
Abstract
Medical containers that sterilize surgical instruments are constantly needed in the healthcare industry. In line with this need, improvements in the fabrication of medical containers are important. Determining the design factors of medical containers fabricated by deep drawing saves time and cost. This study determined, the design factors of square medical containers and experimentally verified the deep drawing process modeled in Abaqus/Explicit finite element (FE) software. Taguchi statistical method was used to reduce the number of experiments. Blank holder force (BHF), punch radius (RP), die radius (RD), coefficient of friction between die and blank (µDB), coefficient of friction between punch and blank (µPB), coefficient of friction between holder and blank (µHB) as variable factors while selecting thickness reduction (TR) and maximum punch force (PF) were selected as output parameters. The effect of variable factors on the output parameters was determined by ANOVA analysis. As a result of the examinations, it was deter-mined that TR and PF increased as BHF, µDB and µHB values increased, whereas they decreased as RP and RD increased. On the other hand, it was determined that TR decreased and PF increased as µPB increased. In addition, the corners of the sheets were chamfered in different sizes to prevent the formation of ears in the containers. Finally, the appropriate chamfer size was determined by examining the sheet thicknesses.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Medical containers are metal cups used to ensure sterilization in the healthcare industry (Fig. 1). These containers protect the integrity of products by sterilizing surgical instruments. After surgeries, surgical instruments placed in containers are sterilized and kept locked until the next surgery. Thus, the reliability and effectiveness of medical products increase. In addition, containers are preferred instead of disposable packaging in healthcare facilities because they ensure integrity for longer. This situation leads to increased economic gain, environmental awareness and business efficiency. Therefore, the modern healthcare field, where precision and reliability are essential, requires medical containers.

Medical container sample with dimensions 200 × 200 mm2
Deep drawing is used for its remarkable potential in fabricating complex and precisely designed containers and obtaining three-dimensional cups from flat metal sheets. It is preferred in container fabrication because it is a fast production method, minimizes material loss, and yields more products at a lower cost. It enables the production of square or rectangular containers, which are still more difficult to produce than traditional circular shapes, as defects may occur during the process because of the sharp-cornered geometry of the sheet metal. In addition, after the deep drawing process, some forms are given to the surface for both aesthetics and durability. During these secondary processes, damage may occur on the part surface. In order to prevent these damages, it is necessary to obtain a uniform sheet thickness during the deep drawing process and leave more forming margin for secondary operations. Determining design factors to minimize such defects is vital, which saves time during fabricating and increases productivity [1]. Studies in this field are not only an academic need but also a need arising from the constantly evolving demands of the healthcare sector.
1.1 Literature review
Design factors such as blank holder force (BHF), die radius and punch radius significantly affect the formed product. For this reason, various studies examined the design factors in the deep drawing process. Fereshteh-Saniee et al. [2] experimentally investigated the effects of design factors and stacking order on the deep drawing process of laminated steel and brass sheet composites and stated that BHF and sheet diameter are the most effective factors. Wei et al. [3] proposed a method in which the BHF is changed asynchronously at different angles instead of the traditional blank holder for deep drawing of rectangular parts. By examining the sheet's friction coefficient and thickness variation, they concluded that this new method effectively controls BHF. Tommerup and Endelt [4] designed a hydraulic shimming system to control BHF. They determined that the variable BHF increased the process efficiency compared to constant BHF. Bagherzadeh et al. [5] developed models based on the hydromechanical deep drawing of aluminum and steel laminated sheets. They examined the effects of sheet thickness, stacking order, drawing ratio and friction condition on the deep drawing process. Hou et al. [6] examined the effects of temperature, BHF, and stamping speed on the deep drawing process of Al7005 sheets and found that increasing the temperature increases the forming ability. Ozek [7] examined the effect of die geometry on cup wall thickness in deep drawing of square sheets. The author showed that the different angles given to the blank holder's lower surface and the die's upper surface affected the limit drawing ratio and cup wall thickness. Gao et al. [8] proposed an energy consumption model for the deep drawing process, which enables estimating energy consumption in sheet metal forming processes.
In deep drawing processes, the material is exposed to deformation. Due to this complex deformation mechanism, predicting the properties of the material produced is challenging. Additionally, experimentally applying design factors such as BHF and punch radius causes time loss and increases cost. For this reason, the finite element (FE) method is used in the processes in question. The FE method can predict product properties by fabricating by trial and error. Many studies on deep drawing use the FE method. Bandyopadhyay et al. [9] investigated the limit drawing ratio by modeling the deep drawing of dual-phase tailor welded steel sheets with FE. Kong et al. [10] studied the effect of inconsistent mechanical properties of DP780 steel resulting from production through the deep drawing process using the FE method. Lumelskyj et al. [11] investigated the determination of strain localization in sheet metal forming by modeling the Nakajima test with FE. Sheng et al. [12] developed the variable BHF profile during deep drawing using the FE method and concluded that this simulation can determine the BHF profile when forming conical cups. Wu-rong et al. [13] modeled crack initiation in the forming of dual-phase sheets with FEM and specified a yield model that predicts the cracks by comparing different models in the simulation. Zhou and Xu [14] conducted experiments combined with FEM to prevent wrinkles in the hydroforming of double-layer sheets. Padmanabhan et al. [15] modeled the variable BHF and friction conditions in deep drawing LPG bottles with FE. Choi et al. [16] investigated the formability and springback of heat-treated aluminum alloy sheets using FEM. Lǎzǎrescu and Banabic [17] simulated the deep drawing of cylindrical cups under different friction conditions with FE, whereby they estimated the punch load required to forming the sheet metal under different conditions. Singh et al. [18] determined the ear formation damage in deep drawing of titanium sheets with FE and confirmed the results experimentally. Ghennai et al. [19] modeled the deformation behavior of DC04 sheet metal in the deep drawing process with FE. They examined the in-plane plastic anisotropy and friction anisotropy of the sheet metal. Basak et al. [20] modeled the formability of sheet materials during the deep drawing process with FE and investigated the fracture behavior of sheets by applying pre-stressing.
It is necessary to conduct many experiments in optimizing the design factors in the deep drawing process. However, maximum reliability, minimum duration and minimum number of experiments are desired. This can be achieved through statistical methods with high reliability. One of these methods is Taguchi. Various studies determined deep drawing design parameters using the Taguchi method. Ballikaya et al. [21] investigated the effect of die parameters on the limit drawing ratio in the hydromechanical deep drawing process using Taguchi and FE. Lee and Kim [22] specified the effects of process parameters on springback in sheet metal forming using the FE and Taguchi methods. Padmanabhan et al. [23] examined the effects of die radius, BHF and friction coefficient in the deep drawing process using Taguchi and FE, estimating the optimum process parameters. Reddy et al. [24] investigated the effects of punch tip radius, die shoulder radius and BHF on the thickness of aluminum alloy using Taguchi and FEM. While BHF was determined to be the most effective parameter, die shoulder radius was determined to be the least effective one. Modanloo et al. [25] examined the effects of design parameters on the deep drawing of brass/steel laminated sheet composites using the FE and Taguchi methods. They determined that die friction is the most effective variable in the process and decreases as the maximum punch force increases. Raju et al. [26] using the Taguchi method, determined that the die shoulder radius, BHF and punch tip radius greatly affect the deep drawing of aluminum sheets. Hassan et al. [27] developed a friction-aided deep drawing process for thin sheets and aluminum foils, using FE to simulate the process and the Taguchi method to optimize the control parameters. Their study specified radial displacement as the most critical parameter affecting the cup height.
This study specified optimum design factors in medical container production in line with the literature and the needs of the healthcare industry. An initial geometry was created that will both facilitate the drawing process and pave the way for successful and efficient production in the subsequent forming steps. In this way, it was tried to provide wall thicknesses that could tolerate the thinning that may occur in subsequent forming. For this purpose, 1 mm thick AISI430 stainless steel sheet was preferred. The deep drawing process was simulated in Abaqus/Explicit finite element software and verified with experimental results. Taguchi analysis was used to determine the optimum design factors. Blank holder force (BHF), punch radius (RP), die radius (RD), coefficient of friction between die and blank (µDB), coefficient of friction between punch and blank (µPB), coefficient of friction between holder and blank (µHB) were selected as variable factors, and thickness reduction (TR) and maximum punch force (PF) were selected as output parameters. Afterward, ANOVA analysis was performed to determine the effect of variable factors on the output parameters. In addition, different chamfer sizes were given to the sheet metal corners to prevent ears from forming on the containers. Finally, the thickness of the sheets was examined and the appropriate chamfer size was determined.
2 Experimental procedure
2.1 Material
This study used a 1 mm thickness AISI 430 stainless steel sheet. It is frequently used in deep drawing due to its corrosion resistance, high forming property, and high strength. Table 1 shows the chemical composition of AISI 430 [28].
The tensile tests were carried out to determine the material properties. The samples were prepared in accordance with ASTM E8 standards. Tensile tests were performed with an INSTRON universal testing machine with a load capacity of 100 kN, as in the author's other articles [29,30,31]. Engineering stress-engineering strain values were obtained from the tensile test. However, true stress-true strain values are required since this study performed plastic forming. For this reason, the true stress-true strain values are determined by using Eqs. 1 and 2.
In the equations, \({\sigma }_{t}\), \({\sigma }_{e}\) are the true stress and engineering stress; \({\varepsilon }_{t}\), \({\varepsilon }_{e}\) are the true strain and engineering strain values, respectively. AISI 430 material properties are given in Table 2, and the true stress-true strain curve is given in Fig. 2.

True stress-true strain curve of AISI 430 steel
2.2 Deep drawing test
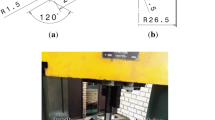
A double-acting hydraulic press with a loading capacity of 80 tons was used in the experimental processes (Fig. 3a). Figure 3b shows the dimensions of the die set designed for deep drawing. The die set includes a die that allows the sheet to be formed, a punch that ensures the flow of the sheet into the die, and a blank holder that controls this flow. A radius is given to the corners of the die to facilitate the flow of the sheet metal. During the process, 32 kN BHF and 20 mm punch depth were applied to the sheets. The die and sheet surfaces were lubricated and a thin nylon layer was placed between them to obtain a minimum coefficient of friction.

Experimental setup: a hydraulic press machine, b dimensions of the die set
3 Modeling and simulation
Abaqus/Explicit finite element (FE) software was used to simulate the deep drawing process in the study. In order to complete the analysis in a shorter time, it is modeled to represent a quarter due to its symmetric structure. The symmetric boundary condition is defined in X and Y axis. The material properties given in Table 2 were entered into the program. The plastic properties of the material were obtained from the true stress-true strain curve shown in Fig. 2. In addition, the density of the material is defined as 7.75 g/cm3. Table 3 presents the geometric dimensions of the experimental set modeled in 3D. Square medical containers are available in different sizes. The size of the reference container shown in Fig. 1 is approximately 200 × 200 mm. In this study, modeling was done to take approximately 1/4 of the dimensions of the reference container. The model consists of a sheet, die, blank holder and punch (Fig. 4a, b, c, d). Figure 4e shows the assembled form of the die set.

FE model: a sheet, b die, c blank holder, d punch and (e) assembled die set
A step time long enough to eliminate inertia in modeling is required. However, the solution time should be as short as possible. For this reason, the shortest step time was determined by frequency analysis [29]. According to the analysis, the frequency of the sheet was determined as 834.16 Hz. This frequency value represents approximately 0.0012 s (1/834.16) time. Accordingly, the most appropriate step time for the deep drawing model was determined as 0.01 s. In the quasi-static deep drawing process, the kinetic and internal energy should be considered for the accuracy of this step time. A quasi-static solution can be obtained when the ratio of the maximum kinetic energy to the maximum internal energy is less than 5% [32]. The maximum kinetic energy to maximum internal energy ratio for 0.01 s step time was determined as 1.58%. Therefore, 0.01 s was accepted as the step time. The friction coefficients between the parts were determined by trial error based on the Coloumb friction law. Different coefficients of friction were tried to confirm the experimental results. The friction coefficient between sheet-die, sheet-blank holder and sheet-punch is defined as 0.075. In this study, a surface-to-surface contact pair was preferred between the parts in order to accurately define the material deformation, minimize the convergence problem in corner areas and provide a faster solution. In addition, the BHF which controls the flow of the sheet into the die is defined as 8 kN and the punch depth is 20 mm. A quarter of the BHF (32 kN) was entered into the software, as a quarter of the deep drawing process was modeled.
The die, blank holder and punch are modeled as discrete rigid and meshed with element type R3D4. The sheet is modeled as deformable and meshed with element type S4R. Five integration points were used throughout the sheet thickness [32]. Mesh analysis was performed to determine the optimum mesh size. The analysis shows the average thickness from corner to corner of the meshed sheets of different sizes (2, 1.5, 1, 0.75, 0.5 and 0.25 mm), respectively (Fig. 5). The figure shows that the average thickness is almost constant after 0.75 mesh. For this reason, 0.75 mm was used as the mesh size.

Variation of average thickness depending on mesh size and time
Simulations made with the finite element method need to be verified experimentally since the consistency of the experimental and simulation results shows the accuracy of the modeling. In order to verify the simulation, the experimental and simulation punch force—displacement graphs of the sheet metal with 10 mm chamfers at the corners were compared. While the maximum punch force was approximately 55 kN in the experiment, it was 54 kN in the simulation. The simulation results are confirmed as the curves show similar behavior (Fig. 6).

Comparison of punch displacement and punch force curves of FEM and simulation
4 Design of experiments
Many problems, such as wrinkling and earing, occur in the fabrication of medical containers. These defects can stem from design parameters (BHF, punch radius, die radius, etc.). In order to minimize these defects, optimum design values should be determined. Design of experiments (DoE) is used to determine the optimum values. By examining the effect of specific inputs on different responses with DoE, optimum values can be identified with minimum experimental runs. In this study, experimental design was carried out with Taguchi analysis. Taguchi analysis involves signal and noise factors. Signal factors affect the average response level, while noise factors cause low efficiency that cannot be directly controlled. Taguchi analysis controls the noise factors by changing the variable factors in a specific systematic [26]. In the present study blank holder force (BHF), punch radius (RP), die radius (RD), coefficient of friction between die and blank (µDB), coefficient of friction between punch and blank (µPB), coefficient of friction between holder and blank (µHB) was chosen as the variable design factors (Table 4).
In order to determine the experimental runs, the L27 orthogonal array with six factors and three levels (3^6) each was applied in Minitab software (Table 5). Thickness distribution is critical in deep drawing since early tearing occurs in areas where sheet thickness decreases [31]. In addition, the maximum punch force should be minimal in terms of energy and time during the experiment. Therefore, thickness reduction (TR) and maximum punch force (PF) are chosen as the response data (output). TR was determined by Eq. 3. Where \({t}_{0}\) is the initial thickness value of the sheet (1 mm), \({t}_{i}\) is the minimum thickness value of the formed sheet.
TR and PF values were detected by simulating 27 experiments in Abaqus software. These values were entered into the Minitab software as output data. The signal-to-noise ratio (S/N) must be determined to jointly analyze the variable and noise factors. There are three S/N ratios: largest best, nominal best, and smallest best. Since TR and PF were desired to be minimum, the smallest best S/N ratio in Eq. 4 was used. Y is the characteristic factors determined, and n is the number of experiments [25].
Analysis of variance (ANOVA) was performed after Taguchi and the variance of the errors was calculated. In addition, the effect (contribution) ratio of the variable factors (BHF, RP, RD, µDB, µPB, µHB) on the output parameters (thickness reduction and maximum punch force) is determined. The sum of squares within and between the groups should be calculated to determine the contribution rate. Equation 5 shows the sum of squares within the group, while 6 shows the sum between groups, where l is the number of parameter levels, j is the level number of the special parameter p and \({(S/N)}_{j}^{2}\) is the sum of the S/N ratio containing the j level and the p parameter. t is the repetition of each level of the p parameter, m is the number of experiments, and \({(S/N)}_{i}\) is the S/N ratio of the ith experiment. The ratio of the sum of squares within the group to the sum of squares between the groups gives the (\({P}_{c}\)) percentage contribution of the factors in Eq. 7 [24, 33].
5 Results and discussion
5.1 The effect of variable design factors on thickness reduction
Figure 7 presents the mean of S/N ratios for thickness reduction. The figure displays that the thickness reduction increases with the increase in BHF, µDB and µHB values. An increase in BHF means more force on the blank, which makes it harder for the sheet to flow into the die. The increase in friction coefficients between the die-blank and the holder-blank prevented the sheet from moving easily. Thus, the increase in these values caused the sheet to thin. With the rise in RP and µPB, thickness reduction decreased. The increase in the radius of the punch made the punch more curved, facilitating the flow of the sheet into the die. Increased friction between the punch and the blank increased the contact area, preventing the blank from wrinkling during forming. Thus, a homogeneous thickness distribution was achieved. This also reduced the thinning of the sheet metal. In addition, thickness reduction decreased when the RD increased from 4 to 6 mm. However, this value increased when it increased from 6 to 8 mm.

The mean of S/N ratios for thickness reduction
Table 6 shows the ANOVA results of variable design factors. When the P value is less than 0.05, it is accepted that the factors affect the response and the results are meaningful [34]. The table shows that the P values are less than 0.05. Thus, it can be stated that all design factors are effective in thickness reduction. According to the ANOVA results, the contribution rate of these factors on thickness reduction was determined. The most influential factors were RD with a contribution rate of 34.68% and RP with a contribution rate of 32.40%. The third most influential factor was µDB with a rate of 17.63%. They were followed by BHF with 10.29% and µHB with 2.91%, respectively. The factor with the least effect was µPB, with a 1.36% contribution rate. The mean of S/N ratio value ranges in Fig. 7 also confirm these results.
After the ANOVA analysis, regression analysis, which models the relationship between a dependent variable and more than one independent variable was applied [35]. The fit regression model analyzed the relationship between design factors and thickness reduction. Equation 8 gives the obtained regression equation. The analysis made with the fit regression model determined the R2 value to be 81.46%. The high value of this value indicates that the regression and the model fit well.
Table 7 shows the optimum design factors obtained for thickness reduction. The optimum values of BHF, RP, RD, µDB, µPB and µHB are 4000 N, 8 mm, 6 mm, 0.05, 0.1 and 0.05, respectively
In the deep drawing process, it is ideal to include all parameters affecting the process in the study. However, sheet chamfers are more dominant than other parameters. For this reason, first the effect of design factors was investigated and then the chamfer effect was examined separately. In the simulation created with optimum values, the corners of the sheets were chamfered at different sizes (C = 10, 15, 20 mm) in order to obtain a homogeneous thickness distribution on the sheet and to prevent ear formation or tears (Fig. 8).

Sheet dimensions; a 10 mm (b) 15 mm and (c) 20 mm chamfered sheets
Figure 9 presents the thickness distribution of deep drawn sheets in simulations created in the Abaqus software. With the increase in chamfer size, the remaining area of the sheet in the blank holder decreases. As the amount of sheet metal held by the blank holder decreases, the amount of sheet metal flowing into the die cavity increases. For this reason, the sheet metal on the die walls needs more area and starts to wrinkle. In order to avoid these wrinkles, simulations were created at the maximum punch force step. The figure displays that the minimum decrease according to the initial thickness of the sheets was obtained in the C = 20 sheet, with sheet thickness decreasing from 1 mm to 0.93 mm. As the amount of cut corners increased, the sheet area decreased. For this reason, the sheet's deformation resistance is reduced and formed without excessive thinning. Considering the thickness increase of the sheets, the highest thickening (0.103 mm) was also determined in this sheet. Because the amount of sheet held by the blank holder is at least C = 20 sheet. More sheet metal accumulated on the die walls. Therefore, the sheet metal wrinkled and its thickness increased.

Thickness values of deep drawn sheets in simulation: a C = 0, b C = 10, c C = 15 and (d) C = 20
Figure 10 shows the thickness reduction variation of the sheets, which depends on the chamfer size. While the thickness reduction value of the C = 0 sheet was 0.0802 mm, it decreased to 0.0703 mm with a 12.3% decrease in the C = 20 sheet. Because the sheet corners are cut, less material remains in the flange area, preventing thinning. However, Fig. 9d shows that more thickening occurred in this sheet than in the others. In other words, the relationship between thickness reduction and thickness distribution becomes meaningless as the chamfer size increases. For this reason, examining the thickness distribution and reduction alone is insufficient to determine the appropriate chamfer size.

Variation in thickness reduction depending on the chamfer size
In addition to the thickness distribution and reduction of the sheets, thickness variation were also investigated. For this, the thickness variation along the center line passing through the center of the sheet and the diagonal line passing through the corners of the sheet was examined. Figure 11 shows these lines.

Center and diagonal lines
Figures 12a and 13a present the thickness variation of the center and diagonal lines of the sheet depending on the chamfer size. Normalized distance is used for thickness variation along the center line. In the normalized distance, the distance of each point is determined as a fraction of the total path length. On the other hand, the true distance was used for the thickness variation of the diagonal line. True distance is based on the actual distance of each point along the path. Thus, the thickness variation in the corner radius of the sheet can be compared accurately. In order to interpret the created graphics more meaningfully, the sheet is divided into measurement zones. Figures 12b and 13b show the measurement zones on the center and diagonal lines. These zones are the punch (1st zone), punch radius (2nd zone), punch wall (3rd zone) and flange (4th zone). Thickness was distributed along the center line according to normalized distance. For this reason, the zones on the center line represent 0–0.4 mm, 0.4–0.6 mm, 0.6–0.8 mm and 0.8–1 mm, respectively. Since the true distance is used in the diagonal line, the zones are 0–20 mm, 20–30 mm, 30–40 mm and 40–60 mm, respectively. By cutting the corners, the flange area of the sheet decreased. Hence, there is no C = 20 sheet in the 50–60 mm range.

Along the center line depending on chamfer size: a thickness variation and (b) measurement zones

Along the diagoanal line depending on chamfer size (a) thickness variation and (b) measuring zones
Figure 12a evinces a homogeneous thickness distribution along the center line with increased chamfer size. There was no significant difference in the punch area. However, a significant differentiation occurred in the flange area. Figure 13a shows that the thinning in the punch radius zone decreased as the chamfer size increased. However, the second-order wrinkles on the side walls of the sheet drawn into the die increased with the chamfer size. Second-order wrinkles caused uneven thickness distribution in the sheet, which is evident by the 20 mm chamfer size. As the chamfer size increases, the amount of material in the flange region of the sheet decreases. Hence, the resistance of the sheet to the deep drawing process decreases and more deformation occurs. An examination of the figures together revealed that the resistance against the draw along the diagonal line is higher than that along the center line. Increasing the chamfer size reduces the resistance in the diagonal line, making it easier to draw material and minimal thickness reduction in the flange area. However, a significant thickening occurred in the sheet walls. Thickness reduction increase, and distribution should be evaluated together to determine the most suitable chamfer size. At C = 15, the thickness variation in the active zone (1st, 2nd and 3rd) is close to zero. For this reason, C = 15 is more homogeneous than other chamfer sizes. As a result, the most appropriate chamfer size was determined as 15 mm in order to reduce excessive thinning in the corners with the punch radius and obtain a homogeneous thickness distribution.
5.2 The effect of variable design factors on the maximum punch force
Figure 14 presents the means of S/N ratios for maximum punch. The figure shows that the maximum punch force increased with the increase in BHF, µDB, µPB and µHB values. An increase in the force applied on the blank and the friction coefficient between the parts in the experimental set increased the resistance of the sheet against deformation. For deep drawing of the sheet, its resistance to deformation must be reduced. Hence, an increase in the maximum punch force has occurred. On the other hand, the maximum punch force decreased with increasing RP and RD factors. Corner dimensions, which make it difficult to form the sheet, have been minimized by the increase in punch and die radius. For this reason, the punch formed the sheet with ease. Thus, it was determined that the maximum punch force value decreased.

The mean of S/N ratios for maximum punch force
Table 8 shows the ANOVA results of the design factors. According to the table, the P value for the BHF, RP, RD, µDB and µHB factors is less than 0.05. These values are meaningful for maximum punch force. However, the P value (0.68) for µPB is greater than 0.05. Hence, the µPB factor is not significant for maximum punch force. The ANOVA results revealed that RD has the greatest effect on the maximum punch force, with a rate of 52.30%; as the die allows the punch to be formed by pushing the sheet inside, it directly affects the maximum punch force. Afterward, RP with 21.78% and µDB with 16.78% have the most influence. After these factors, µHB with a contribution rate of 4.18% and BHF with a contribution rate of 3.79% are followed. µPB has the least effect on maximum punch force with a rate of 0.06%.
After the ANOVA analysis, the relationship between the design factors and the maximum punch force was modeled using the fit regression model. BHF, RP, RD, µDB, µPB and µHB were defined as independent variables, and maximum punch force (PF) as dependent variables. This relationship is given in Eq. 9. The R2 value was 97.34%. A high R2 value indicates that the equation has a high accuracy with the model.
In addition, Table 9 shows the optimum design factors for maximum punch force. According to the table, the optimum values of BHF, RP, RD, µDB, µPB and µHB are 4000 N, 8 mm, 8 mm, 0.05, 0.05 and 0.05, respectively.
In the simulation created with optimum values, the corners of the sheets were chamfered in different dimensions (C = 10, 15, 20 mm). Thus, ear formation in the flange area is reduced and tearing is prevented. Figure 15 shows the simulation of the thickness distribution in the deep drawing process of sheets with different chamfer sizes. The figure reveals that the sheet thickness decreased at a minimum C = 20 sheet metal. The sheet thickness decreased from 1 mm to 0.9287 mm in this chamfer size. However, considering the sheet thicknesses, the highest increase in thickness occurs in this chamfer dimension. The sheet thickness, which was 1 mm at the start, later reached 1.124 mm. This is due to the increase in wrinkling with the accumulation of excess material in the die cavity.

Thickness distribution of deep drawn sheets in simulation; a C = 0, b C = 10, c C = 15 and (d) C = 20
Figure 16 displays maximum punch force variations based on the chamfer size. While the maximum punch force was 8697.12 N in the sheet without cut corners (80 × 80 mm2, C = 0), it decreased to 7074.13 N in the sheet with 20 mm chamfer. This decrease is due to the reduced sheet area held by the blank holder. The study showed that the decline in the sheet area significantly reduces the force applied by the punch for deformation. However, it is insufficient to examine only the punch force variation and thickness distribution to determine the suitable chamfer size. For this reason, the thickness variation of the sheet along the center line and the diagonal line was investigated.

Variation in maximum punch force depending on the chamfer size
Figure 17a shows thickness variations along the center line of the sheet based on the chamfer dimensions. Normalized distance was used in the center line. The total path length was determined to be equal to 1 mm length. As in TR, the sheet is divided into four zones (Fig. 17b) Punch (1st zone), punch radius (2nd zone), punch wall (3rd zone) and flange (4th zone). The 1st zone refers to 0–0.4 mm, the 2nd to 0.4–0.6 mm, the 3rd to 0.6–0.8 mm and the 4th to 0.8–1 mm. No significant difference occurred in the 1st, 2nd and 3rd zones with increased chamfer size. According to the figure, the thickness variation decreased, and a homogeneous distribution was obtained with the increase in the sheet size. However, in the 4th zone (flange) at C = 20, the thickness was lower than that of other chamfers. While the maximum thickness was 1.107 mm for the C = 0 sheet, it was 1.051 mm for the C = 20 mm chamfered sheet.

Along the center line depending on chamfer size; a thickness variation and (b) measuring zones
Figure 18a presents the thickness variation along the diagonal line. The study used true distance to compare the thickness changes in the corner radius accurately. In addition, the sheet is divided into zones for correct interpretation of the graphics. Figure 18b represents these measurement zones: 0–20 mm punch, 20–30 mm punch radius, 30–40 mm punch wall and 40–60 mm flange. As the chamfer size increases, less material remains in the flange area. For this reason, C = 20 does not appear in the graph in the 40–60 mm range. Figure 18a also evinces that excessive thinning in the areas of the punch radius decreases with the increase in the chamfer size. This is because second-order wrinkling occurs in the material flowing into the gap between the die and the punch. The reason for this is that the sheet metal, whose resistance to deformation decreases with the increase in the amount of cut sheet metal, flows more easily into the area between the die and the punch. On the other hand, the 15 mm chamfer size exhibited no wrinkling. Thus, a homogeneous thickness distribution was achieved and excessive thinning did not occur. A joint evaluation of the punch force change and thickness distribution identified the most appropriate chamfer size as 15 mm.

Along the diagoanal line depending on chamfer size; a thickness variation and (b) measuring zones
Table 10 compares the optimum design factors obtained from the Taguchi analysis for TR and PF. Among the factors, RD and µPB have different values. The friction coefficient between punch and blank for PF is lower than for TR. On the other hand, the die radius is larger. Other factors for TR and PF have the same value. In the simulation created with these optimum values, the corners of the sheets were chamfered in different sizes.
6 Conclusion
The deep drawing process is used to fabricate medical containers because a higher number of products can be obtained at a lower cost. Determining optimum factors in medical container fabrication is critical because die design is made according to the specified factors. This saves time, cost and labor. Thus, efficiency in production increases. Care is also taken to prevent ears from forming in the fabricated containers since ears are undesirable and negatively affect the process. In line with this need, the study aimed to determine the optimum design factors of square medical containers and prevent ear formation. The study consisted of three stages: experimental, modeling-simulation and experimental design. In the experimental stage, deep drawing process was applied to sheets of different sizes by giving different chamfers and the most suitable sheet size was determined. Afterward, the deep drawing process was simulated in Abaqus/Explicit finite element software and confirmed with experimental results. Optimum design factors were determined in the experimental design stage using Taguchi analysis. Finally, the corners of the sheets were chamfered to different sizes and the thickness of the sheets was examined. As a result, the findings obtained for thickness reduction are given below:
-
The optimum design values of BHF, RP, RD, µDB, µPB, and µHB for TR are 4000 N, 8 mm, 6 mm, 0.05, 0.1, and 0.05, respectively. These design factors impact the output parameters as follows: BHF has an impact of 10.29%, RP 32.40%, RD 34.68%, µDB 17.63%, µPB 1.36%, and µHB 2.91%. RD is identified as having the most significant effect, while µPB has the least impact on the output parameters.
-
Considering the thickness distribution, reduction, and variation when the corners of the sheets are cut, the most suitable chamfer size for TR was determined as C = 15 mm.
-
At C = 15, thickness reduction increased by 2.99% compared to sheet metal with no cut corners. However, no thickening due to wrinkling was observed on the die wall.
-
The maximum thickness decreased by 0.261% along the center line at C = 15 compared to the sheet with uncut corners. It increased by 1.189% along the diagonal line.
-
It was determined that the minimum thickness increased by 0.131% along the center line and decreased by 0.152% along the diagonal line.
-
Additionally, this study shows how the surfaces are affected by the relative friction between them. In this context, the question of whether a generalization can be made that lower friction coefficient is generally better for all surface pairs is addressed.
-
It has been stated that the presence of more friction between the punch and the sheet compared to other surfaces positively affects the thickness distribution and provides homogeneous thickness distribution. The reason for this is that the material adheres better to the punch surface and moves with the punch. In this way, the flow of the material towards the die is ensured.
At the end of the study, the findings obtained for punch force are as follows:
-
The optimal design values of BHF, RP, RD, µDB, µPB, and µHB for PF are 4000 N, 8 mm, 6 mm, 0.05, 0.05, and 0.05, respectively. These design factors impact the output parameters as follows: BHF 3.79%, RP 21.78%, RD 52.30%, µDB 16.78%, µPB 0.06%, and µHB 4.18%. Notably, RD has the most significant effect, while µPB has the least impact on the output parameters.
-
When the corners of the sheets were cut, the most appropriate chamfer size was determined as C = 15 mm, according to the punch force and thickness distribution.
-
At C = 15, the maximum punch force decreased by 4.61% compared to the sheet with uncut corners.
-
At C = 15, the maximum thickness decreased by 1.039% along the center line compared to the sheet with uncut corners. However, it was stated that it increased by 1.327% along the diagonal line.
-
The minimum thickness increased at C = 15 by 0.091% along the center line and by 0.088% along the diagonal line compared to C = 0.
-
Additionally, homogeneous thickness distribution was obtained at C = 15. Excessive thinning and thickening were not observed in this chamfer size.
-
The percentage thickness change of C = 15 sheet compared to C = 0 is summarized in Table 11. In the values given separately for TR and PF, " + " indicates a percentage increase and "-" indicates a percentage decrease.
Table 11 Percentage of thickness change for TR and PF of sheet C = 15 compared to C = 0
As a result, this study determined the optimum design factors for square medical container fabrication and the appropriate chamfer size to prevent ear formation. By ensuring homogeneous thickness distribution, minimizing wrinkles and eliminating tears, the possibility of errors in subsequent forming processes is minimized. Since square and rectangular containers show basic similarities, the results obtained from the study provide an infrastructure for rectangular containers as well. In future studies, the effects of material properties such as annealing condition and anisotropy on the deep drawing process will be examined.
References
Sen N, Kurgan N (2016) Improving deep drawability of HC300LA sheet metal by warm formings. Int J Adv Manuf Tech 82:985–995
Fereshteh-Saniee F, Alavi-Nia A, Atrian-Afyani A (2008) An experimental investigation on the deep drawing process of steel–brass bimetal sheets. Proc Met forming Krakow, Poland, Conf Conf 63–70
Wei Z, Zhang ZL, Dong XH (2006) Deep drawing of rectangle parts using variable blank holder force. Int J Adv Manuf Technol 29:885–889
Tommerup S, Endelt B (2009) Improving the quality of deep drawn parts using variable blank holder force. Int J Mater Form 2:809–812
Bagherzadeh S, Mollaei-dariani B, Malekzadeh K (2012) Theoretical study on hydro-mechanical deep drawing process of bimetallic sheets and experimental observations. J Mater Process Technol 212:1840–1849. https://doi.org/10.1016/j.jmatprotec.2012.04.002
Hou J, Deng P, Wang S et al (2023) Study on formability and microstructure evolution of hot deep drawing manufactured 7005 aluminum alloy sheet metal. Mater Today Commun 36:106794. https://doi.org/10.1016/j.mtcomm.2023.106794
Özek C (2023) Dikdörtgen kapların derin çekilmesinde kalıp geometrisinin kap cidar kalınlıkları üzerindeki etkisi. Gazi J Eng Sci 9:79–92
Gao M, Huang H, Wang Q et al (2018) Energy consumption analysis on sheet metal forming: focusing on the deep drawing processes. Int J Adv Manuf Technol 96:3893–3907
Bandyopadhyay K, Panda SK, Saha P et al (2015) Limiting drawing ratio and deep drawing behavior of dual phase steel tailor welded blanks: FE simulation and experimental validation. J Mater Process Technol 217:48–64. https://doi.org/10.1016/j.jmatprotec.2014.10.022
Kong Z, Zhang J, Li H et al (2018) Deep drawing and bulging forming limit of dual-phase steel under different mechanical properties. Int J Adv Manuf Technol 2111–2124. https://doi.org/10.1007/s00170-018-1980-3
Lumelskyj D, Lazarescu L, Banabic D, Rojek J (2018) Experimental and numerical investigations on determination of strain localization in sheet forming. J Phys Conf Ser 1063(1):012060. https://doi.org/10.1088/1742-6596/1063/1/012060
Sheng ZQ, Jirathearanat S, Altan T (2004) Adaptive FEM simulation for prediction of variable blank holder force in conical cup drawing. Int J Mach Tools Manuf 44:487–494
Wu-rong W, Chang-wei H, Zhong-hua Z et al (2011) The limit drawing ratio and formability prediction of advanced high strength dual-phase steels. Mater Des 32:3320–3327. https://doi.org/10.1016/j.matdes.2011.02.021
Zhou BJ, Xu YC (2018) The effect of upper sheet on wrinkling and thickness distribution of formed sheet part using double-layer sheet hydroforming. Int J Adv Manuf Technol 1175–1182. https://doi.org/10.1007/s00170-018-2432-9
Padmanabhan R, Oliveira MC, Alves JL et al (2008) Numerical simulation and analysis on the deep drawing of LPG bottles. J Mater Process Technol 200:416–423
Choi Y, Lee J, Panicker SS et al (2020) Mechanical properties, springback, and formability of W-temper and peak aged 7075 aluminum alloy sheets: experiments and modeling. Int J Mech Sci 170:105344
Lăzărescu L, Banabic D (2017) Evaluation of deep drawing force under different friction conditions. MATEC Web Conf 137:05003
Singh A, Basak S, P.S. LP et al (2018) Prediction of earing defect and deep drawing behavior of commercially pure titanium sheets using CPB06 anisotropy yield theory. J Manuf Process 33:256–267. https://doi.org/10.1016/J.JMAPRO.2018.05.003
Ghennai W, Boussaid O, Bendjama H et al (2019) Experimental and numerical study of DC04 sheet metal behaviour—plastic anisotropy identification and application to deep drawing. Int J Adv Manuf Technol 100:361–371. https://doi.org/10.1007/s00170-018-2700-8
Basak S, Panda SK, Lee M-G (2020) Formability and fracture in deep drawing sheet metals: extended studies for pre-strained anisotropic thin sheets. Int J Mech Sci 170:105346. https://doi.org/10.1016/J.IJMECSCI.2019.105346
Ballikaya H, Savas V, Ozay C (2020) The limit drawing ratio in die angled hydromechanical deep drawing method. Int J Adv Manuf Technol 106:791–801
Lee SW, Kim YT (2007) A study on the springback in the sheet metal flange drawing. J Mater Process Technol 187–188:89–93
Padmanabhan R, Oliveira MC, Alves JL et al (2007) Influence of process parameters on the deep drawing of stainless steel. Finite Elem Anal Des 43:1062–1067
Reddy ACS, Rajesham S, Reddy PR et al (2015) An experimental study on effect of process parameters in deep drawing using Taguchi technique. Int J Eng Sci Technol 7:21–32
Modanloo V, Hasanzadeh R, Esmaili P (2016) The study of deep drawing of brass-steel laminated sheet composite using Taguchi method. Int J Eng Trans A Basics 29:103–108
Raju S, Ganesan G, Karthikeyan R (2010) Influence of variables in deep drawing of AA 6061 sheet. Trans Nonferrous Met Soc China (English Ed) 20:1856–1862. https://doi.org/10.1016/S1003-6326(09)60386-1
Hassan MA, Ahmed KIE, Takakura N (2012) A developed process for deep drawing of metal foil square cups. J Mater Process Technol 212:295–307. https://doi.org/10.1016/j.jmatprotec.2011.09.015
Alizadeh-Sh M, Marashi SPH, Pouranvari M (2014) Resistance spot welding of AISI 430 ferritic stainless steel: phase transformations and mechanical properties. Mater Des 56:258–263. https://doi.org/10.1016/j.matdes.2013.11.022
Dengiz CG, Yildizli K (2021) Experimental and simulated comparison of finite element models of bimetallic sheets for deep drawing process. Int J Adv Manuf Technol 117:3599–3614
Kaya MA, Dengiz CG, Büyükkaya K (2022) Investigation of static strain aging behaviour of AISI 304 austenitic stainless steel. BSJ Sci 12:340–354
Dengiz CG, Yildizli K (2017) Experimental and numerical study of process limits for deep drawing of dome-structured sheet metals. Int J Adv Manuf Technol 92:4457–4472
Manual AU Version 6.10. ABAQUS Inc (2010) Version 6.10. ABAQUS Inc. 2010
El MI, Bouziane K, Touache A et al (2023) Effect of process parameters on the deep drawing formability of aluminum and advanced high-strength steel square cups. Int J Adv Manuf Technol 124:1827–1842. https://doi.org/10.1007/s00170-022-10616-2
Rajabi A, Kadkhodayan M, Manoochehri M et al (2015) Deep-drawing of thermoplastic metal-composite structures: experimental investigations, statistical analyses and finite element modeling. J Mater Process Technol 215:159–170. https://doi.org/10.1016/j.jmatprotec.2014.08.012
Kivak T (2014) Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Meas J Int Meas Confed 50:19–28
Acknowledgements
The authors thank the AYGÜN Surgical Instruments company for collaboration. Special thanks to MSc. Cüneyt Karaca, Mechanical Engineer of AYGÜN Surgical Instruments, Samsun, for their collaborations in this work.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK). The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Aleyna Taşkın and Cengiz Görkem Dengiz. The first draft of the manuscript was written by Aleyna Taşkın and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing ınterests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Taşkın, A., Dengiz, C.G. Experimental and numerical optimization of deep drawing process parameters for square medical container design with the Taguchi method. Int J Adv Manuf Technol 132, 2643–2659 (2024). https://doi.org/10.1007/s00170-024-13477-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13477-z