
Abstract
Microchannels are utilised on material surfaces of a body, allowing coolant to pass through them and enabling heat dissipation by increased contact area. Fabrication of metal surface microchannels is primarily achieved by employing a micro-milling process, which has drawbacks such as excessive cutting forces, top burrs, tool wear, and lower tool life. Alternatively, it is also realised by using Laser micro milling, which has problems associated with lower quality of surface finish, un-desired taper, heat-affected zone, and spatters. The existing literature, after due review of the current state of the art, has brought out gaps needing attention. These gaps are limited capability to reduce surface roughness, unaddressed burr width, and irregular bottom surface morphology, which affect microchannel quality. These gaps motivate this research work to improve and sustain the microchannel quality. To achieve the goals, this research work performs the fabrication of microchannels by micro-milling with automated laser assistance being achieved in two ways (a) sequentially, (b) non-sequentially, termed as LASMM and LPCMM, which are novel for the scientific community. The effects of micro milling parameters, spindle speed and feed on the quality were analysed while machining commercially pure titanium (cp-Ti). Results show that laser assistance to micro-milling provides a lower generation of undesired forces and lesser top burrs compared to micro-milling alone. In sequential laser assistance, the channels have a mean down burr width ~ 58% lower and a maximum down burr width ~ 38% lower than the channels done non-sequentially. In the case of up-burr width, a mean value ~ 60% lower and a maximum value ~ 73% lower is achieved in channels done non-sequentially as compared to those done sequentially. In the case of surface roughness, channels done sequentially have a maximum Sa value of 1.508 µm, a maximum Sq value of 1.912 µm whereas non-sequentially, they show a maximum Sa value of 3.495 µm, maximum Sq value of 4.59 µm. Steady tool wear is observed sequentially, whereas in non-sequential, rapid tool wear occurs after 500 mm of cutting length.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the present industrial scenario, manufacturing and fabricating highly precise and defect-free microchannels have high demand in micro-fluidic devices, electronic chips, biomedical devices, aerospace components, optical lenses, optoelectronics, communication devices, injection moulding and avionics. Microchannels on Titanium (Ti) and its alloys have applications due to their biocompatibility in medical devices. These materials have excellent properties, such as lightweight, higher specific ultimate strength, high biocompatibility, non-toxicity, good fatigue, corrosion resistance, resistance to heavy loads, low thermal and electrical conductivity.
Microchannel fabrication by the micro milling method is a highly efficient and flexible process to manufacture such high-accuracy channels among other micromachining processes. Micro milling, however, has its drawbacks, such as higher cutting forces, burr formation, and surface quality, which degrade part quality and performance by dimensional distortion at the edge, damage to the subsurface, and challenging assembly. Processes other than micromilling, like deburring, etc., are required to remove burrs from the machined part, which tends to increase cost and time. However, deburring of microcomponents is again challenging due to their micron size. The troubles in micromilling become more recognisable during the machining of hard-to-cut materials.
By altering the process parameters, researchers have proposed methods for decreasing and preventing burrs, including lowering the depth of cut, increasing cutting speed [1], and using greater rake angles [2]. According to Chen et al. [3], the axial depth of cut to milling cutter radius ratio impacts the top burr’s size. A study and report about the impact of in-plane exit angle on burr development during micro milling can be found in the literature [4,5,6]. For the least amount of burr, Chern [6] suggested that the in-plane exit angle be around 150°. A taper was added to the micro milling tool and the work surface shape in an investigation by Saptaji et al. [7] on the impact of edge strengthening. The outcome revealed that the minimal burr is produced by combining the biggest taper and large side edge angle. The impact of process variables such as spindle speed, feed rate, tool diameter, depth of cut, and number of flutes on burr formation was studied by Lekkala et al. [8] and Mathai et al. [9]. Chu and Dornfeld [10] created two 2D polygon tool route planning methods. The first method creates exit-free tool paths by adjusting the cut’s breadth to offset the workpiece’s edges. The second one prevents tool exits from happening near the workpiece vertices by locally adjusting tool locations on specified tool pathways. Chen et al. [11] observed larger down burr width and poor roughness on copper with two flute micro milling tools for depths of 40 and 80 µm. Saptaji et al. [12] proposed a tapered tool for burr reduction of the microfluidic channel in the micro milling method. The literature thus reviewed has shown gaps addressed in this work for laser-assisted micro-milling for micro-channel fabrication.
In previous literature on conventional micro-milling, researchers observed higher cutting, tool wear, larger burr width, and poor surface finish. Microchannel roughness affects the flow and heat transfer performance at low Reynolds numbers [13]. Vipindas et al. [14] observed larger burr width on both sides of the microchannel (up and down) when the channel depth increased; Mittal et al. [15] showed reductions in cutting forces and improvement in the surface finish with the use of dry lubricant coating of WS2 with TiAlN in micromilling of Ti-6Al-4 V. Sahoo et al. [16] observed wider burr width when the machining length was 1200 mm and observed thicker coating over the tool has more extensive wear in the edge radius value of the tool for TiAlN coating.
Surface roughness has received great attention because it is one of the most significant variables affecting component quality. Several surface roughness models have been created using various techniques. Alauddin et al. [17] constructed a mathematical model of first and second-order polynomials using computer-aided analysis. Ozel et al. [18] investigated surface finish, burr formation, and tool wear using uncoated and cBN-coated microtools throughout the micromachining process. In [19,20,21], it was documented how cutting parameters affected surface roughness. Response surface analysis was utilised by Wang et al. [19] to examine how cutting parameters and tool diameter affected surface roughness. Researchers have investigated the effects of lubricant used on the end milling and micro end milling processes on tool temperature reduction [22], surface roughness [23], and burr [24]. The literature also reported how varied lubricant conditions, such as dry machining, jet application, and minimum quantity lubrication (MQL), affected surface quality and burr [25, 26].
The impact of cryogenic cooling with liquid nitrogen on the surface integrity of Ti-6Al-4 V alloy during end milling operations was investigated by Shokrani et al. [27]. In [28, 29], analysis of variance (ANOVA) and response surface approach were utilised to analyse the machining parameters on surface roughness, micro channel width dimension, micro channel shape, etc. Post-processing techniques can enhance micro-milled channels’ surface roughness [30,31,32,33]. However, channels created through laser micro-milling are difficult to post-process, and sequential work of laser-assisted micro-milling can be fruitful. Mittal et al. [15] showed reductions in cutting forces and improved surface finish using dry lubricant coating of WS2 with TiAlN in micromilling of Ti-6Al-4 V.
Laser Micro Milling (LMM) alone is insufficient for higher depth microchannel fabrication and finds difficulty in fabricating high aspect ratio microchannels. Tapered walls with lower depth are the main challenge faced by researchers previously, Ahmed et al. [34] worked dedicated to finding the capability of a nanosecond laser system for creating microchannels on Ti-alloy of sub-microns geometric dimension [16]. Another research work by Mohammed et al. [35] optimised laser microchannel fabrication for ceramics. The main issues researcher face are the lower depth and taper of channels. Mikolas et al. [36] created different structures on Austenite Cr-Ni steel thin plate with three different assists, medium air, argon, and ethyl alcohol, to improve the quality of the microchannel.
Laser assistance is provided in microchannel fabrication by two ways, i.e. non-sequential and sequential manner of laser assistance. The non-sequential assistance is termed laser pre-channel micro-milling (LPCMM) — where a channel is fabricated to complete depth with laser and is followed by micro-milling. Sequential assistance is termed laser assisted sequential micro-milling (LASMM) — where a channel is fabricated in steps, i.e., a step of the laser followed by a step of micro-milling, and the process is repeated until the desired channel depth is achieved. The depth of each step is considerably smaller than the desired channel depth. In this work, further research is carried out in detail to have a comparative analysis of LASMM with LPCMM for higher-depth microchannel fabrication and quality enhancement. Comparison in terms of surface roughness, top burr width, surface roughness, and tool wear characterisation at different levels of cutting speed and tool wear was carried out. SEM micrographs analysed further surface morphology of the bottom surface and burr morphology. Such a detailed comparison gives end users a thorough understanding of the methods for in-depth microchannel fabrication with enhanced quality.
2 Materials and methods
2.1 Experimental machining system
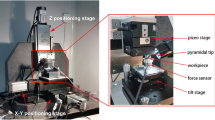
An advanced 5-axes CNC micromachining system called A MMS was created in a lab at IIT Delhi [37]. A single system can be used to create micro components using multiple conventional and unconventional processes, including micro-milling, micro-grinding, micro-drilling, micro-LBM (laser beam machining), and micro-EDM (electrical discharge machining). A vibrations-damped granite structure was used to construct this CNC system, which has a precision of 1 µm. Figure 1 shows an actual photograph of the machining setup with all required labels.

Actual photograph of AMMS System
The workpiece on AMMS is structured using a nanosecond fibre laser (SPI G4 EP-Z 50W) with a Precitec cutting head. Higher fluence laser pulses in the millisecond range could melt and vaporise the substrate faster. Table 1 includes information on laser source specifications. In order to maintain a consistent distance of 0.2 mm between the nozzle and workpiece surface at the focal condition, the laser beam is focused on top of the surface. The cutting head has provision to supply assist gases at the 10 ltr/min to the machining zone.
In order to prevent the error of re-clamping and repositioning [38], processes were performed on the same setup. The AMMS is equipped with a high-speed aerostatic bearing spindle from Nakanishi (NRAF 5080 with an E3000 controller) for standard micro milling. The spindle can rotate at a maximum speed of 80,000 RPM with a runout of 1 mm. To retain the milling tool while performing micromachining, it incorporates a 4 mm collet.
2.2 Hybrid milling methods
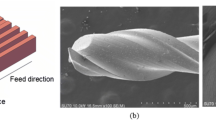
A suitable scanning strategy (width 300 µm, hatch spacing 10 µm) to pre-structure the workpiece is selected. The laser fluence confirmed that the pre-machining should be in the range of the targeted depth. Trials were performed to determine the laser parameters. Assist air is supplied coaxially to the laser beam during pre-machining to remove melted material effectively (Fig. 2a and b).

(a) Schematics of Hybrid micromilling method, (b) Laser head and assist air supply nozzle, (c) Strategies for microchannel fabrication
In the conventional micro-milling (CMM), the material is removed with a 10 µm depth of cut in 50 passes for the required channel depth. In the LPCMM method, a pre-channel (LPC) is fabricated with laser scanning, as shown in Fig. 2c. Laser scanning was performed ten times according to the scanning strategy (explained later) to achieve the approximate dimension of 400 µm(wp) × 500 µm (dp). A tapered LPC is fabricated because of the laser beam shape.
2.3 Workpiece and tool specifications
The samples were prepared in size of 20(l) × 10(w) × 5(d) [mm], and the surface was polished with sandpaper and cleaned ultrasonically in acetone before the experiment to remove any contamination. Titanium (cp-Ti) composition and properties are shown in Table 2.
This work uses two flute tools, TiAlN coated ball end micro end mills. The tool material comprises 80 vol% WC as a matrix and 20 vol% Co as a binder. The tool specifications are mentioned in Table 3, and an SEM micrograph of the same is shown in Fig. 3. A microchannel of 500 µm(wc) × 600 µm(dc) × 5 mm(lc) is targeted to be fabricated on Cp-Ti. Every microchannel was fabricated by a fresh micro end mill tool.

SEM micrograph of micro milling tool used
2.4 Laser scan strategy
Conventional micro milling requires high forces to remove the material with cutting edges at high cutting speed. As the energy density increases, the melting and vaporisation phenomena increases. The scanning strategy shown in Fig. 4 has a width of 300 µm with hatch spacing of 10 µm at the centre of the channel. Laser scanning will create a primary groove having dimensions of 300 µm × 22 µm. The structured surface removes material partially, and air assistance helps.

Laser scanning pattern and burr annotation surrounded to channel
2.5 Preliminary experiments
The preliminary experiments compared three methods, i.e., CMM, LASMM, and LPCMM, at the parameter values of 40 k RPM and 20 mm/min tool feed. For each method, the new tool was considered for experimentation. The preliminary experiments compared the three methods for up-burr width, down-burr width, and tool wear inside the channel. The results shown in Fig. 5a and (b) indicate cutting forces are reduced significantly in both methods compared to CMM in three directions. The lesser force was observed in the LPCMM method. However, lesser burr formation was observed for the LASMM methods.

Results from preliminary experiments (a) Cutting force (b) burr width
Based on the preliminary experiment result in LPCMM, LASMM were better than CMM, so a further experimental investigation was carried out at varied cutting speed and tool feed levels.
2.6 Main experimentation
Experiments belong to the comparison of LPCMM and LASMM methods for higher-depth microchannel fabrication. The effect of tool feed and cutting speeds was investigated in the main experiments using the machining parameters, as shown in Table 4. Total of 24 experiments were performed to compare the methods. A full factorial design of experiments is employed for comparison, as shown in Table 5, with the choice of conditions determined by pilot boundary condition experiments. Eight experiments were performed in each method at two tool feed levels and four cutting speed levels. Further, four additional experiments were performed for tool wear for incremental machining length in each method. In the main experiments, a comparison of microchannel quality, i.e., surface roughness, up burr width, down burr width, and tool diameter, was carried out.
2.7 Measurement and characterisation
In the analysis and characterisation of top burrs, tool wear and surface roughness were evaluated from the machined sample. Before the topography acquisition, the machined sample was cleaned ultrasonically in an acetone medium for 15 min to remove burr and chips from the machined surface. Zeiss EVO18 captures SEM micrographs for microchannel top burr analysis and surface morphology. The workpiece was fixed on a tabletop 6-axis dynamometer (HBM MCS10) to determine the cutting forces. The force data has been acquired by data acquisition MX840B with Cateman software at a sampling frequency of 20 kHz.
Top burr analysis was carried out by SEM image analysis in the free available software ImageJ, as described by Sorgato et al. [38]. The SEM images of the microchannel were processed for micro burrs measurement, as shown in Fig. 6a. The burr is distributed unevenly along the length; hence, a mean burr width is calculated for each fabricated microchannel. Image J software analysed the burr area and longitudinal length through SEM micrographs [40].

(a) Measurement method of burr analysis by image processing of SEM images. (b) Areal roughness Sa and Sq measurement by 3D profilometer
Roughness was measured with a 3D optical surface profilometer of Zeta-20 for area surface roughness measurement. Area surface roughness parameters viz. area mean height Sa and root mean square height Sq were measured as shown in Fig. 6b. The surface roughness is measured by the areal roughness method instead of line roughness for better quantitative analysis. In the method, the area of 400 µm × 400 µm was considered for areal roughness parameters Sa and Sq at three different places, and the average value was considered for the analysis.
3 Results and discussion
This section describes the results of experiments performed in both methods and their comparison.
3.1 Comparison of Down-Burr width
Burr formation in micromilling determines the quality of the microchannel produced. It was observed previously in preliminary experiments that LASMM and LPCMM top burr width is comparatively lower than CMM. Mean and maximum down burr width is higher in the LPCMM method than in LASMM, as shown in Fig. 7a and b. In LASMM, the mean burr width varied between 16.93 and 58.1 µm and the max burr width between 46.2 and 116 µm. Similarly, In LPCMM, the mean burr width ranged between 50.61 and 142.2 µm and max burr width between 98.78 and 212.96 µm.

Down burr width comparison (a) LASMM, and (b) LPCMM
In LASMM, the down burr width is more at a higher tool feed; a similar trend was observed in CMM in previous studies [1,2,3,4,5,6]. The burr width is more at higher feed due to increased uncut chip thickness. Vipindas et al. [14] observed similar phenomena with higher feed values in CMM. At 40 mm/min tool feed, it decreases first with increased speed; then, it again starts increasing. At 60 mm/min, it increases with increased cutting speed. The last layer of the channel is removed by tool machining in LASMM.
However, LASMM has lesser burr width due to material removal in layers. At the higher speed of the tool, it increased due to the temperature developed by tool rotation. The material becomes ductile with higher temperatures, so longer chips are observed with increased cutting speed.
In the LPCMM method, the down burr width is higher at the lower feed. Down burr width increases with increased cutting speed, and after reaching a peak, it decreases again. With increased cutting speed, chip length gets reduced, breaking chips into small sizes and not adhering the material to channel edges. In LPCMM, the thermally affected redeposited porous material adhered to the channel edges and was removed by tool cutting edge in bulk. The material pulls out in more minor chips at higher speeds and does not adhere to edges. So, at 60 mm/min feed values, the tool removed material in larger volumes with smaller feed per tooth; however, due to thermal effect and reaction with air, its strength becomes lower, so it gets broken into small chips and gets removed.
3.2 Comparison of up burr width
Up burr width is lesser in LPCMM as compared to LASMM. LASMM’s mean up burr width varies from 11.6 to 51.61 µm. However, in LPCMM, it ranged from 6.24 to 22.11 µm. Similarly, the maximum burr width varied between 21.94 and 102 µm in LASMM and between 16.49 and 38.19 µm in LPCMM. Figure 8 shows the up-burr width comparison. While none of the existing literature work shows burr removal with LASMM or LPCMM, as these are novel in this study, the closest comparable alternative is CMM, as reported by various literature works [7,8,9,10,11,12]. The results achieved in the size of up-burr width is considerably lesser in LPCMM than LASMM than CMM.

Up burr width comparison (a) LASMM and (b) LPCMM
In LASMM, the burr width is larger at higher feed, 60 mm/min, similar to the down burr width. Burr shows an increasing trend with cutting speed at 60 mm/min feed. However, at 40 mm/min, it is stable with cutting speed and increases again. Higher cutting speed is highest due to the high temperature generated at higher speed, so material transforms in the ductile region. It increases with an increase in speed. Higher temperature causes an increase in ductility, which increases the flow of removed material and adheres to channel edges.
In LPCMM, up burr width does not show a fixed trend with cutting speed; while it is lower at 60 mm/min, it increases with increasing cutting speed first, then decreases after achieving the highest value at both feed values. At higher feed, due to higher feed per tooth, it gets reduced. At higher feed value, the heat-affected material becomes amorphous, and ductility increases, so the material gets broken and don’t adhere to edges.
3.3 Comparison of surface roughness
Surface roughness, which serves as a crucial benchmark for comparing and evaluating the applicability of various machining parameters, is thought to be significantly influenced by the machining parameters as given in the literature [13,14,15,16,17,18]. The surface finish is directly affected by tool wear. Therefore, in this experimental study, a fresh tool was considered for each microchannel fabrication, and then the surface roughness on the bottom surface of the microchannel was measured.
The areal surface roughness parameters Sa and Sq of the machined surface in LASMM and LPCMM were considered as the microchannels find their application primarily in fluid flows, and area surface roughness affects the flow of fluids directly. Sa and Sq parameter values for microchannels fabricated through LASMM and LPCMM are shown in Figs. 9a and b at varying cutting speed and tool feed values. In CMM, the surface roughness parameters observed in existing literature [19,20,21] have been close to the higher limits of Sa and Sq observed in LASMM and LPCMM. The Sa value varied from 0.863 to 1.508 µm in LASMM and 1.22 to 3.495 µm in the LPCMM method. The Sq varied from 1.362 to 1.912 µm in LASMM and 1.557 to 4.59 µm in the LPCMM method. LASMM method microchannel shows a better surface finish than LPCMM at all cutting speed and feed levels.

Roughness parameters Sa and Sq comparison (a) LASMM and (b) LPCMM
An opposite trend with tool feed for roughness is observed when the two methods are compared in light of tool feed. While LASMM produces channels with lower surface roughness values at 40 mm/min, the LPCMM results in higher surface roughness at this tool feed. However, in the case of the tool feed being 60 mm/min, the LASMM produces higher surface roughness, and LPCMM produces a better finish with lower roughness values. Each thermally affected layer gets removed by tool machining, and after fresh material again interacts with the laser beam, roughness is achieved lower due to the thermal effect. However, in LPCMM, the redeposition of material inside channels increased. In the pre-machining, redeposited material gets hardened due to the cooling effect. Increasing tool wear and deteriorating the cutting edges directly reduce the roughness quality.
Surface roughness is decreased with an increase in cutting speed because of lower feed per tooth which causes lesser chip thickness per tooth. In LASMM, the difference in roughness between tool feed is lesser as compared to the LPCMM method.
In the LPCMM method, the tool covers the depth faster at higher feed, so the roughness decreases because the thermal effect changes the property of the material. At lower feed, the rotation marks are more prominent. The tool wear is higher in the LPCMM method, as the rotation pattern is available on the surface. Tool wear could be another reason for higher surface roughness, and the rotation marks can be seen on the channel surface.
3.4 Comparison of tool diameter
In the micromilling process, the actual machining is concentrated on the tooltip. As a result, during machining, the tool nose experiences wear. In the experiments, one microchannel was chosen to be machined with a single tool. According to Sousa et al., the drop in effective diameter serves as a degree of tool wear in this study [41].
A comparison of effective tool diameter between LASMM and LPCMM is shown in Fig. 10a and b at varying cutting speeds and tool feed. The effective tool diameter is significantly reduced during machining, as shown in Fig. 10, and the rate of decrease varies with cutting speed and tool feed. At higher feed, tool diameter reduction is higher in both methods. This is a similar observation to CMM for diameter reduction as in existing literature. Due to higher feed per tooth, the material removed per tooth gets increased. Lesser rotation removes more volume of material per tooth and deteriorates tool diameter.

Tool dia comparison (a) LASMM and (b) LPCMM
In the LPCMM method, the tool diameter has lesser wear at high speed. At lower tool rotation, the volumetric removal of material per tooth is increased due to higher feed per tooth. Increasing cutting speed shows a lesser wear rate which further reflects in the reduction of the effective tool diameter. However, in LASMM, tool wear increases with decreased cutting speed. At the very high tool speed (80 k RPM) temperature developed is very high. The tool wear rate is comparatively lower in LASMM at the lower tool feed. Notably, at a higher cutting speed of 80 k RPM, the LPCMM method has lesser wear than LASMM. The trend of tool diameter reduction in LPCMM proved to be steeper than in LASMM, indicating that a high cutting speed would result in a low wear rate that directly reduces the tool diameter reduction rate.
3.5 Comparison of tool wear
The tool wear at the tip of the micro milling tool is severe, with an increase in machining length. This increases the cutting-edge radius gradually, leading to a reduction of the effective tool diameter and the effect of the width of the machined microchannel. As a result, a higher-depth channel becomes tapered in shape.
Tool wear is analysed for the tool life along the machining length of the microchannel. Each microchannel is of 5 mm in length and 500 µm in depth; thus, the total length of travel was 250 mm. After fabricating each microchannel, the tool image was captured, and the effective diameter was measured with microscopic images. A total of four channels were fabricated with a single tool in each method at 80 k RPM and 40 mm/min tool feed, with a 1000 mm total length of travel.
The comparison shows that the tool wear rate in LASMM is significantly reduced with machining length and is lesser as compared to LPCMM. For the length of 1000 mm, a 3.8% reduction in tool wear is observed, which is comparatively lesser in LASMM than 6.75% in LPCMM. Until the 1000 mm length, the tool wear shows a steady wear rate in LASMM. Every 250 mm length in LASMM exhibits uniform reduction, showing a constant rate of abrasive wear throughout the machining process. But in micromachining, constant wear is recommended for better stabilisation of material removal. It can be concluded from the LASMM method that tool coating plays a vital role in resisting tool wear [42,43,44].
The trend of tool diameter reduction in LPCMM proved to be steeper than LASMM. In LPCMM, steady wear can be seen till 500 mm in length. However, after 500 mm of machining, the reduction trend significantly shifts, and considerable tool reduction continues for the remaining machining length. This is significantly lower than in CMM for existing literature.
After that, rapid wear of the tool is observed. The broken tool flank can be seen in microscopic images of the LPCMM method. It shows that the LPCMM methods have a poor tool life. In steady wear, tool coating resists tool wear. Once the coating gets splashed from the tool, it starts rapid wear of the tool. In rapid wear, the tool flank gets off, and the nose radius gets broken. The material gets hardened due to the rapid heating and cooling effect. With machining length tool nose radius decreases and lowers down the too diameter with machining length. As explained above, the complete tool wear comparison is sown in Fig. 11.

Tool wear comparison with machining length at 80 k RPM cutting speed and 40 mm/min tool feed (a) LASMM and (b) LPCMM
3.6 Burr morphology
Top burr morphology for LASMM and LPCMM processes is compared by SEM images for channels fabricated to analyse the effect of cutting speed and tool feed. In Figs. 12 and 13, top burrs can be seen on both sides of the channels. The top burr morphology depends on the tool rotation direction on channel images. In both methods, burr distribution is uneven along the microchannel length, which makes the LASMM method have lesser burr width compared to the LPCMM method. In both methods, the material deposited as a burr is thermally affected which is same as in literature [34,35,36].

Burr morphology comparison at varied cutting speed and tool feed in LASMM (a) 20k rpm, 40mm/min (b) 20k rpm, 60mm/min (c) 40k rpm, 40mm/min (d) 40k rpm, 60mm/min (e) 60k rpm, 40mm/min (f) 60k rpm, 60mm/min (g) 80k rpm, 40mm/min (h) 80k rpm, 60mm/min

Burr morphology comparison at varied cutting speed and tool feed in LPCMM (a) 20k rpm, 40mm/min (b) 20k rpm, 60mm/min (c) 40k rpm, 40mm/min (d) 40k rpm, 60mm/min (e) 60k rpm, 40mm/min (f) 60k rpm, 60mm/min (g) 80k rpm, 40mm/min (h) 80k rpm, 60mm/min
In the LASMM method, burr on the upside is significant compared to the downside and is thermally affected. At the lower tool feed, the volume of the burr is lesser on both sides of the channel. The deposited material is wavy, having sharp edges, and the strength of chips along micro-channel edges is higher, making burr removal difficult. The material as burr has a lesser thermal effect and volume due to layer-by-layer machining compared to LPCMM. At 80 k rpm of tool cutting speed at both feed levels, the burr is flaky and wavy in nature. The burr nature is ductile and remain on edges of channels. The burr sticks on edges of channel and makes sharp edges.
In the LPCMM method, the redeposited material from inside the channel came out by tool action and redeposited on channel edges. The burr or chips do not have any sharp edges; however, they just thermally affected oxidised titanium. Titanium oxide and titanium dio oxide is the main content of this oxidized material [16]. Oxided material splashes out and surrounds the channel edge. The volume of burr on the downside of the channel is more compared to the upside. Burr distribution is uneven in LPCMM, as can be seen in the SEM image in which there is a non-uniform burr distributed along the length of the channel. The burr affects the channel edges; as a result, the channel’s shape and dimension are non-uniform. Spatter on channel edges can be seen in up mill side of channel; however, burr is almost negligible. Burr rollover can be observed at higher feed values. Burr height is also more due to thick material deposition at higher feed values of 60 mm/min [14]. These can be observed in different parts of Figs. 12 and 13.
The lesser chip on the up-milling side is due to shearing at each rotation’s middle and last stages. However, in down milling, squeezing is dominant between the cutter and the workpiece instead of a shearing mechanism. Uncut chip thickness decreases till the last stage of rotation. The deformed material of the workpiece is due to lesser tool-chip interaction. Some portion of the material flew along with the cutter and covered the top surface. So higher volume of material on the downside of milling is deposited as a burr.
In comparison with the existing literature, the undesired burr formation has been considerably reduced when microchannels are fabricated through LASMM and LPCMM than in CMM.
3.7 Bottom surface morphology
The surface morphology of the machined microchannel bottom surface at different feed and tool rotations is compared for both methods in Figs. 14 and 15. Tool rotation affects the microchannel bottom surface in both methods. The thermal effect is more on the bottom surface in LASMM compared to LPCMM methods.

Bottom surface morphology comparison in LASMM (a) 20k rpm, 40mm/min (b) 20k rpm, 60mm/min (c) 40k rpm, 40mm/min (d) 40k rpm, 60mm/min (e) 60k rpm, 40mm/min (f) 60k rpm, 60mm/min (g) 80k rpm, 40mm/min (h) 80k rpm, 60mm/min

Bottom surface morphology comparison in LPCMM (a) 20k rpm, 40mm/min (b) 20k rpm, 60mm/min (c) 40k rpm, 40mm/min (d) 40k rpm, 60mm/min (e) 60k rpm, 40mm/min (f) 60k rpm, 60mm/min (g) 80k rpm, 40mm/min (h) 80k rpm, 60mm/min
In the LASMM method, the milling tool rotation modifies the thermally affected surface. On the bottom surface, patches of thermally affected material can be seen, modified by tool action. Tool rotation marks are more prominent at the lower RPM due to high volume/tooth. The distance between the two tool rotation marks can be seen on the surface.Thermal patches are more at lower cutting speed at both feed values as can be seen in Fig. 14a and b. Thermal cracks have been observed at higher tool speed and higher feed. There is metal debris observed at lower feed values which are heated metallic particles.
As the rotation increases, the difference in the tool rotation marks decreases, and thermal patches also get removed due to the lesser volume of material per tooth. Due to higher feed per tooth, the material is not removed at lower rotation so that thermal effect flaws can be seen. As the feed increased, the thermal patches also increased in number. Patches due to thermal effect are less at higher cutting speed due to increased speed resulting in smaller chip thickness.
Overall, LASMM and LPCMM both have advantages in achieving better surface morphology as compared to CMM in existing studies.
In the LPCMM method, the thermal effect on the bottom surface is lesser than in the LASMM method, as shown in Fig. 15. In LPCMM, the pre-channel dimension is lesser compared to the final dimension. The heat transferred to the bottom surface is lesser, and the heat affected oxidised surface gets removed by tool action. The bottom surface gets hardened due to laser heating and cooling, so tool rubbing action marks are visible on the bottom. Due to instant cooling and heating, it gets hardened, which gets removed by tool action. The tool motion marks are pre-dominant on the bottom surface which thermally modified surface. Similar to LASMM, the debris is observed at lower feed value in LPCMM method. Tool rotation has modified the surface which can be observed in rotation pattern. At both feed, 80 k rpm has produced highly finished surface [23].
Similar to LASMM, the tool mark is lesser at low tool rotation. The difference in rotation marks between the two is lesser, which increases with an increase in tool speed.
4 Conclusion
This experimental study on microchannel fabrication by the two novel laser hybrid methods carried out in this work has yielded promising results in enhancing the quality of microchannels. The following points can be concluded:
-
Mean and maximum down burr width are higher in the LPCMM method than in the LASMM method. Whereas in the case of up burr width, the vice versa is true, this makes it difficult to choose between the two methods. However, other comparative results solve this conundrum as described in the following points.
-
LASMM methods have lower surface roughness compared to LPCMM. A higher cutting speed and lower tool feed combination are preferable to achieve a better surface finish, with LASMM having a distinct advantage over the LPCMM method.
-
The trend of effective tool diameter reduction in LPCMM proved steeper than in LASMM, indicating that a high cutting speed would result in a low wear rate that directly reduces the effective tool diameter, again indicating better effectiveness of the LASMM method over LPCMM.
-
The LASMM method is superior to the LPCMM method because it shows constant tool wear with increasing machining length, while the LPCMM method shows rapid tool wear. Both techniques exhibit less tool wear at high speed and lower tool feed when examining tool wear at various tool feeds and cutting speeds. Therefore, choosing a cutting pace that results in the least amount of tool wear is essential.
-
LASMM is generally preferable for enhanced quality of micro-milled channels, especially if preferred conditions are lesser tool wear for longer machining length and higher cutting speed with lesser tool feed.
-
The work has certain limitations as the quality could be further enhanced should there exist specialised equipment that houses both laser as well as high-speed micro-milling functionalities in the same setup with calibration of industrial standards.
-
A multi-objective optimisation study is rendered as a future scope of this work. Also rendered as the future scope is a detailed and advanced study on tool wear from this experimental work.
References
Lee K, Dornfeld DA (2005) Micro-burr formation and minimisation through process control. Precis Eng 29(2):246–252. https://doi.org/10.1016/j.precisioneng.2004.09.002
Park IW, Dornfeld DA (2000) A study of burr formation processes using the finite element method: part II—the influences of exit angle, rake angle, and backup material on burr formation processes. J Eng Mater Technol 122(2):229–237. https://doi.org/10.1115/1.482792
Chen MJ, Ni HB, Wang ZJ, Jiang Y (2012) Research on the modeling of burr formation process in micro-ball end milling operation on Ti-6Al-4V. Int J Adv Manuf Technol 62:901–912. https://doi.org/10.1007/s00170-011-3865-6
Olvera O, Barrow G (1998) Influence of exit angle and tool nose geometry on burr formation in face milling operations. Proc Inst Mech Eng, Part B: J Eng Manuf 212(1):59–72. https://doi.org/10.1243/0954405981515509
Hashimura M, Hassamontr J, Dornfeld DA (1999) Effect of In-Plane Exit Angle and Rake Angles on Burr Height and Thickness in Face Milling Operation. ASME J Manuf Sci Eng 121(1):13–19. https://doi.org/10.1115/1.2830566
Chern GL (2006) Experimental observation and analysis of burr formation mechanisms in face milling of aluminum alloys. Int J Mach Tools Manuf 46:1517–1525. https://doi.org/10.1016/j.ijmachtools.2005.09.006
Saptaji K, Subbiah S, Dhupia JS (2012) Effect of side edge angle and effective rake angle on top burrs in micro-milling. Precis Eng 36:444–450. https://doi.org/10.1016/j.precisioneng.2012.01.008
Lekkala R, Bajpai V, Singh RK, Joshi SS (2011) Characterization and modeling of burr formation in micro-end milling. Precis Eng 35:625–637. https://doi.org/10.1016/j.precisioneng.2011.04.007
Mathai GK, Melkote SN, Rosen DW (2013) Effect of process parameters on burrs produced in micromilling of a thin nitinol foil. J Micro Nano-Manuf 1(2). https://doi.org/10.1115/1.4024099
Chu CH, Dornfeld D (2005) Geometric approaches for reducing burr formation in planar milling by avoiding tool exits. J Manuf Process 7:182–195. https://doi.org/10.1016/S1526-6125(05)70095-5
Chen L, Deng D, Pi G et al (2020) Burr formation and surface roughness characteristics in micro-milling of microchannels. Int J Adv Manuf Technol 111:1277–1290. https://doi.org/10.1007/s00170-020-06170-4
Saptaji K, Subbiah S (2017) Burr reduction of micro-milled microfluidic channels mould using a tapered tool. Procedia Eng 184:137–144. https://doi.org/10.1016/j.proeng.2017.04.078
Jia J, Song Q, Liu Z, Wang B (2019) Effect of wall roughness on performance of microchannel applied in microfluidic device. Microsyst Technol 25:2385–2397. https://doi.org/10.1007/s00542-018-4124-7
Vipindas K, Kuriachen B, Mathew J (2019) Investigations into the effect of process parameters on surface roughness and burr formation during micro end milling of TI-6AL-4V. Int J Adv Manuf Technol 100(5):1207–1222. https://doi.org/10.1007/s00170-016-9210-3
Mittal RK, Singh RK, Kulkarni SS et al (2018) Characterization of anti-abrasion and anti-friction coatings on micromachining response in high speed micromilling of Ti-6Al-4V. J Manuf Process 34:303–312. https://doi.org/10.1016/j.jmapro.2018.06.021
Sahoo P, Patra K (2021) Cumulative reduction of friction and size effects in micro milling through proper selection of coating thickness of TiAlN coated tool: experimental and analytical assessments. J Manuf Process 67:635–654. https://doi.org/10.1016/j.jmapro.2021.05.037
Alauddin M, El Baradie MA, Hashmi MSJ (1995) Computer-aided analysis of a surface-roughness model for end milling. J Mater Process Tech 55:123–127. https://doi.org/10.1016/0924-0136(95)01795-X
Özel T, Thepsonthi T, Ulutan D, Kaftanolu B (2011) Experiments and finite element simulations on micro-milling of Ti-6Al-4V alloy with uncoated and cBN coated micro-tools. CIRP Ann - Manuf Technol 60:85–88. https://doi.org/10.1016/j.cirp.2011.03.087
Wang W, Kweon SH, Yang SH (2005) A study on roughness of the micro-end-milled surface produced by a miniatured machine tool. J Mater Process Technol 162–163:702–708. https://doi.org/10.1016/j.jmatprotec.2005.02.141
Jin CZ, Kang IS, Park JH et al (2009) The characteristics of cutting forces in the micro-milling of AISI d2 steel. J Mech Sci Technol 23:2823–2829. https://doi.org/10.1007/s12206-009-0804-7
Shizuka H, Okuda K, Nunobiki M, Inada Y (2011) Study on surface roughness in micro end milling of mold material. Advanced Materials Research 325:594–599. https://doi.org/10.4028/www.scientific.net/AMR.325.594
Su Y, He N, Li L, Li XL (2006) An experimental investigation of effects of cooling/lubrication conditions on tool wear in high-speed end milling of Ti-6Al-4V. Wear 261:760–766. https://doi.org/10.1016/j.wear.2006.01.013
Tsuda K, Okuda K, Shizuka H, Nunobiki M (2011) A study of the micro-end milling of titanium alloy. Advanced Materials Research 325:588–593. https://doi.org/10.4028/www.scientific.net/AMR.325.588
Vazquez E, Gomar J, Ciurana J, Rodríguez CA (2015) Analyzing effects of cooling and lubrication conditions in micromilling of Ti6Al4V. J Clean Prod 87:906–913. https://doi.org/10.1016/j.jclepro.2014.10.016
Singh T, Singh P, Dureja JS et al (2016) A review of near dry machining/minimum quantity lubrication machining of difficult to machine alloys. Int J Mach Mach Mater 18:213–251. https://doi.org/10.1504/IJMMM.2016.076276
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221. https://doi.org/10.1016/j.jclepro.2012.10.016
Shokrani A, Dhokia V, Newman ST (2016) Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti-6Al-4V titanium alloy. J Manuf Process 21:172–179. https://doi.org/10.1016/j.jmapro.2015.12.002
Ghani JA, Choudhury IA, Hassan HH (2004) Application of Taguchi method in the optimization of end milling parameters. J Mater Process Technol 145:84–92. https://doi.org/10.1016/S0924-0136(03)00865-3
Vázquez E, Rodríguez CA, Elías-Zúñiga A, Ciurana J (2010) An experimental analysis of process parameters to manufacture metallic micro-channels by micro-milling. Int J Adv Manuf Technol 51:945–955. https://doi.org/10.1007/s00170-010-2685-4
Iqbal F, Alam Z, Jha S (2020) Modelling of transient behaviour of roughness reduction in ball end magnetorheological finishing process. Int J Abras Technol 10(3):170–192. https://doi.org/10.1504/IJAT.2020.112690
Iqbal F, Jha S (2018) Closed loop ball end magnetorheological finishing using in-situ roughness metrology. Exp Tech 42:659–669. https://doi.org/10.1007/s40799-018-0284-8
Iqbal F, Alam Z, Khan DA, Jha S (2022) Automated insular surface finishing by ball end magnetorheological finishing process. Mater Manufac Processes 37(4):437–447. https://doi.org/10.1080/10426914.2021.2001502
Amir M, Mishra V, Sharma R, Iqbal F, Ali SW, Kumar S, Khan GS (2023) Development of magnetic nanoparticle based nanoabrasives for magnetorheological finishing process and all their variants. Ceram Int 49(4):6254–6261. https://doi.org/10.1016/j.ceramint.2022.11.033
Ahmed N, Darwish S, Alahmari AM (2016) Laser ablation and laser-hybrid ablation processes: a review. Mater Manuf Process 31:1121–1142. https://doi.org/10.1080/10426914.2015.1048359
Khan M, Umer U, Al-ahmari A (2019) Optimization of Nd : YAG laser for microchannels fabrication in alumina ceramic. J Manuf Process 41:148–158. https://doi.org/10.1016/j.jmapro.2019.03.036
Mikoláš J, Šugár P (2014) Micromachining of austenitic steel by pulsed Nd: Yag laser. Technol Eng 9:21–23. https://doi.org/10.2478/teen-2012-0006
Sahu AK, Jha S (2020) Microchannel fabrication and metallurgical characterization on titanium by nanosecond fiber laser micromilling. Mater Manuf Process 00:1–12. https://doi.org/10.1080/10426914.2020.1718702
Sorgato M, Bertolini R, Bruschi S (2020) On the correlation between surface quality and tool wear in micro–milling of pure copper. J Manuf Process 50:547–560. https://doi.org/10.1016/j.jmapro.2020.01.015
Mouritz AP (2012) Titanium alloys for aerospace structures and engines. Introd to Aerosp Mater 202–223. https://doi.org/10.1533/9780857095152.202
Cheng J, Gong YD (2014) Experimental study of surface generation and force modeling in micro-grinding of single crystal silicon considering crystallographic effects. Int J Mach Tools Manuf 77:1–15. https://doi.org/10.1016/j.ijmachtools.2013.10.003
Sousa VFC, Da Silva FJG, Pinto GF et al (2021) Characteristics and wear mechanisms of tialn-based coatings for machining applications: a comprehensive review. Metals (Basel) 11:1–49. https://doi.org/10.3390/met11020260
Sousa VFC, Silva FJG (2020) Recent advances on coated milling tool technology-a comprehensive review. Coatings 10. https://doi.org/10.3390/coatings10030235
Sousa VFC, Silva FJG, Alexandre R et al (2021) Study of the wear behaviour of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 476:203695. https://doi.org/10.1016/j.wear.2021.203695
Liu X, Zhang X, Wang D (2020) Numerical analysis of different cutting-edge radii in hot micro-cutting of Inconel 718. Proc Inst Mech Eng Part C J Mech Eng Sci 234:196–210. https://doi.org/10.1177/0954406219875783
Funding
The authors, would like to acknowledge the financial support under the Technology Development program from the Department of Science and Technology, Govt of India, to conduct research.
Author information
Authors and Affiliations
Contributions
Ashish Kumar Sahu: Visualization, Investigation, Methodology,Writing—original draft, Data curation, Validation, Formal analysis.
Faiz Iqbal: Writing, corrections, Analysis, editing, Data interpretation.
Sunil Jha: Conceptualization, Writing—review & editing, Funding acquisition, Project administration, Resources, Software, Supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Consent for publication
We hereby provide our consent to publish this article with IJAMT.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sahu, A.K., Iqbal, F. & Jha, S. Quality enhancement of micro-milled channels with automated laser assistance. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-13182-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-13182-x