
Abstract
Chip formation is considered one important indicator to evaluate machining processes. In particular, geometric features of chips may provide important insights for the assessment of machining stability and productivity. In fixed-abrasive machining processes, such as grinding and honing, chips are simultaneously produced by many of the geometrically undefined cutting edges. Despite being “undefined,” geometric features of abrasive grains can still be statistically characterized or described. Accordingly, it can be assumed that, under stable machining conditions, the geometric features of abrasive chips may also conform to certain statistical patterns. However, statistical characterization of abrasive chips can be very challenging due to their large quantity, irregular shapes, minuscule size, and sometimes tangled condition. In this study, an analysis method combining metallographic preparation and micro-computed tomography (micro-CT) has been developed to characterize abrasive chips produced by a honing stone. The results regarding the geometric characteristics of the obtained massive abrasive chips, i.e., their sizes and shapes, were presented and statistically described. It was found most chips had a size around 50 µm and the shape being a slightly elongated and curved cone. Most of the geometric features could meet a positive skewness distribution.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In cutting processes, chip removal processes can roughly be divided into two main groups, i.e., chipping with defined cutting edges such as turning or milling and chipping with undefined cutting edges such as grinding or honing. The latter is also named as abrasive machining process, in which workpiece materials are removed by a multitude of abrasive grains exposed on tool surfaces [1, 2]. Abrasive machining processes are primarily utilized for surface finishing, aiming to achieve specific surface roughness up to 0.1 μm and to correct crucial shape features such as roundness, typically controlled to within a few microns with tolerances down to 0.1 µm in advanced setups, and parallelism typically between 0.1 and 3 µm [3, 4]. Abrasive machining processes are usually considered expensive due to their precision requirement and applied tools [5, 6]. Abrasive grains are crucial participants in the machining processes, and they are usually made from very hard natural or manmade substances, such as corundum, silicon carbide, cubic boron nitride (CBN), and diamonds. In practice, abrasive grains are implemented in different ways: bounded in a binder, coated on a substrate, or placed in a suspension [7]. Common abrasive grains have a shape varying in polyhedron and a dimension varying from several microns to some hundreds of microns [8, 9].
In practice, there are various methodologies for assessing material removal processes, either directly through monitoring the processes, such as measuring cutting forces, or indirectly through assessing the participants or products of the processes, such as measuring workpiece roughness and characterizing tool wear [10,11,12]. Among these approaches, chip characterization can offer an intuitive and qualitative assessment of the material removal process. It is believed that chip formation should remain stable if the machining conditions are consistent [13,14,15]. In traditional material removal processes, i.e., chipping with defined cutting edges, chips of common engineering materials such as steel and aluminum usually have a size in the range of millimeters. Hence, it is possible to directly inspect these chips without the auxiliary aide of microscopes. In practice, real-time surveillance of chip formation is a crucial method for assessing cutting processes and estimating machining quality [16,17,18]. For example, steel or aluminum chips produced by a lathe can be classified into 8 or 10 groups according to their geometric features such as morphology, shape, and size: “preferable chips” are those with an adequate shape and size, e.g., spiral-shaped chip, neither too long nor too short, enabling smooth and stable removal from the cutting zone. They are typically uniform and thin, indicating effective material removal [19,20,21]. In other words, very long/tiny or very tangled/blocky chips may imply an unstable or unsmooth-cutting process [22, 23]. When inspecting mass production, frequent appearances of “unusual” chips may be an indicator of varying machining stability and quality [24, 25].
Compared to the inspection of chipping with defined cutting edges, it is less common and barely possible to do so during abrasive machining processes. The challenges may be explained in two aspects: (1) abrasive grains exposed on tool surfaces form a multitude of tiny cutting edges, and their geometric features such as orientation, position, and geometry may timely change as a result of the sintering process during the production and the self-sharpening effect during the machining [1, 26]; (2) abrasive chips have a minuscule size in microns, and they are usually suspending or floating in cutting fluids after spalling from the workpieces, being challenging for real-time inspection [27, 28]. Although abrasive chips may not be produced identically even under identical processing conditions, their geometric features can still conform to certain statistical distributions. This is similar to how abrasive grains can be statistically characterized. For instance, the geometric features of CBN abrasive grains embedded in a honing stone—such as equivalent diameter, length, area, and volume—have been shown to approximately follow a Gaussian distribution [9, 29, 30]. Despite these challenges, characterization of abrasive chips remains of interest in industry, particularly in manufacturing and mining. In the publications [31, 32], particle size distribution and shape of stone chips (several tens of micrometers) produced by diamond-segmented circular saw blades were analyzed. These chips were characterized using a computer image processing system based on scanning electron microscope images. The study [33] analyzed rail chip morphologies, microstructural evolution, and chemical characteristics using portable, optical, and scanning electron microscopes. Chip morphology, influenced by grinding temperature and abrasive grain forces, served as an indicator of the material’s response. Different chip types, including flowing, knife, and slice, were identified based on these factors. Similarly, another work [34] studied steel chip morphology to understand the correlation between chip formation and the material’s mechanical properties. In addition, innovative methods in combination with other advanced technologies have also been applied to characterize abrasive chips. The study [35] provided in situ characterization of grinding chips by “freezing” the process, offering insights into the micro-section of chip formation and distinctive chip shapes. This research [36] modeled grinding force and power based on the probabilistic distribution of chip thickness, validated through comparisons with measured data. While numerous studies emphasize the advancements in techniques and applications for abrasive chip characterization, they predominantly focus on traditional 2D characterization methods, such as digital and scanning electron microscopy (SEM). These methods can potentially introduce errors or discrepancies when inferring 3D characteristics. In this context, this study mainly has two objectives: to propose a three-dimensional characterization method for abrasive chips and to provide a protocol evidencing the hypothesis that abrasive chips may be statistically characterized.
Three-dimensional characterization of particles requires the reconstruction of a selected volume, which contains a sufficient number of objects studied. Common characterization methods include metallographic cross-sections, focused ion beam tomography (FIB), atom probe tomography (APT), and X-ray computed tomography (CT). Among them, X-ray micro-computed tomography (micro-CT) is a non-destructive characterization method with a spatial resolution in micron range, and therefore it delivers an excellent combination of spatial resolution and analyzed volume compared to the other methods. It can efficiently reproduce the 3D volumes of scanned objects by taking a series of radiographic images during a rotating movement followed by a mathematical volume reconstruction [37, 38]. CT image contrast is based on the attenuation of X-rays, which depends on the X-ray energy as well as the chemical composition and density of scanned objects. In particular, CT is very suitable for correlative microscopy and imaging time-dependent processes thanks to its non-destructive nature [39,40,41]. Nowadays, CT has gained wide applications in many different fields, for example, as an advanced diagnosis method in medicine and an inspection method for material failure or damage [42,43,44,45]. Moreover, CT can be used for metrology or quality assurance in materials processing [46]. In this study, a commercial honing stone was applied to generate abrasive chips by machining steel workpieces under a lubricated condition. A self-built in-house workbench was used, and it was able to simulate the kinematics of the external honing process and stock spalled chips by its filter system. Micro-CT was applied to inspect the produced chips based on a previously developed method for metallographically preparing abrasive chips [47]. The quantity, size, and shape of the abrasive chips were individually and statistically characterized.
2 Experimental aspects
This study involves critical steps outlined in Fig. 1, encompassing chip preparation, CT scan, image processing, and geometric characterization. In the initial step of chip preparation, abrasive chips were generated and readied for the CT scan. Following this, a sequence of radiographic images was acquired through the CT scan, facilitating the reconstruction of the scanned volume. Subsequent image processing involved the segmentation and visualization of individual chips, enabling the measurement and statistical analysis of their geometric features.

Flow chart of the 3D characterization method for abrasive chips
2.1 Chip preparation
2.1.1 Production of abrasive chips
Abrasive chips were generated using a CBN-based (cubic boron nitride) commercial honing stone (B151/L2/10/50, KADIA Produktion GmbH + Co.) through a honing-like process (Fig. 2) [48]. In alignment with prior research [36, 37], the CBN grains on the honing stone have a mean value of approximately 138 µm. The majority of grains displayed a projective shape ranging from rectangles to hexagons, demonstrating a relatively uniform distribution of orientations. During the tests, a normal force of 75 N was applied to the honing stone, with the workpiece subjected to a rotational speed of 500 rpm and oscillation at a rate of 25/min. Each test, lasting 60 s, was conducted under full lubrication using cutting oil with a viscosity of 9 mm2/s, and the test was systematically repeated five times on one workpiece to obtain the analyzed chip set. The workpieces, composed of steel 20MnCr5, exhibited a cylindrical form with dimensions of Ø25 mm × 50 mm and an initial surface roughness Ra of approximately 5 µm. The abrasive chips were generated through the penetrating and sliding movement of abrasive grains against the workpiece, immediately flushed by the supplied lubricant, and subsequently collected on filter tissue.

a The self-built workbench used for the tests, b image of the honing tool B151 showing working surface microstructure, and c the workpiece and its dimension
2.1.2 Metallographic preparation of chips for CT scan
In a previous investigation, a metallographic method was introduced for the preparation of cutting chips for three-dimensional characterization [47]. The filter tissue was placed directly underneath the rotating workpiece (as shown in Fig. 2a), effectively collecting the generated chips. To prepare the chips for CT scanning, a manual preparatory protocol was implemented. Initially, the adhered chips were extracted from the filter tissue using an ultrasonic bath. They were then separated and placed into the capsule as shown in Fig. 3a, with any attached fibers and residual oil manually removed. Subsequently, the chips were arranged in a single layer and embedded to fix their positions, as depicted in Fig. 3b. The embedding material used was “Demotec 35” (Demotec, Nidderau, Germany), which consists of two primary components: a methylmethacrylate polymer in powder form and a polymer solvent that solidifies and hardens the resin. These components were mixed in a 2:1 ratio. An appropriate amount of mounting powder was evenly distributed over the chips in the capsule and gently shaken to mix. This mixture was then transferred to a silicone mounting mold. The liquid solvent was poured over the chip and powder mixture in the mold and stirred for 30 s to ensure a homogeneous distribution. The curing process, initiated by an exothermic polymerization reaction, completed in approximately 5 min, forming a layer a few millimeters thick containing the chips. To meet the dimensional requirements of the CT scan detector, the embedded volume was mechanically processed into a cylindrical form with a 6 mm diameter, facilitating high-resolution X-ray imaging.

Metallographic preparation of chips: a capsule containing chips, b chips embedded in a single layer of the cylinder, ready for CT scan
2.2 Micro-CT scan of chips
The micro-CT scan of the chips included two major steps: acquiring a set of radiographic images while rotating the object and mathematically reconstructing the scanned volume. The micro-CT scanning was performed using a scanner named CT-alpha (ProCon X-ray, Saarstedt, Germany), which was equipped with an X-ray tube Feinfocus FXT-160.51 (Comet X-ray, Flamatt, Switzerland) and an X-ray detector Shad-o-Box 6 K HS (Teledyne DALSA Waterloo, ON, Canada). A voltage of 120 kV and a current of 100 µA were configured to obtain high-contrast images with a high signal-to-noise ratio. To obtain a good resolution, the magnification was set to about × 20 resulting in a voxel size of 2.44 µm. A total number of 2400 projections were realized with an exposure time of 1.5 s per projection. Since image acquisition started 1.5 s after each rotation step to minimize vibrations, the total scan time amounted to 2 h. Volume reconstruction was performed based on the filtered back-projection using the software pyXIT (version04-2021, X-ray Microscopy, Julius-Maximilians-University, Würzburg). A filter to reduce ring artifacts and beam hardening correction were applied to improve image quality. The detailed parameters of the CT scanning are given in Table 1.
2.3 Image processing and acquisition of individual chips
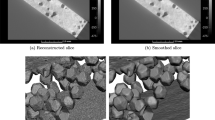
The primary objective of this step was to segment the chips from the reconstructed volume, specifically to separate them from the embedding resin and acquire individual chip images. Following the reconstruction, two predominant phases were discernible (Fig. 4a): the gray phase, representing the embedded resin with the polymer matrix in dark gray and additives in light gray, and the white phase, denoting the abrasive chips. Due to the distinct contrast between the gray and white phases, the chips could be easily separated by applying a threshold of gray value. All pixels with a gray value above 15.500 (gray value above the peak of the resin) are defined as abrasive chips. The results were verified visually and consequently; the segmented pixels representing the chips were marked in blue in the image, as illustrated in Fig. 4b. Afterwards, the chips were extracted from the gray phase (the embedded resin), as shown in Fig. 4c. This segmentation process was applied to the entire stack of reconstructed volume images, resulting in a volume exclusively containing the segmented pixels and the chips, respectively. The complete set of segmented pixels provided a visual representation of the individual chip geometries. The acquired image data underwent processing and analysis using Avizo software (version 2019.3, Thermo Fisher Scientific, Waltham, USA).

Cross-sectional images of a the reconstructed volume containing the chips b marked in blue and c after being extracted from the matrix
2.4 Characterization of geometric features: size and shape
In this step, geometric features of single chips were measured and statistically characterized based on the determined chip quantity in the reconstructed volume. The following parameters were adapted to describe the geometric features of chips, including the size parameters: equivalent diameter \({D}_{eq}\), Length3d, Width3d, Breadth3d (Fig. 5), and the shape parameters: FeretShape3d, Sphericity Ψ, and integral of mean curvature M. Brief explanations of each parameter are given as follows [49,50,51,52]:
-
Equivalent diameter \({D}_{eq}\)

Definition of the parameters: Length3d, Width3d, and Breadth3d of an object
\({D}_{eq}\) is the equivalent diameter of the sphere, having the identical volume of the investigated chip. \({D}_{eq}\) can be calculated using the following equation:
\(V\) is the volume of the investigated object.
-
Length3d and Width3d
Length3d and Width3d represent the maximum and the minimum of the object’s Feret diameters. Feret diameter is defined as the distance between the two parallel planes restricting the object perpendicular to a specific direction.
-
Breadth3d
Breadth3d is the largest distance between two parallel lines touching the object without intersecting it, lying in a plane orthogonal to the maximum 3D Feret diameter.
-
FeretShape3d
The Feret shape factor, i.e., FeretShape3d, is defined as D/d, where d is the minimum Feret diameter and D is the maximum Feret diameter. This factor is an aspect ratio between two perpendicular dimensions, stating how the measured object varies.
-
Sphericity \(\Psi\)
Sphericity \(\Psi\) measures the roundness of an object, and it can be calculated using the following equation:
\(V\) is the volume, and \(A\) is the surface area of the investigated chip. Sphericity \(\Psi\) has a value between 0 and 1. The object is a sphere when Sphericity \(\Psi\) equals to 1; meanwhile, a non-spherical object always has sphericity less than 1. As the sphericity is approaching 0, the objects are becoming more irregularly shaped. Sphericity values of some common objects are given in Table 2.
-
The integral of mean curvature M
The curvature describes the deviation of an object from being “flat”: in the case of very elongated objects (needles or fibers), the integral of mean curvature M can be used to measure the length L of the object, \(M=\pi L\); in the case of convex objects, the integral of mean curvature M is (up to a constant) equivalent to the mean diameter, i.e., \(M=2\pi d\).
3 Results and discussion
3.1 Image acquisition and visualization of chips
After the segmentation process, wherein abrasive chips were isolated from the matrix and their surfaces rendered, comprehensive visualization of the entire chip ensemble within the micro-CT scanned volume was achieved. Subsequently, a rigorous chip-counting analysis was conducted. Figure 6 exemplifies instances of the total chip distribution, partial chip visualization in one selected region, and the rendering of an individual selected chip within the scanned volume. Despite efforts to achieve a random and separate distribution of chips within the volume, preliminary observations of the reconstructed chips identified several anomalies. Notably, the presence of touching chips—often large and twisted—suggested that inadequate separation might have occurred during chip generation, embedding, or segmentation. This could potentially complicate accurate quantification and detailed geometric characterization of the chips. Most of these anomalies had dimensions either exceeding 200 µm in maximum Feret diameter or 50 µm in minimum Feret diameter, accounting for approximately 1.1% of the chips. To address these issues, further filtering was applied to exclude chips exceeding these size thresholds. After the end, a total of 4721 objects (chips) were studied in the scanned volume. Their geometric features, including size and shape, were analyzed both individually and statistically. Implementing these threshold values proved effective in significantly minimizing the impact of these anomalies.

Micro-CT visualization of abrasive chips: a total volume, b selected region, and c individual chip
3.2 Geometric features: size and shape
Table 3 summarizes mean, minimum, median, and maximum values for the characterized size parameters, with corresponding distributions depicted in Fig. 7. Among the 4721 chips examined, the mean equivalent spheric diameter is 20.72 µm, mean Length3d is 50.34 µm, mean Width3d is 16.78 µm, and mean Breadth3d is 22.86 µm. The size parameters were statistically described, with mean values for all four parameters exceeding their respective medians. Histograms exhibited characteristics of a positively skewed distribution, suggesting that the mode of the analyzed parameters tended to be less than their mean values.

Histograms of the analyzed size parameters: a Eq. Diameter Deq, b Length3d, c Width3d, and d Breadth3d
The measurement values of the characterized shape parameters are summarized in Table 4, and their distributions are shown in Fig. 8a–c. The FeretShape3d parameter exhibits a mean value of 2.92, indicating a tendency towards an elongated shape. The mean Sphericity (Ψ) is 0.78, suggesting a shape resembling a cone or cube (Table 2). However, the analysis of the Feret shape factor favors a cone-shape approximation. The positive skewness in the distribution of the Feret shape factor suggests a higher probability of objects having an aspect ratio less than 2.92. Meanwhile, the Sphericity (Ψ) median value closely aligns with the mean, indicative of a normal distribution. Based on the analysis of the integral of mean curvature (M), object length approximations for elongated objects like needles or fibers, and mean diameter approximations for convex objects, are derived (Fig. 8d). The close alignment of the mean diameter approximation with the equivalent diameter distribution indicates that the chips exhibit a subtly elongated and curved convex cone shape. This finding is in concordance with the results of statistical analyses on the shape factor and sphericity.

Histograms of the analyzed shape parameters: a FeretShape3d, b Sphericity \(\Psi ,\) c integral of mean curvature M, and d approximation of the object length and the mean diameter based on the M
3.3 Characterization of typical and feature chips
In the undertaken analysis, the identification of typical chips was predicated upon meticulous examination of their geometric features within the investigated dataset. A typical chip is defined as one whose size and shape parameters fall within ± 10% of the mean values. These mean values, outlined in Tables 3 and 4, served as the basis for identifying five representative typical chips. Consequently, five typical chips were ranked based on their close degree to the mean Deq, and they are cataloged in Table 5. The graphical representation of these selected chips, as depicted in Fig. 9, validates their characteristic manifestation, revealing a discernible inclination towards a subtly elongated and curved convex cone morphology.

Visualization of the selected typical chips as listed in Table 5
Feature chips are those with distinct sizes, specifically falling within groups defined by fixed percentages of the mean Length3d value, which is 50.34 µm in this study. The selection criteria involve assessing the Length3d of each chip to ensure they closely align with specific percentages of the mean values derived from the dataset. The determination of feature chips involves a systematic process. Initially, the chips are segregated into seven distinct groups based on their Length3d values. These groups correspond to fixed percentages of the mean Length3d value: 40%, 60%, 80%, 100%, 150%, 200%, and 250%. This translates to approximate Length3d values of 20 µm, 30 µm, 40 µm, 50 µm, 75 µm, 100 µm, and 125 µm, respectively. Furthermore, it is crucial that the feature chips within each group demonstrate a value that falls within ± 5% of the corresponding Length3d values. The selection of feature chips adhered to the specific criteria outlined in Table 6. This systematic approach ensures each feature chip accurately reflects the intended size range and meets the criteria, providing a robust basis for analysis.
Consequently, seven selected feature chips were retrieved from the database, visually depicted, and juxtaposed in Fig. 10. In parallel, scanning electron microscopy (SEM) was utilized to corroborate the morphological attributes simulated. Consequently, some abrasive chips, which were not embedded, were affixed to conductive double-sided adhesive tape and imaged using a secondary electron detector. Figure 11 showcases the SEM images of seven discerned feature chips, identified through their size, namely the Length3d parameter. It is noteworthy that, despite observable differences in size, these feature chips consistently manifest a distinctive tendency towards an elongated and curved convex cone morphology, closely resembling the characteristic shape observed in typical chips.

Visualization of the selected feature chips in each group (Table 6)

SEM images of selected feature chips in each group (Table 6)
4 Conclusions
In this study, abrasive chips generated by a commercial honing stone underwent successful characterization through the integration of metallographic preparation and micro-CT scan techniques. A comprehensive dataset consisting of 4721 chips was acquired, and their geometric features were meticulously examined both on an individual basis and through statistical analyses. The investigation confirms that the studied geometric features manifested by the produced chips conform to particular statistical distributions. Despite variations within specified ranges, this observation resonates with the results obtained from the geometric characterization of the abrasive grains, employing diverse methodologies [9, 29, 30].
Based on the observations and results obtained in this study, the chips, with ferret diameters ranging from 16.78 to 50.34 µm, consistently display a slightly elongated and curved cone shape, confirmed using SEM. However, some extraordinary chip shapes—such as extremely elongated or twisted chips or chips adhered to each other—were also observed. These anomalies may have been introduced during unstable machining process, embedding, or segmentation. Nonetheless, these atypical chips were not prevalent and could have been largely eliminated by applying certain filters during image processing. Therefore, their presence should only have minimal impact on the accuracy or efficiency of the characterization. Despite some occurrences of “anormal” chips, most of the abrasive chips turned out to have a “regular” size and shape, indicating a stable machining process. In this regard, this method should be suitable for an accurate and efficient characterization. This study opens up possibilities for indirectly inspecting abrasive processes through chip characterization. Further research could explore the statistical correlation between the geometry of abrasive grains and chips, offering deeper insights into the underlying processes.
References
Klocke F (2017) Grundlagen zum Schneideneingriff. In: Klocke F (ed) Fert. 2 Zerspanung Mit Geom. Unbestimmter Schneide. Springer Berlin Heidelberg, Berlin, Heidelberg, pp 5–19. https://doi.org/10.1007/978-3-662-53310-9_2
Klocke F (2018) Schneidstoffe und Werkzeuge. In: Klocke F (ed) Fert. 1 Zerspanung Mit Geom. Bestimmter Schneide. Springer Berlin Heidelberg, Berlin, Heidelberg, pp 113–128. https://doi.org/10.1007/978-3-662-54207-1_4
Sun Z, Dai Y, Hu H, Tie G, Guan C, Chen X (2020) Research on deterministic figuring of ultra-precision shaft parts based on analysis and control of figuring ability. Materials (Basel) 13:2458. https://doi.org/10.3390/ma13112458
B Pan, R Kang, X Zhu, Z Yang, J Zhang, J Guo, (2023) Why parallelism of workpieces becomes convergent during double-sided lapping?, J Manuf Sci Eng 145 https://doi.org/10.1115/1.4057053.
Inasaki I, Tönshoff HK, Howes TD (1993) Abrasive machining in the future. CIRP Ann 42:723–732. https://doi.org/10.1016/S0007-8506(07)62535-9
Hashimoto F, Yamaguchi H, Krajnik P, Wegener K, Chaudhari R, Hoffmeister HW, Kuster F (2016) Abrasive fine-finishing technology. CIRP Ann - Manuf Technol 65:597–620. https://doi.org/10.1016/j.cirp.2016.06.003
Monteiro SN, Skury ALD, De Azevedo MG, Bobrovnitchii GS (2013) Cubic boron nitride competing with diamond as a superhard engineering material – an overview. J Mater Res Technol 2:68–74. https://doi.org/10.1016/J.JMRT.2013.03.004
Flores G, Wiens A (2016) Grundlagen und Anwendungen des Honens (Basics and Applications of Honing), 2nd edn. Vulkan Verlag, Essen
Fang S (2020) Morphological study of a cubic boron nitride (CBN) cutting tool and characterization of its wear scenarios in abrasive machining process. Ceram Int 46:19491–19498. https://doi.org/10.1016/j.ceramint.2020.04.302
Dimla Snr DE (2000) Sensor signals for tool-wear monitoring in metal cutting operations—a review of methods. Int J Mach Tools Manuf 40:1073–1098. https://doi.org/10.1016/S0890-6955(99)00122-4
Sabri L, Mezghani S, El Mansori M (2010) A study on the influence of bond material on honing engine cylinder bores with coated diamond stones. Surf Coatings Technol 205:1515–1519. https://doi.org/10.1016/J.SURFCOAT.2010.10.016
Mukherjee I, Ray PK (2006) A review of optimization techniques in metal cutting processes. Comput Ind Eng 50:15–34. https://doi.org/10.1016/j.cie.2005.10.001
Hussain G, Alkahtani M, Alsultan M, Buhl J, Kumar Gupta M (2022) Chip formation, cutting temperature and forces measurements in hard turning of Gcr15 under the influence of PcBN chamfering parameters. Measurement 204:112130. https://doi.org/10.1016/J.MEASUREMENT.2022.112130
Rahman MA, Rahman M, Woon KS, Mia M (2021) Episodes of chip formation in micro-to-nanoscale cutting of Inconel 625. Int J Mech Sci 199:106407. https://doi.org/10.1016/J.IJMECSCI.2021.106407
Devotta A, Beno T, Löf R, Espes E (2015) Quantitative characterization of chip morphology using computed tomography in orthogonal turning process. Procedia CIRP 33:299–304. https://doi.org/10.1016/J.PROCIR.2015.06.053
G González, D Schwär, E Segebade, M Heizmann, F Zanger (2021) Chip segmentation frequency based strategy for tool condition monitoring during turning of Ti-6Al-4V, in: Procedia CIRP, Elsevier pp. 276–280. https://doi.org/10.1016/j.procir.2021.09.047.
Tangjitsitcharoen S (2009) In-process monitoring and detection of chip formation and chatter for CNC turning. J Mater Process Technol 209:4682–4688. https://doi.org/10.1016/j.jmatprotec.2008.10.054
Nie G, Yang Z, Zhang D, Zhang X, Outeiro J, Ding H (2022) Dynamics of chip formation during the cutting process using imaging techniques: a review. Int J Mech Syst Dyn 2:27–49. https://doi.org/10.1002/msd2.12032
HK Tönshoff, B Denkena, (2013) Chip Control, in: H.K. Toenshoff, B. Denkena (Eds.), Lect. Notes Prod. Eng., Springer Berlin Heidelberg, Berlin, Heidelberg pp. 37–48. https://doi.org/10.1007/978-3-642-33257-9_3.
B Denkena, HK Tönshoff, (2011) Spanformung, in: B. Denkena, H.K. Tönshoff (Eds.), Spanen, Springer Berlin Heidelberg, Berlin, Heidelberg : pp. 37–50. https://doi.org/10.1007/978-3-642-19772-7_3.
IS Jawahir, (2019) Chip-Forms, Chip Breakability, and Chip Control, in: S Chatti, L Laperrière, G Reinhart, T Tolio (Eds.), CIRP Encycl. Prod. Eng., Springer Berlin Heidelberg, Berlin, Heidelberg pp. 245–260. https://doi.org/10.1007/978-3-662-53120-4_6394.
Segreto T, Simeone A, Teti R (2012) Chip form classification in carbon steel turning through cutting force measurement and principal component analysis. Procedia CIRP 2:49–54. https://doi.org/10.1016/J.PROCIR.2012.05.038
Nakayama K, Arai M (1992) Comprehensive chip form classification based on the cutting mechanism. CIRP Ann 41:71–74. https://doi.org/10.1016/S0007-8506(07)61155-X
Tangjitsitcharoen S, Lohasiriwat H (2018) Hybrid Monitoring of chip formation and straightness in CNC turning by utilizing Daubechies wavelet transform. Procedia Manuf 25:279–286. https://doi.org/10.1016/J.PROMFG.2018.06.084
Tangjitsitcharoen S, Moriwaki T (2008) Intelligent monitoring and identification of cutting states of chips and chatter on CNC turning machine. J Manuf Process 10:40–46. https://doi.org/10.1016/J.MANPRO.2008.01.001
Fang S, Müller DW, Rauch C, Cao Y, Mücklich F, Llanes L, Bähre D (2020) Fabrication of interference textures on cemented carbides using nanosecond and femtosecond laser pulses. Procedia CIRP 87:216–221. https://doi.org/10.1016/j.procir.2020.02.063
Uhlmann E, Roßkamp S (2018) Surface integrity and chip formation in abrasive flow machining. Procedia CIRP 71:446–452. https://doi.org/10.1016/J.PROCIR.2018.05.048
Misra A, Finnie I (1981) On the size effect in abrasive and erosive wear. Wear 65:359–373. https://doi.org/10.1016/0043-1648(81)90062-4
Fang S, Llanes L, Engstler M, Baehre D, Soldera F, Muecklich F (2016) Surface topography quantification of super hard abrasive tools by laser scanning microscopy. Mater Perform Charact 5:796–815. https://doi.org/10.1520/MPC20160008
Fang S, Llanes L, Bähre D, Mücklich F (2017) 3D characterization of cubic boron nitride (CBN) composites used as tool material for high precision abrasive machining processes. Ceram Int 43:14693–14700. https://doi.org/10.1016/j.ceramint.2017.07.198
Yilmaz NG, Mete Göktan R, Gaşan H, Nuri Çelik O (2013) Particle size distribution and shape characterization of the chips produced during granite machining in relation to process forces and specific energy. Part Sci Technol 31:277–286. https://doi.org/10.1080/02726351.2012.726943
Gunes Yilmaz N (2016) Size analysis of the chips generated during abrasive machining of granite in relation to productivity and efficiency parameters. Part Sci Technol 34:593–601. https://doi.org/10.1080/02726351.2015.1096872
Ding H, Yang J, Wang W, Guo J, Liu Q (2022) Characterization and formation mechanisms of rail chips from facing grinding by abrasive wheel. J Manuf Process 73:544–554. https://doi.org/10.1016/j.jmapro.2021.11.032
WI Nugroho, S Nugroho, Rusnaldy (2018). Characterization chip formation of commercial steel materials at low speed cylindrical grinding processes, MATEC Web Conf 159 https://doi.org/10.1051/matecconf/201815902023.
Vasilko K, Murčinková Z (2019) Experimental study of chip shapes in grinding by unique quick stop method and the ground subsurface layers micro-hardness. J Mech Sci Technol 33:1341–1347. https://doi.org/10.1007/s12206-019-0234-0
Hecker RL, Liang SY, Wu XJ, Xia P, Jin DGW (2007) Grinding force and power modeling based on chip thickness analysis. Int J Adv Manuf Technol 33:449–459. https://doi.org/10.1007/s00170-006-0473-y
Husband J, Dombrowe G (2005) X-ray computed tomography - a truly remarkable medical development. Br J Radiol 78:97–98. https://doi.org/10.1259/bjr/52138043
Hounsfield GN (1980) Computed medical imaging. Science 210:22–28. https://doi.org/10.1126/science.6997993
Cressa L, Fell J, Pauly C, Hoang QH, Mücklich F, Herrmann HG, Wirtz T, Eswara S (2022) A FIB-SEM based correlative methodology for X-ray nanotomography and secondary ion mass spectrometry: an application example in lithium batteries research. Microsc Microanal 28:1890–1895. https://doi.org/10.1017/S1431927622012405
Fell J, Pauly C, Maisl M, Zabler S, Mücklich F, Herrmann H-G (2023) Three-dimensional imaging of microstructural evolution in SEM-based nano-CT. Tomogr Mater Struct 2:100009. https://doi.org/10.1016/J.TMATER.2023.100009
J Fell, F Lutter, C Pauly, M Engstler, F Han, R Costa, S Zabler, M Maisl, F Mücklich, R Hanke, HG Herrmann (2023) Correlative microscopy using SEM based nano-CT, in: B. Lai, A. Somogyi (Eds.), X-Ray Nanoimaging Instruments Methods VI, SPIE https://doi.org/10.1117/12.2677235.
Liotier PJ, Alain V, Christine D (2010) Characterization of 3D morphology and microcracks in composites reinforced by multi-axial multi-ply stitched preforms. Compos Part A Appl Sci Manuf 41:653–662. https://doi.org/10.1016/J.COMPOSITESA.2010.01.015
Salvo L, Suéry M, Marmottant A, Limodin N, Bernard D (2010) 3D imaging in material science: application of X-ray tomography. Comptes Rendus Phys 11:641–649. https://doi.org/10.1016/J.CRHY.2010.12.003
Fernandes H, Summa J, Daudre J, Rabe U, Fell J, Sfarra S, Gargiulo G, Herrmann H-G (2021) Characterization of ancient marquetry using different non-destructive testing techniques. Appl Sci 11:7979. https://doi.org/10.3390/app11177979
Straub T, Fell J, Zabler S, Gustmann T, Korn H, Fischer SCL (2023) Characterization of filigree additively manufactured NiTi structures using micro tomography and micromechanical testing for metamaterial material models. Materials (Basel) 16:676. https://doi.org/10.3390/ma16020676
Zeuner AT, Wanski T, Schettler S, Fell J, Wetzig A, Kühne R, Fischer SCL, Zimmermann M (2023) Influence of a pronounced pre-deformation on the attachment of melt droplets and the fatigue behavior of laser-cut AISI 304. Metals (Basel) 13:201. https://doi.org/10.3390/met13020201
Fang S, Frank A (2021) A metallographic preparation method for three-dimensional microstructural characterization of machining chips. Pract Metallogr 58:644–661. https://doi.org/10.1515/pm-2021-0056
Fang S (2022) Validation of cemented carbide tools textured by ultrashort pulse laser through surface and force measurement under honing-like conditions. CIRP J Manuf Sci Technol 37:559–569. https://doi.org/10.1016/j.cirpj.2022.03.005
HG Merkus (2009) Particle size, size distributions and shape BT - particle size measurements: fundamentals, practice, quality, in: H.G. Merkus (Ed.), Springer Netherlands, Dordrecht 13–42. https://doi.org/10.1007/978-1-4020-9016-5_2.
MK Singh, A Singh, (2020) Particle size analysis. Charact Polym Fibres 341–358. https://doi.org/10.1016/B978-0-12-823986-5.00009-9.
D Wang, LS Fan (2013) Particle characterization and behavior relevant to fluidized bed combustion and gasification systems. Fluid. Bed Technol Near-Zero Emiss Combust Gasif 42–76. https://doi.org/10.1533/9780857098801.1.42.
Xu R, Di Guida OA (2003) Comparison of sizing small particles using different technologies. Powder Technol 132:145–153. https://doi.org/10.1016/S0032-5910(03)00048-2
Funding
The research leading to the publication was funded by the Feodor Lynen Research Fellowship of the Alexander von Humboldt Foundation. The X-ray CT and SEM measurements received funding from the German Research Foundation (DFG grant number HE7079/4–1).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fang, S., Fell, J., Frank, A. et al. Three-dimensional characterization of abrasive chips using micro-computed tomography. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-14022-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-14022-8