
Abstract
Cork and its composites have shown great potential to be employed in protective equipment, damping, and crashworthy systems. Their sustainability is far more positive than that of the solutions currently used. Recent advances in the development of cork composites with shear thickening fluids (STFs) have demonstrated promising results for impact mitigation, mainly focusing on layered structures. This study investigates disruptive configurations of cork-based multilayered structures strategically enhanced with shear-thickening fluid interfaces. In addition, laser texturing of the cork surface to enhance the STF interaction was also investigated. The samples were then subjected to low-energy impact tests with a hemispherical impactor. Additionally, samples were subjected to scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS) to investigate the interactions with STF and modifications caused by the interaction with the laser beam. Some of the explored configurations substantially reduced the impact force, achieving a maximum reduction of 19.7%, mainly benefiting from the STF incorporation between cork layers and enhanced with laser texturing.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, the development of lightweight and high-performance materials for impact mitigation has garnered significant attention across various industries, ranging from aerospace to sports equipment [1,2,3]. Protection of both structures and individuals from sudden impacts is crucial. Research has focused on developing innovative composite materials that offer lightweight and flexible features while enhancing impact resistance. One promising exploration avenue combines cork and shear thickening fluids (STFs) to create advanced impact-resistant structures [4,5,6,7,8,9,10].
STFs, colloidal suspensions that exhibit a remarkable increase in viscosity under shear stress, have garnered significant interest due to their ability to transform from a fluid to a solid-like state upon impact. This unique rheological behaviour offers potential applications in impact mitigation, as STFs can effectively dissipate and distribute energy during sudden loading events. Previous studies have demonstrated the effectiveness of STFs in enhancing the impact, puncture, ballistic, and stab resistance of materials such as fabrics and foams [11,12,13,14,15]. Recently, new concepts of multi-functional STFs have been introduced. Sheiki et al. [16] designed sandwich structures enhanced with a multi-functional STF to improve vibration damping and electrical conductivity.
Cork, a natural cellular material, presents innate properties and characteristics, which include low density, compressibility, and capability of absorbing impact energy [17], making it an excellent choice for integration with STFs in composite structures. Laminated cork composites interfacially enhanced with STF have been previously developed, presenting marginal gains in impact force mitigation [4, 7, 8]. These are based on laminated agglomerated cork sheets, interfacially reinforced with STF [4, 7].
Gürgen et al. [4] investigated the enhancement of impact resistance in cork composites employing a shear thickening fluid as an interfacial layer in 20-mm-thick samples, going up to ten cork layers. The ten-layer structure achieved 36% impact force reduction for 5 J impact. For 10 J impact, mitigation of the same design achieved less than 15% force reduction. With a four-layer design, this value was even lower than 10%. More recently, Oliveira et al. [7] investigated different STF formulations based on polyethylene glycol (PEG) and fumed silica nanoparticles and then subjected the samples to 20 J impact tests with a flat impactor. Although the reductions achieved were marginal, the STF based on PEG 200 and 30 wt% silica content revealed promising results.
Galindo-Rosales et al. [8] proposed a concept based on laminated cork sheets, which were laser engraved with a network of microchannels and filled with STF. The proposed solutions achieved marginal impact force reductions in very low-energy impacts (less than 5 J). The authors explored engraving depths from 0.1 to 1 mm and focused mainly on the flow behaviour of STF and the network of microchannels. Nevertheless, the authors did not explore the potential effect of laser texturing on the impact behaviour and interfacial enhancing mechanisms.
Laser texturing has demonstrated promising results in enhancing materials’ interfacial adhesion and mechanical properties [18, 19]. Laser surface texturing has also been used as a sustainable tool to modify the wettability of materials [20]. Laser texturing is a promising technique since it may provide an alternative to chemical ones, which can be toxic. Additionally, it can be employed to various types of materials. However, applying laser texturing to natural materials, e.g. wood, is scarcely addressed in the literature and is non-existent in the case of cork. In addition, the relevance of the interface in the STF performance in multilayered cork composites has been recently highlighted [21], settling the motivation for this research.
Therefore, this study aims to develop multilayered cork-STF composite structures for impact mitigation and investigate the effect of laser texturing on cork surfaces. Therefore, these structures will be subjected to low-energy impact tests, focusing on determining the resulting impact force. Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) are also employed to investigate the interactions with STF and modifications caused by the interaction with the laser beam, correlating relevant observations with the impact performance.
2 Materials and methods
In this study, various multilayered agglomerated cork-STF composite structures were explored. In addition, the potential of laser texturing was also explored to optimise STF interaction with the cork surface.
2.1 Materials and specimen preparation
Figure 1 illustrates all the configurations along with their materials. The multilayered structures consist of two 10-mm-thick agglomerated cork sheets. This compound has a density of 170 kg/m3 and was supplied by Unicor. The supplied boards were cut into 50 mm × 50 mm square specimens. For a detailed breakdown of their properties, please refer to Table 1.

Three types of sample configurations—from left to right: C-10 (neat cork); CSTF-10 (cork with STF between layers); CLESTF-10 to CLESTF-40 (cork with STF between laser textured layers)
This study increments from knowledge acquired in previous studies, mainly the sample design and test conditions [4] and the production and optimization of the STF formulations [7]. The better suspension achieved in Oliveira et al. [7] is here replicated, employing an STF that consists of polyethylene glycol (PEG) with a molecular weight of 400 g/mol from Thermo Scientific Acros (Table 2) and fumed silica (SiO2) nanoparticles with a specific surface area of 200 ± 25 m2/g from Merck (Table 3).
As illustrated in Fig. 1, three types of samples were manufactured: (i) C-10, two 10-mm cork layers without STF on the interface; (ii) CSTF-10, two 10-mm cork layers with STF on the interface; (iii) CLESTF, two 10-mm cork layers, which were laser texturized, and STF was applied on the interface. In the latter configuration, the textured area is also a variable, exploring 10 mm, 20 mm, 30 mm, and 40 mm squares textured by a laser beam.
2.1.1 Shear thickening fluid
The STF used in the experiment is a suspension based on poly(ethylene glycol) (PEG) and fumed silica, previously characterised [7]. Specifically, PEG with a molecular weight of 400 g/mol and a density of 1.1275 g/mL (Thermo Scientific Chemicals), and fumed silica nanoparticles (SiO2) at a concentration of 30 wt% (Merck). The fumed silica nanoparticles have a specific surface area of 200 ± 25 m2/g. Stirring and homogenisation of silica nanoparticles in PEG were performed using an IKA T 18 brushless digital Ultra-Turrax. The dispersing stage was carried out at 15,000 rpm for 2 h.
Figure 2 depicts the typical rheological behaviour of STF, which was obtained using the following cone-plate setup carried out in the Kinexus rehometer at room temperature (Table 4), as described in Oliveira et al. [7].

Viscosity-shear rate of the STF
2.1.2 Laser texturing
The CLESTF group was designed to determine the effect of textured cork surfaces on STF interaction. Four types of samples were developed to investigate the textured area’s effect. This marked square is concentric to the sample. Figure 3 illustrates the dimensions of each layer, including textured area, and their values are presented in Table 5.

The dimensions of each layer and textured area of CLESTF samples: L1, sample side length; L2, textured surface side length; t, layer thickness. The top and bottom figures represent the front and top views, respectively
Laser texturing was carried out using a pulsed 200-W Ytterbium-doped fibre laser (from IPGphotonics coupled to a RayLase galvanometric head) with a wavelength of 1070 nm. Table 6 presents the processing parameters for each sample type, which were experimentally optimised to achieve the best outcome. Overall, the scanning speed was adjusted to address the different textured areas between samples CLESTF-10 to CLESTF-40.
2.1.3 Sample preparation
The assembly process was carried out meticulously, with prior measuring of the mass of each component or material. The aim of the strategy behind the STF deposition was to deposit the maximum possible amount and then, by compressing both cork sheets together, remove the excess fluid that was draining out. The average STF mass achieved with this deposition method and the average surface density are presented in Table 7.
Although slight differences exist, a clear ascendant trend exists in the STF quantity with the textured area. It is plausible that the laser texturing of the cork surface created some superficial degradation. Through visual inspection, no engraving was observed, and only surface marking was achieved, which was the original aim. Nevertheless, this is probably the reason why samples with a larger textured area (CLESTF-40) retain an average of 29.6% more STF than the non-textured ones, which reflects on a surface density of 1.156 mg/mm2 against 0.892 mg/mm2.
2.2 Impact tests
The impact tests were conducted using an Instron 9440 drop tower, employing a hemispherical impactor. Table 8 presents an overview of the impact test conditions defined for 10 J impacts. Five samples of each type were tested to guarantee repeatability and statistically significant results.
2.3 Scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS)
In order to search for phenomena that might result from the interaction between the different materials and laser radiation, SEM and EDS analyses were carried out. The TM4000 PLUS from Hitachi was used to carry out these analyses. These enable surface analysis, yielding high-resolution images and revealing the chemical composition. The following specimens were analysed using SEM and EDS: (i) neat cork layer without laser texturing (C-10), (ii) laser-textured cork layer without STF, (iii) non-textured cork layer with STF (CSTF-10), (iv) and laser-textured cork with STF (CLESTF).
3 Results and discussion
3.1 SEM and EDS analysis
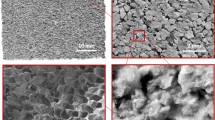
Figures 4, 5, 6, and 7 present the SEM micrographs of four distinct specimens: (i) neat cork layer without laser texturing and STF (Fig. 4), (ii) laser-textured cork layer without STF (Fig. 5), (iii) non-textured cork layer with STF (Fig. 6), (iv) and laser-textured cork with STF (Fig. 7). Figure 4 depicts a standard cork microstructure, revealing hexagonal prismatic closed cells. On the other hand, Fig. 5 presents a microstructure where the honeycomb pattern is still visible, but clearly, there are alterations to the surface. The higher magnification reveals some sort of fibres deposited on the surface, which might indicate degradation of the outer cell walls. After suberin, lignin, cellulose, and hemicelluloses are among the highest constituents of cork [22]. Due to the degradation or even decomposition of the cell walls, one can hypothesise about their presence on the cork’s textured surface. Additionally, due to the high temperatures achieved on the surfaces irradiated with the laser beam, there will be a place for volatilisation and carbonised material. In fact, recent studies have been investigating the development of lignin carbon fibres after high-temperature pyrolysis [23,24,25].

Neat agglomerated cork layer: a 100× magnification; b 500× magnification

Laser textured agglomerated cork layer: a 100× magnification; b 500× magnification

Agglomerated cork layer with STF interface: a 200× magnification; b 500× magnification

Laser-textured agglomerated cork layer with STF interface: a 200× magnification; b 500× magnification
Comparing the micrographs from STF-cork samples with and without laser textured surfaces, Figs. 6 and 7, respectively, STF is more uniformly spread across the open cells of the textured layer. Additionally, there is more retention of STF at the interface. This correlates well with mass measurements presented in Table 7 since laser engraving was avoided, aiming to mark the sample, i.e. just texturization. In fact, the sample with a smaller textured area presented an average STF surface density 13.9% higher than the non-textured one, which presents a potential key-enhancer mechanism to retain STF on cork surfaces.
In Fig. 8, it is possible to see the region of interest (ROI) where EDS scans were made. These correspond to neat and textured cork samples, both without STF. As expected, the main chemical elements present in the samples are carbon and oxygen (Table 9). Cork is a closed-cell material, and its cells typically entrap air during bark growth. Table 9 indicates 29.81% oxygen for the neat cork and 16.64% for the textured one. This 44% reduction is probably caused by the collapse and potential degradation of the cells’ walls on the sample surface. Additionally, the increase in carbon amount caused by laser irradiation supports the cell degradation hypothesis, reinforcing the possible occurrence of mechanisms behind lignin carbon fibres obtained by high-temperature pyrolysis, as reported in the literature [23,24,25].

EDS scans ROI with 500x magnification: a neat agglomerated cork layer; b laser-textured agglomerated cork layer
3.2 Impact tests
The results showcase the average values obtained for five samples tested of each configuration. Regarding the maximum force experienced (as shown in Fig. 9), it is evident that cork-neat samples achieved higher peak forces. Therefore, the presence of at least 2.23 g of STF on the 50 mm × 50 mm cork interface (average STF surface density of 0.893 mg/mm2) makes it possible to achieve impact force reductions higher than 15%.

Peak impact force [N]
On the other hand, laser-textured samples CLESTF-10 and CLESTF-20 did not show significant improvement compared to CSTF-10. Comparing the average peak force, CLESTF-10 and CLESTF-20 presented slightly higher forces than CSTF-10. Additionally, although there was a slight improvement in impact force reduction throughout the progression of the textured area in CLESTF samples, this evolution is non-linear.
The main impact force reduction between samples with STF occurs between CLESTF-20 and CLESTF-30. In addition, the difference in STF mass is the lowest between CLESTF-20 and CLESTF-30, which makes it possible to conclude that this higher impact force reduction is not mainly attributed to a higher STF surface density but probably to the textured area. Therefore, since these samples have almost the same mass of STF, a hypothetical reason behind this decrease could be related to the textured area. The hemispherical impactor has a diameter of 20 mm, which means that the CLESTF-30 sample is the first to ensure that the hemispherical impactor radius of action is within the textured area. On the other hand, although CLESTF-40 ranked second in impact performance, the force values reached were slightly higher than CLESTF-40. The only explanation for this phenomenon is a potential threshold that was crossed, countering the positive evolution achieved with CLESTF-30, potentially caused by damage to the structure since the irradiated area by the laser beam is larger.
Figure 10 depicts the displacement reached at maximum force. In fact, the sample CLESTF-40 reached the highest displacement from all the samples with STF, which shows it is easier to penetrate by the hemispherical impactor. It is also worth highlighting that the displacement results indicate a marginal increase in penetration throughout the CLESTF samples from 10 to 40, successively. In addition, the average displacement reached between CLESTF-20 and CLESTF-20 is almost the same.

Displacement at the peak [mm]
Overall, the results highlight the benefit of including STF on these composite structures by achieving impact force reductions of 16.1% for CSTF-10 and 19.7% for CLESTF-30. Therefore, although this is not linear, surface texturing triggers a 3.6% impact force reduction.
Figure 11 presents the absorbed energy, showing that except for the reference specimen (C-10), all samples registered less than 8 J. This aspect confirms that STF positively influences the impact force reduction, leading to a steadier mitigation as it is possible to confirm by the stress-strain curves depicted in Figs. 12, 13, 14, 15, 16, and 17.

Absorbed energy (J)

Force-displacement curve: C-10

Force-displacement curve: CSTF-10

Force-displacement curve: CLESTF-10

Force-displacement curve: CLESTF-20

Force-displacement curve: CLESTF-30

Force-displacement curve: CLESTF-40
Figures 12, 13, 14, 15, 16, and 17 present all the samples’ force-displacement average curves and their respective standard deviation. A noticeable difference between samples C-10 and CSTF-10 is observed when the force approaches its maximum. The reference specimen’s curve presents a linear behaviour, whereas in the presence of STF, the force increase rate drops near its peak, almost remaining stagnant. This trend is observed in all the STF-based specimens (including CLESTF). This observation further confirms the STF’s positive impact on the structure’s impact performance.
4 Conclusions
This study investigated the multilayered cork-STF composite structures for impact mitigation. It also investigated the effect of laser texturing on cork surfaces that interact with STF. The results indicate a significant impact force mitigation caused by STF incorporation on the cork composite structures, reaching a 16.1% reduction with just STF (CSTF-10) and a maximum reduction of 19.7% with a textured sample (CLESTF-30).
Although the impact force difference between the best-performing sample (CLESTF-30) and the one with just STF (CSTF-10) is marginal, SEM micrographs of textured surfaces revealed a more homogenous distribution of the STF throughout the cork microstructure of textured interfaces. Therefore, further investigation is needed to determine the optimum thresholds while employing laser processing techniques on cork for this application.
In addition, the laser processing of cork revealed another potential use for this sustainable material since the laser interaction might produce exciting results for manufacturing lignin carbon fibres based on high-temperature pyrolysis. Thus, the phenomenon resulting from the laser processing of cork might open new avenues for cork waste utilisation for lignin carbon fibre production. Also, in a potential upscaling and industrial application, it would be necessary to optimise laser power and scanning speed for each scenario to achieve the desired textured quality while saving energy and time.
Nevertheless, the main key element in the multilayered composite was the STF interface, which made it possible to reduce impact force significantly. At this stage, and before future developments employing laser technology, STF demonstrates a high potential to be employed in cork composites, particularly in laminates, without interfering in the assembly or manufacturing processes, resulting in an excellent cost-benefit relationship. Based on the main findings, these cork-STF composite structures can be employed in protective equipment and structures, having prominent shock absorption and damping roles.
Data availability
All data generated or analysed during this work are included in this article.
References
Ju Yeo S, Jun Oh M, Yoo PJ, Yeo SJ, Oh MJ, Yoo PJ (2019) Structurally controlled Cellular architectures for High-Performance Ultra-lightweight materials. Adv Mater 31:1803670. https://doi.org/10.1002/ADMA.201803670
Zhang W, Xu J (2022) Advanced Lightweight materials for automobiles: a review. Mater Des 221:110994. https://doi.org/10.1016/J.MATDES.2022.110994
Abbasi S, Peerzada MH, Nizamuddin S, Mubarak NM (2020) Functionalized nanomaterials for the aerospace, vehicle, and sports industries. Handbook of Functionalized Nanomaterials for Industrial Applications 795–825. https://doi.org/10.1016/B978-0-12-816787-8.00025-9
Gürgen S, Fernandes FAO, de Sousa RJA, Kuşhan MC (2021) Development of eco-friendly shock-absorbing cork composites enhanced by a non-newtonian fluid. Appl Compos Mater 28:165–179. https://doi.org/10.1007/s10443-020-09859-7
Ferreira Serra G, Fernandes FAO, Alves de Sousa J, Noronha R, Ptak E (2022) New hybrid Cork-STF (shear thickening fluid) polymeric composites to enhance head safety in micro-mobility accidents. Compos Struct 301. https://doi.org/10.1016/j.compstruct.2022.116138
Antunes e Sousa GJ, Rocha ARS, Serra GF, Fernandes FAO (2023) Alves De Sousa, R.J. Shear Thickening fluids in Cork agglomerates: an exploration of advantages and drawbacks. Sustain (Switzerland) 15:6764. https://doi.org/10.3390/SU15086764/S1
Oliveira L, Serra GF, Gürgen S, Novais RM, de Sousa RJA, Fernandes FAO (2024) Shear thickening fluids in cork composites for impact mitigation: the role of fumed silica concentration. Archives of Civil and Mechanical Engineering 24:1–12. https://doi.org/10.1007/S43452-024-00909-6
Galindo-Rosales FJ, Martínez-Aranda S, Campo-Deaño L (2015) CorkSTFµfluidics – A Novel Concept for the development of Eco-friendly Light-Weight Energy absorbing composites. Mater Des 82:326–334. https://doi.org/10.1016/J.MATDES.2014.12.025
Sheikhi MR, Gürgen S (2023) Deceleration Behavior of Multi-layer Cork composites Intercalated with a non-newtonian material. Archives Civil Mech Eng 23:1–11. https://doi.org/10.1007/S43452-022-00544-Z/METRICS
Sheikhi MR, Gürgen S, Altuntas O (2022) Energy-absorbing and eco-friendly perspectives for cork and WKSF based composites under drop-weight impact machine. Machines 2022 10:1050. https://doi.org/10.3390/MACHINES10111050
Lu Z, Yuan Z, Chen X, Qiu J (2019) Evaluation of ballistic performance of STF Impregnated Fabrics under high velocity impact. Compos Struct 227:111208. https://doi.org/10.1016/J.COMPSTRUCT.2019.111208
Asija N, Chouhan H, Amare Gebremeskel S, Bhatnagar N (2018) Impact response of Shear Thickening Fluid (STF) treated Ultra High Molecular Weight Poly Ethylene composites – study of the Effect of STF Treatment Method. Thin-Walled Struct 126:16–25. https://doi.org/10.1016/J.TWS.2017.04.025
Sheikhi MR, Hasanzadeh M, Gürgen S, Li J (2024) Enhanced Anti-impact Resistance of polyurethane foam composites with multi-phase Shear Thickening fluids containing various Carbon Nanofillers. Mater Today Commun 38:107991. https://doi.org/10.1016/J.MTCOMM.2023.107991
Hasanzadeh M, Mottaghitalab V, Babaei H, Rezaei M (2016) The influence of Carbon nanotubes on quasi-static puncture resistance and yarn pull-out behavior of Shear-Thickening fluids (STFs) impregnated Woven fabrics. Compos Part Appl Sci Manuf 88:263–271. https://doi.org/10.1016/J.COMPOSITESA.2016.06.006
Hasanzadeh M, Mottaghitalab V (2014) The role of Shear-Thickening fluids (STFs) in ballistic and stab-Resistance improvement of flexible armor. J Mater Eng Perform 23:1182–1196. https://doi.org/10.1007/S11665-014-0870-6/METRICS
Rauf Sheikhi M, Gürgen S, Li J, Alper Sofuoğlu M, Hasanzadeh M, Cemal Kuşhan M, Chen Z (2023) Design of Smart Sandwich structures enhanced by multi-functional Shear Thickening fluids (M – STFs): Anti-vibration and Electrical Conductivity. Compos Struct 324:117520. https://doi.org/10.1016/J.COMPSTRUCT.2023.117520
Silva SP, Sabino MA, Fernandas EM, Correlo VM, Boesel LF, Reis RL, Cork (2005) Properties, Capabilities and Applications. Int Mater Rev 50:345–365. https://doi.org/10.1179/174328005X41168
Riveiro A, Pou P, del Val J, Comesaña R, Arias-González F, Lusquiños F, Boutinguiza M, Quintero F, Badaoui A, Pou J (2020) Laser texturing to control the wettability of materials. Procedia CIRP 94:879–884. https://doi.org/10.1016/J.PROCIR.2020.09.065
Shivakoti I, Kibria G, Cep R, Pradhan BB, Sharma A (2021) Laser surface texturing for biomedical applications: a review. Coatings 11:124. https://doi.org/10.3390/COATINGS11020124
López AJ, Ramil A, Pozo-Antonio JS, Rivas T, Pereira D (2019) Ultrafast laser surface texturing: a sustainable tool to modify wettability properties of marble. Sustain 2019 11:4079. https://doi.org/10.3390/SU11154079
Serra GF, Oliveira L, Gürgen S, de Sousa RJA, Fernandes FAO (2024) Shear Thickening Fluid (STF) in Engineering Applications and the potential of cork in STF-Based composites. Adv Colloid Interface Sci 327:103157. https://doi.org/10.1016/J.CIS.2024.103157
Branco DG, Campos JR, Cabrita L, Evtuguin DV (2020) Structural features of macromolecular components of cork from Quercus suber L. Holzforschung 74:625–633. https://doi.org/10.1515/HF-2019-0271/MACHINEREADABLECITATION/RIS
Wang S, Bai J, Innocent MT, Wang Q, Xiang H, Tang J, Zhu M (2022) Lignin-based Carbon fibers: formation, modification and potential applications. Green Energy Environ 7:578–605. https://doi.org/10.1016/J.GEE.2021.04.006
Ragauskas AJ, Beckham GT, Biddy MJ, Chandra R, Chen F, Davis MF, Davison BH, Dixon RA, Gilna P, Keller M et al (2014) Lignin valorization: improving lignin processing in the biorefinery. Sci (1979) 344. https://doi.org/10.1126/SCIENCE.1246843
Liu F, Wang Q, Zhai G, Xiang H, Zhou J, Jia C, Zhu L, Wu Q, Zhu M (2022) Continuously processing waste lignin into high-value carbon nanotube fibers. Nat Commun 13:1–10. https://doi.org/10.1038/s41467-022-33496-2
Funding
Open access funding provided by FCT|FCCN (b-on). This work was funded by National Funds by FCT – Fundação para a Ciência e a Tecnologia, I.P., in the scope of the project 2022.04022.PTDC with the following DOI: https://doi.org/10.54499/2022.04022.PTDC. This article was supported by the projects UIDB/00481/2020 and UIDP/00481/2020 - Fundação para a Ciência e a Tecnologia, DOI: https://doi.org/10.54499/UIDB/00481/2020 and DOI: https://doi.org/10.54499/UIDP/00481/2020.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fernandes, T.R., Alves de Sousa, R.J. & Fernandes, F.A. Multilayered cork-STF composite structures enhanced with laser texturing for impact mitigation. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-13815-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-13815-1