
Abstract
For weight reduction, multi-material designs comprising metal and fiber-reinforced plastic (FRP) components in vehicle body structures have been increasingly used. However, the commonly used resistance spot welding (RSW) technology for car body assembly cannot be employed to join sheet metal and FRPs, limiting the use of FRPs. To solve this problem, a novel resistance insert spot welding (RISW) technique was developed in this work for RSW of steel parts and FRP structure parts made by injection molding. Small inserts were developed by using finite element method and experiments that may be welded to different micro-alloyed and dual-phase sheet steels using the projection welding method. The usual flange width of original equipment manufacturers could be kept unchanged. Using the developed insert and welding parameters, the maximum temperature in the FRPs surrounding the inserts was limited to 255 °C, minimizing the damage to polyamide 6 (PA6) material (with 40 wt% glass fiber). A weldability range between 2.5 and 7 kA could be achieved. The joining strength of RISW between a micro-alloyed HC340 steel in 0.75 mm and 1.5 mm thickness and a 2.5 mm/3.0 mm PA6-GF40 material is 20 to 80% higher than self-piercing riveting (SPR). For high-speed loading, RISW strength increases by 39 to 56% further. Finally, RISW was successfully applied to an FRP–steel roof-frame sub-assembly that consists of 19 simultaneously integrated inserts, achieving 10% weight reduction.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The trend toward lightweight construction has led to the increased use of multi-material systems. The advantages of different materials can be deliberately combined while disadvantages are avoided. In addition to using high-strength steels and aluminum (Al), fiber-reinforced plastics (FRPs) have been increasingly important in vehicle body structures. For example, the car body of the BMW i3 and i8 [1, 2] consists of approximately 50% continuous fiber-reinforced plastics (cFRPs), and in the new Volvo Polestar 1, it is about 20% [3]. Among the various manufacturing processes for FRP, injection molding is the most important method because of its ability to produce complex-shaped components at low costs, has excellent dimensional accuracy, and utilizes short cycle times [4]. This method accounts for more than 30% of all plastic component manufacturing [5] and is widely used in the automotive industry.
Over the past decade, there has been a growing trend in the use of flexible, modular, and extendable platforms for car body production [6,7,8,9]. Various vehicles of different sizes and material combinations are assembled on a single assembly line, all using the same joining process. In light of cost considerations, original equipment manufacturers (OEMs) tend to reuse their assembly lines for next-generation vehicles. The utilization of the most efficient and reliable preexisting resistance spot welding (RSW) equipment is essential for multi-material usage in body-in-white (BIW).
1.1 State of the art of steel–FRP joining methods
The methods currently used for direct joining metallic materials with thermoplastic composites can be classified into three groups: mechanical joining, thermal joining, and welding using metal adapters. Mechanical joining methods use form fit or macroscopic undercuts to achieve mechanical interlocking or intermeshing [10]. In thermal joining methods, FRPs are heated and pressed into the surface cavities of metals to form a microscopic form fit to bond FRPs and metal components [11]. In addition, if metal adapters are inserted into FRPs, they may be used to join sheet metals using the metal welding technique [12].
When joining dissimilar materials like sheet metal and FRPs, mechanical joining methods like self-piercing riveting (SPR), flow drill screw (FDS), and clinching have been widely adopted and expanded. Wilhelm [13] conducted a study on various SPRs for joining carbon fiber–reinforced polymers with an epoxy matrix (CFRP-EP) of 2.0 mm thickness and high-strength low-alloy (HSLA) CR240BH steel alloy of 1.5 mm thickness. Using standard rivet geometry, the SPR joints exhibited a shear strength of ca. 4.5 kN on specimens with two-point connections [13]. The tensile strength of SPR joints with a single point can be considered lower. Meschut and Augenthaler [14] utilized SPR to join a 2.0 mm carbon fiber–reinforced polyamide 66 (CF-PA66) with a thin 1.5 mm micro-alloyed steel HC340LAD in the FRP-in-steel direction. The maximum tensile shear strength achieved by the joints was approximately 2.9 kN, with a rivet pull-out failure from the steel sheet. Although SPR generally enables sufficient joint strength between FRP and metal, its application is limited by the stacking of sheets because sheet metal usually needs to be placed on the die side. SPR for combinations with large differences in material thicknesses, especially with thin sheet metal, is very difficult and sometimes impossible. Furthermore, SPRs typically require a larger flange width compared with RSW [15,16,17].
Solid self-piercing riveting (SSPR) may also be used to join FRP and sheet steel. By adapting the rivet geometry, the damage in FRP, generated by residual stresses from the riveting, could be minimized, and lap shear strength of single point achieved 3.8 kN for a 2.0 mm CFRP sheet and 1.5 mm HC340LA steel [18].
The other well-known mechanical joining method is the FDS, which is particularly useful for assemblies with single-side accessibility [19]. The use of FDS joints to join CFRP-EP of 2.0 mm thickness and HSLA CR240BH steel sheet of 1.5 mm thickness is discussed in ref. [13]. The FDS joints achieved a tensile shear force ranging from 4.5 to 6.0 kN when tested with two-point specimens. In ref. [14], the combination of FDS joints for CFRP with predrilled holes and HC340 steel sheets resulted in a tensile shear strength of over 5 kN, with failure occurring at the hole bearing of the CFRP. Appropriate processes with prehole-free FRP joined to steel sheets have still not been established [10]. FDS-requiring predrilled holes result in a loss of force transmission, thereby limiting the potential for material efficiency and lightweight applications.
In ref. [20], thermo-clinching and hot clinching methods were investigated for joining thermoplastic composites and steel sheet metals. Thermo-clinching combines thermoplastic riveting with clinching using a pilot hole. It involves precutting and heating the joining zone of thermoplastics, followed by reorienting the fibers through a pilot hole in the sheet metal and forming a defined fiber-reinforced undercut. Hot clinching is a heat-assisted clinching process for joining thermoplastics with sheet metal without precutting or prehole. By partially providing thermal support with the outer part of the die, the formability of thermoplastics is improved, allowing it to flow and create an undercut with sheet metals. Using thermo-clinching, the lap shear strength achieved 2.5 kN for 4 mm PP-GF 35 and 1 mm sheet metal. For hot clinching of a 2 mm PA6-GF47 and a 1.5 mm DC04 mild steel, a lap shear strength of 2.2 kN was achieved.
Thermal joining methods utilize an external energy source such as a laser, friction, or ultrasonic displacement to heat the joint interface until it reaches the desired joining temperature [11, 21]. According to Jung et al. [22], laser-welded joint between a PA6-CF and a 304 steel could withstand a tensile shear load of 4.8 kN, while its value for a DP590 steel and PA6-CF was 3.85 kN [23]. The bonding strength of laser-welded joints depends mainly on the steel/metal sheet surface texture providing different surface roughness and under-cuts improving the form fit between FRP and metal surface. However, special surface texturing using, for example, laser or chemical etching is very costly for automotive production. Ultrasonic welding (USW) [24, 25] is another joining method for welding dissimilar materials. However, its application for joining thermoplastic to steel has not been shown.
RSW is, by far, the most preferred and widely used joining technique [26] in the automotive industry because of its lower cost and high performance. The development of RSW for joining same-kind lightweight materials can be found in ref. [27] for AHSS, in ref. [28] for Al, in ref. [29] for magnesium (Mg), and even in ref. [30] for steel–polymer sandwich joints with steel sheets. However, due to the differences in electrical resistivity and thermal conductivity, the direct utilization of RSW for joining FRP and metals is not feasible.
For joining dissimilar materials using RSW facilities, there has been growing interest in using metal inserts as welding adapters to join composites with metals. Reisgen et al. [31] employed the cold metal transfer (CMT) method to create a welding insert consisting of numerous small-scale metallic pins (2–5 mm) arranged in a 30 mm × 30 mm plate. This insert can be embedded in composite parts during the resin transfer molding process and subsequently welded with steel components. Resistive heat may deteriorate the FRP matrix. According to the authors, no significant changes were detected in the composition of the thermoset epoxy matrix, even at a process temperature of 340 °C and a duration of more than 400 ms.
Similarly, Roth et al. [32] developed a plate-shaped insert with a 20 mm dimension for joining FRP–steel structures through RSW. Both the welding inserts in ref. [31] and the form insert in ref. [32] have large dimensions that may pose challenges for integration into current BIW because the flange width of BIW parts is typically restricted between 14 and 19 mm for RSW [17]. Increasing the flange width results in a reduction of the cross section of the body parts that undermine the weight-saving advantages of lightweight materials.
1.2 Background and principle of resistance insert spot welding
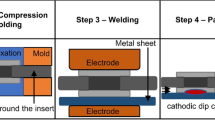
In [12], a RSW-based resistance insert spot welding (RISW) method was successfully developed for joining steel/FRP using a compression molding process by keeping the same flange width as for steel parts. Because injection molding is more frequently applied in the industry, RISW is therefore extend in this study to the injection-molded FRP parts of BIW. The proposed work principle of RISW for the injection molding process is schematically shown in Fig. 1 and can be summarized in the following steps:
-
1.
Forming (manufacturing) of the welding inserts
-
2.
Injection molding of the FRP part with the integration of inserts
-
3.
Welding (using conventional RSW) of the FRP part on the metal structure
-
4.
Painting of the BIW
-
5.
Final state

Process routes and principles of the RISW method for injection molding
A major innovation of the new RISW method presented in this paper is the following: other than the methods described in Sect. 1.1, RISW method enables the direct integration of the welding insert into the FRP parts during its injection molding production process. It is a one-shot process, in which neither fiber damage nor damage due to internal stresses (as in ref. [18]) may occur in the FRP part. The FRP components with the integrated inserts can be directly welded to steel structures using RSW without any additional processes.
The first step is to find a suitable insert geometry that can be safely fixed during the injection molding process, provides good weldability, and matches the flange width required for RSW. This is also an innovation due to the following fact: Due to the limitation in flange width, the diameter of the welding insert must be restricted to 10 mm, rather than 16–30 mm in refs. [31,32,33,34]. Since the molding tool in the injection molding process is typically arranged and moved horizontally, the small inserts need to be securely fixed. In addition to the usage of magnet blocks for fixation, additional innovative methods involving special pins and a central hole in the middle of the inserts are necessary. Because of the process heat that may deteriorate the FRP material, projection welding was selected instead of RSW. Using a high current concentration on the contact point and short welding time, the welding heat in FRP should be kept to a minimum.
2 Methods
2.1 Material and sample preparation
For the development of FRP–sheet metal RISW, two different sheet metals were used: a dual-phase steel DP800 and Zn-coated micro-alloyed steel HC340LAD + Z100MB, as listed in Table 1. The decision to use two different sheet metals was that they are commonly used in car BIW. Prior to finalizing the insert geometry, 1.5 mm DP800 was used in prewelding tests to determine the optimal insert geometry. Subsequently, HC340 with two different thicknesses was employed in the welding process development phase to approve that the same insert can also be applied.
Carbon steel C15 in the cold-extruded condition (+ C) was chosen for the welding insert because of its good mechanical properties, weldability, and formability. The major chemical composition of C15 is listed in Table 2. For cost reasons, the welding inserts were produced by mechanical turning instead of cold extrusion for serial production.
FRPs with PA6 matrix and 40 wt% glass fiber reinforcement, here conditioned under laboratory conditions (at room temperature and relative humidity of ca. 30%), were used. For determining the mechanical properties of the sheet metal used, the type 1 specimen of DIN EN ISO 6892–1 [35] was utilized. The mechanical properties of FRPs were measured using type 1BA specimens according to the DIN EN ISO 527–2 [36], as shown in .
Table 1. The tensile directions 0°, 45°, and 90° referred to the flow direction of the injection-molded sample plate.
Using the two steels, two FRP materials, and their thickness, a test matrix with material combinations can be created, as presented in .
Table 3.
Lap shear and cross tension tests were conducted to investigate joining strength. The dimensions for lap shear and cross tension specimens were chosen following ref. [38] and are shown in Fig. 2. FRP specimens with embedded welding inserts were produced with an injection molding tool, which will be explained in Sect. 2.3.

Dimensions of lap shear (a) and cross tension (b) specimens (in mm) according to ref. [38]
2.2 Welding experiments
Welding experiments were conducted to determine the weldability range and produce metal FRP tensile specimens. For the welding examination, a medium-frequency direct current (MFDC) welding system from the company NIMAK was used. This welding system was water-cooled and equipped with a servo-motor drive, a magnetic unit (“magneticDrive”), and a 1200A 1 kHz medium-frequency inverter. The force control during the welding process was performed by the magneticDrive, providing maximum electrode forces of up to 6.5 kN. Depending on the size and shape of the construction, the electromagnet could achieve a force buildup speed of dF/dt = 20 kN/ms from 0 to 15 kN [39]. A 400 kVA short-pulse transformer can provide a maximum secondary welding current of up to 50 kA. The WeldQAS measurement system from the company “HKS Prozesstechnik” with a measurement frequency of 256 kHz was used to monitor the welding current, voltage drop between the electrodes, electrode force, and displacement for each weld. Figure 3 shows the experimental setup. A strain gauge was mounted in the middle of the C-arm, which was used for force measurement. Convex electrode caps of type ISO 5821-A0-20–23-40 [40] made of the CuCr1Zr material [41] were used. On the right side of the figure, one can see a welding insert welded to a steel sheet metal.

Setup of welding experiment. a NIMAK welding c-gun. b Strain gauge sensor for force measurement. c Positioning of electrode, welding inserts, and sheet metal
2.3 Injection molding experiments
Injection molding trials were conducted to manufacture the FRP samples with/without an insert for the mechanical testing. An Allrounder type 520 C injection molding machine with a maximum clamping force of 2000 kN and an extruder with a 45-mm-diameter screw was used. To produce the FRP plate specimens, an injection molding tool was constructed. As shown in Fig. 4a and b, the inserts can be injection-molded with different FRP geometries. A specialized fixation mechanism was developed for overmolding the welding insert, as depicted in Fig. 4c. The insert fixation tool includes a separate stamp and die side, which are individually installed on the cavity and core sides of the injection molding tool. The stamp side included a build-in magnetic block to prevent the inserts from falling out. With the help of a pin through the hole in the middle of the insert, the insert can be aligned.

a Illustration of the injection molding tool used to produce cross tension, two points, and lap shear specimens, b tool in real production, and c the fixation mechanism of the welding insert
During the insert injection molding process, the insert’s upper and lower flange served as a sealing surface. The welding bumps (see step 1 in Fig. 1) were then covered by the mold cavity. By closing the mold with the clamping force, the upper surface of the insert and welding bumps could be kept clean from FRP for the subsequent welding process.
The process parameters for injection molding are shown in Table 4. With increasing flow length and narrowing of the channel cross section, the pressure loss in the tool increases, and a high injection pressure is necessary to ensure the form fit between the FRP and insert. Therefore, the maximum pressure of the injection machine of 135 bar was chosen for all injection mold trails. A parameter investigation was carried out with various injection speeds, which varied at 10 mm/s, 25 mm/s, and 50 mm/s. The remaining parameters, for example material mass, melt temperature, tool temperature, packing pressure, and cooling time, were set as the same for all trials and are summarized in Table 4. Before processing, the FRP composite PA6-GF40 was dried for 4 h at 80 °C ± 5 °C in an oven.
2.4 Welding simulation and its validation
The welding heat may deteriorate the FRP matrix material, and the temperature in FRP should be determined for developing the welding insert. However, reliable measurement of temperature in the FRP surrounding the insert is not possible. In a previous study [12], finite element method (FEM) with 2D simulation models of RISW was successfully used for predicting welding nugget dimensions and the corresponding process temperature. In this work, to account for 3D-arranged bumps on inserts, welding simulation and temperature calculation must be conducted in 3D, so SORPAS® 3D Welding (version 6.00) [42] was used.
The welding simulation was conducted on a workstation equipped with one 12-core Intel Xeon E5649 CPU running at 2.5 GHz. According to the experimental setup, a three-dimensional plane-symmetrical simulation model was built, as shown in Fig. 5a1. Different insert types were also built for the simulation, as shown in Fig. 5b1–b3. By employing a quarter model with retained equivalent volumes for the bumps, the insert welding processes could be simulated. The entire quarter model was composed of 16,000 tetrahedral elements with a selective refinement in the contact surfaces of the upper electrode/insert, insert/sheet metal, and sheet metal/lower electrode. All elements had an edge length of approximately 0.3 mm.

FE model used for the welding simulation. a1 Quarter model, including electrode, insert, sheet metal, and FRP. a2 Enlargement for showing interface layers. b1 Insert type 1. b2 Insert type 2. b3 Insert type 3
The mechanical, thermal, and electrical properties of the sheet metals investigated in this work were taken directly from the SORPAS database [43]. The corresponding properties for the insert material C15 were calculated by SORPAS from the mechanical properties and chemical compositions that were measured by the authors and reported in ref. [12].
For conducting simulations and predicting temperatures in FRPs, it is crucial to have the relevant thermal and electrical properties. In the present study, literature providing data of the thermal conductivity and heat capacity for the PA6 material were used, as summarized in .
Table 5. When comparing the electrical resistivity of metals to polymers, the resistivity of polymers was substantially higher. Therefore, the electrical resistivity of PA6 was set at 1.0e6 µΩm, in line with the default value in SORPAS.
The contact resistance at the interfaces between the sheet metal, insert, and electrode holds significant importance in RSW, as it influences the flow of electric current. To account for contact resistance, along with the electrode and joining partners, the welding insert, and DP800, as well as HC340 sheet metal, three element layers were incorporated into the simulation model. The element layers have been visualized by an example for sheet metal in Fig. 5a2. In SORPAS, the electrical contact resistance is calculated using Eq. (1). It depends on contact resistivity (\({\rho }_{{\text{contact}}}\)), the thickness of the contact layer (\({l}_{{\text{c}}}\)), and the contact area (\({A}_{{\text{c}}}\)).
The thicknesses of the interface layer (\({l}_{{\text{c}}}\)) should be provided based on the actual contact interface condition. SORPAS recommends a predefined value of 0.05 mm, but this can be adjusted to 0.01 mm. The contact resistivity (\({\rho }_{{\text{contact}}}\)) is formulized according to Wanheim and Bay’s friction theory [48], as follows:
where \({\rho }_{{\text{contact}}}\) is contributed to by both the bulk material resistivity (\({\rho }_{1/2}\)) and the resistivity influenced by contaminants (\({\rho }_{{\text{contaminants}}}\)). Additionally, a surface dirty–clean factor (SDCF), which is given for each interface in SORPAS 3D, is multiplied by the contaminant resistivity in Eq. (2) [42]. By default, the SDCF is set to 1 and can range from 0.1 to 10. Depending on variations in material batches’ properties, the contact resistance can be adjusted by considering the interface layer thickness (\({l}_{{\text{c}}}\)) and the SDCF value.
The time step in simulation for the welding phase was set to 1 ms, whereas 10 ms was allocated for the squeeze, hold, off, and idle phases in the simulation. The experimental process curves, for example the welding force and current, were given as the simulation’s parameters. A more detailed explanation, such as determining \({l}_{{\text{c}}}\) and SDCF values and process curves, will be provided in Sect. 3.1.2 for identification of the model parameters and temperature development in FRPs.
2.5 Tensile tests
The quasi-static tensile tests on lap shear and cross tension specimens were carried out on an Ibertest TESTCOM-50 tensile testing machine at room temperature (~ 20 °C) and relative humidity of ca. 30%, as shown in Fig. 6a and b. The tensile speed for quasi-static conditions was 2 mm/min (3.33e − 5 m/s). For the lap shear test, force was measured directly using the load cell of the machine, while displacement was measured with an extensometer. The measured length of the extensometer was 25 mm. The displacement of the cross tension tests was measured by machine cross-head displacement. The experiments under the impact condition were carried out on a servo-hydraulic tensile machine of Zwick HTM 5020 with a maximum velocity of 20 m/s. Two tensile speeds—1 m/s and 10 m/s—were used to examine the RISW joining strength under the impact conditions. The displacements of high-speed tensile tests were measured using the digital image correlation (DIC) methods of GOM with two Photron SA5 high-speed cameras, which allowed the maximum frame rate to be 1 MHz. The experimental setup with a servo-hydraulic machine and high-speed cameras and its measured areas of DIC can be seen in Fig. 6c. The experimental setup of the DIC is summarized in Table 6, which were determined to ensure that more than 30 measurement points could be obtained.

a Experimental setup of lap shear tensile test under quasi-static conditions. b Cross tension test. c High-speed test and measured areas of DIC for 1 m/s (green) and 10 m/s (blue)
2.6 Fabrication of SPR joint specimens
The mechanical performance of the new RISW method was assessed using SPR as a reference joining method. To conduct the lap shear and cross tension tests, test samples were produced using a commercial self-piercing rivet with a raised round head from Atlas Copco (formerly HENROB). Details about the rivets and die setups can be found in Table 7. The samples were created using a standard C frame manual SPR tool called “RivLite,” and the quality of the SPR joints was evaluated according to the criteria outlined in ref. [14]. The mechanical undercut, also known as rivet flaring, and the remaining bottom thickness are the main parameters used to characterize the quality of an SPR joint (see in Fig. 7). These values should exceed 150 µm, as indicated in Table 7.

Cross section of an SPR joint (left side) showing the mechanical undercut and remaining bottom thickness (right side)
The description of material combinations can be found in Table 3
The SPR samples for 1.5 mm HC340 sheet metal with FRP met the necessary requirements. However, because of the insufficient thickness of the 0.75 mm HC340 sheet metal, the commercially available rivets used in SPR joining cannot provide sufficient residual floor thickness. For completeness, SPR joints for all combinations were still made and tested.
3 Development of a resistance insert spot welding method
The development procedure for RISW had several steps. First, the insert geometry must be determined. The initial step involved designing various welding inserts based on the requirements of BIW, injection molding, and the RSW process. The required flange width for RSW, as well as fixation and sealing of the inserts during the injection molding, must be considered. Subsequently, the designed inserts were fabricated through mechanical processing, followed by their evaluation in the projection welding process.
One of the most important factors in joining FRP using RISW is the heat generated during the welding process. A finite element (FE) model was built following the description in Sect. 2.4. Using this model, the temperature distribution in the welding zone and in FRPs surrounding the weld spots was calculated. Based on these results, the optimal insert geometry was chosen for RISW. After this, the injection molding tool was developed, and the insert–FRP specimens were then manufactured, followed by weldability tests using RISW.
It is crucial to maintain a low temperature to prevent damage to the FRPs, which could compromise the joining properties. In the final step, the simulation models were validated using the welding test results, including the nugget size and setdown (height decrease of the insert lower flange). Once it was confirmed that the insert geometry and welding process for RISW resulted in no damage in FRPs during the welding process, the mechanical properties of the welded specimens were evaluated and compared with SPR, one of the most important state-of-the-art techniques. The development process in this work can be seen in Fig. 8 as a flowchart.

Flowchart for the RISW development process
3.1 Design of welding inserts
In the beginning of the development process, two types of insert were selected for the pretests, as shown in Fig. 9a and b. Because of the requirements of OEMs on the welding flange width, which is usually between 14 and 19 mm [17], and the corresponding electrode type, the diameter of inserts was limited to \(\varnothing\) 10 mm. The insert height was determined as 4.5 mm, which was based on the thickness of the FRP materials that encased the insert groove. According to the fixation concept shown in Fig. 4c, a hole was designed through the insert head, enabling a lock pin to hold it. Taking the cold extrusion for serial production into account, two diameters for the holes—4.0 mm for insert type 1 and 5.0 mm for insert type 2—were chosen. During the injection molding process, the upper flange of the insert was clamped into the tool. Based on practical considerations to prevent leakage of FRP material, the thickness of the upper flange was determined to be 1.5 mm. Two thicknesses for the lower flange—0.5 mm for insert type 1 and 1.0 mm for insert type 2—were chosen. In addition, because of the sealing on the lower surface, the distance between the bumps and lower insert edge was defined as 0.5 mm for insert type 1 and 1.0 mm for insert type 2, respectively. Three-segmented bumps (see in Fig. 9) with a circular symmetrical arrangement were used. A bump ratio of 80°/40° was assigned for type 1 insert, while a ratio of 60°/60° was utilized for type 2 inserts to ensure the same welding bump volume for both types of insert. During the process development of the RISW method, an insert type 3 geometry (see Fig. 9c) was developed based on type 2. Most of the design characteristics of insert type 2 were retained in type 3, with the addition of rounded corners on each edge to facilitate manufacturability in the cold extrusion process for serial production.

Investigated welding insert geometries and their bump arrangements. a Type 1. b Type 2. c Type 3 (for further description of insert type 3, see Sect. 3.2)
3.1.1 Weldability and its dependency on insert design
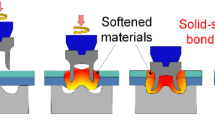
Figure 10 illustrates the RISW process with the corresponding welding force and current curves. Similar to conventional projection welding, the welding process of the RISW method can be divided into the following: (I) electrode preloading, (II) holding, (III) current supply, (IV) follow-up, and (V) cooling phases. In I, the upper electrode was driven by a servo-motor and placed on the welding insert. Then, II was followed by reaching the preloading force, for example 0.6 kN, as shown in Fig. 10b. Because the holding time had elapsed, the current phase began. During III, a high current was passed through the insert, as well as its bump in the sheet metal. The necessary resistance heat was generated on the contact interface, fusing the insert and sheet metal together and forming a material bonding welding nugget. As the insert bumps melted and compressed, the electrode force profile exhibited a short-term interruption. The follow-up phase (IV) immediately followed the current supply phase. In this phase, the lower electrode was driven by the magneticDrive unit, raising the welding force to follow the deformation of insert bumps because of the higher temperature and to hold the molten metal. This phase was maintained until the welding force reached the equilibrium state. Finally, the cooling phase (V) started, where the welding force was released, allowing the nugget to cool and solidify.

Schematic characteristic of the welding process of RISW (similar to insert type 1). a RISW welding process. b Welding force and current curve
The weldability range of RISW was determined according to the procedure in SEP 1220-2:2011-08 [49]. The lower quality limit for RISW was defined as a nugget that was pulled out from either the sheet metal or insert lower flange, depending on the geometries of the inserts. In welding processes involving high current and short duration, the occurrence of weld expulsion is expected [50]. As a result, it cannot be employed as an upper limit for developing RISW. As described previously, an electrode force interruption occurs at the beginning of the welding current supply and indicates thermal overload at the contact points and explosive melting of the insert bumps. Therefore, an 80% break-in of welding force, as indicated in Fig. 10b, was defined by the authors for the upper current limits and applied in Sect. 3.2.
Using the welding installations shown in Sect. 2.2, prewelding tests were carried out with steel DP800 to determine the optimal insert geometry. Prior to welding, compression tests were conducted at first to estimate the electrode force at which the insert or bumps begin to deform. Because of its outside bump position and thinner thickness of the lower insert flange, insert type 1 deformed easier than type 2 (see Fig. 9). As a result, the electrode forces for the type 1 insert were set at 0.6 kN, as shown in Fig. 10, whereas for type 2, the value was 1.5 kN (compare to Fig. 9). During the welding process, the electrode force applied during the follow-up phase was determined empirically to be 0.5 kN greater than that applied during the welding phase. After choosing the welding force, the welding time and current were determined through iterative trials until pulled-out failure from the base material could be achieved in the chisel test. The welding parameters are listed in Table 8.
For the welding tests with insert type 1, a nugget pulled-out failure was found at 5.8 kA current with a welding time of 19 ms. The insert lower flange was destroyed under bending in the chisel test. Some insert materials remained on the sheet metal, as shown in Fig. 11a1. As illustrated in Fig. 11a2 and a3, at the welding phase, an increase in the welding current led to a rise in the break-in of the welding force. At a welding current of 7.4 kA, an 80% welding force break-in was reached. Therefore, the current range of type 1 was about 1.6 kA.

Determination of the weldability range for 1.5 mm DP800. a1–a3 Pulled-out failure at lower flange of insert and welding curves for insert type 1. b1–b3 Pulled-out failure of sheet metal and welding curves for insert type 2
In the welding trials with DP800 and insert type 2, a pulled-out failure occurred during the welding experiment at 10.8 kA, with a welding time of 15 ms. The pulled-out material appeared on the sheet metal, led by the much inner bump position. The welding time for insert type 2 was determined to be about 25% shorter than that for type 1. As illustrated in the Fig. 11b2 and b3, an 80% break-in of welding force was recorded at 17.4 kA, which is the upper limit of the welding range of insert type 2. Thus, its total welding range was 6.6 kA. The weldability range of both insert types was found to be acceptable. Insert type 2 had a significantly wider welding range than type 1 because the bumps of insert type 2 were closer to the middle of the insert.
3.1.2 Identification of model parameters and temperature development in FRPs
The heat generated during the welding process may deteriorate the FRP matrix material. Therefore, it is crucial to determine the temperature within the FPR for newly developed welding inserts. However, directly measuring the temperature in the FRP surrounding the insert is impossible. Therefore, FEM simulations of the RISW process using the model described in Sect. 2.4 were carried out to indirectly determine the temperature and to decide which of the insert geometries should be selected for the RISW process. The welding force and lower current limit in Table 8 was used as the input for welding simulations. Figure 12 shows the electrode force and current in the simulation compared with the real values during the experiments for RISW using both insert types. For insert type 1, the test and FEM results were very similar for both the electrode force and current. For the type 2 insert, the force value of FEM was slightly higher than that of the experiment.

Comparison between the experimental and simulation results for electrode force and welding current curve. a1, a2 Type 1 insert. b1, b2 Type 2 insert
Before using the welding simulation for temperature prediction, it was necessary to determine the input values of model parameters for the SORPAS simulation, such as interface thickness (\({l}_{{\text{c}}}\)) and SDCF, to ensure the consistency between simulation and experimental data. For this purpose, welding simulations were conducted for each model parameter using their extreme realistic minimum and maximum levels (0.01 mm and 0.1 mm for \({l}_{{\text{c}}}\) and 0.1 and 10 for SDCF). The outcomes were then analyzed based on three key responses of interest: nugget height, width, and setdown.
Figure 13a1–a3 and b1–b3 shows the distribution of these outcomes across the minimum and maximum levels for interface thickness between upper electrode/insert (ei), insert/sheet metal (is), and lower electrode/sheet metal (es), as well as for SDCF. Upon examining the mean values and their 95% confidence intervals, it was observed that variations in the minimum and maximum levels did not significantly affect the responses. Additionally, Fig. 13c compares the simulation results by using default thickness and SDCF value with experimental data, confirming the good agreement. Consequently, the predefined thicknesses of 0.05 mm and an SDCF value of 1 were assigned to each interface layer, which remained unchanged throughout the investigation.

Identification of model parameters for sheet metal DP800, t = 1.5 mm and insert type 1. a1–a3 Impact of interface thickness values. b1–b3 Impact of SDCF values. c Comparison of experiment and simulation results using thickness = 0.05 mm and SDCF = 1
Having confirmed the accuracy of the welding simulation, the temperature distribution during RISW was analyzed, as can be seen in Fig. 14. Cross-sectional photographs taken at different stages of the welding process were included. The selection of time intervals was based on the applied welding times in the experiment. Heat generation was concentrated at the contact point between the bump and metal sheet in both types of insert. As a result, the FRP surrounding insert type 1 experienced a larger influence from the heat generated during the welding process. The maximum temperature recorded was approximately 380 °C in the vicinity of the welding nugget area (see Fig. 14a4). The FRP surrounding insert type 2 reached only an approximate maximum temperature of 190 °C, as depicted in Fig. 14b4. This difference can be attributed to the increased thickness of the lower flange of insert type 2, which did not allow the heat to pass the FRP. These findings imply that insert type 2 provided a better solution because of the larger weldability range and lower temperatures in FRP.

Temperature calculation and its development of RISW process. a1–a4 For insert type 1. b1–b4 For insert type 2
3.2 RISW process development
For the process development of the RISW method, based on insert type 2, an insert geometry—insert type 3 (see Fig. 9)—was developed. Most of the design characteristics of insert type 2 were used for type 3 insert. Compared with insert type 2, insert type 3 had rounded corners on each edge to ensure its ability to be manufactured through the cold extrusion process for serial production. The manufacturability was verified by the company Profil Verbindungstechnik GmbH through a forming simulation, showing that it can be produced in a five-stage cold extrusion process. Insert type 3 was then used in further investigation.
3.2.1 Weldability of the final designed insert
The final insert of type 3 was made mechanically, and insert–FRP specimens according to Fig. 2 were welded using the setup in Sect. 2.2. In contrast to the pretests, a micro-alloyed steel HC340 with a Zn coating, which is commonly used in BIW, was utilized for evaluation of the final designed insert. Two thicknesses—0.75 mm and 1.5 mm—were chosen to cover a wide range of applications in car body manufacturing. For the new material combinations, new weldability ranges were determined in the same way as in Section 3.1.1 (Table 9).
Because of the similarities between insert types 2 and 3, the electrode force was maintained at 1.5 kN (welding phase) to 2.0 kN (follow-up phase), and the welding time was set to 15 ms. The welding tests using 0.75 mm HC340 revealed a pull-out failure in the sheet metal at a current of 8.5 kA. As depicted in Fig. 15a2 and a3, a welding current of 15 kA resulted in an 80% break-in of the welding force. Thus, the current range for 0.75 mm HC340 steel was ΔI = 7.0 kA. In the case of 1.5 mm HC340, insert materials were present on the sheet metal starting from 9 kA, as shown in Fig. 15b1. As illustrated in Fig. 15b2 and b3, an 80% break-in of welding force was observed at 12 kA, which is the upper limit of the welding range. Therefore, the welding range for 1.5 mm HC340 was 2.5 kA, which is narrower than that for 0.75 mm HC340. This narrower range may be attributed to the earlier collapse of insert bumps with a higher thickness of sheet metal, leading to increased strength compared with the bumps. In sum, the determined weldability ranges for both combinations were much wider than 1.2 kA, which was the recommendation given by Wiese [51].

Determination of weldability range for 0.75 mm (a1–a3) and 1.5 mm (b1–b3) HC340 with insert type 3
3.2.2 Influence of welding parameters on joining properties
Following the determination of the current range, tensile specimens were welded to investigate the influence of the welding process parameters on their mechanical properties. Specifically, the lap shear tensile strength was investigated. The investigation was conducted using various welding currents within the range. Because the wider current range was 0.75 mm HC340, four currents were chosen, while three currents were employed for 1.5 mm HC340.
Figure 16 shows the force–displacement curves for both thicknesses. For the 0.75 mm HC340, at the lower current limit of 8.5 kA (Fig. 16a1), the RISW joints exhibited distinct behaviors associated with different failure patterns. Two specimens failed in the sheet metal and produced significant fracture displacement, while three of the joints failed at the interface on the welding surface with abrupt force drops. The interface failure of RISW joints is shown under the force–displacement curves.

Force–displacement curves and their failure patterns for various welding currents with sheet metal HC340LAD + Z100MB. a1–a4 For t = 0.75 mm. b1–b3 For t = 1.5 mm
However, when using a welding current above 12 kA (Fig. 16a2–a4), all RISW joints consistently showed similar force and deformation curves. The RISW joints failed because of tear-off from sheet metal. Between the applied currents, a similar maximal lap shear strength of approximately 4.0 kN could be reached.
In contrast, the RISW joints with 1.5 mm HC340 (Fig. 16b1) exhibited significantly different behaviors across the applied currents. Although the FRP rupture occurred at the insert with a welding current of 11.5 kA, RISW joints failed at the welding surface between insert and sheet metal at 9 kA and 10.5 kA currents. The displacement at rupture increased with increasing current, while the maximum forces were quite similar. Overall, the maximum force was quite similar to the value at minimum current, and the displacement increased with the current.
3.2.3 Hardness of RISW joints
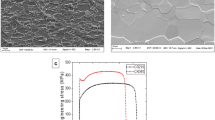
To investigate the welding nugget formation, its microstructure was analyzed using micro-hardness tests on the cross sections of HC340 RISW joints, in accordance with Vickers HV 0.1 and a press duration of 15 s. Figure 17 (left) presents the microstructures at the lower current limit of 8.5 kA (compare with Table 9). An oval nugget structure can be seen. Because projection welding was used, the bumps underwent compression during the welding process, leading to a shift of welding line and pronounced higher nugget indentation in HC340. The hardness measurement results are shown in Fig. 17 (middle). The hardness gradient map, illustrated in Fig. 17 (right), visually represents the transition of hardness values across the weld, highlighting a systematic increase from the base material toward the fusion zone. This gradient underscores the influence of thermal cycles on microstructural changes and hardness variation within the RISW joint. Beginning with the base material, a clear trend of increasing hardness values into the welding nugget can be observed. The hardness of HC340 bulk material was approximately 200 HV 0.1, slightly lower than that of C15 C (~ 220 HV). In the heat-effected zone, almost 50% higher hardness values were found, and the hardness values changed to ~ 450 HV 0.1 in the fusion zone. The presence of welding microstructure changes can be proven in the RISW joint.

Cross section of the RISW weld nugget (left), hardness measurement (middle), and hardness gradient map (right)
3.3 Temperature changes during RISW
3.3.1 Validation of welding simulation model (type 3)
The simulation models were validated for the final insert design by using the identified values in Sect. 3.1.2 and then compared with the experimental results. As the input for the simulation, the electrode force and current values were found to be approximately the same between the tests and simulations, as shown in Sect. 3.1.2.
The measured and calculated resistance curves for insert type 3 are displayed in Fig. 18a; the trend of the calculated curves generally agreed well with the experimental results. The comparison of nugget shape and size, as shown in Fig. 18b and c, demonstrated good agreement between the experiment and simulation. However, when comparing the insert setdown from the experiments and simulations, about 33% deviations could be observed. Additionally, the welding splash could not be predicted correctly in simulations. However, the welding splash had no significant impact on the temperature distribution in FRP. As a result, the FE welding simulation should allow an estimation of the temperature generated by RISW with further indirect confirmation through nanoindentation (see Sect. 3.3.3).

Comparison of the experimental and simulation results for sheet metal HC340, t = 0.75 mm and insert type 3. a Dynamical resistance curve. b Comparison of nugget dimensions and setdown between experiment and simulation. c Weld nugget geometry and insert setdown
3.3.2 FE calculation of temperature development
The temperatures of the FRP material around the insert were calculated using FEM for combining 0.75 mm HC340 and insert type 3. The results are shown in Fig. 19. Three different currents—8.5 kA, 12.5 kA, and 15 kA—covering the current range of the RISW process estimated in Sect. 3.2 were applied in the temperature calculation. The welding started at the time point 0 ms and ended at the welding time of 15 ms. After the FE calculation, temperatures at different nodes in the FRP were measured. As shown in Fig. 19a, six nodes were chosen: three on the inner side close to the insert (nodes 309, 180, and 135) and three on the outer side of the insert (nodes 695, 689, and 804).

Results of the temperature simulation. a Cross section of the insert welding simulation with FRP utilizing insert type 3. b Temperature profiles of various nodes within the PA6 matrix material under different current conditions
The temperature curves during and after welding are depicted in Fig. 19b. In general, the temperatures in FRP increased as the welding current increased for both the inner and outer regions. The highest temperature profile can be found with a welding current of 15.5 kA. Under this parameter, the temperatures of the three nodes on the inner side reached approximately 220 °C at about 50 ms after the start of the welding process. This means that, even after turning off the current at 15 ms, the temperature in the inner region continued to increase. This can be explained by the heat transfer from the hot steel insert to the FRP. At about 160 ms, the inner lower node of 135 reached a maximum temperature of about 255 °C at the maximum current of 15 kA. In the outer region, there was a delay of approximately 100 ms, and the temperatures reached a maximum value of around 150 °C.
3.3.3 Nanoindentation
Thermal degradation of the PA6 matrix in the injection-molded material may occur because of temperatures exceeding 200 °C in the area close to the insert (as shown in Fig. 19). Because the PA6 matrix material has a melting temperature of ca. 220 °C [52], additional nanoindentation tests were conducted in six areas, as shown in Fig. 20, to evaluate the possible material damage. According to ISO/TS 19278 [53], a constant maximum load of 50 µN was applied along with a holding time of 40 s for the load at maximum depth. The loading and unloading times were set at 30 s, respectively. The areas corresponded to the temperature measurement nodes in the FE simulation (see Fig. 20). The first three areas (A1–A3) were located within 1.0 mm of the insert–FRP interface and arranged from top to bottom, while the second three areas (A4–A6) were positioned approximately 3 mm away from the insert surface. The indents were made on the matrix area without fiber, and five measurements were taken in each area. In addition, two specimens of the original PA6-GF40 material without RISW welding heat influence were also tested for comparison. These specimens had transverse and longitudinal fiber orientations.

Positions of the nanoindentation test on the PA matrix near the RISW joints (red points)
Figure 21 presents the elastic modulus (E) and Martens hardness (MH) values obtained for the six areas, including the E and MH values of the virgin PA6-GF materials without welding heat influence. Prior to welding, this virgin material was taken from the PA6-GF specimen using an imbedded insert. Three welded insert–FRP specimens with welding currents of 8.5 kA, 12.5 kA, and 15.5 kA were tested. The E values of the virgin and welded materials were quite similar within the tolerances of tests. Regarding the hardness values, the welded specimens showed an approximate 10% reduction compared with the virgin materials. There was no difference between the inner and outer areas. Based on these results, the PA6 matrix material properties may not or only slightly deteriorate during the RISW process. The short duration of excess temperature may explain the absence of or minimal thermal degradation.

The elastic modulus (a) and Martens hardness (b) of the PA6 matrix in virgin materials and in materials after RISW. The dashed lines as the upper and lower limits are the maximum scattering range of the values of the virgin PA6-GF40 materials for both the longitudinal and transverse directions
4 Comparing the properties of RISW to SPR
To compare the properties of the joints made by RISW and state-of-the-art SPR, the steels listed in Table 9 were welded using a current corresponding to 90% of the upper welding limits referring to the industrial standard. The RISW and SPR joints were tested under different loading conditions, lap shear, and cross tension, at a quasi-static tensile speed. Furthermore, the lap shear tests were conducted under impact conditions of initial speeds of 1 m/s and 10 m/s.
4.1 Joining strength under quasi-static loading conditions
Figure 22 illustrates the mechanical properties and the corresponding failure patterns of lap shear tests on RISW and SPR joints under quasi-static tensile conditions (3.33e − 5 m/s), here following the method described in Sect. 2.5. Fig. 22a1 to a4 displays the force–displacement curves for material combinations C1 to C4 (detailed in Table 3). The red curves represent the RISW joints, while the blue curves represent the SPR joints. A clear distinction in the mechanical strength of both joint methods can be observed across all combinations. Quantitatively, RISW joints exhibit higher tensile strengths compared to SPR: for C1, 4.61 kN/3.21 kN (44% increase); for C2, 4.14 kN/2.31 kN (79% increase); for C3, 3.70 kN/3.02 kN (22% increase); and for C4, 2.97 kN/2.06 kN (44% increase), which indicate that the strength of RISW joints is always considerably higher than that of SPR joint.

Mechanical properties (lap shear tests) and their failure modes. a1–a4 Force–displacement curves. b1–b4 Foreside, lateral side, and backside of tested specimens for RISW (left side) and for SPR (right side); C1, 1.5 mm HC340 to 3 mm PA6-GF40; C2, 0.75 mm HC340 to 3 mm PA6-GF40; C3, 1.5 mm HC340 to 2.5 mm PA6-GF40; C4, 0.75 mm HC340 to 2.5 mm PA6-GF40; for more details, see Table 3
The respective failure patterns observed after the tensile tests are shown in Fig. 22b1–b4 for both joining methods. For the RISW joints, combinations involving thicker sheet metal (as shown in the left side of Fig. 22b1 and b3) demonstrated an insert pulled-out failure accompanying shorter failure displacement but higher strength. In contrast, thinner sheet metal RISW joints (as shown in Fig. 22b2 and b4) displayed more ductile failure displacement because of the weld joint that was torn off from the sheet metal. For the SPR joints, except for the combination in Fig. 22b1, the failure pattern consisted mainly of rivet detachment from the PA6 sheet. It should be noted that, because of the insufficient thickness of 0.75 mm HC340 (see Sect. 2.6), the SPR requirement on residual floor thickness could not be met for the material combinations. Nevertheless, when the lower thickness of PA6 (2.5 mm) was used, the failure of the joint tended toward rivet detachment from PA6 sheets, as shown in Fig. 22b3 and b4.
Figure 23 depicts the mechanical properties and associated failure pattern of RISW and SPR joint under cross tension tests. The cross tension strength of RISW joints mirrors the similar trends observed in lap shear tests when the RISW joints exhibited a higher cross tension strength than SPR joints through all material combinations. In quantitative terms, RISW joints surpass SPR joints in maximum cross tension strength by 61% in C1 (3.23 kN/2.01 kN), 83% in C2 (2.98 kN/1.63 kN), 60% in C3 (2.46 kN/1.53 kN), and 48% in C4 (2.11 kN/1.42 kN). The cross tension strength of RISW joints depended on the material thickness. Both joint combinations with a 3.0 mm PA6 showed higher maximum force compared with the 2.5 mm PA6 material. Looking at a cross comparison from C1 to C4, it can be concluded that the thickness of PA material had a stronger influence on the strength than the steel thickness. At the same time, the RISW joints showed much more displacement than SPR joints because of the plastic deformation of the sheet steel. All RISW and SPR joints failed because of insert and rivet detachment from the PA6 sheet (see Fig. 23). However, more FRP fractures were found around the joint position from the RISW joints. These results indicate that the welding joints between the insert and sheet metal had higher strength compared with the form fit between the insert and FRP. Thus, RISW may be used to join FRPs with a higher strength.

Mechanical properties (cross tension tests) and their failure modes. a1–a4 Force–displacement curves. b1–b4 Tested specimens for RISW (upper part) and for SPR (lower part); C1, 1.5 mm HC340 to 3 mm PA6-GF40; C2, 0.75 mm HC340 to 3 mm PA6-GF40; C3, 1.5 mm HC340 to 2.5 mm PA6-GF40; C4, 0.75 mm HC340 to 2.5 mm PA6-GF40; for more details, see Table 3
4.2 Impact conditions
Apart from the quasi-static tensile tests, the RISW joints of combinations C2 and C4 were evaluated under high-speed (impact) conditions using the method in Sect. 2.5. According to refs. [54, 55], when testing metallic tensile tests or welded specimens at a high speed, the force signal oscillated considerably because of the system ringing effect of the entire test system. However, no force oscillations were found in the high-speed tests on specimens consisting of steel and FRP welded using RISW. Acceptable repeatability of the force–displacement curves could be observed, as shown in Fig. 24. The force–displacement curves under the impact conditions exhibited some similarities as those under quasi-static conditions (compared with Fig. 22). The force maximums of the RISW joints were higher than those of the SPR for both tensile speeds, and the failure displacements of the RISW joints were also larger than those of the SPR joints.

Experimental results of impact loading. a–d Force–displacement curves. e, f Comparison of the shear strength for quasi-static and high-speed tests. C2, 0.75 mm HC340 to 3 mm PA6-GF40; C4, 0.75 mm HC340 to 2.5 mm PA6-GF40; for more details, see Table 3
The maximum shear tensile forces at different test speeds are summarized in Fig. 24. The loading capacity for both the SPR and RISW methods shows a clear loading rate sensitivity. For combination C2, the strength of the RISW joints increased by almost 39% from quasi-static to 10 m/s condition. For combination C4, the maximum strength of RISW joints increased by about 28% (0.83 kN) from a quasi-static to 1 m/s condition; it increased further by 28% (0.84 kN) when the speed was increased from 1 to 10 m/s. In total, it increased by 56%. All the strength values of SPR were at a lower level, showing the same testing speed dependency as the RISW joints.
Figure 25 shows the failure modes in the high-speed tests for RISW (left) and SPR (right). Compared with the quasi-static tests, the failure under impact loading showed significantly different behavior, especially at a tensile speed of 10 m/s. In the quasi-static tests, the joints of both RISW joints (combinations C2 and C4) failed because of an almost tear-off from the sheet metal. In the 10 m/s high-speed tests, the FRP failed, as shown in Fig. 25b and d. Similar to the RISW joints, FRP in SPR joints also tended to be increasingly damaged at high-speed tensile tests. The increased damage appeared to be correlated with the strain-rate effects of the FRP material. The sensibility of the loading rate led to enormously increased maximum tensile forces with increasing test speeds.

Failure of the RISW (a–d) and SPR joints (e–h) during the high-speed tensile tests. C2, 0.75 mm HC340 to 3 mm PA6-GF40; C4, 0.75 mm HC340 to 2.5 mm PA6-GF40; for more details, see Table 3
5 Process verification by an industrial demonstrator
To verify the process capability of the RISW method for serial production, the front roof cross member around the front car window was selected. Originally, the roof cross member was made of steel. In pure steel BIW construction, it is welded with the roof, A-pillar, and sidewall using over 40 spot welds. The roof cross member featured a complex geometric shape comprising both flat and angled flanges with varying angles, providing an ideal opportunity to validate the process ability of the RISW method on real products.
Based on the front roof cross member of the 2019 Ford Fiesta, a thermoplastic/organo sheet hybrid FRP roof cross member was designed and optimized using topology simulations. The original 1.0 mm steel member made of DX54 was replaced by 3.0 mm PA6-GF40 with rips and local organo sheet reinforcements. Because of the optimized structure, the weight of the FRP roof cross member could be reduced by ca. 17%, and the mechanical performance compared with the steel roof cross member was even improved.
Using the optimized CAD design, the demonstrator parts with integrated welding inserts were injection molded. Because the tooling costs depend on the component size, only half of the FRP roof cross was produced. Manufacturing tests were conducted at Kunststofftechnik Backhaus GmbH. An injection molding machine of Battenfeld type BM 4500 with a maximum clamping force of 4500 kN with a 75-mm-diameter screw in an extruder was used.
To manufacture the roof cross member with integrated welding inserts, the fixation concept in Sect. 2.3 was followed. The manufacturing process involved the following steps:
-
1.
Placement of inserts in the cavity of the injection molding tool
-
2.
Insertion of preheated organo sheets
-
3.
Tool closure
-
4.
Injection molding with the fiber matrix polymer to form the final component
-
5.
Demolding
The final FRP roof cross member is shown in Fig. 26. A total of 19 inserts were embedded on the flange of the roof cross member simultaneously and successfully demolded. All of the insert welding positions, here the upper surface and bumps, could be kept clean. Because the insert feeding and handling of preheated organo sheets could be carried out using robots and, thus, automatically—similar to refs. [12, 56]—the capability for the industrialization of RISW has been proven.

a Top view, b bottom view, and c side view of the FRP roof crossbeam. d Bottom view and e side view of the embedded insert
The different process times are listed in Table 10. Overall, the total duration of the injection molding process, including insert placement, injection time, holding pressure time, cooling time, tool opening, and demolding, was approximately 75 s.
Using the manufactured FRP roof cross members with integrated welding inserts, RISW method was applied to weld the front roof sub-assemblies shown in Fig. 27 using the same welding system described in Sect. 2.2. Figure 27a illustrates the position of the sub-assembly, while with an exploded view in Fig. 27b, consisting of the FRP roof cross member, the steel roof panel, and the A-pillar inner and outer panels. The embedded inserts in FRP roof cross member were welded to the steel roof panel and the A-pillar inner. Figure 27c shows the final assembly. In Fig. 27d, the post-welding RISW joint is inspected from different views optically. In the bottom view, steel material fusion in position of insert bumps is visible.

a Full vehicle with highlighted front roof sub-assembly. b Explosion view: 1, roof panel (0.7 mm HC220 BH steel); 2, FRP roof cross member; 3, A-pillar inner (1.1 mm DP600 steel); 4, A-pillar outer (1.2 mm boron 1500 steel). (c) Bottom view of the assembly. d Top, side, and bottom views of the welded insert
The welding parameters shown in Table 11 are different from those shown in Table 9 due to the differences of sheet steel thicknesses to be welded. They were determined through welding tests with the assembly and within the usual process parameter ranges of RSW.
6 Conclusion and outlook
Based on previous investigations on RISW for compression molding parts, the present study has introduced a new RISW joining method specifically designed for joining and welding injection-molded FRP with steel car body panels. The main findings can be summarized as follows:
-
1.
Small welding inserts were developed. These inserts, which are embedded in FRP parts during the injection molding process, can also maintain the usual flange width of the typical steel assemblies. The manufacturability of the inserts was verified by forming simulation, which ensured its production in a five-stage cold extrusion process.
-
2.
By employing the determined welding parameters and utilizing these small welding inserts, the temperature increase in the FRPs surrounding the inserts could be limited to a maximum of 255 °C, minimizing damage to the PA6 matrix material.
-
3.
A satisfactory weldability range of 7 kA was achieved for 0.75 mm and 2.5 kA for 1.5 mm HC340 sheet metals, demonstrating sufficient welding quality.
-
4.
The RISW joints exhibited 22 to 79% higher quasi-static strength compared to reference SPR joints in the shear load case. In cross tension load test, the strength improvement was even between 48 and 83%. The fracture behaviors differed based on the sheet metal thickness, with RISW joints providing ductile failure behavior for thin sheet metal combinations.
-
5.
Under high-speed loading conditions with tensile speeds of 1 m/s and 10 m/s, both RISW and SPR joints exhibited a positive loading speed dependency of the lap shear strength. Compared to quasi-static loading speed, the increase of RISW was between 39 and 56%, while for SPR, it was between 45 and 49%. The shear strength of SPR was much lower than that of RISW.
-
6.
The RISW process was validated using a realistic demonstration component for the injection molding process. Nineteen inserts could be simultaneously overmolded on different sides (flanges) of a realistic demonstration component in one step, with a process cycle of approximately 70 s, which is within the limitations of standard injection molding parts.
-
7.
The insert–FRP hybrid roof cross member could be spot welded with real BIW components using the same setups and equipment as in real-series production. This makes the developed RISW method with determined welding parameters suitable for joining FRP–steel BIW structures.
Currently, several OEMs and tier 1 suppliers are equipped with welding guns that have a magneticDrive force unit. Therefore, the developed RISW method with determined welding parameters in the present work can be used for joining FRP–steel BIW structures.
References
Dressler B, Jürgen K, Seelbach T, BMW Group (2013) The BMW i3. In: EuroCarBody 2013, Automotive Circle International, Bad Nauheim, Germany
Dirschmid F, Wolff T, Weiss T (2014) The BMW i8. In: EuroCarBody 2014, Automotive Circle International, Bad Nauheim, Germany
Volvo Car Group (2019) Polestar 1 - engineered by Volvo Car Group. In: EuroCarBody 2019, Automotive Circle International, Bad Nauheim, Germany
Kitayama S (2022) Process parameters optimization in plastic injection molding using metamodel-based optimization: a comprehensive review. Int J Adv Manuf Technol 121:7117–7145. https://doi.org/10.1007/s00170-022-09858-x
Singh G, Verma A (2017) A brief review on injection moulding manufacturing process. Mater Today: Proc 4:1423–1433. https://doi.org/10.1016/j.matpr.2017.01.164
Muniz STG, Belzowski BM (2017) Platforms to enhance electric vehicles’ competitiveness. Int J Automot Technol Manag 17:151–168. https://doi.org/10.1504/IJATM.2017.084806
Senger C (2017) NEW Volkswagen–the MEB shaping the future of integrated e-mobility. In: Netzintegration der Elektromobilität 2017: Mobilitätswandel konsequent entwickeln-2. Internationale ATZ-Fachtagung. https://doi.org/10.1007/978-3-658-19293-8_1
Rössinger M, Lüken I, Volkswagen AG (2020) Volkswagen ID.4: body, platform, high-voltage battery housing (HVBH) and industrialization. In: EuroCarBody 2020, Automotive Circle International, Bad Nauheim, Germany
Kim MS (2022) Challenges for a smart mobility service provider. In: 12th International Munich Chassis Symposium 2021, Proceedings. Springer Vieweg, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-64550-5_1
Meschut G, Merklein M, Brosius A, Drummer D, Fratini L, Füssel U, Gude M, Homberg W, Martins P, Bobbert M (2022) Review on mechanical joining by plastic deformation. J Adv Join Process 5:100113. https://doi.org/10.1016/j.jajp.2022.100113
Lambiase F, Scipioni SI, Lee C-J, Ko D-C, Liu F (2021) A state-of-the-art review on advanced joining processes for metal-composite and metal-polymer hybrid structures. Materials 14:1890. https://doi.org/10.3390/ma14081890
Xu HL, Fang XF (2023) Resistance insert spot welding: a new joining method for thermoplastic FRP–steel component. Weld World. https://doi.org/10.1007/s40194-023-01528-0
Wilhelm M (2016) Fügbarkeit von CFK-Mischverbindungen mittels umformtechnischer Prozesse. (In German) Dissertation. Dresden University of Technology
Meschut G, Augenthaler F (2015) Hybridfügen von Mischbaustrukturen aus faserverstärkten Kunststoffen mit metallischen Halbzeugen. (In German) Report IGF projekt No. 17618 N
Standard DVS 3470:2017–02 (2017) Mechanisches Fügen – Konstruktion und Auslegung – Grundlagen/Überblick. (In German) Deutscher Verband für Schweißen und verwandte Verfahren e.V
Fang XF (2023) Karosserieentwicklung und -Leichtbau: Eine ganzheitliche Betrachtung von Design über Konzept- und Materialauswahlprinzipien bis zur Auslegung und Fertigung. (In German) Springer Vieweg. https://doi.org/10.1007/978-3-662-67118-4
Fang XF, Zhang F (2020) Hybrid joining of a modular multi-material body-in-white structure. J Mater Process Technol 275:116351. https://doi.org/10.1016/j.jmatprotec.2019.116351
Vorderbrüggen J, Köhler D, Grüber B, Troschitz J, Gude M, Meschut G (2022) Development of a rivet geometry for solid self-piercing riveting of thermally loaded CFRP-metal joints in automotive construction. Compos Struct 291:115583. https://doi.org/10.1016/j.compstruct.2022.115583
Hahn O, Küting J (2004) Entwicklung des Fließformschraubens ohne Vorlochen für Leichtbauwerkstoffe im Fahrzeugbau. (In German) Dissertation. Paderborn University
Gröger B, Troschitz J, Vorderbrüggen J, Vogel C, Kupfer R, Meschut G, Gude M (2021) Clinching of thermoplastic composites and metals—a comparison of three novel joining technologies. Materials 14:2286. https://doi.org/10.3390/ma14092286
Hu S, Li F (2023) Laser joining of CFRTP to metal: a review on welding parameters, joint enhancement, and numerical simulation. Polym Compos 1–25. https://doi.org/10.1002/pc.27914
Jung K, Kawahito Y, Katayama S (2011) Laser direct joining of carbon fibre reinforced plastic to stainless steel. Sci Technol Weld Joi 16:676–680. https://doi.org/10.1179/1362171811Y.0000000060
Xia H, Ma Y, Chen C, Su J, Zhang C, Tan C, Li L, Geng P, Ma N (2022) Influence of laser welding power on steel/CFRP lap joint fracture behaviors. Compos Struct 285:115247. https://doi.org/10.1016/j.compstruct.2022.115247
Li H, Chen C, Yi R, Li Y, Wu J (2022) Ultrasonic welding of fiber-reinforced thermoplastic composites: a review. Int J Adv Manuf Technol 120:29–57. https://doi.org/10.1007/s00170-022-08753-9
Wang Y, Rao Z, Liao S, Wang F (2021) Ultrasonic welding of fiber reinforced thermoplastic composites: current understanding and challenges. Compos Part A Appl Sci Manuf 149:106578. https://doi.org/10.1016/j.compositesa.2021.106578
Soomro IA, Pedapati SR, Awang M (2022) A review of advances in resistance spot welding of automotive sheet steels: emerging methods to improve joint mechanical performance. Int J Adv Manuf Technol 118:1335–1366. https://doi.org/10.1007/s00170-022-09025-2
Pouranvari M, Marashi S (2013) Critical review of automotive steels spot welding: process, structure and properties. Sci Technol Weld Joi 18:361–403. https://doi.org/10.1179/1362171813Y.0000000120
Manladan S, Yusof F, Ramesh S, Fadzil M, Luo Z, Ao S (2017) A review on resistance spot welding of aluminum alloys. Int J Adv Manuf Technol 90:605–634. https://doi.org/10.1007/s00170-016-9225-9
Manladan S, Yusof F, Ramesh S, Fadzil M (2016) A review on resistance spot welding of magnesium alloys. Int J Adv Manuf Technol 86:1805–1825. https://doi.org/10.1007/s00170-015-8258-9
Tanco JS, Nielsen CV, Chergui A, Zhang WQ, Bay N (2015) Weld nugget formation in resistance spot welding of new lightweight sandwich material. Int J Adv Manuf Technol 80:1137–1147. https://doi.org/10.1007/s00170-015-7108-0
Reisgen U, Schiebahn A, Lotte J, Hopmann C, Schneider D, Neuhaus J (2020) Innovative joining technology for the production of hybrid components from FRP and metals. J Mater Process Technol 282:116674. https://doi.org/10.1016/j.jmatprotec.2020.116674
Roth S, Hezler A, Pampus O, Coutandin S, Fleischer J (2020) Influence of the process parameter of resistance spot welding and the geometry of weldable load introducing elements for FRP/metal joints on the heat input. J Adv Join Process 2:100032. https://doi.org/10.1016/j.jajp.2020.100032
Troschitz J, Vorderbrüggen J, Gude M, Meschut G (2023) Clinching and resistance spot welding of thermoplastic composites with metals using inserts as joining interfaces. In: Twenty-third international conference on composite materials (ICCM23), Belfast
Troschitz J, Gröger B, Würfel V, Kupfer R, Gude M (2022) Joining processes for fibre-reinforced thermoplastics: phenomena and characterisation. Materials 15:5454. https://doi.org/10.3390/ma15155454
Standard DIN EN ISO 6892–1:2020–06 (2020) Metallic materials – tensile testing – part 1: method of test at room temperature. (In German) DIN Deutsches Institut für Normung e.V
Standard DIN EN ISO 527–2:2012–06 (2012) Plastics – determination of tensile properties – part 2: test conditions for moulding and extrusion plastics. (In German) DIN Deutsches Institut für Normung e.V
Standard DIN EN 10263–2:2002–02 (2018) Steel rod, bars and wire for cold heading and cold extrusion – part 2: technical delivery conditions for steels not intended for heat treatment after cold working. (In German) DIN Deutsches Institut für Normung e.V
Standard DVS/EFB 3480–1:2007–12 (2007) Testing of properties of joints testing of properties of mechanical and hybrid (mechanical/bonded) joints. (In German) Deutscher Verband für Schweißen und verwandte Verfahren e.V., EFB Europäische Forschungsgesellschaft für Blechverarbeitung e.V
Löcherbach S, Rödder B, Xu HL, Fang XF (2023) Buckelschweißen im Faserverbund-Metall-Mischbau - Design des Fügeelements und Bewertung der Tragfähigkeit. (In German) In: 25. DVS-Sondertagung “Widerstandsschweißen 2023”
Standard DIN EN ISO 5821:2010–04 (2010) Resistance welding — spot welding electrode caps. (In German) DIN Deutsches Institut für Normung e.V
Standard DIN EN ISO 5182:2016–11 (2016) Resistance welding – materials for electrodes and ancillary equipment. (In German) DIN Deutsches Institut für Normung e.V
SORPAS User Manual 3D v6.0, 2021Swantec Software and Engineering ApS Accessed 01 12 2022
Material and electrode database of SORPAS 3D versoin 6.00, 2022 Swantec Software and Engineering ApS Accessed 01 12 2022
Chen M (2009) Gap bridging in laser transmission welding of thermoplastics. Dissertation. Queen’s University
Moya-Muriana JÁ, Yebra-Rodríguez Á, La Rubia MD, Navas-Martos FJ (2020) Experimental and numerical study of the laser transmission welding between PA6/sepiolite nanocomposites and PLA. Eng Fract Mech 238:107277. https://doi.org/10.1016/j.engfracmech.2020.107277
Al-Sabur R, Khalaf HI, Świerczyńska A, Rogalski G, Derazkola HA (2022) Effects of noncontact shoulder tool velocities on friction stir joining of polyamide 6 (PA6). Materials 15:4214. https://doi.org/10.3390/ma15124214
Bates P, Okoro T, Chen M (2015) Thermal degradation of PC and PA6 during laser transmission welding. Weld World 59:381–390. https://doi.org/10.1007/s40194-014-0209-9
Wanheim T, Bay N (1978) A model for friction in metal forming processes. CIRP Annals: Manuf Technol 27:189–194
Standard SEP 1220–2:2011–08 (2011) Testing and documentation guideline for the joinability of thin sheet of steel - part 2: resistance spot welding. Stahl-Eisen-Prüfblätter des Stahlinstituts VDEh
Ketzel M-M, Hertel M, Zschetzsche J, Füssel U (2019) Heat development of the contact area during capacitor discharge welding. Weld World 63:1195–1203. https://doi.org/10.1007/s40194-019-00744-x
Wiese L (2018) Einstufiges Widerstandselementschweißen für den Einsatz im Karosseriebau. (In German) Dissertation. Paderborn University
AKRO-PLASTIC GmbH (2019) Technical datasheet for AKROMID® B3 GF 40 (PA6 GF40). https://akro-plastic.com/en/product/akromid-b3-gf-40-black-6077-en. Accessed 12.02.2019
Standard ISO/TS 19278:2019 (2019) Plastics – instrumented micro-indentation test for hardness measurement. ISO International Organization for Standardization
Fang XF (2021) A one-dimensional stress wave model for analytical design and optimization of oscillation-free force measurement in high-speed tensile test specimens. Int J Impact Eng 149:103770. https://doi.org/10.1016/j.ijimpeng.2020.103770
Zhang F, Xu HL, Fang XF (2020) Failure behavior and crash modelling of resistance rivet spot welding (RRSW) for joining Al and steel in vehicle structure. Int J Crashworthines 27:1–18. https://doi.org/10.1080/13588265.2020.1786269
Bonefeld D, Obermann C (2012) Spriform: a hybrid technique for serial production of 3D parts of continuous fiber reinforced thermoplastics. http://www.escm.eu.org/eccm15/data/assets/1242.pdf. Accessed 30.10.2022
Acknowledgements
The authors gratefully acknowledge the cooperation partners of the research project: Mr. Claus Vogel and Ms. Berrit Below (Kunststofftechnik Backhaus GmbH) for their support during the injection molding tests, Mr. Bernd Rödder and Mr. Stephan Löcherbach (NIMAK GmbH) for their assistance and discussions regarding the welding tests, and Mr. Stefan Höck and Mr. Andreas Wulff (Kück & Höck Werkzeuge GmbH) for developing and manufacturing the injection molding tool. We are also grateful to Mr. Johannes Kaptain and Dr. Philipp Römelt (Ford-Werke GmbH) for providing the technical specifications for projection welding, as well as CAE data for the design of the FRP roof cross member, and Dr. Wenqi Zhang (SWANTEC Software and Engineering ApS) for helpful discussions of welding simulation, Dr. Tobias Jene (PROFIL Verbindungstechnik GmbH) and Mr. Peter Wohlerdt (STABO Verbindungstechnik GmbH) for conducting cold forming simulations related to the insert design, and finally, Mr. Carl Weber (Thomas Magnete GmbH) for his support in carrying out the nanoindentation tests.
Funding
Open Access funding enabled and organized by Projekt DEAL. The authors acknowledge the European regional development funds for their financial support of the research project “FlexWeld” (EFRE-0801651).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Xu, H., Fang, X. A new resistance insert spot welding method for injection-molded FRP–steel component. Int J Adv Manuf Technol 132, 2017–2043 (2024). https://doi.org/10.1007/s00170-024-13400-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13400-6