
Abstract
The benefits that additive manufacturing (AM) offers to the industry are generally well understood and appreciated. However, the current design for additive manufacturing (DfAM) methodologies and computer-aided manufacturing (CAM) packages neglect to exploit the full potential that AM can offer through its unique ability to vary material characteristics whilst the final component geometry is being formed. The purpose of this research is to demonstrate that additional design control can be gained through temporal DfAM (TDfAM). In this study, the ability to tailor the surface roughness of fused deposition modelling (FDM) AM polylactic acid (PLA) parts through the variation of two process parameters, nozzle temperature and print speed, is explored. The underpinning hypothesis is that variation of temperature and printing speed, can provide a significant change of surface roughness within one homogeneous part. This research demonstrated that nozzle temperature and print speed have a statistically significant effect on the surface roughness of the top and side surfaces. By increasing temperature and speed, the roughness of the side surfaces decreased and the roughness of the top surface increased. Furthermore, the in-silico implementation of TDfAM is demonstrated. As such, the research supports the hypothesis that TDfAM can enable additional control over the surface characteristics of a homogeneous part.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) offers a range of advantages to the industry, such as direct translation of design to component and generation of parts with greater customisation with no additional tooling cost; which create impacts across aerospace to biomedical technologies [1]. The potential economic benefits are substantial. The 2017 UK-AM steering committee report that the UK is expected to capture \(\pounds \)3.5 billion of the global AM market by 2025 - generating 60,000 new jobs [2]. Advancements in design for AM (DfAM) are crucial to unleash the potential of the technology and increase adoption more widely. Despite AM enabling a much-increased freedom of geometry when designing [3], current design frameworks for AM can instead constrain creativity as a result of being fragmented, inefficient and historically geared towards subtractive manufacturing. This, in conjunction with a lack of knowledge and understanding among designers of the benefits and limitations of AM, creates barriers that impede its uptake [4,5,6]. The evolution of engineering design and its ability to realise the full potential of AM whilst also managing the associated constraints has lagged behind AM technology itself [7] hence the development of design frameworks are necessary to see the advancement and adoption of AM within all industries.
Certain aspects of AM are well understood. Geometric design constraints imposed by different additive processes have been the subject of substantial research [3, 8, 9], there has also been development in design methodology to enable the consideration of AM specific manufacturing limitations (i.e. overhang angle) [10, 11]. Commercially, developers of computer-aided design (CAD) and computer-aided manufacturing (CAM) packages have been focused on increasing the ability to design for function through techniques such as topology optimisation or generative design [7]. In doing so, the integration of process and parameter-dependent AM constraints and opportunities into CAD packages has been largely neglected. In order to take full advantage of the benefits of AM designers must be able to adapt theories, methods and techniques to account for the inherent coupling of process, material and form when manufacturing additively [12].
Drawing analogies between biological systems and engineering systems is widely acknowledged as a source of inspiration and creativity, towards novel solutions [13]. Thomas-Seale et al. (2019) hypothesise that biological analogies could enable the development of novel trajectories in DfAM research, for example, parts formed using AM reflect growth in nature, because material is created simultaneously with the form [14]. The design space in the spatial envelope of an AM build is well explored; the advantages and limitations in the context of geometry are well understood [11]. Temporal design for AM (TDfAM), (temporal variation of process parameters simultaneously with creation of the spatial form) presents promise for the development of the additive design process [14]. A MATLAB program developed by Saliba et al. (2020) enables TDfAM through user-specified variation of print speed [15]. This program produces a G-code file for a cuboid of specified dimensions, and varied print speed (varied within layers, between layers or between sections of layers). The code was validated computationally as proof of concept; however, it is limited to producing G-code for the cuboid dimensions utilised in this study. The strength of this study is the introduction of a new design dimension, the time domain; it is hypothesised that process parameters could be programmed to vary throughout the build — giving the designer more freedom and control over material properties within a homogeneous part. The purpose of this study is to ascertain the impact of systematic fused deposition modelling (FDM) process parameter changes on the resulting characteristics of the material.
In 2007, Rosen [16] highlighted that AM brings the ability to process material point by point or layer by layer, an ability which traditional manufacturing techniques cannot offer. In spite of this, current commercial software for producing G-code for FDM from CAD files — such as Ultimaker’s Cura (Ultimaker, Utrecht, Netherlands), Repetier (Hot-World, Knickelsdorf, Germany) and PrusaSlicer (Prusa Research, Prague, Czech Republic) — offer the user only static control over process parameters. The ability to change process parameters dynamically as the build progresses (point by point or layer by layer) is limited in this prevalent software. Users are required to define a single temperature and print speed whilst exporting the G-code. Increasing control over these parameters would offer a user increased design freedom and increased control over the resulting material characteristics. FullControl Gcode is an open-source software which produces AM G-code directly from user inputs without the need for CAD, in doing so it enables the design of 3D toolpaths that would otherwise be impossible to print using traditional slicing methods and software [17]. FullControl Gcode presents the opportunity to exploit the advantages of using process parameters as a design variable. This is currently overlooked in existing commercial solutions.
A number of properties have the potential to be influenced by variation of processing parameters during manufacturing, including but not limited to: tensile strength [18], electrical conductivity [19] or surface roughness. Surface roughness is an important characteristic for the functionality of many components in all industries, ranging from aerospace to automotive to biomedical. In each of these industries, post-processing is usually required to achieve the desired final surface finish. Particularly in a biomedical context, surface finish affects factors such as osseointegration [20,21,22], cell adhesion [23,24,25] and bioresorbability [26]. To this end, different surface finishes are desired depending on the application. Existing literature on the characterisation of additively manufactured parts often focuses on empirical optimisation for printability, strength or minimisation of surface roughness or employs methods such as the Taguchi method to reduce the number of variations and repeats required in the experiments [27,28,29,30]. In the context of TDfAM, as presented by Saliba et al. (2020), the Taguchi method, is insufficient due to the non-systematic examination of the variables [15]. Furthermore, whilst many printing and environmental parameters affect the surface roughness of a 3DP material, nozzle temperature and print speed are parameters which can be defined and varied (i.e. designed for) within the G-code of a print. It is important to note that, only parameters which can be varied through intervention into the G-code, are relevant to this study. Other parameters that could affect surface roughness properties, such as cooling rate or layer height, cannot be varied directly or controlled approximately linearly within the G-code in this manner.
To experimentally validate temporal design, a methodical investigation of process parameters with respect to an intrinsic material property is required. To satisfy this deficiency in current literature, this study will systematically characterise the surface roughness with respect to printing temperature, speed, direction/plane, with sufficient intra and inter-sample repeats to establish the statistical significance of the results. The aim of the study is to show that there is additional design control to be gained through the variation of process parameters, by analysing surface roughness relative to printing direction and plane, of samples printed using different process parameters: nozzle temperature and print speed. The authors hypothesise that surface roughness will vary with process parameters, and provide sufficient range to enable the TDfAM of an intrinsic material property within a homogeneous component.
2 Method
2.1 Sample production
The CAD geometry of the samples was created in Fusion 360 (Autodesk, San Francisco, USA), a 30 \(\times \) 30 \(\times \) 30 mm\(^3\) cube. Cubes of this size were chosen to ensure that there was enough area available for surface roughness measurements to be taken in line with ISO 4287:1997 requiring a continuous evaluation length of 12.5 mm comprised of 5 consecutive 2.5 mm sample lengths made perpendicular to the toolpath for Ra values between 2 and 10 \(\mu \)m or periodic profiles between 0.4 and 1.3 mm [31]. The CAD file was exported as an STL so that toolpaths for additive manufacturing could be prepared in the slicing software Cura (Ultimaker, Utrecht, Netherlands). Five nozzle temperatures and five print speeds were investigated in this study, at \(10{\,}^{\circ }\text {C}\) and 10 mm/s increments between 180 and \(220{\,}^{\circ }\text {C}\) inclusive and between 30 and 70 mm/s inclusive respectively. Nozzle temperatures were maintained below the maximum temperature specified by the filament manufacturer of \(240{\,}^{\circ }\text {C}\), in order to avoid thermal degradation and increased ultra-fine particle (UFP) emissions that can occur when printing PLA at higher temperatures [32,33,34]. The ranges chosen in this study were centred around the default recommended parameters provided by Cura and conform with ranges seen in the existing literature. Independent variable process parameters, set within Cura, are summarised in Table 1, with the control parameters summarised in Table 2.
When varying the nozzle temperature between samples, print speed was kept constant at 50 mm/s. When varying print speed between samples, nozzle temperature was kept constant at 200 \({}^{\circ }\text {C}\). Two Ultimaker S5 FDM 3D printers were used in this investigation: all nozzle temperature variations were printed on one printer and all print speed variations were printed on another printer. Each sample was printed in a separate build, all samples were printed in the same orientation and in the centre of the build plate. All sample groups contain 5 repeated samples, producing 50 samples in total. The design and manufacturing process for the samples is summarised in Fig. 1 below.

Design and manufacturing process of samples: a Geometry in Fusion 360, b Slicing in Cura, c Green PLA sample cube manufactured on Ultimaker S5

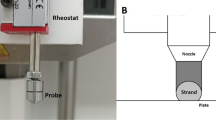
a Part cooling arrangement on Ultimaker S5 printers, as extruder 1 is printing. b Diagram to show the different cooling directions relative to printing direction during the manufacture of each face
The part-cooling arrangement on Ultimaker S5 3D printers is shown in Fig. 2. As illustrated, extruder 1 with an AA 0.4 mm core installed was used to manufacture all samples. All faces were numbered with the same numbering convention upon removal from the build plate after printing.
2.2 Measurements
Surface roughness was measured on the top surface and the four side surfaces of each sample using a PCE Instruments RT-2300 stylus profilometer (PCE Instruments Ltd., Manchester, UK). An example of the profile produced by the RT-2300 from the top surface of a sample can be seen in Fig. 3. Measurements were taken according to ISO 4287 [31], the characteristics of which are summarised in Table 3. On each surface, measurements were taken perpendicular to the toolpath and repeated in three locations as illustrated in Fig. 4. A jig was designed and used to maintain consistent positioning and perpendicularity across all measurements, limiting any potential operator bias that could be introduced during the positioning of the profilometer for measurement.
The top surface and side surfaces (numbered face 1–4 as shown in Fig. 2b) are investigated in this study, totalling 15 measurements per sample. The bottom surface of the sample cubes was not investigated as this surface is dependent on, and affected by, the surface of the build platform which it is built upon. The Ultimaker S5 utilises a glass build platform; as such, the bottom surface of all sample cubes was consistent with this, no matter the variation in process parameters. With 5 sample cubes per parameter variation, this resulted in a total of 50 sample cubes and therefore 750 measurements were required to complete this data set.
Top and side surfaces were considered separately as their production methods are inherently different (XY plane toolpaths of 0.4 mm nozzle vs. XZ/YZ plane layer lines of 0.2 mm).
In addition to surface roughness measurements, the mass of each sample was measured and recorded using an OHAUS GA200D 0.001g precision weighing scale (OHAUS Corporation, Parsippany, NJ, USA).

Example profile curve outputted from PCE RT-2300 profilometer
2.3 TDfAM program
A novel TDfAM program was developed using MATLAB R2022a (MathWorks, Inc., Natick, MA, USA). This program can be used to load an existing G-code (.gcode) file, sliced by any commercially available slicing software, and introduce temporally varying print speed or nozzle temperature throughout the build. These parameters can be varied between every layer or between intervals of layers at defined increments. Once loaded, the G-code is scanned for movements in the Z-direction, indicating a layer change. This identifies each line of code where a layer change occurs. Therefore, code can be inserted to vary process parameters at these points. For example, lines of G-code can be inserted to create a temperature change based on user-inputted values.
The program also scans the existing file for any instances of movement accompanied by a speed setting. This information, used in conjunction with the previous layer indications, can be edited to vary the print speed either between every layer or between intervals of layers for any pre-sliced geometry. The new speed values are written based on user-inputted values.
To demonstrate the functionality of this temporal design implementation in-silico, a standard G-code file (sliced within Cura) was post-processed to incorporate temporal variation of process parameters. The initial file was prepared in Cura with a constant print speed of 50 mm/s; then, using the novel TDfAM program, a variation ranging from 30 to 70 mm/s throughout the build was introduced. This was done in discrete user-defined intervals, defined using the user inputs of the program, and as continuous smooth variation throughout. This process can also be repeated to introduce temporal variation in temperature. A hip stem implant geometry was used in this demonstration to illustrate the potential practicality of temporally varying parameters throughout a single build to tailor characteristics that are usually achieved by post-processing techniques, such as surface roughness.
The code for the program created in this study is available in full on GitHub [35], and the user interface and example inputs are shown in the Appendix A.
3 Results
3.1 Experimental data
Analysis of variance (ANOVA) tables were produced for all parameter variations. The significance level was set to \(p < 0.05\), p-values less than this are judged to be statistically significant. Two-way ANOVA tables were produced when investigating the significance of the effect of nozzle temperature and face number, and when investigating the significance of the effect print speed and face number on the surface roughness of the side surfaces. One-way ANOVA tables were created to investigate the significance of the effect of nozzle temperature and print speed on the surface roughness of the top surface, as well as their effect on the final sample mass.
In this study, all investigated variables had a statistically significant effect on the measured metrics (\(p < 0.05\)). All ANOVA tables can be found in the Appendix A. In order to further determine between which groups the difference in surface roughness is statistically significant, Tukey’s honestly significant difference (HSD) post-hoc test was used. Again, \(p < 0.05\) is judged to show statistical significance. Results from this post-hoc test are displayed on all plotted data (Figs. 5, 6, 7 and 8) in the form of “ns” (not significant) labels which represent \(p > 0.05\) and therefore the measured difference in surface roughness is not statistically significant between these groups.
The surface roughness, Ra, of the side surfaces of the samples was measured as a function of nozzle temperature and print speed, the results of which are shown in Fig. 5. The surface roughness of top surfaces of the samples was also measured, also as a function of nozzle temperature and printing speed and is plotted below in Fig. 6. Error bars on all graphs represent the 95% confidence interval between each data point.

Illustrating locations of roughness measurements on a side surfaces and b top surfaces. For illustrative purposes, layer thickness and toolpath width have been exaggerated and are not to scale in this figure

Variation in average surface roughness of the side faces with: a nozzle temperature and b print speed. Differences which are not statistically significant are denoted by “ns”
ANOVA with post-hoc Tukey’s HSD test confirms that there is a statistically significant difference in the surface roughness of the side faces when temperature is varied in 10 \({}^{\circ }\text {C}\) increments between 180 and 200 \({}^{\circ }\text {C}\). Between 200 and 220 \({}^{\circ }\text {C}\) there is no statistically significant effect on the surface roughness. This is illustrated in Fig. 5a where the side face surface roughness sees a 3.5% decrease between 180 and 200 \({}^{\circ }\text {C}\) before reaching a plateau. Figure 5b shows that the side face surface roughness also generally decreases as print speed is increased, seeing a 4.8% decrease in surface roughness over the entire 30 to 70 mm/s range.
The effect of varying nozzle temperature on the surface roughness of the top face is shown in Fig. 6a, where the opposite trend to the side surface is seen. Here, surface roughness increases with increasing temperature. Statistically significant difference, supported by the post-hoc Tukey HSD test, is shown for all 10 \({}^{\circ }\text {C}\) increments between 180 and 210 \({}^{\circ }\text {C}\), where roughness increases by 39.2%. No statistically significant difference is seen between 210 and 220 \({}^{\circ }\text {C}\), where the results again plateau. The effect of print speed on the surface roughness of the top face shows no clear trend, with only the slowest speed (30 mm/s) resulting in a roughness significantly lower than the remaining temperatures, which showed no statistically significant difference as shown in Fig. 6b.
ANOVA results with Tukey’s HSD also show that there is a significant difference between the surface roughness on different faces of the sample, with faces 1 and 2 showing significant differences to faces 3 and 4 in both the nozzle temperature varying and print speed varying sample set. This can be seen graphically in Fig. 7.
Sample mass was investigated as a function of nozzle temperature in Fig. 8a. Similar to the observations drawn from Fig. 6a, there is statistical significance in all 10 \({}^{\circ }\text {C}\) increments between 180 and 210 \({}^{\circ }\text {C}\), where the sample mass can be seen to increase by 11.3% as nozzle temperature increases. There is no statistically significant difference in sample mass between 210 and 220 \({}^{\circ }\text {C}\). Figure 8b shows the change in sample mass with changing print speed, whereby the sample mass decreases by 4% and print speed increases from 30 to 70 mm/s.

Variation in roughness of the top face with: a nozzle temperature and b print speed. Differences which are not statistically significant are denoted by “ns”

Variation in surface roughness on different side faces of the sample cubes (as per Fig. 2b) in a nozzle temperature varying sample set and b print speed varying sample set

Variation in sample mass with: a nozzle temperature and b print speed. Differences which are not statistically significant are denoted by “ns”
3.2 In-silico validation
Figure 9 illustrates print speed variation (between sections of layers and continuously between layers) the original G-code is compared with the edited G-code using Cura to display colour varying as a function print speed. The figure illustrates how the variation in print speed is created successfully.

Use of the TDfAM program created in this work to vary print speed between 30 and 70 mm/s. a Initial geometry, a model of a generic hip stem implant, b original G-code sliced using Cura, c Cura preview of edited G-code with temporal variation in speed between sections defined using the TDfAM program interface, d Cura preview of edited G-code with temporal variation in speed continuously between each layer
The results demonstrate the ability of the program to extract the plain process parameters from an existing G-code file, edit those parameters and allow a designer to produce a variation across the time and space domain of an additive build.
4 Discussion
4.1 Temperature variation
Considering the effect of nozzle temperature on the surface roughness of the side faces (faces 1–4 as per Fig. 2b), the surface roughness decreases as nozzle temperature is increased. This trend can be seen graphically in Fig. 5a and concurs with experiments done by Altan et al. (2018), where a Taguchi experimental method was applied to investigate the effect of cooling, nozzle temperature, layer thickness and print speed on the surface roughness and tensile strength of printed parts. This investigation was limited, however, to only 2 distinct temperatures across a 10 \({}^{\circ }\text {C}\) range and surface roughness measurements were not taken in line with any standard [27]. Aslani et al. (2020) found a similar trend when investigating the effect of nozzle temperature on the surface roughness of thin walled additively manufactured samples using a Taguchi experimental method, in this work only 3 temperatures across a 20 \({}^{\circ }\text {C}\) range were investigated and roughness of the side surfaces was shown to decrease with increasing temperature [28]. The research presented in this paper, confirms and expands upon these studies.
Looking at the top surface (face 5) only, the opposite trend is seen. As nozzle temperature is increased, the surface roughness of the top face of the sample also increases, shown graphically in Fig. 6a. Shirmohammadi et al. (2021) report a similar trend when investigating the effect of nozzle temperature, layer height, printing speed, nozzle diameter and infill density on surface roughness. In this research, the top surface of 43 printed PLA samples was investigated using response surface methodology (RSM). Here, the surface roughness of the top surface also increased with increasing temperature [36]. This could be explained by an increase in amount of material extruded (supported by data in Fig. 8a) resulting in an exaggerated distance between peaks and valleys of the toolpath lines as PLA is being extruded to create the top surface.
Figure 8a shows that the sample mass increases with increasing nozzle temperature. This is hypothesised to be caused by a change in the viscosity of the molten PLA as it is being extruded. It is known that melt viscosity decreases with increasing nozzle temperature [37], therefore during sample manufacturing the melt viscosity of PLA decreases as the nozzle temperature is increased. With a less viscous material being extruded, there would be less resistance as the material exits the nozzle, resulting in more filament being extruded for the same amount of extruder motor movement. Such hypothesis would also mean that at lower temperatures the filament feedstock would slip at the extruder motor or buckle between the extruder motor and nozzle; the phenomenon is described in the review of melt extrusion AM processes by Turner et al. [38]. In this study, this theory is supported because the data begins to converge as the temperature reaches 200 \({}^{\circ }\text {C}\). As the extruder motor movement is consistent between all temperatures there will be a limit temperature where the viscosity of the PLA is no longer the limiting factor on the amount of material extruded. This suggests that the material is actually being under-extruded until the nozzle temperature reaches 210 \({}^{\circ }\text {C}\). Additional research would be required to prove this hypothesis. In the context of TDfAM, an implication of this result is that a variation in surface roughness by a variation of process parameters may also be accompanied by a variation in overall part mass or localised porosity. This is something that an engineer may need to consider if designing a variation in surface roughness, through variation of process parameters, where properties such as mass or porosity are critical.
4.2 Speed variation
From results in Fig. 5b it can be seen that the surface roughness of the side surfaces decreases with increasing print speed. These trends are not supported by the literature, however the experiments reported in previous research do not investigate a comprehensive or systematic variation of parameters nor do they consider the variability that can occur between samples. Barreno-Avila et al. [39] test only two speed variations without inter-sample repetitions and Buj-Corral et al. [29] investigate a smaller speed range without inter or intra-sample repetitions.
Figure 6b shows the variation of the roughness of the top surface with print speed. Whilst there is no clear trend shown across the investigated speed range, the slowest speed tested (30 mm/s) results in the lowest surface roughness which is significantly different to the surface roughness created by higher print speeds. This concurs with results found in literature where Akande (2015) investigates the effect of layer thickness, infill density and print speed on the roughness of the top face of 3D printed PLA [40], although their work only investigates 2 print speeds over a smaller speed range.
Figure 8b illustrates that sample mass decreases as print speed is increased. The hypothesis for this result is the same as that outlined in Section 4.1, ultimately a change in resistance to extrusion in the nozzle relative to the viscosity of the molten PLA. As print speed is increased, the speed of the extruder motor is also increased to accommodate the higher extrusion rate required. The nozzle temperature remains constant for this sample set, therefore so does the viscosity of the molten PLA. As such, the extruding filament experiences increasing resistance in the nozzle as print speed is increased: resulting in less material being extruded and therefore samples having a lower mass. As the speed increases the filament also spends less time within the hot end of the nozzle, and therefore may not reach the specified temperature before being extruded. These factors result in the actual extrusion rate being unable to keep up with the required extrusion rate at increased print speeds.
4.3 Effect of cooling
During this investigation, it was found that there is a statistically significant difference in surface roughness depending on which face of the sample cube is being considered. The top surface of the sample cube (face 5) had a different, and expected, surface roughness to the side surfaces (faces 1 to 4) because it is manufactured differently; the top surface being the result of many 0.4 mm lines side by side in the XY plane, whereas the side surfaces are created as a result of many 0.2 mm layers stacked in the XZ or YZ plane. It was anticipated that all side surfaces would have a similar surface roughness, however Fig. 7 shows that there is statistically significant difference between faces 1 and 2 and faces 3 and 4 for both the nozzle temperature and print speed variation. As shown in Fig. 2, owing to the dual nozzle setup of the Ultimaker S5 printers, each face will experience a different direction of cooling from the nearest part cooling fan relative to the direction of printing. As such, it is hypothesised that the variation in the cooling, relative to the filament deposition, that is experienced by each of the faces leads to a difference in surface roughness. Alsoufi et al. (2018) report no difference in surface roughness between side surfaces of 3D printed sample cubes, however, samples in this work were manufactured using a 3D printer which does not feature active part cooling [41]. As such, there would be no variation in cooling between each of the side faces.
Two-way ANOVA results (Tables 4 and 5, found in the Appendix A) suggest that there is interaction between the nozzle temperature and side face number with respect to their influence on the measured surface roughness, whilst there is no interaction between the print speed and side face number. This means that the magnitude of the effect of side face number on the surface roughness changes as nozzle temperature is varied, however does not change as print speed is varied. This further supports the suggestion that this difference in roughness seen across the different side faces could be the result of a change in cooling (or rate of cooling) during printing, as a change in temperature will affect the cooling of the printed material but a change in print speed will not.
Cooling rate and nozzle temperature have been shown in the literature to affect crystalline properties when 3D printing semi-crystalline polymers such as PLA. A slower cooling rate allows longer polymer crystals to form, whereas a faster cooling rate leads to the formation of smaller crystals [42]. The variation of process parameters, intrinsically changes the rate of solidification within the filament strand, and between strands, as such the behaviour and formation of the material during manufacture is different within a homogeneous part. Compared to static process parameters, this introduces variations in the material due to melt viscosity, flowability and polymer crystalinity, within the same print. If surface roughness variations arise due to non-uniformity in the cooling of different sides of the manufactured samples, this information could be used to design better part-cooling systems in FDM 3D printers so that a more uniform surface can be achieved. Cooling intensity could be a useful parameter for providing additional control over the final surface characteristics of a component. Additional work is required to investigate the interaction between variable process parameters and part-cooling comprehensively.
4.4 Limitations and future work
This study investigates a single colour and brand of PLA filament material. Different filaments of different brands and colours may have different compositions or additives, which could in turn affect their response to the investigated parameter variations. Further work could be done to investigate whether the trends found in this study are generally reproducible across other PLA filament variations, as well as the potential for TDfAM with other thermoplastics and AM technologies. This study is also limited to exploring the effect of only two process parameters (nozzle temperature and print speed). Additional process parameters, such as layer thickness or part cooling, also have the potential to influence surface characteristics of a printed part and hence are of interest in the context of TDfAM.
Investigating the effect of cooling was not the original purpose of this study, and as such, the findings here are limited. A complete systematic investigation into the effect of varying cooling intensity with respect to process parameters would yield more conclusive results.
Through the variation of process parameters using TDfAM a designer can tailor surface roughness, but must also be aware of the effect of this variation on other material or geometric properties of the component. For example, but not limited to, a variation in surface roughness through controlling nozzle temperature is also accompanied by a variation in mass, as shown in this study. Nozzle temperature, print speed and cooling rate also affect inter-layer adhesion and, therefore, part strength, which is a critical consideration in the application of TDfAM. Based on the findings from this study, further investigation is required into the effects of cooling rate or intensity on the surface characteristics, through systematic exploration of the effect of cooling intensity and direction relative to printing direction.
Finally, in the context of the implementation of TDfAM, whilst an in-silico example was provided in this study, further research is required to experimentally validate the technique. This would ensure that the variations in surface roughness seen in this study, can be reproduced when process parameters are varied within a single component. To investigate varying process parameters within a single temporally designed build, will require investigation of additional interrelated factors: the impact of acceleration/deceleration due to changes in speed, temperature and cooling on the bonds between filaments, and the subsequent effect on the mechanical properties.
5 Conclusions
In this study, both nozzle temperature and print speed have been shown to have a statistically significant effect on the surface roughness of both the top and side surfaces of a 3D printed PLA sample, as well as the sample mass. A statistically significant difference between side faces also suggests that the interaction between active cooling and material deposition affects the final surface roughness of the part. Key conclusions from this study are as follows:
-
-
Surface roughness of side faces decreases with increasing nozzle temperature down to a limit, and decreases with increasing speed.
-
-
Surface roughness of the top face increases with increasing nozzle temperature, and the lowest print speed of 30 mm/s produced a lower surface roughness of the top face compared to all other speeds.
-
-
Sample mass increases as nozzle temperature is increased, and decreases as print speed is increased.
-
-
A program was created to implement TDfAM on any G-code file, enabling the specification of variable process parameters through an additive build.
Different surface roughness was observed on different faces of the same samples, maintaining all other parameters, suggesting that this could result from a subtle difference in the cooling rate of each face. Further work is required to investigate this. The results of this study support the hypothesis that TDfAM, through choice of process parameters, can enable the variable design of surface roughness within the same part, without the additional requirement of post-processing. Whilst this study has demonstrated this concept on PLA using FDM, the technique could be easily be translated to parameters relevant to a range of AM processes and materials. In the context of biomedical engineering, this presents a huge opportunity to enable variable surface design, which affects cell adhesion, bioresorbability and osseointegration within the same part, same material and same AM build.
Data Availability
Raw data will be made available upon request. MATLAB code for the TDfAM G-code post-processing program is available on GitHub [35].
References
Tofail SAM, Koumoulos EP, Bandyopadhyay A, Bose S, O’Donoghue L, Charitidis C (2018) Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today 21(1):22–37. https://doi.org/10.1016/j.mattod.2017.07.001
AM-UK Steering Group (2017) Additive manufacturing UK national strategy 2018–25. AM-UK. https://additivemanufacturinguk.org.uk/amuk-strategy/. Accessed 17 Dec 2023
Bikas H, Stavropoulos P, Chryssolouris G (2016) Additive manufacturing methods and modelling approaches: a critical review. Int J Adv Manuf Tech 83(1–4):389–405. https://doi.org/10.1007/s00170-015-7576-2
Gao W, Zhang Y, Ramanujan D, Ramani K, Chen Y, Williams CB, Wang CCL, Shin YC, Zhang S, Zavattieri PD (2015) The status, challenges, and future of additive manufacturing in engineering. Comput Aided Des 69:65–89. https://doi.org/10.1016/j.cad.2015.04.001
Thomas-Seale LEJ, Kirkman-Brown JC, Attallah MM, Espino DM, Shepherd DET (2018) The barriers to the progression of additive manufacture: perspectives from UK industry. Int J Prod Econ 198:104–118. https://doi.org/10.1016/j.ijpe.2018.02.003
Royal Academy of Engineering (2013) Additive manufacturing: opportunities and constraints. Technical report, Royal Academy of Engineering. www.raeng.org.uk/publications/reports/additive-manufacturing. Accessed 17 Dec 2023
Thompson MK, Moroni G, Vaneker T, Fadel G, Campbell RI, Gibson I, Bernard A, Schulz J, Graf P, Ahuja B, Others (2016) Design for additive manufacturing: trends, opportunities, considerations, and constraints. CIRP Ann 65(2):737–760. https://doi.org/10.1016/j.cirp.2016.05.004
Meisel N, Williams C (2015) An investigation of key design for additive manufacturing constraints in multimaterial three-dimensional printing. J Mech Des 137(11). https://doi.org/10.1115/1.4030991
Gibson I, Goenka G, Narasimhan R, Bhat N (2010) Design rules for additive manufacture. In: Solid freeform fabrication symposium, pp 705–716. https://doi.org/10.26153/tsw/15234
Williams CB, Mistree F, Rosen DW (2011) A functional classification framework for the conceptual design of additive manufacturing technologies. J Mech Des 133(12). https://doi.org/10.1115/1.4005231
Doubrovski Z, Verlinden JC, Geraedts JMP (2011) Optimal design for additive manufacturing: opportunities and challenges. In: Proceedings of the ASME 2011 International Design Engineering Technical Conferences & Computers and Information in Engineering, pp 635–646. ASME, United States. https://doi.org/10.1115/DETC2011-48131
Vayre B, Vignat F, Villeneuve F (2012) Designing for additive manufacturing. Procedia CIrP 3:632–637. https://doi.org/10.1016/j.procir.2012.07.108
Helms M, Vattam SS, Goel AK (2009) Biologically inspired design: process and products. Des Stud 30(5):606–622. https://doi.org/10.1016/j.destud.2009.04.003
Thomas-Seale LEJ, Kirkman-Brown JC, Kanagalingam S, Attallah MM, Espino DM, Shepherd DET (2019) The analogies between human development and additive manufacture: expanding the definition of design. Cogent Engineering 6(1):1662631. https://doi.org/10.1080/23311916.2019.1662631
Saliba S, Kirkman-Brown JC, Thomas-Seale LEJ (2020) Temporal design for additive manufacturing. Int J Adv Manuf Tech 106(9–10):3849–3857. https://doi.org/10.1007/s00170-019-04835-3
Rosen DW (2007) Design for additive manufacturing: a method to explore unexplored regions of the design space. In: 2007 international solid freeform fabrication symposium, pp 402–415. https://doi.org/10.26153/tsw/7227
Gleadall A (2021) FullControl GCode designer: open-source software for unconstrained design in additive manufacturing. Addit Manuf 46:102109. https://doi.org/10.1016/j.addma.2021.102109
Bayraktar O, Uzun G, Çakiroğlu R, Guldas A (2017) Experimental study on the 3D-printed plastic parts and predicting the mechanical properties using artificial neural networks. Polym Adv Technol 28(8):1044–1051. https://doi.org/10.1002/pat.3960
Hizi W, Rahmouni H, Gorji NE, Guesmi A, Ben Hamadi N, Khezami L, Dhahri E, Khirouni K, Gassoumi M (2022) Impact of sintering temperature on the electrical properties of la0.9sr0.1mno3 manganite. Catalysts 12(3). https://doi.org/10.3390/catal12030340
Hacking SA, Boyraz P, Powers BM, Sen-Gupta E, Kucharski W, Brown CA, Cook EP (2012) Surface roughness enhances the osseointegration of titanium headposts in non-human primates. J Neurosci Methods 211(2):237–244. https://doi.org/10.1016/j.jneumeth.2012.09.002
Le Guéhennec L, Soueidan A, Layrolle P, Amouriq Y (2007) Surface treatments of titanium dental implants for rapid osseointegration. Dent Mater 23(7):844–854. https://doi.org/10.1016/j.dental.2006.06.025
Deng Y, Liu X, Xu A, Wang L, Luo Z, Zheng Y, Deng F, Wei J, Tang Z, Wei S (2015) Effect of surface roughness on osteogenesis in vitro and osseointegration in vivo of carbon fiber-reinforced polyetheretherketone-nanohydroxyapatite composite. Int J Nanomed 10(1):1425–1447. https://doi.org/10.2147/IJN.S75557
Huang HH, Ho CT, Lee TH, Lee TL, Liao KK, Chen FL (2004) Effect of surface roughness of ground titanium on initial cell adhesion. Biomol Eng 21(3–5):93–97. https://doi.org/10.1016/j.bioeng.2004.05.001
Deligianni DD, Katsala ND, Koutsoukos PG, Missirlis YF (2000) Effect of surface roughness of hydroxyapatite on human bone marrow cell adhesion, proliferation, differentiation and detachment strength. Biomaterials 22(1):87–96. https://doi.org/10.1016/S0142-9612(00)00174-5
Cox SC, Jamshidi P, Eisenstein NM, Webber MA, Burton H, Richard, Moakes JA, Addison O, Attallah M, Shepherd DET, Grover LM (2017) Surface finish has a critical influence on biofilm formation and Mammalian cell attachment to additively manufactured prosthetics. https://doi.org/10.1021/acsbiomaterials.7b00336
Gawlik MM, Wiese B, Desharnais V, Ebel T, Willumeit-Römer R (2018) The effect of surface treatments on the degradation of biomedical Mg alloys-a review paper. Materials 11(12). https://doi.org/10.3390/ma11122561
Altan M, Eryildiz M, Gumus B, Kahraman Y (2018) Effects of process parameters on the quality of PLA products fabricated by fused deposition modeling (FDM): surface roughness and tensile strength. Materialpruefung/Materials Testing 60(5):471–477. https://doi.org/10.3139/120.111178
Aslani K-E, Chaidas D, Kechagias J, Kyratsis P, Salonitis K (2020) Quality performance evaluation of thin walled PLA 3D printed parts using the Taguchi method and Grey relational analysis. Journal of Manufacturing and Materials Processing 4(2):47. https://doi.org/10.3390/jmmp4020047
Buj-Corral I, Sánchez-Casas X, Luis-Pérez CJ (2021) Analysis of AM parameters on surface roughness obtained in PLA parts printed with FFF technology. Polymers 13(14):2384. https://doi.org/10.3390/polym13142384
Vidakis N, David C, Petousis M, Sagris D, Mountakis N, Moutsopoulou A (2022) The effect of six key process control parameters on the surface roughness, dimensional accuracy, and porosity in material extrusion 3D printing of polylactic acid: prediction models and optimization supported by robust design analysis. Adv Ind Manuf Eng 5:100104. https://doi.org/10.1016/j.aime.2022.100104
International Standards Organisation (2023) ISO 4287:1997. https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/01/01/10132.html. Accessed 22 Sept 2023
Cojocaru V, Frunzaverde D, Miclosina C-O, Marginean G (2022) The influence of the process parameters on the mechanical properties of PLA specimens produced by fused filament fabrication—a review. Polymers 14(5):886. https://doi.org/10.3390/polym14050886
Lee H, Kwak D-B, Choi CY, Ahn K-H (2023) Accurate measurements of particle emissions from a three-dimensional printer using a chamber test with a mixer-installed sampling system. Sci Rep 13(1):6495. https://doi.org/10.1038/s41598-023-33538-9
Hall S, Pengelly I, Staff J, Plant N, Evans G (2023) RR1146 - Measuring and controlling emissions from polymer filament desktop 3D printers. Research Report R1146, Health and Safety Executive. https://www.hse.gov.uk/Research/rrhtm/rr1146.htm. Accessed 17 Dec 2023
GitHub: let’s build from here (2024). https://github.com/. Accessed 17 March 2024
Shirmohammadi M, Goushchi SJ, Keshtiban PM (2021) Optimization of 3D printing process parameters to minimize surface roughness with hybrid artificial neural network model and particle swarm algorithm. Prog Addit Manuf 6(2):199–215. https://doi.org/10.1007/s40964-021-00166-6
Gilbert M (2017) Chapter 4 - relation of structure to thermal and mechanical properties. In: Gilbert M (ed) Brydson’s Plastics Materials (Eighth Edition), 8th edn., pp 59–73. https://doi.org/10.1016/B978-0-323-35824-8.00004-9
Turner BN, Strong RJ, Gold SA (2014) A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyping Journal. https://doi.org/10.1108/rpj-01-2013-0012
Barreno-Avila AF, Monar-Naranjo M, Barreno-Avila EM (2021) Fusion deposition modeling (FDM) 3D printing parameters correlation: an analysis of different polymers surface roughness. IOP Conf Ser Mater Sci Eng 1173(1):012071. https://doi.org/10.1088/1757-899X/1173/1/012071
Akande SO (2015) Dimensional accuracy and surface finish optimization of fused deposition modelling parts using desirability function analysis. Int J Eng Res Technol 4(4). https://doi.org/10.17577/IJERTV4IS040393
Alsoufi MS, Elsayed AE (2018) Surface roughness quality and dimensional accuracy—a comprehensive analysis of 100% infill printed parts fabricated by a personal/desktop cost-effective FDM 3D printer. Mater Sci Appl 9(1):11–40. https://doi.org/10.4236/msa.2018.91002
Vaes D, Van Puyvelde P (2021) Semi-crystalline feedstock for filament-based 3D printing of polymers. Prog Polym Sci 118:101411. https://doi.org/10.1016/j.progpolymsci.2021.101411
Funding
This work was funded by the Engineering and Physical Sciences Research Council (EPSRC) Centre for Doctoral Training in Topological Design (grant EP/S02297X/1), the United Kingdom Research Institute EPSRC (grant EP/S036717/1), and by The Manufacturing Technology Centre (MTC) Ltd.
Author information
Authors and Affiliations
Contributions
Barnaby Hawthorn (first author): conceptualisation, methodology, experimental work, data analysis, investigation, and writing—original draft. Ailsa Mummery: data analysis, writing—review and editing. Nasim Mahmoodi: experimental work. Muhammad Farhan Khan, Andrew Triantaphyllou, Rosemary Dyson, Lauren E. J. Thomas-Seale: conceptualisation, writing—review and editing. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix A
Appendix A
Figure 10 displays the user interface of the TDfAM program created in this study. The user is prompted to load their G-code file, define a name for the new edited file, specify nozzle temperature or print speed variation, specify whether to vary in intervals or continuously, and (if varying in intervals) define the interval size in layers and the accompanying nozzle temperature or speed values. The values seen in Fig. 10 are example values used within this study. Once all parameters have been specified, the user executes the TDfAM variation by selecting “confirm.”

The user interface for the TDfAM program, developed in this study to introduce nozzle temperature or print speed variation in an existing G-code file
Tables 4 and 5 display results from a two-factor ANOVA for changing surface roughness on side surfaces due to nozzle temperature or print face and print speed or print face, respectively. With \(p<< 0.05\) Table 4 shows that not only is there a statistically significant difference that arises in the surface roughness of the side surface when either the nozzle temperature or the print face is varied, but also there is a statistically significant interaction between these two properties and their influence on the roughness of the side surfaces. With p \(<<\) 0.05 Table 5 also shows that both print speed and again print face have a statistically significant effect on the surface roughness of the side surfaces; however, in this case, the two properties do not have a significant interaction (p > 0.05).
Tables 6 and 7 contain results from a single-factor ANOVA for changing surface roughness on the top surface due to nozzle temperature and print speed, respectively. Table 6 shows that p \(<<\) 0.05 therefore showing a statistically significant difference in the surface roughness of the top surface when the nozzle temperature is varied. Table 7 also shows a p \(<<\) 0.05 therefore also showing that there is a statistically significant difference in the surface roughness of the top surface when the print speed is varied.
Tables 8 and 9 also show p \(<<\) 0.05, showing a statistically significant difference in final sample mass when nozzle temperature and print speed is varied respectively.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hawthorn, B., Mummery, A., Mahmoodi, N. et al. Tailoring surface roughness through the temporal variation of additive manufacturing process parameters. Int J Adv Manuf Technol 132, 3553–3566 (2024). https://doi.org/10.1007/s00170-024-13532-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13532-9