departure penalties. Using GA-Batch, an optimum combining method was discovered. The GA-TSP was used to identify the batch’s most efficient order picking path by minimizing trip time [9]. Henn and Wäescher modified the Gademan and van de Velde model [48] to address the order batching problem for order picking using two different approaches [49]. The Tabu search and an Attribute-Based Hill Climber (ABHC) were tested using benchmark issues from the literature. Lin, Kang, Hou, and Cheng integrated order batching and order picking routing’s essential function in a single model. Using the PSO algorithm for order batching and order selecting, they enhance the model [50]. Azadeh applied a Taguchi-based strategy to the issue of inventory routing and used GA to solve it.
The warehouses’ design and the objects’ positioning in the storage zone were examined, and comparisons of the results were reported in the literature [51]. In de Ruijter [52], de Ruijter emphasized an order picking policy by designing a device to insert products into a picking zone. A heuristic interaction frequency quadratic assignment strategy was developed to achieve a compromise between placing frequently ordered items close to the depot and arranging pairings of items with a high interaction frequency, which required them to be close together. Using cluster-based positioning techniques, relationships between groups of products have been identified. Azade analyzed the general warehouse design methodology in the literature and outlined a step-by-step procedure for designing a warehouse that considers storage and pallet assignment. The investigation assumed all pallets and storage locations were the same type and size. They solved the storage assignment problem using the class-based turnover assignment method by presuming that pallet assignment was of little importance [53]. de Ruijter designed a heuristic solution based on genetic algorithms (GA) to address the storage assignment problem for a pick-and-pass system with multiple selectors. They aimed to balance the burden in each selecting zone and identify the optimal storage location for every product [54].
3.6 Order picking–related optimization indicators
De Koster summarized the warehouse design and optimization objectives, which include minimizing the throughput time of order, minimizing the overall throughput time (e.g., to complete a batch of orders), maximizing the use of space, maximizing the use of equipment, maximizing the use of labor, and maximizing the accessibility to all items [28]. Staudt categorized warehouse performance indicators as time, quality, cost, and product reduction. Choosing is an important evaluation metric for each dimension [32]. The derived performance categories identified by Jaghbeer are throughput, lead time, human factors, quality, flexibility, operational efficiency, and costs [55].
3.7 Automated guided vehicle for warehouses
In warehouse daily operations, pick and place operations cause an increasing proportion of costs, accounting for nearly 55% of warehouse daily operation costs [28]. Traditional warehouses use the “Man-to-goods” approach; it must be noted that this operation tends to have a high labor cost and low selective presumptive. In the last years, automated guided vehicles (AGV) and fully or semi-automated warehouses with the “cargo to person” picking operation have attracted tremendous attention; for example, Amazon’s KIVA automated system as illustrated in Fig. 4 [56, 57]. The Kiva system represents the cutting edge of contemporary warehouse automation. The Kiva system is a cutting-edge automation tool for managing the movement of goods from warehouses to customers. The company Kiva system created it. The Kiva system handles the entire material handling process for picking orders, packing orders, and replenishing shelves with new stock. The system delivers the requested goods to the worker while the operators remain at workstations. Kiva uses an advanced control system and hundreds of mobile, autonomous robots. These tiny, mobile robots transport the pods to the human operator after carrying them from storage by doing away with the typical human strolling method of picking orders. The Kiva system comprises various parts [57]. The Kiva system’s key elements include mobile robots, inventory, shelves (or pods), and software. The summary of the Kiva system’s mechanism is shown in Fig. 3. Each inventory has its bar code, and pick-to-light and place-to-light systems are available in the pods. The pick-light system uses laser lights inside the pods to indicate what must be picked up. The operator scans the item’s bar code when it is picked up, and then the location where the item should go to fulfill the order is once more shown by the laser light, or “put to the light system.” The system’s precision is improved by using this ground-breaking station-based pick-to-light, put-to-light, and scanning technique. The idea behind the AGV unmanned warehouse is to replace human pickers with numerous AGVs, receive job requests from the picking stations via the network, and carry out parallel operations for sorting and storing items. The number of AGVs, picking stations, and picking station locations should be decided upon while developing an AGV unmanned warehouse. First, there are two components to wait time: AGV and picking station numbers [58]. For instance, when the number of picking stations rises, the AGV queue time decreases, and their operational efficiency increases, reducing the overall number of AGVs while increasing the number of picking stations, workers, and equipment. Second, the design of the picking stations directly impacts how far the AGVs’ responsibilities must be carried. Carrying distance is the distance AGVs cover as they transport the rack from the target rack location to the picking stations. The carrying distance between the target shelves can be significantly decreased with a well-designed picking station architecture and the selecting stations, which shorten the time it takes to complete the work. The efficiency of picking in the autonomous warehouse is further impacted by task scheduling throughout operations. To address the evolving needs of logistics warehouses, Chen et al. [58]. proposed a mechanical and control system architecture of visual navigation for AGV in a small agile warehouse that simulated the environment of a logistics warehouse and tested the navigation performance of the designed AGV. According to experimental findings, the AGV’s visual navigation system can accommodate the need for flexible storage because it is flexible and precise. Pallet detection and management become crucial for automating processes and meeting new demands. This resulted in developing a detection system that uses 2D pattern recognition to locate, identify, and trace pallets near autonomous mobile forklifts. The detection technique is an automation enhancement for manually operated forklift vehicles that adds a new autonomous working mode and creates a highly adaptable pallet handling system that can be used in public areas. This system employs cameras instead of as many sensors in the warehouse facilities to increase flexibility, reduce installation costs, and accelerate implementation [59].

An abstract of Kiva region in a warehouse [57]
4 Evolution of AGVs
AGVs are self-driving vehicles that transfer unit loads inside a plant or warehouse without the assistance of a human operator [60, 61].
AGVs have been used in factories and warehouses for over 50 years: initially designed to move substantial and heavy goods such as rolls of uncut paper or engine blocks, they are now used to transport smaller unit loads as well [62, 63]. Furthermore, current technical breakthroughs in wireless communications, computer power, and mechanical components are making autonomous cars cheaper and smaller, favoring their broader use in various sectors of application and industries [57].
Traditional AGV navigation technologies include wire, inertial, and laser guidance. AGVs based on wire guidance technology may sense the cables buried in the floor or the magnetic tape on the floor surface inductively to identify their relative position [62]. Most current versions of this technology use reflective, colored tape on the floor surface [64] that does not have magnetic qualities. The tracks indicated by the wire or tape correspond to the only feasible routes the AGV can take in all versions [64]. Instead, AGVs based on inertial guiding use magnets positioned at regular intervals on the floor to detect their position. Finally, laser-guided AGVs are outfitted with a spinning laser emitter-receiver that detects the vehicle’s position by triangulating the distances from retro-reflecting landmarks throughout the facility [62, 65].
Kelly defined free-ranging systems as systems capable of deviating significantly from their guide courses. They suggested an AGV navigation system based on computer vision that eliminates artificial landmarks and downward-looking vision cameras mounted on the vehicle. Floor mosaics are navigation maps to guide the car through the factory floor [62]. Herrero-Perez, D. and Matinez-Barbera, H. investigated free-roaming AGVs as healthy vehicles still use laser navigation in their proposed solution. Still, localization is improved using odometry or motion sensors that measure the change in location over time [66, 67]. Cardarelli, E. described a similar concept: a collection of sensors on the AGV and the warehouse building supplements the typical laser guidance system. Sensors also scan the area, detecting potential obstructions and assisting an obstacle avoidance system [68]. The literature recently discussed a new navigation technology in which trucks are outfitted with sensors that scan the surrounding environment and create a virtual warehouse map [64].
AGVs are increasingly being referred to as self-driving vehicles. Berman defined AGV autonomy as the ability to manage mission allocation without the assistance of a central node; this is possible when each vehicle, equipped with Wi-Fi communication devices, can communicate in real time not only with the central information system but also with other vehicles and workstations [69]. Herrero-Pere offered a more advanced method, describing a multi robot system (MRS) in which AGVs communicate with each other and a central node. Traffic control, in particular, is a direct negotiation among vehicles that need to access the same area simultaneously: vehicles autonomously define priorities based on a local grid map of the environment and a set of pre-defined criteria [66]. D’Andrea, R. presented cars that can communicate with each other, picking stations, and a central Job Manager node in charge of task allocation in a similar instance [57]. Digani, V. proposed a hierarchical path planning algorithm that blends a centralized and a decentralized method [70]. Once the warehouse’s sectors have been specified, local coordination among AGVs is used to give resources to one vehicle at a time, avoiding deadlocks; a centralized node is only involved in global path planning when a path traversing different sectors must be set. Books also gave many options for AGV communication and management. For instance, they have presented a multi-agent system comprised of AGVs, production cells, and four central software agents, with the software nodes making all decisions [71]. The Material Management Agent, in this instance, assigns AGVs to requests for material transfers from the manufacturing cell, while a Traffic Controller Agent is in charge of preventing vehicle collisions, providing a context in which AGVs have a local computation capability employed for localization; nevertheless, direct machine-to-machine (M2M) communication is not permitted [64]. In contrast, a central computer coordinates all activities via regular connection with all vehicles. Finally, develop a simple workshop consisting of four processing stations. Cyber-guided vehicles can interface directly with stations and autonomously choose which station to serve based on an algorithm running on their microcontrollers [72].
4.1 Technological advances of AGVs
4.1.1 Hardware advancement impacting AGVs
Sensors
Various compact, cost-effective, and energy-efficient sensor systems provide data for autonomous navigation on AGVs. Integrated laser scanners such as Light Detection and Ranging (LiDAR), 3D cameras, accelerometers, gyroscopes, and wheel encoders, which provide information on wheel positions to calculate the distance the robot has driven or turned, capture and transmit vast amounts of information regarding the AGV’s immediate, extended, and anticipated environments as well as its internal condition [73]. LiDAR laser scanners provide an exact distance point cloud relative to the AGV’s environment, while 3D cameras provide exhaustive angle assistance, enabling the detection of obstacles. Due to their simple dynamic usage and rapid depiction, these technologies have acquired popularity. AGVs are not “blind” and are aware of their environs. This affects the selection of the guide path, the detection and avoidance of collisions and deadlocks, and the management of failure. By perceiving its surroundings, an AGV can assist, cooperate, and interact with humans and machines, leading to improved decision-making [8].
Robot locomotion mechanism
The locomotion system of a robot significantly impacts its stability, maneuverability, and kinematics. Most AGVs have two independently driven wheels with many omnidirectional supporting wheels or one steerable traction wheel in the front with supporting wheels in the rear. This provides a low-complexity and cost-effective trade-off for the characteristics above. Other wheel or limb configurations, arrangements, and combinations exist for AGVs. Swedish or spherical wheels or the addition of more legs can make a robot more maneuverable and enable it to move in any direction along the ground plane at any time, regardless of its orientation [74] Wheeled robots are frequently the primary option since many intralogistics operations ask for a high level of steadiness. Legged robots, however, are often used to try to travel across uneven terrain. For use in intralogistics, several firms have introduced legged robots. Two examples are SPOT by Boston Dynamics and ANYmal C by ANYbotics [75]. The enhanced flexibility of AGVs’ movement and placement necessitates using suitable route planning techniques, and the service sites must be accurately identified [76].
Batteries
The battery management of AGVs is significantly impacted by increased energy capacity and advancements in charging techniques, including wireless power transmission and conventional plug-in connection power. According to studies, wireless power transmission may be used in many situations to replace cable connections [77]. AGVs’ weak points, which decreased performance, consumption, and processing power, were their small battery capacities and lengthy charge periods. Traditional lead-acid high-capacity batteries also demanded more oversized vehicles. For example, the latest lithium-ion high-capacity batteries allow longer operating times and offer more power for the computations required for autonomous operations and navigation. Also, they enable the robots to be smaller (this also applies to the newest AGVs), enabling their deployment in places with narrow aisles or even immediately underneath loads packed closely together in deep lanes [78].
Manipulating equipment
New services and material handling procedures may be implemented by uniting autonomous mobile robots (AMRs) with various manipulating devices. Robotic manipulators allow AMRs to pick up individual things and lift unit loads [79]. AMRs can work together with people and other AMRs to complete transportation-related activities. Planning must be done in the short and long term for the expanded range of activities AMRs provide. This entails establishing new strategies for delivering these services, creating ways for AMRs to collaborate, and integrating their scheduling with production plans to guarantee cooperation at the appropriate time and location [80, 81].
Processing devices
The AGV’s capability to make real-time judgments enables it to navigate and function in a dynamic environment. Because it required a lot of computer capacity in the past, mobile robots’ ability to make intelligent decisions was previously restricted. Real-time decision-making for AMRs is now possible thanks to the development of ultra-low-power AI processors [82]. For the recognition of faces, bodies, gestures, objects, and scenes, robust AI-focused CPU architectures like the Intel Nervana, NVIDIA Developer Boards, and Kneron AI SoC are widely accessible today. This change has a particular impact on AGVs’ operational-level decision-making. Calculating complicated judgments opens up new possibilities for dynamic routing and scheduling, navigation and classification, and appropriate response to impediments.
4.1.2 Software advancement impacting AGVs
Simultaneous localization and mapping
SLAM, a real-time navigation auxiliary technology, integrates the two tasks of estimating the location of an object on a map and producing precise area maps of the surroundings [83]. In the mapping process, dynamic barriers are filtered out of 3D point clouds obtained from scanning sensors and converted to a reference map. Integrating the sensor data to pinpoint the AGV’s location at any given moment precisely has proven challenging. The use of Kalman filter technology has recently resulted in a breakthrough. To create a probability distribution across all potential robot positions and to forecast a robot’s position and orientation, estimates from several sensor sources must be merged [83]. The Kalman filter uses a recursive method to adjust the forecast over time. Disturbance and sensor inaccuracy concerns can be resolved by using many measurement sources [84]. Indoor real-time location systems employing ultra-wide-band technology and outdoor global positioning systems using space network satellites may enable SLAM for high precision and dependability. Trilateration and multilateration techniques are used to determine the precise locations of the AGVs.
Motion planning
Motion planning is a crucial component of equipment manipulation and vision-based navigation systems. The motion planner may determine the robot’s size, dynamics, and a feasible, collision-free path from the starting point to the final position using the environmental representation as input [85, 86]. To get to the set of guiding points along the path, the motion planning algorithms also give speed and turning instructions to the vehicle actuators like the wheels or manipulator. The AGV trajectory may be tracked using sensors and SLAM technology, which provides input to adjust its location. The motion planner enables the AGV to slow down or even halt in dynamic conditions to adjust to traffic or congestion. A new collision-free path will be produced if predetermined pathways are rendered impractical by an unforeseen barrier. The AGV makes all necessary guidance path, routing, and obstacle avoidance decisions. AGVs (and other robots) may be controlled using scripts from several open-source platforms [8, 87].
Artificial intelligence
Hardware advancements have made it possible to apply AI approaches to assist AMRs with both navigation and service delivery. AMRs move independently in a dynamic and unpredictable environment, unlike AGVs, where most circumstances and tasks are predictable and can be solved by established decision rules. Obstacles can be recognized and categorized using AI techniques like machine learning (ML) and vision systems. Popular fusion techniques include fuzzy logic, neural networks, neuro-fuzzy, and evolutionary algorithms to guide the robot from its starting point to the objective without colliding with any nearby obstacles [88, 89]. These methods are inspired by the brain’s capacity to carry out complicated tasks by making inferences about, adapting to, and reacting to environmental changes. These behavior-based learning techniques can be utilized to address the complex control issues that autonomous robots face when operating in an unfamiliar environment. Without these methods, AGVs would respond uniformly to every barrier. AI’s introduction impacts all decision-making processes by creating new avenues for thought. AI’s planning, machine learning, and visual aspects have proven particularly promising.
4.2 Intelligent AGV control
Establishing an autonomous decentralized manufacturing system (ADMS) requires an intelligent material handling system. In particular, intelligent material handling systems heavily rely on autonomously guided vehicles (AGVs). Two kinds of issues occur when the AGV is supposed to be driven independently in ADMS. The autonomous vehicle navigation challenge is the first issue. Preventing AGV collisions is the second issue. Numerous studies address the issue of automobile navigation. In the 1980s, early efforts [90,91,92] are visible in the field of geometric inference. They address what are known as terrain navigation issues. Typically, a geometric model represents the topography. In certain situations, breaking the terrain surface into small polygonal regions based on its boundary representation is a common strategy, and heuristic methods are used to solve the navigation problem. A heuristic method [92] finds the shortest path across a border between polygons by weighing the polygonal spaces according to their inclines, utilizing Snell’s row. Rather than focusing on the navigation problem, these methods fall under the category of computational geometric modeling and address efficient surface division. The navigation problem is approached using genetic algorithm (GA) techniques [93]. Although no information is provided about a factory, GA can create a route for the vehicle’s navigation system from a start spot to a goal location. GA methods are effective. On the other hand, before navigation, a path is predetermined. The AGV cannot determine the proper path if it accidentally deviates from the intended path. The AGV finds it challenging to navigate the factory because humans and other impediments are frequently present, forcing it to reroute and avoid them.
The navigation problem is also approached using the fuzzy technique [94]). This method is based on an AGV moving along a wall. Fuzzy inference determines the AGV’s next course of action when it avoids colliding with obstacles. This strategy fits into the previously mentioned second difficulty.
Barto proposed a machine learning approach to the navigation problem [95]. One type of reinforcement learning used in machine learning is Q-learning (Q-L). Q-L utilizes the concept of stochastic dynamic programming to solve the navigation problem and identify the right path. Due to its ability to learn appropriate actions through offline and online experiences, without requiring an understanding of the surroundings, Q-L has garnered a lot of attention. When Q-L is used to solve the factory’s AGV driving problem, all the factory’s coordinates are requested. Typically, the coordinates are represented by tiny cells that are used to segment the factory floor.
4.3 Autonomous intelligent vehicles (AIV)
Over the past 25 years, research on autonomous intelligent vehicles (AIV) has produced numerous breakthroughs and capabilities. AIVs will surpass AGVs, or automated guided vehicles, at the forefront of material handling technology [96]. AIVs can function reliably and safely from a distance when called upon by the Manufacturing Execution System (MES) [96]. Every supplier in the industry must keep up with developments in progressive manufacturing methods. Manufacturers around the world are required to uphold modern production practices. Maintaining product flow throughout periods of changing manufacturing and product design calls for flexible, autonomous manufacturing or FAM. The scheduler will alter protocols after receiving a signal from the Manufacturing Execution System (MES) when the product modification is underway. Future smart factories will require seamless and flexible movement of parts and products. Intelligent vehicles (IVs) are autonomous robotic vehicles that navigate and perform specific tasks, as defined by Deuchonˇ et al. in 2012 [97]. AIVs are essentially logistics robots, according to the Robotic Industries Association, since they transport goods via the supply chain, a procedure known as intralogistics [98]. Many AIV suppliers are available today, providing a wide range of services from custom AIV development and build to fully autonomous industrial fleet solutions with fleet management. Many businesses worry about expensive, created solutions that require annual licenses because of more stringent financial planning. Despite the high investment cost, FM offers quick payback because these production processes run around the clock. Amidst current global unrest brought on by Brexit, the economic slowdown in China, and US trade embargoes, it seems sensible to allocate resources towards FAM and affordable AIV solutions. AIV technology on the shop floor of the automotive sector needs to coexist peacefully with people. AIVs must be adaptable, simple to program, safe, cooperative, precise, and repeatable. They must meet these requirements to be integrated into the industrial shop floor. AIVs will take the place of human operations that robotics can safely and with negligible mistakes replace. Indri et al. [99]. indicate that AIV technology is becoming increasingly popular in the industrial sector. By enhancing the adaptability of material handling in production line automation, AIV technology can potentially improve automotive manufacturing.
4.3.1 Progression from traditional robotic arm to AIV technology
Barret Electronics Engineering created the first autonomous vehicle in 1954, which they dubbed the automatic guided vehicle (AGV) before renaming it the AGV in the 1980s [98]. The automotive and manufacturing industries can efficiently carry goods and parts over short or long distances thanks to AGV technology. Additionally, it increases material handling and transportation time efficiencies. This lowers “beat rates,” or the time it takes to make a product, which lowers expenses. It is incredibly durable and comes with various vehicles for various tasks and uses to fit an industrial process. They use a variety of infrastructure to function, such as QR codes for navigation and magnetic strips. Modern AGVs use software and sensor technologies to facilitate navigation. They follow their predetermined paths without deviation and are accurately regulated. They facilitate safe mobility and interpersonal communication with sensor technologies such as bump, infrared, and proximity sensors. AGV robotics should not be confused with industrial robotics, even if they are a type of service robot used in industrial manufacturing environments. Like any other manufacturing sector, the automotive industry is constantly pressured to produce high-quality, reasonably priced parts [100]. Manufacturing procedures must be continuously evaluated to preserve cost to market to meet these goals. Manufacturers have focused on transferring and transporting parts and goods as a field where machinery can move goods without requiring human intervention. After that, the operator might be retrained for a more intellectually demanding duty. The manufacturing sector was the first to use AGVs to shorten product transfer times between cells. AGVs provided essential production flexibility, but their primary use was in bulk material distribution. Recent years have seen improvements in autonomous AGVs that have kept their market share. The development of autonomous intelligent vehicles (AIV) as a robotics service platform has led to a significant increase in the integration and expansion of AIV manufacturers. These AIV producers provide industrial solutions only under license and at a premium price. AIVs will lessen the daily distance employees who push carts to distribute goods at manufacturing facilities worldwide must walk. AIV technology must be implemented to replace the repetitive task of pushing carts. Additionally, AIVs will provide flexibility by reducing the need for fixed, single-purpose conveyor systems. The industrial shop floor will become more accessible thanks to AIVs’ seamless cell-to-cell transportation of items. Service and intralogistics robotics are proliferating due to consumers’ ever-increasing demands for quality, dependability, and productivity. Investing in these logistic robots will reduce expenses by boosting supply chain efficiencies and reallocating people to critical tasks.
4.3.2 Omron AIV high cost
One of the most well-known manufacturers of industrial automation worldwide is OMRON. Omron boasts more than 17 years of experience with AIV technology, thanks to their considerable competence in sensing and control technologies [96]. They have created an expensive robot called an AIV. The main characteristics that place this AIV in the high-cost group are the following.
Navigation
Omron has developed a patented navigation system to accommodate artificial light changes in production environments. The floor map is “overlaid with the light map.” By doing this, errors brought on by changes in its environment are eliminated, ensuring accurate operations. To go to its pick and drop sites, Omron LD will always take the shortest route [96].
Safety
Omron provides a comprehensive safety suite of sensors by adhering to International Organization for Standardization (ISO) regulations. Their primary laser has a safety rating. When it detects a person in the way, it will either stop or slow down accordingly. It cannot drive over an object because of its lower laser. In addition to preventing side collisions, the side laser can be programmed to allow for minimum pathway widths or minimum separations between objects and people. An infrared proximity safety sensor that indicates a precise location is the front bumper sensor. The rear sonar identifies the docking station, and an object is kept out of the AIV’s path by the rear laser [96].
User ability
Omron provides mobile planning, fleet management, job prioritization, and MES communication. Over 17 years, this development has accumulated a significant amount of engineering hours. They provide flexibility in several material flow and process areas, including cart and particular height transfer stations. Before the handover, Omron provides warranties on their integration and service. Through a feasibility assessment, they provide a plan tailored to specific operations [96].
4.3.3 Waypoint AIV intermediate cost
According to Waypoint Robotics, their mobile robot manufacturer is the most user-friendly [96]. They also perceive a potential in the manufacturing sector, where walls and machines are primarily fixed features despite constant environmental change in the surrounding area. The Vector can dock in highly constrained spaces thanks to its mecanum wheels, which can rotate on its axis. Its 124 kg payload, which provides heavy industrial capabilities, is its main asset. The primary characteristics that offer Waypoint Robotics intermediate cost.
Navigation
A pre-configured PC with powerful ROS features is available from Vector [96]. Robot Operating System (ROS) navigation provides maritime services to users without requiring a license. This is intrinsic to ROS and provides a small and easily adaptable design. It can navigate with accuracy and efficiency thanks to its dual laser scanners. The front and rear lasers of an ordinary indoor robot provide two-dimensional navigation.
User ability
Waypoint provides a small, fully autonomous, omnidirectional, industrial-grade robotic system. They offer both outdoor and indoor robotics according to the client’s needs. Waypoint provides an improved architecture for safety [96].
4.3.4 Robotnik low-cost AIV
Robotnik is an inexpensive AIV designed exclusively for indoor use. It can only carry a weight of 50 kg. Even while a 50 kg payload is sufficient for standard boxed product delivery, its usefulness may be significantly diminished if a mechanical build is required for a particular function. The RB-1 has mecanum wheels, although they are idlers without motors. Their differential drive system allows them to rotate on their axis. Its low cost is because the RB-1 is a development robot. It features low-level control software that comes with the robot [96],it lacks a mobile planner, fleet management, task prioritization, and MES communication.
Navigation
ROS native provides functionality for the Robotnik’s navigation. Customers can use it to navigate without having to pay a license charge. This development robot is not an out-of-the-box solution, so developers must configure it, even though ROS offers a vast library of navigational data. Rangefinders with a 5- to 60-m range can be integrated into the Robotnik. The 3D sensors are used for navigation, mapping, and obstacle avoidance.
User ability
The software comprises a Human Machine Interface (HMI) user interface, a navigation system, a control system, and a laser-based tracking system [96]. The low cost of the Robotnik RB-1 allows R&D staff to create and assemble a low-cost intralogistics system tailored to a business. When developed, it might produce a flexible system that can lead to Industry 4.0 and future flexible production.
4.4 AGVs in an industry 4.0 context
The fourth industrial revolution in manufacturing is known as “Industry 4.0.” The Information 4.0 paradigm prioritizes information. By extracting and enhancing information from data, the paradigm provides value [101, 102]. Future factories will use this paradigm to enable mass customization and increase horizontal and vertical integration. There is no longer a requirement to rely on central architectures to control those aspects because there is the potential for unfettered data flow between components of the production or logistics ecosystem. AGVs must be clever, gathering pertinent data to make wise judgments quickly. AGVs will perform a broader range of tasks in addition to transportation. AGVs will not remain homogeneous in an Industry 4.0 environment [103, 104]. They can perform more than just transportation using their intelligence and tools. The use of AGVs for “Ad Hoc” solutions will increase. This is true because AGVs will be employed in particular contexts and furnished with tools to carry out specific duties. We anticipate an AGV fleet to be more diverse, adaptable, and dynamic, with each vehicle having unique capabilities and being able to function in a flexible manufacturing system “plug-and-produce” style [104, 105]. AGVs require a novel control architecture that relies on decentralization in addition to big data, interconnectivity, and cloud computing to fully achieve the potential of the Industry 4.0 paradigm. Each component in a system will have its intelligence, producing data for independent information retrieval instead of having the system’s complete intellect concentrated in a single control unit [106]. The authors are specifically interested in this decentralization, particularly the adoption of general AGV control. This acceptance in conventional industrial systems is described in the following section [107].
5 Collaborative robots
The use of robots as human decentralization palletizing, picking, and packing solutions to improve the efficiency of a warehouse was covered in the evaluated studies [108]. The need for flexible grippers to handle objects of various shapes, sizes, and weights, the requirement for flexible robots that can quickly be reprogrammed for new jobs, and the lack of human–robot collaboration brought on by complex robot issues are all problems that are covered in the papers [108, 109] The demand for larger, more automated warehouses is growing along with e-commerce. As a result, deploying robots to aid human workers becomes crucial [30]. Removable racks that can be lifted by small, autonomous robots are used in fully automated warehouses. Productivity is boosted by a factor of two or more when the product is brought to the worker, and responsibility and flexibility are also improved [4, 109]. When a supervisory system operates the robot, it must be able to accurately predict the intents of the workers and operate the robots accordingly to ensure the efficiency of warehouse operations and worker safety. The Algorithm for recognizing human intentions in flexible robotized warehouses showed how the suggested Algorithm anticipates the desires of human warehouse workers naturally through simulation [4]. The warehouse worker is given a task and placed in a 2D warehouse environment for this investigation. The task may involve picking up products, a duty connected to a warehouse worker’s duties. A Markov decision process architecture is used to watch and validate the worker’s movements, including turning and moving. The system must provide accurate detection and pose estimates for the targeted parts during the packaging process to achieve automated packaging. The robotic selecting mechanism that automatically selects random components from bins must also be used. Using dual-arm robots, creating a robotic vision system for random bin picking that consists of a robot, control, and vision system [110]. The suggested system uses stereo vision to identify the target items that need to be picked in each bin from the input image and then determines the location and orientation of the candidate objects to perform picking operations simultaneously in multiple bins. The system determines if the concurrent picking procedure is feasible by comparing the position and orientation of the candidates chosen from each bin. Following the documented outcome, it modifies the target candidates or sends them to the robot control system to carry out the picking operation [10]. The target items’ picking locations are converted into robot coordinates, creating an innovative, compliant finger for a robotic grasping application employing a proposed topology optimization strategy to address the complex problem of automated grabbing of random and fragile items. The gripper module can be mounted on standard industrial robot arms (like a six-axis or SCARA robot) to perform gripping tasks. It comprises one actuator and two identical compliant fingers prototyped using 3D printing, which employs a flexible filament. The results of the experiment demonstrated that a compliant finger could be constructed that could be used to pick up and place a range of objects with varying sizes and shapes (such as fruits, glass items, and balloons). Additionally, it can handle delicate goods safely [110].
6 Inclusion and exclusion criteria
The keywords for material collecting were automated warehouses, automated storage, robots, and AGVs. The Web of Science (WOS), Scopus, and IEEE Xplore digital libraries were used to organize the search process. The logical operator (AND) was used in the search to find articles or proceedings papers about the chosen keywords. All the chosen databases responded that there were no results for searches with the fields filled in that were relevant to the four chosen keywords. To conduct a bibliographic review of the themes, the keywords were separated into three categories: (i) automated warehouses, (ii) order picking, and (iii) robots and AGVs, as shown in Tables 1, 2, and 3. The findings from three groups of keywords in WOS, Scopus, and IEEE Xplore are displayed in the tables. In addition, the three tables display the number of papers that were located from the previous years. To confirm the accuracy of the process of locating and choosing articles, every paper chosen was cross-checked against the results of the exact keywords in the three databases consulted. Based on the abstract analysis, all redundant and unrelated publications were disregarded before the study of the papers. Eventually, 108 published documents were evaluated and categorized between January 1995 and December 2022.
7 Recommendations
A systematic literature review (SLR) seeks to improve comprehension of the trend toward new logistics technologies and identify the most significant research deficiencies. Principal research trends identified by the SLR concern technologies, their evolution over time, and their connections to research methodologies. The primary research gaps include integration and communication, technology adoption processes, and differences between inbound and outbound logistics. Since RFID is the most widely utilized technology, it is reasonable to infer that it has the most significant impact. RFID has been used in healthcare logistics, humanitarian logistics, and frigid logistics, demonstrating the breadth of its applications. Initially, this technology was utilized primarily in more consolidated contexts, such as warehousing, inventory management, and SCM; moreover, the significance of using automated warehouses assisted by AGVs was emphasized. It may be necessary for logistics companies to reorganize their warehouses to accommodate automated vehicles, which could affect how they organize their logistics duties. Even though the applications of AGVs are becoming more pervasive and frequent, additional scientific research is necessary. In addition, Industry 4.0 and IoT were incorporated into the control and communication of logistic robotics. Therefore, we will concentrate on implementing these two technologies in the proposed automated warehouses. Industry 5.0, on the other hand, has made progress; it emphasizes reinforcing the collaboration between human creativity and advanced, enhanced machinery and new technologies, such as IoT. It implies that an automation system enables humans to develop more quickly and efficiently. Numerous manufacturing facilities and warehouse administrations have adapted new technologies to enhance the overall performance of their employees. Combining innovative technologies with human productivity and intelligence paves the way for multiple manufacturing benefits. The purpose of Industry 5.0 is not to supplant humans; instead, its primary objective is to empower humans. Robots can repeatedly perform various duties with greater precision but cannot identify problems and solve them independently. Industry 5.0 emphasizes the necessity of human–robot collaboration and enables humans to control robots for various duties. Industry 5.0 requires the intelligence of humans to solve problems, while robots are needed to repair them precisely and rapidly. This combination of machines and humans provides manufacturers with multiple distinct benefits. The investigation was founded on the development of IoT and its impact on the architecture of the supply chain. The authors examined the origins of SCM, its manual and automation models, and the influence of IoT on the supply chain cycle. In essence, the world is evolving rapidly. People inhabit a world dominated by digitalization, where IoT, blockchain, and big data technologies that automate human labor in all sectors, particularly industry, are prevalent. To integrate IOT into the supply chain, the authors had to consider several vital indicators, analyze robust architectures, and debate its pros and cons, side effects, and the used or recommended hardware. Our research indicates that industries must adopt the Internet of Things (IoT) to increase productivity and revenue. This would benefit consumers by lowering prices and guaranteeing a steady supply. Our research extensively examines the incorporation of IOT technology into the industrial sector. Industry 4.0 is founded on industrial IoT. The authors have described the development of this disruptive industrial innovation and its adoption goals. Our research represents both the prevalent and emerging applications of IoT. In addition, the associated challenges of employing IOT are discussed. Our research demonstrates that IoT is a revolutionary technology that is reshaping the course of work in several major industries, including manufacturing, transportation, and power- and energy-related industries. IoT seeks to connect resources that can effectively function as a system, eventually leading to smart industrial sectors [111].
7.1 Framework to implement automated warehouse
The integration of Industry 4.0 technologies has revolutionized the manufacturing landscape, particularly in enhancing flexibility and customization across the entire manufacturing system. Emerging technologies such as the Internet of Things (IoT), big data, artificial intelligence (AI), additive manufacturing (AM), advanced robotics, virtual reality, cloud computing, and simulation have played pivotal roles in this transformation. Industry 4.0 represents a paradigm shift predicated on the widespread adoption of communication and information technology, leading to significant improvements in organizational performance and flexibility. Manufacturers have leveraged Industry 4.0 to create digital twins of real-world objects, enabling real-time data collection through sensors embedded in physical objects. This digital twin technology, coupled with simulation capabilities, facilitates predictive maintenance and expedites error rectification processes. To embark on a successful transformation journey, companies must first understand the core features and principles of Industry 4.0. This understanding enables them to assess their current positions and potential against the foundational requirements of Industry 4.0 standards, thus laying the groundwork for a well-defined roadmap. While numerous approaches and roadmaps have been proposed in the literature, there remains a lack of standardized assessment methodologies. The transition from Industry 3.0 to Industry 4.0 necessitates a comprehensive analysis to comprehend the irreversible changes inherent in this transition. Key elements driving this change include the Internet of Things (IoT), which enables machine-to-machine (M2M) communication, thereby fostering a more autonomous manufacturing environment. Additionally, sensors and cyber-physical systems (CPS) facilitate seamless communication between machines, paving the way for agile and intelligent manufacturing systems. The convergence of CPS, IoT, M2M communication, and autonomy propels the motivation to establish dark factories, where manufacturing processes operate with minimal human intervention. Furthermore, the capability of machines to communicate with human operators signifies a fundamental shift in manufacturing philosophy, necessitating the development of a new manufacturing vision anchored on intelligence, products, communication, and information networks. SmartFactoryKL [112] advocates for a transformative approach to digitalization, emphasizing the following recommendations for successful implementation:
-
Vision: Industry 4.0 should be viewed within the context of a smart networked world, encompassing novel business models, new social infrastructures, and real-time-enabled Cyber-Physical System platforms.
-
Dual strategy approach: Manufacturing strategies should be based on leading supplier and leading market strategies, reflecting the dynamic nature of modern markets.
-
Requirements analysis: Companies should conduct a comprehensive analysis to identify their needs, strengths, and weaknesses, laying the foundation for informed decision-making.
-
Priority areas determination: A prioritization framework should be established to address weaknesses systematically.
Key focus areas include managing complex systems, delivering industry infrastructure, ensuring safety and security, and establishing regulatory frameworks. Assessment and planning:
-
Conduct a thorough assessment of the warehouse layout, existing processes, and automation needs.
-
Define the goals and objectives of the AGV implementation, such as increasing efficiency, reducing labor costs, or improving safety.
-
Identify key performance indicators (KPIs) to measure the success of the AGV system, such as throughput, cycle time, and error rates. Technology selection:
-
Evaluate different AGV technologies and select the most suitable types based on the warehouse layout, material handling requirements, and budget constraints. This could include autonomous mobile robots (AMRs), automated forklifts, or guided vehicles.
-
Choose the appropriate navigation system for the AGVs, such as laser-guided, magnetic tape, or vision-based navigation, depending on the environment and accuracy requirements.
-
Select complementary technologies for Industry 4.0 integration, such as sensors, RFID tags, barcode scanners, and IoT devices, to enable real-time data collection and communication. Integration with warehouse management systems (WMS):
-
Integrate the AGV system with the warehouse management system (WMS) to enable seamless communication and coordination between AGVs and other warehouse operations.
-
Develop interfaces and APIs for data exchange between the AGV control software and the WMS, allowing for real-time inventory management, order processing, and task allocation. Safety and reliability:
-
Implement safety features and protocols to ensure the safe operation of AGVs in the warehouse environment, including collision avoidance systems, emergency stop mechanisms, and obstacle detection sensors.
-
Conduct rigorous testing and validation to verify the reliability and performance of the AGV system under different operating conditions and workload scenarios. Scalability and Flexibility:
-
Design the AGV system with scalability and flexibility in mind to accommodate future expansion and changes in warehouse operations.
-
Use modular hardware and software components that can be easily reconfigured or upgraded to adapt to evolving business needs and technological advancements. Training and change management:
-
Provide comprehensive training for warehouse staff and operators on how to interact with and manage the AGV system effectively.
-
Implement change management strategies to address potential resistance to automation and ensure smooth adoption of the new technology among employees. Continuous improvement and optimization:
-
Monitor the performance of the AGV system using real-time data analytics and feedback mechanisms. Identify opportunities for optimization and efficiency improvements, such as route optimization, task prioritization, and predictive maintenance.
-
Continuously iterate on the AGV system design and operation to maximize its value and ROI over time. By following this framework (Fig. 5), warehouse operators can effectively plan, implement, and optimize an AGV system for flexible automation in the context of Industry 4.0 principles.

A flow chart showing the steps and framework to apply a flexible automated warehouse
8 Conclusion
The growth of e-commerce, the just-in-time philosophy, mass customization, omnichannel distribution, and the global population increase have fueled the logistics market. To accommodate this rapid change, warehouses must be more adaptable and environmentally friendly. Automation is one method to accomplish this. However, some research indicates that warehouses must be more adaptable to be fully automated. According to this study, the integration of automated equipment, data collection technologies, management systems, and Industry 4.0 is the key to realizing a flexible automated warehouse. Industry 4.0 is a new industrial revolution emphasizing incorporating new technologies, such as IoT and automation, into conventional systems. This integration will increase industry productivity, enhance quality, and reduce expenses. Industry 4.0 is about replacing humans with machines in some repetitive activities. Humans will continue to perform tasks requiring creativity and intellect, while machines will perform tasks requiring precision and efficiency. In Industry 4.0, the collaboration between humans and machines will give manufacturers numerous advantages. Industry 4.0 has the potential to revolutionize the manufacturing sector by increasing its efficiency, productivity, and adaptability:
-
Increased productivity: Machines can perform repetitive duties more swiftly and precisely than humans, increasing productivity.
-
Improved quality: Machines can produce products with greater accuracy and consistency than humans, which can improve product quality.
-
Cost savings: Machines can reduce expenses by eliminating the need for human labor in specific duties.
-
Flexibility and adaptability: Machines can be readily reprogrammed to perform various tasks, making manufacturing more flexible and adaptable to fluctuating market conditions. This paper provides a comprehensive analysis of the recent research on flexible warehouse automation. Based on the conducted assessment, the paper proposes a novel, entirely autonomous, versatile robot capable of various tasks, including warehouse handling, object delivery, and obstacle avoidance. The development of this novel robot will require new AI techniques and path planning algorithms. Moreover, in the past 25 years, research on autonomous intelligent vehicles (AIV) has resulted in multiple innovations and capabilities. As the industry leader in equipment for handling materials, AIVs will exceed AGVs (automated guided vehicles). AIVs can function reliably, securely, and remotely in response to requests from the Manufacturing Execution System (MES). Productivity will rise with the integration of AIV technologies, as they enable consistent and accessible product movement in existing production settings. With AIV technology, human operators can take on more critical roles on the production line, as they are freed from complex and repetitive manual tasks. Ultimately, higher industrial production will benefit economic growth and job stability. According to the paper, future research could focus on order splitting strategies, delivery problems, and integrating multiple order picking issues. In addition, the paper suggests incorporating dynamic warehouse uncertainties, such as congestion, into model assumptions. Future integrations of the automated picking system with other picking strategies and the picking mechanisms of other robotics, such as AGV, are possible. Moreover, one of the goals of our upcoming research will be to evaluate risk variables, the consequences of undesirable occurrences, and risk analysis techniques to enhance the way intelligent warehouses are now operating and will also focus on developing maintenance plans for the technical systems that facilitate the transfer of items in the warehouse.
References
Goetschalckx M, Ashayeri J (1989) Classification and design of order picking. Proceedings. https://api.semanticscholar.org/CorpusID:167590131
Jovane F, Koren Y, Boer C (2003) Present and future of flexible automation: towards new paradigms. CIRP Ann 52:543–560
Yamazaki Y, Shigematsu K, Kato S et al (2017) Design method of material handling systems for lean automation—integrating equipment for reducing wasted waiting time. CIRP Ann 66(1):449–452
Petkovi´c T, Markovi´c I, Petrovi´c I (2018) Human intention recognition in flexible robotized warehouses based on Markov decision processes. In: Iberian Robotics conference, Springer, 629–640
Buckova M, Krajcovic M, Jerman B (2017) Impact of digital factory tools on designing of warehouses. J Appl Eng Sci 15(2)
Basile F, Chiacchio P, Del Grosso D (2012) A control oriented model for manual-pick warehouses. Control Eng Pract 20(12):1426–1437
López J, Pérez D, Vaamonde I, et al. (2016) Building a warehouse control system using ride. In: Reis LP, Moreira AP, Lima PU, et al. (eds) Robot 2015: Second Iberian Robotics Conference. Springer International Publishing, Cham, pp 757–768
Fragapane G, de Koster R, Sgarbossa F, et al. (2021) Planning and control of autonomous mobile robots for intralogistics: literature review and research agenda. Eur J Operation Res 294(2):405–426. https://doi.org/10.1016/j.ejor.2021.01.019https://www.sciencedirect.com/science/article/pii/S0377221721000217
Hur S, Nam J (2006) Performance analysis of automatic storage/retrieval systems by stochastic modelling. Intl J Prod Res 44(8):1613–1626. https://doi.org/10.1080/00207540500410176
Sullivan M, Kern J (2021) Glossary pp 405–434. https://doi.org/10.1002/9781119646495.gloss
Groover M (2011) Automa¸c˜ao industrial e sistemas de manufatura. Pear- son Education do Brasil, URL https://books.google.com.eg/books?id=GBrluAAACAAJ
Manzini R, Gamberi M, Regattieri A (2006) Design and control of an AS/RS. Intl J Adv Manuf Technol 28:766–774. https://doi.org/10.1007/s00170-004-2427-6
Yu Y, Wang X, Zhong R et al (2017) E-commerce logistics in supply chain management: implementations and future perspective in furniture industry. Industr Manage Data Syst 117:00–00. https://doi.org/10.1108/IMDS-09-2016-0398
Shivanand H (2006) Flexible Manufacturing System. New Age International (P) Limited, URL https://books.google.com.eg/books?id=ceRtRNrUYXoC
Roodbergen KJ, Vis I (2009) A survey of literature on automated storage and retrieval systems. Eur J Oper Res 194:343–362. https://doi.org/10.1016/j.ejor.2008.01.038
Kahraman C, Öztayși B, Onar SC (2020) Warehouse location design using AS/RS technologies: an interval valued intuitionistic fuzzy AHP approach, Springer International Publishing, Cham 379–397. https://doi.org/10.1007/978-3-030-42188-5 19
Ha Y, Chae J (2018) Free balancing for a shuttle-based storage and retrieval system. Simul Modell Practice Theory 82:12–31. https://doi.org/10.1016/j.simpat.2017.12.006https://www.sciencedirect.com/science/article/pii/S1569190X17301776
Meller RD, Klote JF (2004) A throughput model for carousel/VLM pods. IIE Trans 36(8):725–741. https://doi.org/10.1080/07408170490458472
Hsu HP, Wang CN, Dang TT (2022) Simulation-based optimization approaches for dealing with dual-command crane scheduling problem in unit-load double-deep AS/RS considering energy consumption. Mathematics 10(21). https://doi.org/10.3390/math10214018https://www.mdpi.com/2227-7390/10/21/4018
Majeed H, Mohamad K, Rashid A (2019) The automatic storage and retrieval system: an overview. Intl J Comput Appl 177:36–43. https://doi.org/10.5120/ijca2019919603
Wang M, Guo L, Zhang Y, et al. (2015) A method of mobile robotic drilling trajectory planning for large-scale components. p V02BT02A064, https://doi.org/10.1115/IMECE2015-51448
Yan Q, Lu J, Tang H et al (2022) Travel time analysis and dimension optimisation design of double-ended compact storage system. Intl J Prod Res 1–28. https://doi.org/10.1080/00207543.2022.2136283
Gharehgozli A, Zaerpour N (2020) Robot scheduling for pod retrieval in a robotic mobile fulfillment system. Transport Res Part E: Logistics Transport Rev 142:102,087. https://doi.org/10.1016/j.tre.2020.102087https://www.sciencedirect.com/science/article/pii/S1366554520307353
Mirzaei M, Zaerpour N, de Koster RB (2022) How to benefit from order data: correlated dispersed storage assignment in robotic warehouses. Intl J Prod Res 60(2):549–568. https://doi.org/10.1080/00207543.2021.1971787
Yang P, Jin G, Duan G (2022) Modelling and analysis for multi-deep compact robotic mobile fulfilment system. Intl J Prod Res 60(15):4727–4742. https://doi.org/10.1080/00207543.2021.1936264
Jiang M, Huang GQ (2022) Intralogistics synchronization in robotic forward-reserve warehouses for e-commerce last-mile delivery. Transport Res Part E: Logistics Transport Rev 158:102,619. https://doi.org/10.1016/j.tre.2022.102619https://www.sciencedirect.com/science/article/pii/S1366554522000175
Lamballais T, Merschformann M, Roy D, et al. (2022) Dynamic policies for resource reallocation in a robotic mobile fulfillment system with time-varying demand. European Journal of Operational Research 300(3):937–952. https://doi.org/10.1016/j.ejor.2021.09.001https://www.sciencedirect.com/science/article/pii/S0377221721007608
de Koster R, Le-Duc T, Roodbergen KJ (2007) Design and control of warehouse order picking: a literature review. Eur J Operation Res 182(2):481–501. https://doi.org/10.1016/j.ejor.2006.07.009https://www.sciencedirect.com/science/article/pii/S0377221706006473
Goetschalckx M, McGinnis L, Sharp G, Bodner D, Govindaraj T, Huang K (2002) Development of a design methodology for warehousing systems: hierarchical framework. Proceedings. https://api.semanticscholar.org/CorpusID:18601359
Dallari F, Marchet G, Melacini M (2008) Design of order picking system. Int J Adv Manuf Technol 42:1–12. https://doi.org/10.1007/s00170-008-1571-9
Zennaro I, Finco S, Calzavara M et al (2022) Implementing e-commerce from logistic perspective: literature review and methodological framework. Sustainability 14:911. https://doi.org/10.3390/su14020911
Boysen N, De Koster R, Weidinger F (2018) Warehousing in the e-commerce era: a survey. Eur J Operation Res 277. https://doi.org/10.1016/j.ejor.2018.08.023
Leung K, Lee CK, Choy K (2020) An integrated online pick-to-sort order batching approach for managing frequent arrivals of b2b e-commerce orders under both fixed and variable time-window batching. Adv Eng Inform 45:101,125. https://doi.org/10.1016/j.aei.2020.101125https://www.sciencedirect.com/science/article/pii/S147403462030094X
Zhong S, Giannikas V, Merino J, et al. (2022) Evaluating the benefits of picking and packing planning integration in e-commerce warehouses. Euro- pean Journal of Operational Research 301(1):67–81. https://doi.org/10.1016/j.ejor.2021.09.031https://www.sciencedirect.com/-science/article/pii/S0377221721008067
Cals B, Zhang Y, Dijkman R, et al. (2021) Solving the online batching problem using deep reinforcement learning. Computers Indus- trial Engineering 156:107,221. https://doi.org/10.1016/j.cie.2021.107221https://www.sciencedirect.com/science/article/pii/S036083522100125X
Zhang J, Onal S, Das S (2020) The dynamic stocking location problem – dispersing inventory in fulfillment warehouses with explosive storage. Intl J Prod Econ 224:107,550. https://doi.org/10.1016/j.ijpe.2019.107550https://www.sciencedirect.com/science/article/pii/S0925527319303767
Tu M, Yang MF, Kao SL, et al. (2021) Using a heuristic multi-objective genetic algorithm to solve the storage assignment problem for cps-based pick-and-pass system. Enterprise Informa- tion Systems 15(9):1238–1259. https://doi.org/10.1080/17517575.2020.1811388
Vanheusden S, van Gils T, Caris A, et al. (2020) Operational workload balancing in manual order picking. Computers Industrial Engineering 141:106,269. https://doi.org/10.1016/j.cie.2020.106269https://www.sciencedirect.com/science/article/pii/S0360835220300036
D’Haen R, Braekers K, Ramaekers K (2022) Integrated scheduling of order picking operations under dynamic order arrivals. Intl J Prod Res 0(0):1–22. https://doi.org/10.1080/00207543.2022.2078747
Goeke D, Schneider M (2019) Modeling single picker routing problems in classical and modern warehouses. ArXiv abs/1909.13344
Wang Z, Xu W, Hu X et al (2021) Inventory allocation to robotic mobile-rack and picker-to-part warehouses at minimum order-splitting and replenishment costs. Ann Oper Res 316:467–491
Schubert D, Kuhn H, Holzapfel A (2020) Same-day deliveries in omnichannel retail: integrated order picking and vehicle routing with vehicle-site dependencies. Naval Res Logistics (NRL) 68:721–744
Yang P, Zhao Z, Shen ZJM (2021) A flow picking system for order fulfillment in e-commerce warehouses. IISE Trans 53(5):541–551. https://doi.org/10.1080/24725854.2020.1772525
Klumpp M, Loske D (2021) Order picking and e-commerce: introducing non- parametric efficiency measurement for sustainable retail logistics. J Theoret Appl Electron Commerce Res 16(4):846– 858. https://doi.org/10.3390/jtaer16040048https://www.mdpi.com/0718-1876/16/4/48
Wang Z, Chen S, Lam JWY et al (2013) Long-term fluorescent cellular tracing by the aggregates of AIE bioconjugates. J Am Chem Soc 135(22):8238–8245. https://doi.org/10.1021/ja312581r
Tsai CY, Liou JJH, Huang TM (2008) Using a multiple-ga method to solve the batch picking problem: considering travel distance and order due time. Int J Prod Res 46(22):6533–6555. https://doi.org/10.1080/00207540701441947
Öztürkoğlu Gue K, Meller R (2014) A constructive aisle design model for unit-load warehouses with multiple pickup and deposit points. European Journal of Operational Research 236(1):382–394. https://doi.org/10.1016/j.ejor.2013.12.023https://www.sciencedirect.com/-science/article/pii/S0377221713010072
Gademann N, Velde VDS (2005) Order batching to minimize total travel time in a parallel-aisle ware- house. IIE Trans 37(1):63–75. https://doi.org/10.1080/07408170590516917
Henn S, W¨ascher G (2012) Tabu search heuristics for the order batching problem in manual order picking systems. Eur J Operation Res 222(3):484–494. https://doi.org/10.1016/j.ejor.2012.05.049https://www.sciencedirect.com/science/article/pii/S0377221712004389
Lin CC, Kang JR, Hou CC, et al. (2016) Joint order batching and picker Manhattan routing problem. Comput Industr Eng 95:164–174. https://doi.org/10.1016/j.cie.2016.03.009https://www.sciencedirect.com/science/article/pii/S0360835216300717
Azadeh A, Elahi S, Farahani MH et al. (2017) A genetic algorithm- Taguchi based approach to inventory routing problem of a single perishable product with transshipment. Comput Industr Eng 104:124–133. https://doi.org/10.1016/j.cie.2016.12.019https://www.sciencedirect.com/science/article/pii/S0360835216304971
de Ruijter H (2007) Improved storage in a book warehouse : design of an efficient tool for slotting the manual picking area at wolters-noordhoff. http://essay.utwente.nl/58067/
Baker P, Canessa M (2009) Warehouse design: a structured approach. Eur J Operation Res 193(2):425–436. https://doi.org/10.1016/j.ejor.2007.11.045https://www.sciencedirect.com/science/article/pii/S0377221707011356
Pan JCH, Shih PH, Wu MH, et al. (2015) A storage assignment heuristic method based on genetic algorithm for a pick-and-pass warehousing system. Comput Industr Eng 81:1–13. https://doi.org/10.1016/j.cie.2014.12.010https://www.sciencedirect.com/science/article/pii/S0360835214004392
Jaghbeer Y, Hanson R, Johansson MI (2020) Automated order picking systems and the links between design and performance: a systematic literature review. Intl J Prod Res 58(15):4489–4505. https://doi.org/10.1080/00207543.2020.1788734
D’Andrea R (2012) Guest editorial: A revolution in the warehouse: a retrospective on Kiva systems and the grand challenges ahead. Autom Sci Eng IEEE Trans 9:638–639. https://doi.org/10.1109/TASE.2012.2214676
Wurman P, D’Andrea R, Mountz M (2008) Coordinating hundreds of cooperative, autonomous vehicles in warehouses. AI Mag 29:9–20
Chen Y, Yang C, Song B, et al. (2020) Effects of autonomous mobile robots on human mental workload and system productivity in smart warehouses: a preliminary study. Proc Human Factors Ergon Soc Ann Meet 64(1):1691–1695. 10 https://doi.org/10.1177/1071181320641410
Wang Q, McIntosh R, Brain M (2010) A new-generation automated warehousing capability. Int J Comput Integr Manuf 23(6):565–573
Oyekanlu E, Smith A, Thomas W, et al. (2020) A review of recent advances in automated guided vehicle technologies: integration challenges and research areas for 5g-based smart manufacturing applications. IEEE Access 8:202,312–202,353. https://doi.org/10.1109/ACCESS.2020.3035729
Rocha LF, Moreira AP, Azevedo A (2010) Flexible internal logistics based on AGV system’s: a case study. IFAC Proceedings Volumes 43(17):248–255. https://doi.org/10.3182/20100908-3-PT-3007.00049https://www.sciencedirect.com/science/article/pii/S1474667016309090, 5th IFAC Conference on Management and Control of Production Logistics
Kelly A, Nagy B, Stager D et al (2007) Field and service applications - an infrastructure-free automated guided vehicle based on computer vision - an effort to make an industrial robot vehicle that can operate without sup- porting infrastructure. Robot Autom Magazine, IEEE 14:24–34. https://doi.org/10.1109/MRA.2007.901317
Louren¸co A, Marques F, Mendonc¸a R et al. (2016) On the design of the robo-partner intra-factory logistics autonomous robot. In: 2016 IEEE Inter- national Conference on Systems, Man, and Cybernetics (SMC). IEEE Press, p 002647–002652, https://doi.org/10.1109/SMC.2016.7844639
Fedorko G, Honus S, Salai R (2017) Comparison of the traditional and autonomous AGV systems. MATEC Web of Conferences 134(00):013. https://doi.org/10.1051/matecconf/201713400013
Reinke C, Beinschob P (2013) Strategies for contour-based self-localization in large-scale modern warehouses. In: 2013 IEEE 9th International Conference on Intelligent Computer Communication and Processing (ICCP), pp 223– 227, https://doi.org/10.1109/ICCP.2013.6646112
Herrero-P´erez D, Matinez-Barbera H (2008) Decentralized coordination of autonomous agvs in flexible manufacturing systems. 2008 IEEE/RSJ Intl Conference Intell Robots Syst 3674–3679
Mart´ınez-Barber´a H, Herrero-P´erez D (2010) Autonomous navigation of an automated guided vehicle in industrial environments. Robot Comput Integr Manuf 26(4):296–311. https://doi.org/10.1016/j.rcim.2009.10.003https://www.sciencedirect.com/science/article/pii/S0736584509000994
Cardarelli E, Sabattini L, Secchi C et al. (2014) Multisensor data fusion for obstacle detection in automated factory logistics. 221–226 https://doi.org/10.1109/ICCP.2014.6937000
Berman S, Edan Y (2002) Decentralized autonomous AGV system for material handling. Intl J Prod Res 40:3995–4006. https://doi.org/10.1080/00207540210146990
Digani V, Sabattini L, Secchi C et al (2015) Ensemble coordination approach in multi-agv systems applied to industrial warehouses. Autom Sci Eng IEEE Trans 12:922–934. https://doi.org/10.1109/TASE.2015.2446614
Farahvash P, Boucher T (2004) A multi-agent architecture for control of agv systems. Robot Comput Integr Manuf 20:473–483. https://doi.org/10.1016/j.rcim.2004.07.005
Bottani E, Cammardella A, Murino T, Vespoli S (2017) From the cyber physical system to the digital twin: the process development for behaviour modelling of a cyber guided vehicle in M2M logic. In: Proceedings of the 22nd summer school “Francesco Turco” - Industrial Systems Engineering 2017, Mondello, Palermo, Italy, September 13–15, 2017, pp 96–102
De Silva V, Roche J, Kondoz A (2018) Robust fusion of lidar and wide-angle camera data for autonomous mobile robots. Sensors 18(8). https://doi.org/10.3390/s18082730https://www.mdpi.com/1424-8220/18/8/2730
Alatise MB, Hancke GP (2020) A review on challenges of autonomous mobile robot and sensor fusion methods. IEEE Access 8:39,830–39,846. https://doi.org/10.1109/ACCESS.2020.2975643
Zimmermann S, Poranne R, Coros S (2021) Go fetch! - dynamic grasps using boston dynamics spot with external robotic arm. In: 2021 IEEE Inter- national Conference on Robotics and Automation (ICRA), pp 4488–4494, https://doi.org/10.1109/ICRA48506.2021.9561835
Fankhauser P, Hutter M (2018) Anymal: a unique quadruped robot conquering harsh environments. Res Features 126:54–57
Huang SJ, Lee TS, Li WH et al (2018) Modular on-road AGV wireless charging systems via interoperable power adjustment. IEEE Trans Industr Electron 66(8):5918–5928
Lamballais T, Roy D, De Koster M (2017) Estimating performance in a robotic mobile fulfillment system. European Journal of Opera- tional Research 256(3):976–990. https://doi.org/10.1016/j.ejor.2016.06.063https://www.sciencedirect.com/science/article/pii/S0377221716305227
Shah M, Bostelman R, Legowik S et al (2018) Calibration of mobile manipulators using 2d positional features. Measurement 124:322–328
Lee HY, Murray CC (2019) Robotics in order picking: evaluating warehouse layouts for pick, place, and transport vehicle routing systems. Intl J Prod Res 57(18):5821–5841. https://doi.org/10.1080/00207543.2018.1552031
Machado T, Malheiro T, Monteiro S et al. (2019) Attractor dynamics approach to joint transportation by autonomous robots: theory, implementation and validation on the factory floor. Autonomous Robots 43. https://doi.org/10.1007/s10514-018-9729-2
Kim Y, Chun W, Chen K (2017) Thermal-flow analysis of a simple ltd (low- temperature-differential) heat engine. Energies 10(4). https://doi.org/10.3390/en10040567https://www.mdpi.com/1996-1073/10/4/567
Bloss R (2008) Simultaneous sensing of location and mapping for autonomous robots. Sens Rev 28:102–107. https://doi.org/10.1108/02602280810856651
Pratama P, Gulakari A, Liauw Y et al (2016) Trajectory tracking and fault detection algorithm for automatic guided vehicle based on multiple positioning modules. Int J Control Autom Syst 14:400–410. https://doi.org/10.1007/s12555-014-0294-y
Karaman S, Frazzoli E (2011) Sampling-based algorithms for optimal motion planning. Intl J Robot Res 30(7):846–894. https://doi.org/10.1177/0278364911406761
Salem AA, Mahmoud TA, Shalaby R, et al. (2023) Trajectory planning for safety-critical driving scenarios based on dynamic programming. In: 2023 3rd International Conference on Electronic Engineering (ICEEM), pp 1–7, https://doi.org/10.1109/ICEEM58740.2023.10319504
Mohammed RO, Abdouraman A, Ammar HH, et al. (2022) Hybrid optimal path planning and obstacle avoidance for 3 omni wheels mobile robot. In: 2022 4th Novel Intelligent and Leading Emerging Sciences Conference (NILES) 302–305, https://doi.org/10.1109/NILES56402.2022.9942396
Almasri M, Elleithy K, Alajlan A (2015) Sensor fusion based model for collision free mobile robot navigation. Sensors 16(1):24
Dias LA, de Oliveira Silva RW, da Silva Emanuel PC et al (2018) Application of the fuzzy logic for the development of automnomous robot with obstacles deviation. Int J Control Autom Syst 16(2):823–833
Canny J (2006) Computing roadmaps of general semi-algebraic sets 36:94–107. https://doi.org/10.1007/3-540-54522-0-99
Diab MK, Ammar HH, Shalaby RE (2020) Self-driving car lane-keeping assist using PID and pure pursuit control. In: 2020 International Conference on Innovation and Intelligence for Informatics. Comput Technol (3ICT) 1–6, https://doi.org/10.1109/3ICT51146.2020.9311987
Goerzen C, Kong Z, Mettler B (2010) A survey of motion planning algorithms from the perspective of autonomous UAV guidance. J Intell Rob Syst 57:65–100. https://doi.org/10.1007/s10846-009-9383-1
Rahiman FW (2019) A comprehensive study for robot navigation techniques. Cogent Eng 6:1–25https://doi.org/10.1080/23311916.2019.1632046
Hong T, Nakhaeinia D, Karasfi B (2012) Application of fuzzy logic in mobile robot navigationhttps://doi.org/10.5772/36358
Barto AG, Bradtke SJ, Singh SP (1995) Learning to act using real- time dynamic programming. Artif Intell 72(1):81–138. https://doi.org/10.1016/0004-3702(94)00011-Ohttps://www.sciencedirect.com/science/article/pii/000437029400011O
Cronin C, Conway A, Walsh J (2019) State-of-the-art review of autonomous intelligent vehicles (AIV) technologies for the automotive and manufacturing industry. In: 2019 30th Irish Signals and Systems Conference (ISSC), pp 1–6, https://doi.org/10.1109/ISSC.2019.8904920
Duchonˇ F, Hubinsky´ P, Hanzel J, et al. (2012) Intelligent vehicles as the robotic applications. Procedia Eng 48:105–114. https://doi.org/10.1016/j.proeng.2012.09.492https://www.sciencedirect.com/science/article/pii/S1877705812045559, modelling of Mechanical and Mechatronics Systems
Cronin MC, Awasthi MA, Conway MA, et al. (2020) Design and development of a material handling system for an autonomous intelligent vehicle for flexible manufacturing. Procedia Manufacturing 51:493–500. https://doi.org/10.1016/j.promfg.2020.10.069https://www.sciencedirect.com/science/article/pii/S2351978920319260, 30th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2021)
Indri M, Grau A, Ruderman M (2018) Guest editorial special section on recent trends and developments in industry 4.0 motivated robotic solutions. IEEE Trans Industr Inform 14(4):1677–1680. https://doi.org/10.1109/TII.2018.2809000
Kumar R, Haleem A, Garg S et al (2015) Automated guided vehicle configurations in flexible manufacturing systems: a comparative study. Intl J Industr Syst Eng 21:207. https://doi.org/10.1504/IJISE.2015.071510
Finance A (2015) Industry 4.0 challenges and solutions for the digital transformation and use of exponential technologies. Finance, audit tax consulting corporate: Zurich, Swiss 1–12
Zhong RY, Xu X, Klotz E, et al. (2017) Intelligent manufacturing in the context of industry 4.0: a review. Engineering 3(5):616–630. https://doi.org/10.1016/J.ENG.2017.05.015https://www.sciencedirect.com/science/article/pii/S2095809917307130
B¨ockenkamp A, Weichert F, Stenzel J et al. (2016) Towards autonomously navigating and cooperating vehicles in cyber-physical production systems. In: Machine Learning for Cyber Physical Systems: Selected papers from the International Conference ML4CPS 2015, Springer, pp 111–121
Ferna´ndez-Caram´es T, Blanco-Novoa O, Froiz-M´ıguez I et al. (2019) Towards an autonomous industry 4.0 warehouse: a UAV and blockchain-based system for inventory and traceability applications in big data-driven supply chain management. Sensors 19:2394. https://doi.org/10.3390/s19102394
Long J, Zhang CL (2012) The summary of AGV guidance technology. In: Advanced Materials Research, Trans Tech Publ. 1625–1628
Zheng K, Tang D, Gu W et al (2013) Distributed control of multi-AGV system based on regional control model. Prod Eng Res Devel 7:433–441
Liu C, Zhong R (2017) Internet of things for manufacturing in the context of industry 4.0. In: 24th ISPE Inc. International Conference on Transdisciplinary Engineering, IOS Press
Kootbally Z, Schlenoff C, Antonishek B et al (2018) Enabling robot agility in manufacturing kitting applications. Integr Comput Aid Eng 25:1–20. https://doi.org/10.3233/ICA-180566
Knudsen M, Kaivo-oja J (2020) Collaborative robots: frontiers of current literature. J Intell Syst Theory Appl 3:13–20. https://doi.org/10.38016/jista.682479
Liu CH, Chen Y, Yang S (2021) Topology optimization and prototype of a multimaterial-like compliant finger by varying the infill density in 3d printing. Soft Robotics 9. https://doi.org/10.1089/soro.2020.0212
Shenkoya T, Dae-Woo C (2019) Impact of IoT on social innovation in Japan. Proceedings. https://api.semanticscholar.org/CorpusID:211746211
Detlef Zu¨hlke Andreas Huhmann KSThomas Bu¨rger (2014) Smartfactory kl pioneer of industrie 4.0. In: Working on future production systems. 1–6
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). Nile University funded this work indirectly, and the first and second authors were awarded a full scholarship for conducting the master’s degree from ASRT (Academy of Scientific Research and Technology, Cairo, Egypt). This work does not have a direct funding source.
Author information
Authors and Affiliations
Contributions
All authors contributed equally to the study’s conception and design. Raafat Shalaby, Kareim Ellithy, and Mariam Salah performed material preparation, data collection, and analysis. The first draft of the manuscript was written by Kareim Ellithy and Mariam Salah and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Declarations
I, the undersigned author(s), certify that:
(1) I have read and approved the final version of the manuscript. (2) I have made substantial contributions to the submitted work, which may include study design, data acquisition and/or analysis, and data interpretation. (3) I have made significant contributions to the preparation of the manuscript and/or critical revisions for important intellectual content. (4) I will be accountable for all aspects of the submitted work, or I am responsible for the following specific elements of the submitted work. (5) I agree to help investigate and resolve any issues/questions that may arise regarding the accuracy and integrity of the submitted work.
If necessary, the Editor-in-Chief or designate may request identified data submitted as part of the manuscript. In this event, I agree to produce the data. I certify that this manuscript is not under consideration for publication in any other journal, nor has it been accepted for publication in any form, and no rights have been assigned to a third party.
Signature (on behalf of all co-authors) Kareim Ellithy, k.ellithy@nu.edu.eg Submission date: June 24th, 2023.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ellithy, K., Salah, M., Fahim, I.S. et al. AGV and Industry 4.0 in warehouses: a comprehensive analysis of existing literature and an innovative framework for flexible automation. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14127-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14127-0