
Abstract
The traditional method of manufacturing propellant tanks for rockets and spaceships involves significant amounts of forging, and machining, making it expensive and environmentally unfriendly. A novel approach for manufacturing propellant tanks that reduces the need for machining and friction stir welding processes has been presented in this paper. This approach involves manufacturing a tank half starting from a single metal plate, using innovative and advanced metal forming processes such as hot stretch forming, magnetic pulse forming, hub forming, and integrated stiffened cylinder (ISC) flow forming followed by orbital welding of two tank halves. A life cycle assessment (LCA) study was conducted in accordance with ISO 14044:2006 standard using the ReCiPe 2016 Midpoint (H) method to compare the environmental impacts of the traditional and newly developed approaches for manufacturing propellant tanks. The results of the LCA study showed that the new approach based on advanced forming technologies reduced carbon footprint by 40%, cumulative energy demand by 35%, water footprint by 17%, and materials waste by 4% compared to traditional manufacturing. The lower environmental impact of the new approach was attributed to a decrease in friction stir welding requirements due to the implementation of advanced forming techniques that enable integrated tank production. This lowered the overall energy consumption in the novel approach by a factor of 1.5 and in turn resulted in lower environmental impact compared to traditional forging and machining-based method. Furthermore, a futuristic scenario that involves in-house tank production using the novel approach with minimal transportation of inventories was also simulated. Based on the LCA results, it was seen that the newly developed approach for manufacturing propellant tanks was more environmentally friendly than the traditional approach and its environmental footprint could be further reduced by implementing the futuristic scenario with minimal transportation. This novel approach is also expected to reduce the lead time and production cost of manufacturing a propellant tank. Hence, future efforts in cost assessment and further optimization of raw material and energy usage are recommended.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the aerospace industry’s highly competitive global market, one of the major trends is to enhance the efficiency of current space vehicle technology. This necessitates a constant improvement of its components, along with an increase in their reliability and operational safety, making it essential to update their design and manufacture [1]. One such important component of space vehicles is a propeller tank. The propellant tanks are pressure vessels that store the liquid propellant and enable propulsion. These tanks are typically built from materials like aluminum alloys, titanium alloys, high-strength steels, or composite materials, which are chosen for their light weight, strength, durability, and resistance to extreme conditions in the harsh environment of space [2]. Due to their large sizes, these tanks account for a significant share of a spacecraft’s total weight [3]. Hence, the design and manufacturing of these tanks is an important step, affecting the consumption of material and energy, production time, and manufacturing costs of a space vehicle.
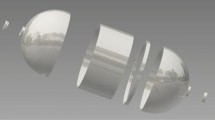
A propellant tank consists of two hemispherical domes and one cylindrical section. The current method used to manufacture propellant tanks involves the production of forgings of domes and cylinders, which are then subjected to machining processes to achieve final thicknesses. As final thicknesses are small, their machining from thicker forgings generates extensive amounts of material waste. Following machining, the components are welded together using either a fusion or solid-state method. An assembled tank is displayed in Fig. 1. Although this route is reliable, it requires longer lead times and generates significant material wastage [4]. It is a well-established fact that a lot of finished and semi-finished parts are scrapped due to machining-related defects such as surface integrity, deformation, cutting chatter [5], and non-conformances in machining processes that result in heavy material, time, and financial losses to the aerospace industry every year [6]. Additionally, machining processes require mineral oil-based cutting fluids for cooling and lubrication that contain harmful chemicals causing skin irritations and degradation of soil, if disposed of improperly [7]. Toxic fumes are released during welding processes and welders are susceptible to cardiovascular and pulmonary disorders on over exposure to these fumes [8,9,10]. Therefore, more sustainable manufacturing solutions that lower resource consumption, environmental impact, and production costs without compromising the structural integrity of tanks during their operation need to be implemented [11].

A prototype of a Ti6Al4V propellant tank [12]
In general, sustainable manufacturing solutions include product design for sustainability, reduced use of materials, remanufacturing, energy-efficient manufacturing, development of emission reduction technologies, and predictive maintenance, among others [13]. Realizing the need for sustainable manufacturing, the European Space Agency (ESA) has launched initiatives like “Clean Space” and “Design to Produce” to minimize the environmental impact, lead time, and cost of its space systems [14, 15]. Some researchers have attempted to develop sustainable alternatives to address the limitations of traditional routes for manufacturing propellant tanks [4, 12, 16,17,18]. To mitigate the harmful effects of traditional machining, several sustainable strategies, such as minimum quantity lubrication (MQL), dry cutting, cryogenically treated tools, solid-lubricant assisted machining, air/gas/vapor cooling, cryolubrication, optimization of cutting parameters, paths, adaptive cutting, and high-speed machining, have been reported [17,18,19]. These strategies do not require mineral oil-based cutting fluids and show a reduction in environmental impact along with improved cutting tool life [20], lower cutting tool wear [21] better surface quality, lower cutting forces cutting energy [22], and improved productivity and cycle times [23, 24].
As the traditional forging-based approach is not suitable for manufacturing large propeller tanks owing to the forging press force limitations as well as its higher material requirement, Radtke [16] developed a net-shape forming route, combining suitable sheet metal forming and welding processes. In this method, the domes were manufactured by subjecting Ti-15–3 sheet metal blank to a counter-roller spin forming process. The cylinder was fabricated by bending sheet metal followed by its tungsten inert gas welding. Conventional electron beam or tungsten inert gas welding was used to integrate the tank, resulting in considerable material savings.
Substitution of traditional welding processes like tungsten inert gas and electron beam welding processes with friction stir welding (FSW) is another sustainable alternative for joining domes and cylinders [4, 25]. FSW is a solid-state welding process where two components are plastically deformed and mechanically intermixed using a non-consumable rotating tool. FSW requires no filler material and hence, has no hazardous fumes [26], consumes significantly lower energy, and generates lower material waste compared to arc welding processes [27].
Norman et al. [12] demonstrated the application of the casting process for manufacturing Ti6Al4V domes and cylinders, followed by their machining and assembling by friction stir welding. The implementation of the new casting-based approach led to remarkable improvements in terms of cost and lead time reduction in comparison to the traditional approach. With this new approach, the cost decreased by five times, and the lead time was significantly reduced by two-thirds. Also, the new approach imparted acceptable mechanical and corrosion properties, comparable to those of forged Ti6Al4V.
In continuation of these efforts, two companies, Omnidea-RTG and MT-Aerospace, have developed a novel propellant tank manufacturing route by utilizing advanced metal forming processes that involve creating a tank half from a single metal plate. The process involves a combination of processes like hot stretch forming, magnetic pulse forming, hub forming, spinning, and integrated stiffened cylinder flow forming. Although the previous studies demonstrate the sustainability potential of their tank manufacturing solutions through material, energy, or cost savings, there is a lack of thorough quantitative study that calculates the environmental impacts associated with these tank manufacturing solutions. To become a competitive technology for manufacturing propellant tanks, the newly developed approach must satisfy the quality, cost, and environmental requirements. Hence, the main goal of this study is to assess and compare the environmental impacts of the existing forging and machining intensive approach and the novel advanced forming technologies-based approach to manufacturing propellant tanks, using the life cycle assessment (LCA) methodology. LCA is a well-known standardized method to calculate the environmental impacts of a product or process and its framework is defined by ISO 14044:2006 standard [28]. LCA has been applied in the past by the European Space Agency (ESA) to quantify the environmental impacts of its space launchers and space missions across their life cycles [29]. Hence, the novelty of this work is twofold: firstly, it introduces an alternative manufacturing route using advanced metal forming processes in contrast to conventional forging and machining-based routes for propeller tank manufacturing. Secondly, it also conducts a quantification and comparison of the environmental impact caused by the proposed and traditional manufacturing routes, identifying the most sustainable manufacturing route.
This paper is structured as follows: Section 2 presents a literature review of different manufacturing approaches of propellant tank manufacture and LCA studies of these manufacturing approaches. Section 3 summarizes the traditional and newly developed manufacturing routes for propellant tanks, used in this study. In Section 4, the life cycle assessment framework and its steps are outlined. In Section 5, an LCA case study using an aluminum alloy (AA2219) tank as a reference is conducted, and its results are discussed in Section 6. Finally, the conclusions of this study are summarized in Section 7.
2 Literature review
In this section, the LCA studies of manufacturing technologies involved in propellant tank manufacturing approaches are discussed. Finally, based on the analysis of the literature, a research gap is identified and motivation for the current study is formulated.
2.1 Life cycle assessment of machining, forming, and welding technologies
Although no LCA of machining/forming/welding technologies in the context of propellant tank manufacturing were found in the literature, the following LCA studies in general context have been reported in the literature. Hassan [30] compared the machining performance, energy consumption, and carbon footprint for conventional flood, dry, and MQL machining of aluminum alloy 6061. The MQL machining strategy was observed to be most sustainable, demonstrating an improvement in cutting tool life by 42–61%, a decrease in energy consumption by 27–38%, reduction in carbon footprint by 16–21% compared to dry and flood machining. Similarly, Campitelli [31] discovered that MQL milling of aluminum showed lower environmental impacts than flood machining in all 14 environmental impact categories analyzed due to the efficient use of energy, compressed air, and lubricant. Ingarao et al. [32] compared the environmental impact of machining, forming, and additive manufacturing of aluminum-based products. In general, forming was found to be the most environmentally friendly option, especially when used for batch production mode. CNC milling was seen to be the most sustainable option for producing fewer products while additive manufacturing (selective laser melting) was observed to be ecological only for highly complex part designs for weight reduction. Hence, it is evident that net-shape forming is an alternative for material and energy-intensive machining processes in propellant tanks, as discussed previously in the study by Radtke [16]. Kellens et al. [33] analyzed the energy consumption for the sheet metal bending process at different loads and bending speeds, for four different machine tools. Ingarao et al. [34] examined the energy efficiency of Single Point Incremental Forming (SPIF) in the reuse of an aluminum sheet metal component and discovered that SPIF-based reshaping of a sheet metal part requires 26% lower energy compared to the traditional remelting route. Raugei et al. [35] carried out an LCA of a novel hot forming process “Solution Heat treatment, Forming and in-die Quenching” (HFQ) used for manufacturing a large aluminum sheet metal automotive part. Compared to the traditional route, the HFQ process resulted in lower net environmental impact due to better reuse of scrap enabled by its elimination of rivetting and bonding requirements. Landi et al. [36] performed an LCA of the sheet metal stamping process using a boiler burner sheet metal part as a reference for the analysis. Similarly, Cooper et al. [37] conducted an LCA and cost assessment of sheet metal stamping for manufacturing aluminum alloy parts and emphasized the need to reduce the energy demand of the press as well as minimize the sheet metal scrap to improve its sustainability potential.
As far as the LCA of welding technologies is concerned, few studies have been reported. Buffa et al. [38] conducted a preliminary study analyzing the electrical energy demand for friction stir welding (FSW) of an aluminum alloy (AA2024-T4) sheets and suggested that the weld phase duration should be reduced by increasing the feed rate to decrease the energy demand of FSW. Similarly, Inácio et al. [39] carried out an energy assessment of FSW of AA7075 aluminum alloy and observed that about 60% of the total energy input is lost through the anvil plate of the system, drawing attention to address this energy loss for more sustainable applications of FSW. Shrivastava et al. [27] performed a comparative LCA between FSW and gas metal arc welding (GMAW) for welding aluminum AA6061-T6 workpieces. The results indicated that FSW consumed 42% less energy and 10% less material as compared to GMAW. Additionally, FSW also resulted in 31% lower greenhouse gas emissions, making it an eco-friendlier welding process when compared to GMAW.
2.2 Motivation for the present study
Based on the above analysis of the existing literature, it can be concluded that the application of novel net-shape forming technologies, replacement of traditional welding processes with FSW, and casting-based manufacturing routes have demonstrated their sustainability potential through material, energy, and cost savings in comparison with traditional forging and machining-based route. Some LCA studies analyzing the environmental impacts of sheet metal forming and FSW processes in a general context have been reported. However, no quantitative environmental impact assessment of these technologies or their products was carried out in the context of propellant tank manufacturing. Therefore, the main objective of this study is to conduct a comprehensive LCA study comparing the environmental impacts of the existing forging and machining-based route and a novel advanced forming technologies-based route for manufacturing propeller tanks. Based on the LCA results, the most sustainable approach is suggested, environmental hotspots for each route are identified and recommendations for improving their environmental performance are made. The details of the novel advanced forming technologies-based route for manufacturing propeller tanks are given in the next section.
3 Summary of manufacturing approaches
This section summarizes three different approaches for propellant tank manufacturing. The first approach (S0) is the existing traditional approach, which involves machining and forging technologies to manufacture individual tank components, followed by their assembly. The second approach (S1) proposes integrated manufacturing of the tank from a single raw material blank using advanced forming technologies. The third approach (S2) is a futuristic scenario that uses identical processes to S1 but with minimal transportation of the produced tank.
3.1 Traditional approach (S0)
The manufacturing of Sandwich Common Bulkhead (SCB) tank CRONUS is the basis of the traditional approach (S0), as demonstrated by MT Aerospace, Germany [40]. It involves the fabrication of domes, Y-rings, and the cylinder separately followed by their assembly to produce a unit tank.
To manufacture the domes, semicircular plates are flattened using machining and then joined using the friction stir welding (FSW) process to form a flat circular disk. These joined plates are then machined for the spin forming process. The spin forming process is carried out at higher temperatures where a roller is moved along the rotating plates in radial and axial directions to deform it into a dome (refer to Fig. 2). Once the dome of required curvature and wall thickness is achieved, a central hole on its top is machined.

a Schematic of spin forming; b dome and Y-rings (representative image) [40]
For manufacturing Y-rings and cylinders, the material is initially precut and then milled to its final dimensions. Y-rings act as a connection between the cylinder and the domes. Finally, these individual parts are assembled using the friction stir welding process to obtain the final tank. This welding is performed for joining the dome and Y-ring as well as the Y-rings and cylinder.
All the processes involved in this scenario are performed at the same production site at Ahlen in Germany. The process flow in this scenario is depicted in Fig. 3, which shows the sequence of operations involved in manufacturing the tank.

Steps involved in the traditional approach (S0)
3.2 Proposed approach (S1)
In the proposed approach (S1), the process of manufacturing the cylinder and domes is integrated, and it involves the application of advanced forming technologies. Initially, a disc-shaped blank is machined to produce a dome. This blank is then subjected to the hot stretch forming process, which deforms it into a dome shape using a punch and die. To achieve the desired dimensions of the dome, magnetic pulse forming is used. Once the dome has been formed, a robotic arm is used to drill the center hole. Finally, the resulting dome profile is depicted in Fig. 4.

Preform with the final dome profile
The process of manufacturing the cylinder of the tank involves a series of advanced forming techniques. To create the cylinder, the remainder flange area of the preform (as displayed in Fig. 4) is used. The first step is hub forming, where a rotating roller is used to extract some material from the remainder flange area in an axial direction (refer to Fig. 5a). The extracted material acts as a reference for forming the remaining flange material into a cylindrical shape. After this, the spinning process is employed, which involves deforming the flange material into a thick-walled cylindrical shape using a roller (see Fig. 5b). Finally, the integrated stiffened cylinder (ISC) flow forming process is applied, where the rollers are passed over the thick-walled cylinder to achieve the final desired wall thickness (as illustrated in Fig. 5c).

Advanced forming technologies a hub forming; b spinning; c ISC flow forming
It is important to note that the above processes are performed separately at different locations. As a result, the unfinished part needs to be transported from one location to another. The transportation scenarios are discussed in detail in Section 5. Both halves of the tank are produced using the above sequence of processes, and they are then joined together using friction stir welding to create a unit of AFT tank. The manufacturing process flow is summarized in Fig. 6.

Steps involved in the proposed approach (S1)
3.3 Future scenario (S2)
Looking toward the future, it is anticipated that the procedures involved in S1, which is a current production site, will be carried out at the same physical location. Therefore, a new and advanced scenario, S2, is taken into account where the transportation of the unfinished tank is eliminated, unlike in the current scenario S1. In S2, only the transportation of raw materials (T1) and the finished tank (T2) is considered, as displayed in Fig. 7. The processes involved in S2 are identical to those in S1, which means that all the steps will be carried out in the same order and manner.

Steps involved in the future scenario (S2)
4 Life cycle assessment methodology
Life cycle assessment (LCA) is a useful method to determine the environmental impacts of a product, process, or activity. A comparative life cycle assessment (LCA) can be used to evaluate the environmental effects of two or more functionally equivalent products or processes. For the impact assessment, the LCA approach prescribed by the ISO 14044:2006 standard is used [28]. According to ISO 14044: 2006 standard, LCA is carried out in the following steps (refer to Fig. 8):
-
1.
Goal and scope definition: Defining the objective of the study, system boundaries, functional unit, environmental impact assessment method, impact categories, and constraints.
-
2.
Life cycle inventory analysis: Collecting the life cycle inventory data like raw materials, energy, and wastes, among others, linked with each life cycle stage. The sources for these data include different LCA databases, scientific literature, and public reports, among others.
-
3.
Life cycle impact assessment: Building LCA model(s) based on the life cycle inventory data collected in the LCA software package and translating the environmental emissions into environmental impact categories using the characterization factors of the LCA method chosen.
-
4.
Interpretation: Examining the results of impact assessment; recognizing different environmental hotspots; and making suggestions to decrease the environmental impacts and improve products/processes.

LCA framework as defined by IS0 14044:2006 [28]
5 Case study
This section presents a case study of AFT tank production, which compares the environmental impacts of three manufacturing scenarios. The study’s conclusions are relevant to a class of related products and are based on the analysis of the results obtained.
5.1 Goal and scope definition
The primary aim of this project is to carry out a comprehensive study and analysis of the environmental impacts associated with the current and proposed manufacturing routes for an aluminum alloy AA2219 tank. This analysis will be done using the life cycle assessment (LCA) methodology. The present manufacturing process involves the manufacture of tank components separately using machining and forming technologies, which are then assembled using friction stir welding. In comparison, the proposed manufacturing process will consist of an integrated manufacturing route for the tank using different metal forming processes.
To ensure that the analysis is thorough, the traditional approach (S0) of AFT tank manufacturing will be considered as the baseline for comparison of the proposed (S1) and future (S2) approaches. The results of this LCA study will help manufacturers identify the most sustainable alternative, understand environmental hotspots in all approaches, and formulate initiatives to mitigate environmental impacts in both routes. By comparing the environmental impacts of the existing and proposed manufacturing approaches, this study will provide valuable insights that will enable manufacturers to make informed decisions that will help minimize the environmental impact of the manufacturing process. Ultimately, this will contribute to the development of a more sustainable and eco-friendly manufacturing of propellant tanks.
5.2 Functional unit
The functional unit refers to the reference that is used to map the input and output inventory flows [41]. In the context of an AFT tank, a single unit of a tank that comprises of 2 domes and 1 cylinder is considered to be the functional unit, as shown in Fig. 9. The tank is constructed using a high-quality AA2219 aluminum alloy that has been specifically chosen for its durability and strength. The cylinder has a total height of 710 mm, while the dome and cylinder have heights of 115 mm and 480 mm, respectively. The outer diameter of the cylinder measures 322 mm, and the wall thicknesses of the domes and cylinders are 1.6 mm and 4.3 mm, respectively. Additionally, each dome has a central hole that is 50 mm in diameter. The chemical composition and mechanical properties of AA2219 are listed in Tables 1 and 2, respectively. These details are important to gain a better understanding of the AFT tank and its construction.

AFT tank: a 3D model, b dimensions of the AFT tank
5.3 System boundaries
The study aims to perform a comprehensive cradle-to-gate analysis that takes into account the lifecycle of the product, from the initial production of raw materials to the final production of the functional unit at the factory gate (refer to Fig. 10). The scope of this study also includes the transportation of raw materials from the supplier, as well as the transportation of the unfinished tank between different production sites. It should be noted that both manufacturing routes yield tanks that are identical in terms of utilization and end-of-life phases, and therefore these aspects are excluded from the scope of this study. By analyzing the aforementioned lifecycle of the product, this study aims to provide a holistic picture of the environmental impact of production processes.

System boundaries considered in this study [42]
5.4 Life cycle inventory analysis
In this particular step, inventories of different life cycles such as raw materials, energy, consumables, and wastes are mapped for each process within the set system boundaries. The raw material composition, which in this case is AA2219 alloy, has been considered and is made up of 93% aluminum and 6% copper. Additionally, the AA2219 blank is assumed to be fully produced within the EU-27 region, as there was no available data regarding the location of production and transportation to the supplier. The data relating to material, energy, and transportation were calculated based on the information provided by industrial partners namely FormTech, MT Aerospace, and Omnidea. The material, energy, and consumables mapping for S0, S1, and S2 scenarios are depicted in Figs. 11, 12, and 13, respectively. Furthermore, the transportation scenarios, which include the mass transported, origin, and destination of the mass transported, as well as the mode of transportation considered in these scenarios, have been summarized in Tables 3, 4, and 5. The detailed life cycle inventory analyses for each scenario, including the input flows used from the Ecoinvent 3.0 database, are listed in Tables 6, 7, and 8 in the 8. section located at the end of this paper.

Life cycle inventory analysis for the traditional approach (S0)

Life cycle inventory analysis for the proposed approach (S1)

Life cycle inventory analysis for the future scenario (S2)
5.5 Assumptions and limitations in life cycle inventory analysis
During this study, certain simplifications and assumptions were made in all three scenarios due to the unavailability of data in some cases. To provide clarity, these assumptions are listed as follows:
-
The scope of this study has been limited to the raw material and production phases of the AFT tank. This means that the use, maintenance, and end-of-life phases of the tank have been excluded from the study.
-
The production of machine tools and tooling such as punches, dies, coils, fixtures, etc., and the environmental impacts arising from their production have been excluded from the scope of this study.
-
The material composition considered for AA2219 alloy is as follows: Al-94%, Cu-6%
-
The AA2219 alloy is assumed to be completely produced in the EU-27 region. The transportation aspects of its production have been excluded from this study due to a lack of data.
-
The cleaning agent considered for this study is 50% Acetone + 50% Isopropanol.
-
Google Maps has been used to determine transportation distances.
-
The life cycle inventory data regarding AA2219 alloy production and energy mixes in Germany and Portugal are taken from the Ecoinvent 3.0 database.
-
Data uncertainty with a standard deviation of ± 10% of the mean value, following a normal distribution, has been considered for all inputs and outputs to the system considered in all three scenarios.
-
In the baseline scenario (S0), the energy consumption for the manufacturing of the CRONUS tank [40] was scaled down to that of the AFT tank. This was done by down-scaling the energy for friction stir welding proportionally to the weld length, and down-scaling the energies for machining and forming processes volumetrically, proportional to the volume of material removed/deformed.
-
Additionally, the transportation scenario in S2 is considered assuming that it is feasible to perform all the processing steps at the same production site.
-
To safeguard the intellectual property of the companies, the process parameters related to all AFT tank manufacturing processes are not disclosed, restricting the transparency of this study. In reality, process parameters do affect the energy consumption and consequently the environmental performance of a manufacturing process [42, 43].
-
It should be noted that the results of LCA are beneficial for comparisons, identifying hotspots, and selecting ecological processes. The interpretation of LCA results in absolute terms should be approached with caution [44].
5.6 Modeling in LCA software
To evaluate the environmental impact of scenarios S0, S1, and S2, life cycle inventory data was collected and analyzed in the previous sub-section. Using this data, LCA models were created in a widely used commercial LCA package called SimaPro 9.2 [45]. To conduct the environmental impact assessment, the ReCiPe 2016 (Hierarchist) methodology [46] was implemented. The ReCiPe 2016 method is chosen as it expresses environmental footprint in a broad set of 18 environmental impact categories, incorporates the latest environmental data, facilitates environmental impact calculation at country, continental, and global scales, and accounts for potential impacts from future extraction of resources, unlike other impact assessment methods like Eco-Indicator 99, EPS method, Impact 2002 + , among others [44, 46]. Moreover, the ReCiPe 2016 method has been widely used in LCAs in the context of manufacturing technologies [42, 47, 48], facilitating comparability and benchmarking of environmental performances across the manufacturing sector. To create a model for each scenario, all the unit processes involved were first modeled (see Fig. 14). These unit processes included different input flows such as materials, energy, and other consumables, which were taken from the Ecoinvent 3.0 database [49]. Once all the individual unit processes were defined, they were compiled to create a complete model of a given scenario, as illustrated in Fig. 15. This allowed for a detailed analysis of the environmental impact of each scenario, taking into account all the unit processes involved.

Modeling of a unit process in the SimaPro 9.2 LCA software

Modeling of a scenario in the SimaPro 9.2 LCA software
6 Results and discussion
An in-depth environmental assessment has been conducted to evaluate the environmental impact of the proposed approach (S1) and two other scenarios—a baseline traditional approach (S0) and the future scenario (S2). The assessment involved evaluating the impact of these approaches expressed in 18 different environmental impact categories using the ReCiPe 2016 Midpoint (Hierarchist) method. The 18 environmental impact categories considered in the assessment include global warming, ozone depletion, particulate matter formation, acidification, and eutrophication, among others. The results of the assessment, displayed impact category-wise in Fig. 16, reveal that the proposed approach (S1) is more environmentally friendly than the traditional approach (S0) in 17 out of the 18 categories, except for the “terrestrial ecotoxicity” category.

Comparative environmental assessment results for S0, S1, and S2 using ReCiPe 2016 (H) method
It must be noted that the excess impact of S1 in the “terrestrial ecotoxicity” category is due to additional transportation of the unfinished tank between different locations, compared to S0. The tank is transported over a distance of 1168 km in S0 while in S1, the total transportation distance is 6620 km (refer to Tables 3 and 4). However, in S2, the transportation is reduced to 1168 km (refer to Table 5), making it the environmentally cleanest scenario in all 18 impact categories, including “terrestrial ecotoxicity.” It is also worth mentioning that in the other 17 environmental impact categories, both S1 and S2 exhibit an impact reduction in the range of 5–50% compared to S0. This implies that S1 and S2 are more environmentally friendly than the baseline scenario (S0) in most of the environmental impact categories considered in the assessment.
The assessment of environmental impact is an important aspect of any production process. In addition to the ReCiPe Midpoint (Hierarchist) assessment, further assessment is conducted for critical single-issue indicators such as global warming potential, cumulative energy demand, water consumption, and raw material wastes. These indicators are calculated using the Intergovernmental Panel on Climate Change (IPCC) method and are expressed in the appropriate units such as kg CO2 equivalents, MWh, cubic meters, and kg of waste alloy. Figure 17 illustrates the results of the assessment, which show that S1 has a significantly reduced environmental impact when compared to S0. Specifically, S1 exhibits a 40% reduction in carbon footprint, a 35% saving in cumulative energy demand, and a 17% reduction in water footprint. Additionally, there is a marginal reduction in raw material waste by 4%.

Comparison between S0, S1, and S2. a Global warming potential, b cumulative energy demand, c water consumption, d raw material wastes
Furthermore, S2 shows a slight reduction in carbon, energy, and water footprints compared to S1. This is due to a reduction in transportation distances, which results in fewer emissions and less energy and water consumption.
The environmental impacts of different steps involved in the production of S0, S1, and S2 were carefully analyzed to identify the areas that contribute the most to the overall environmental footprint of each product. The results of this analysis have been presented in Figs. 18, 19, and 20 for S0, S1, and S2, respectively. In the case of S0 (as shown in Fig. 18), the consumption of AA2219 alloy and friction stir welding during the assembly process of AFT tank components have been identified as the major hotspots in terms of environmental impact. The contribution of AA2219 alloy consumption to the overall environmental footprint of S0 varies between 13 and 93%, depending on the environmental impact category. Meanwhile, the contribution of friction stir welding during assembly ranges from 5 to 56%. Other processes that contribute to the overall environmental impact of S0, including milling of Y rings, friction stir welding in dome production, and spin forming, have relatively minor contributions (less than 5% each). However, even these minor contributions are important to consider as part of a comprehensive environmental impact assessment.

Process-wise analysis of environmental impacts of S0

Process-wise analysis of environmental impacts of S1

Process-wise analysis of environmental impacts of S2
In the analysis conducted on S1, it was found that the primary driver of each environmental impact category was the consumption of AA2219 alloy, as shown in Fig. 19. This alloy’s contribution is significant, ranging from 26 to 96% for different environmental impact categories. Another significant contributor identified was the friction stir welding used in assembling two tank halves, which was also observed in S0. However, its contribution to different environmental impact categories was lower (< 30%) than that of S0. Additionally, transportation was found to be a noteworthy contributor to the “terrestrial ecotoxicity” and “land use” impact categories, accounting for 38% and 21%, respectively. The analysis also revealed that several other processes, like hot stretch forming, hub forming, spinning, and ISC flow forming, had minor contributions, each being less than 10%.
The environmental impact of S2, similar to S1, is mainly attributed to the consumption of AA2219. This has been identified as the primary environmental hotspot for S2, as depicted in Fig. 20. Additionally, the friction stir welding process employed in assembling the AFT tank has also been identified as a significant contributor to the environmental impact of S2. On the other hand, the contribution of the transportation phase in the “terrestrial ecotoxicity” and “land use” impact categories has decreased to 11% and 5%, respectively. This decrease in contribution can be attributed to the optimization of transportation distances.
It is worth noting that other processes, such as hot stretch forming, hub forming, spinning, and ISC flow forming, although they contribute to the environmental impact of S2, have minor contributions of less than 10% each. Overall, the analysis suggests that the consumption of AA2219 and the friction stir welding process are the key areas for improvement in reducing the environmental impact of S2.
The analysis conducted reveals that the consumption of raw material in the form of AA2219 alloy and the use of friction stir welding for assembling the AFT tank are the major contributors to environmental hotspots in each scenario. Friction stir welding does not require any filler material, but its environmental impact can be attributed to the energy consumed during the process. Further analysis shows that the reduction in environmental impacts in scenarios S1 and S2 is primarily due to their decreased consumption of energy in friction stir welding when compared with S0. This reduction in energy consumption for friction stir welding in S1 and S2 is a result of the use of advanced forming technologies that enable integrated manufacturing of the tank from a single AA2219 blank, thereby reducing the need for friction stir welding in assembling. Based on the process-wise analysis of the cumulative energy demand for each scenario, it is evident that the energy for friction stir welding in S1 and S2 has been reduced by almost four times that of S0 (refer to Fig. 21).

Process-wise analysis of CED for S0, S1, and S2
7 Conclusions
This study performed an in-depth study to assess the environmental impact of the AFT tank throughout its lifecycle, from cradle to gate. The study analyzed three different scenarios: the existing traditional approach (S0), which involved conventional machining and forming technologies; the proposed approach (S1), which incorporated advanced forming technologies and the future scenario (S2), which considered minimal transportation of the tank. To gather the necessary data, the life cycle inventory information, including raw material, energy, and process consumables, was collected from various partner industries. An LCA model was built in the commercial LCA software SimaPro 9.2. To assess the environmental impact, the ReCiPe 2016 Midpoint (Hierarchist) method was employed. After analyzing the results, the authors arrived at several conclusions. These conclusions are summarized as follows:
-
In all 3 scenarios compared, the raw material, i.e., AA2219 alloy, and energy consumed in friction stir welding during the assembly of the tank are the major drivers of environmental impacts.
-
In comparison to the traditional approach (S0), the proposed approach (S1) showcases significant reductions in carbon, energy, and water footprints, by 40%, 35%, and 17%, respectively.
-
The reduction in environmental impacts of S1 is primarily due to the reduced energy consumption by 300% in friction stir welding, which is utilized in the assembling of tanks. This reduction in energy consumption leads to a 40% lower carbon footprint and an eco-friendlier outcome overall.
-
The future scenario (S2) further demonstrates an eco-friendlier approach in comparison to the proposed approach (S1) by further reducing the cumulative energy demand and carbon footprint by 5% and 4%, respectively. This is due to the reduction in transportation distances compared to the proposed approach. Hence, it can be concluded that the future scenario (S2) is a highly sustainable option that should be given serious consideration for its realization.
According to the above outcomes, it has been determined that the newly developed method for producing propellant tanks is more environmentally sustainable in comparison to the existing traditional approach. This is attributed to the considerably reduced energy requirements, which stem from the minimized demand for friction stir welding. Moreover, the reduced necessity for friction stir welding is predicted to reduce the lead time and cost of manufacturing a propellant tank. Moving forward, the next steps in this should involve exploring various techniques, such as material optimization and reduction in transportation distances, to make the newly developed tank manufacturing approach even more ecologically and economically viable. Future developments should continue to reduce the environmental footprint by simultaneously increasing material efficiency and cost-effectiveness. With continuous advancements in LCA methods, the study should be updated as the inclusion of future environmental impacts that might have been overlooked previously, may bring additional insights to results of this study. Also, a cost assessment of implementing the newly proposed approach needs to be performed to understand its cost drivers and take measures to reduce its implementation cost.
Data availability
Data will be made available on request.
References
Gontarovskyi PP, Smetankina NV, Garmash NG, Melezhyk II, Protasova TV (2023) Three-dimensional stress-strain state analysis of the bimetallic launch vehicle propellant tank shell. Strength Mater. https://doi.org/10.1007/s11223-023-00582-9
Bhat BN Ed (2018) Aerospace Materials and Applications. Reston VA. American Institute of Aeronautics and Astronautics, Inc. https://doi.org/10.2514/4.104893
Liu N et al (2021) Progress in research on composite cryogenic propellant tank for large aerospace vehicles. Compos A Appl Sci Manuf 143:106297. https://doi.org/10.1016/j.compositesa.2021.106297
Meisnar M et al (2019) Microstructure characterisation of a friction stir welded hemi-cylinder structure using Ti-6Al-4V castings. Mater Charact 147:286–294. https://doi.org/10.1016/j.matchar.2018.11.019
Li Z et al (2024) Research progress in machining technology of aerospace thin-walled components. J Manuf Process 119:463–482. https://doi.org/10.1016/j.jmapro.2024.03.111
Akhtar W, Lazoglu I, Liang SY (2022) Prediction and control of residual stress-based distortions in the machining of aerospace parts: a review. J Manuf Process 76:106–122. https://doi.org/10.1016/j.jmapro.2022.02.005
Korkmaz ME, Gupta MK, Çelik E, Ross NS, Günay M (2024) A sustainable cooling/lubrication method focusing on energy consumption and other machining characteristics in high-speed turning of aluminum alloy. Sustain Mater Technol 40:e00919. https://doi.org/10.1016/j.susmat.2024.e00919
Taj T et al (2021) Effect of welding fumes on the cardiovascular system: a six-year longitudinal study. Scand J Work Environ Health 47(1):52–61. https://doi.org/10.5271/sjweh.3908
Sjögren B, Albin M, Broberg K, Gustavsson P, Tinnerberg H, Johanson G (2022) An occupational exposure limit for welding fumes is urgently needed. Scand J Work Environ Health 48(1):1–3. https://doi.org/10.5271/sjweh.4002
Loomis D et al (2022) The effect of occupational exposure to welding fumes on trachea, bronchus and lung cancer: a systematic review and meta-analysis from the WHO/ILO Joint Estimates of the Work-related Burden of Disease and Injury. Environ Int 170:107565. https://doi.org/10.1016/j.envint.2022.107565
Norman A, Das S, Rohr T, Ghidini T (2023) Advanced manufacturing for space applications. CEAS Space J 15(1):1–6. https://doi.org/10.1007/s12567-022-00477-6
Norman AF et al (2023) Advanced manufacturing of titanium propellant tanks for space applications part 1: tank design and demonstrator manufacturing. CEAS Space J 15(1):127–137. https://doi.org/10.1007/s12567-021-00397-x
Garetti M, Taisch M (2012) Sustainable manufacturing: trends and research challenges. Prod Plan Control 23(2–3):83–104. https://doi.org/10.1080/09537287.2011.591619
European Space Agency, “Clean Space”. [Online]. Available: https://technology.esa.int/program/clean-space. Accessed 21 Dec 2023
European Space Agency, “Design to Produce”. [Online]. Available: https://technology.esa.int/program/design-to-produce. Accessed 21 Dec 2023
Radtke W (2006) Novel manufacturing methods for titanium tanks and liners. In: 42nd AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Sacramento, California: American Institute of Aeronautics and Astronautics. https://doi.org/10.2514/6.2006-5269
Ishfaq K, Anjum I, Pruncu CI, Amjad M, Kumar MS, Maqsood MA (2021) Progressing towards sustainable machining of steels: a detailed review. Materials 14(18):5162. https://doi.org/10.3390/ma14185162
Sarikaya M et al (2021) Cooling techniques to improve the machinability and sustainability of light-weight alloys: a state-of-the-art review. J Manuf Process 62:179–201. https://doi.org/10.1016/j.jmapro.2020.12.013
Soori M, GhalehJough FK, Dastres R, Arezoo B (2024) Sustainable CNC machining operations, a review. Sustain Oper Comput 5:73–87. https://doi.org/10.1016/j.susoc.2024.01.001
Pereira O, Rodríguez A, Fernández-Abia AI, Barreiro J, López De Lacalle LN (2016) Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J Clean Prod 139:440–449. https://doi.org/10.1016/j.jclepro.2016.08.030
Adin MŞ (2023) Machining aerospace aluminium alloy with cryo-treated and untreated HSS cutting tools. Advances in Materials and Processing Technologies pp 1–26. https://doi.org/10.1080/2374068X.2023.2273035
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221. https://doi.org/10.1016/j.jclepro.2012.10.016
Gupta MK et al (2020) Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustain Mater Technol 26:e00218. https://doi.org/10.1016/j.susmat.2020.e00218
Sivalingam V et al (2023) A mathematical approach of evaluating sustainability indicators in milling of aluminium hybrid composite by different eco-friendly cooling strategies. Sustain Mater Technol 36:e00605. https://doi.org/10.1016/j.susmat.2023.e00605
Brassington WDP, Colegrove PA (2017) Alternative friction stir welding technology for titanium–6Al–4V propellant tanks within the space industry. Sci Technol Weld Join 22(4):300–318. https://doi.org/10.1080/13621718.2016.1236002
Wahid MA, Sharma N, Shandley R (2020) Friction stir welding process effects on human health and mechanical properties. IJFEM 1(1):42. https://doi.org/10.1504/IJFEM.2020.109175
Shrivastava A, Krones M, Pfefferkorn FE (2015) Comparison of energy consumption and environmental impact of friction stir welding and gas metal arc welding for aluminum. CIRP J Manuf Sci Technol 9:159–168. https://doi.org/10.1016/j.cirpj.2014.10.001
ISO (2006) ISO 14044:2006-Environmental management—life cycle assessment—requirements and guidelines
Chanoine A (2015) Integrating sustainability in the design of space activities: development of eco-design tools for space projects. In: Challenges in European Aerospace-5th CEAS Air & Space Conference. Available: https://aerospace-europe.eu/media/books/CEAS2015_145.pdf. Accessed 21 Dec 2023
Hassan K (2022) Comparative life cycle analysis of environmental and machining performance under sustainable lubrication techniques. Hybrid Advances 1:100004. https://doi.org/10.1016/j.hybadv.2022.100004
Campitelli A, Cristóbal J, Fischer J, Becker B, Schebek L (2019) Resource efficiency analysis of lubricating strategies for machining processes using life cycle assessment methodology. J Clean Prod 222:464–475. https://doi.org/10.1016/j.jclepro.2019.03.073
Ingarao G, Priarone PC, Deng Y, Paraskevas D (2018) Environmental modelling of aluminium based components manufacturing routes: additive manufacturing versus machining versus forming. J Clean Prod 176:261–275. https://doi.org/10.1016/j.jclepro.2017.12.115
Kellens K, Dewulf W, Duflou JR (2011) Environmental analysis of the air bending process,” presented at the The 14th International esaform conference on material forming: esaform 2011, Belfast, (United Kingdom), pp 1650–1655. https://doi.org/10.1063/1.3589753
Ingarao G, Zaheer O, Campanella D, Lorenzo RD, Fratini L (2020) An energy efficiency analysis of single point incremental forming as an approach for sheet metal based component reuse. Procedia CIRP 90:540–545. https://doi.org/10.1016/j.procir.2020.01.068
Raugei M, El Fakir O, Wang L, Lin J, Morrey D (2014) Life cycle assessment of the potential environmental benefits of a novel hot forming process in automotive manufacturing. J Clean Prod 83:80–86. https://doi.org/10.1016/j.jclepro.2014.07.037
Landi D, Germani M, Mandolini M, Marconi M, Favi C (2019) Environmental and economic evaluation of the sheet metal stamping process using alternative lubricants. In: Volume 4: 24th design for manufacturing and the life cycle conference; 13th international conference on micro- and nanosystems, Anaheim, California, USA: American society of mechanical engineers p V004T05A027. https://doi.org/10.1115/DETC2019-97783
Cooper DR, Rossie KE, Gutowski TG (2017) An environmental and cost analysis of stamping sheet metal parts. J Manuf Sci Eng 139(4):041012. https://doi.org/10.1115/1.4034670
Buffa G, Campanella D, Di Lorenzo R, Fratini L, Ingarao G (2017) Analysis of electrical energy demands in friction stir welding of aluminum alloys. Procedia Eng 183:206–212. https://doi.org/10.1016/j.proeng.2017.04.022
Inácio PL, Ferreira FB, Vilaça P, Oliveira JP, Santos TG (2023) Assessment of the energetic efficiency of friction stir welding/processing. J Manuf Process 103:298–308. https://doi.org/10.1016/j.jmapro.2023.08.044
Ludwig C, Patzelt A, Weiland S, Leber T, Kahnert M, Zell D. Cronus - Sandwich common bulkhead tank demonstrator,” presented at the Proceedings of the International Astronautical Congress, IAC, 2015, pp. 6174–6187. [Online]. Available: https://www.scopus.com/inward/record.uri?eid=2-s2.0-84994242449&partnerID=40&md5=a9245f41abc3576b78b88068dc36e2f3. Accessed 12 Jul 2023
Curran MA (2015) Life cycle assessment student handbook. Wiley, New York
Kokare S, Oliveira JP, Godina R (2023) Life cycle assessment of additive manufacturing processes: a review. J Manuf Syst 68:536–559. https://doi.org/10.1016/j.jmsy.2023.05.007
Zhou L, Li J, Li F, Meng Q, Li J, Xu X (2016) Energy consumption model and energy efficiency of machine tools: a comprehensive literature review. J Clean Prod 112:3721–3734. https://doi.org/10.1016/j.jclepro.2015.05.093
Dekker E, Zijp MC, Van De Kamp ME, Temme EHM, Van Zelm R (2020) A taste of the new ReCiPe for life cycle assessment: consequences of the updated impact assessment method on food product LCAs. Int J Life Cycle Assess 25(12):2315–2324. https://doi.org/10.1007/s11367-019-01653-3
PRé Sustainability B.V, “SimaPro.” The Netherlands, 2021. [Online]. Available: https://pre-sustainability.com/solutions/tools/simapro/. Accessed 20 Dec 2021
Huijbregts MAJ et al (2017) ReCiPe2016: a harmonised life cycle impact assessment method at midpoint and endpoint level. Int J Life Cycle Assess 22(2):138–147. https://doi.org/10.1007/s11367-016-1246-y
Saade MRM, Yahia A, Amor B (2020) How has LCA been applied to 3D printing? A systematic literature review and recommendations for future studies. J Clean Prod 244 https://doi.org/10.1016/j.jclepro.2019.118803
Kellens K, Baumers M, Gutowski TG, Flanagan W, Lifset R, Duflou JR (2017) Environmental dimensions of additive manufacturing: mapping application domains and their environmental implications. J Ind Ecol 21:S49–S68. https://doi.org/10.1111/jiec.12629
Ecoinvent, “Ecoinvent 3 Database”. [Online]. Available: https://ecoinvent.org/the-ecoinvent-database/. Accessed 27 Feb 2023
Acknowledgements
The authors wish to thank FormTech GmbH, MT Aerospace AG, Omnidea Lda, and Omnidea-RTG for providing useful data in conducting this study. Samruddha Kokare acknowledges Fundação para a Ciência e a Tecnologia (Portugal) for its financial support via the MIT-Portugal Program PhD grant PRT/BD/154651/2023. Samruddha Kokare and Radu Godina acknowledge Fundação para a Ciência e a Tecnologia (FCT-MCTES) for its financial support via the project UIDB/00667/2020 and UIDP/00667/2020 (UNIDEMI).
Funding
Open access funding provided by FCT|FCCN (b-on). Samruddha Kokare acknowledges Fundação para a Ciência e a Tecnologia (Portugal) for its financial support via the MIT-Portugal Program PhD grant PRT/BD/154651/2023. Samruddha Kokare and Radu Godina acknowledge Fundação para a Ciência e a Tecnologia (FCT-MCTES) for its financial support via the project UIDB/00667/2020 and UIDP/00667/2020 (UNIDEMI).
Author information
Authors and Affiliations
Contributions
Samruddha Kokare: writing—original draft, investigation, formal analysis, data curation. Luis Moraes: writing—review and editing, validation, supervision, methodology, conceptualization. Nuno Fernandes: writing—review and editing; validation; supervision; resources; conceptualization. Andrew Norman: writing—review and editing; validation. Radu Godina: writing—review and editing; validation; supervision; conceptualization.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kokare, S., Moraes, L., Fernandes, N. et al. Toward cleaner space explorations: a comparative life cycle assessment of spacecraft propeller tank manufacturing technologies. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-13745-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-13745-y