
Abstract
In recent years, great attention has been paid to the challenge of integrating more sustainable circular approaches to manufacturing, which involve optimising the entire product cycle, from design to fabrication, assembly and eventual reuse/recycling. In this context, the use of thermoplastic composite materials in combination with adhesive bonding is attracting increasing attention to achieve this dual objective. Therefore, the proposed research focuses on the experimental and statistical optimisation of an adhesive bonding process for glass-fibre–reinforced composite substrates with polypropylene matrix, with the aim of comparing its performance with that of joints made using more conventional configurations, i.e. utilising thermosetting substrates. A low-pressure plasma pre-bonding surface treatment is adopted, and its effectiveness in enhancing joint performance compared to more conventional preparations for plastics is discussed. By varying plasma parameters according to the design of experiments statistical approach, the joint response is studied in terms of tensile shear strength and modelled in accordance with the response surface methodology to identify the optimum condition of process parameters within the established system boundaries. The study found that with optimised pre-treatment, adhesive joints of glass-fibre–reinforced composites with thermoplastic matrices (first scenario) can achieve tensile shear strength (TSS) comparable to that of thermoset composites (second scenario), making them viable options in various applications. Two alternative scenarios—namely, joints with thermoplastic composite or thermoset composite substrates—are then analysed by the life cycle assessment methodology and compared according to their relative environmental impact, demonstrating that glass-fibre thermoplastic composite joints are competitive alternatives to thermoset joints in terms of mechanical static performance achieved, but significantly preferable with regard to environmental sustainability.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The use of composite materials on a large-scale has become common in fairly recent times, and their application is an effective way to accomplish the principles of lightweight design. In fact, the ability to combine high mechanical properties with remarkable lightness has made fibre-reinforced polymers very competitive, especially in the mobility sector, where weight reduction results in significant savings in fuel consumption, with advantages in operating costs and reduction of pollutant emissions. The main approaches to lightweight design are based on new material applications and advanced forming and manufacturing processes in order to exploit the full potential of innovative materials [1,2,3].
At the state of the art, many applications in transportation, especially automotive, take advantage of the particularly high-performance characteristics of thermoset matrix CFRPs (carbon fibre–reinforced plastics), such as light weight, high specific strength, high specific stiffness, high-temperature resistance and corrosion resistance [4,5,6,7]. Nowadays, innovative approaches are needed to ensure more environmentally sustainable mobility, as well as resource-conserving and health-protecting manufacturing. This is why, recently, a growing interest in thermoplastic composites has been taking place, to follow the need, now more than ever, to move away from the traditional design logic, aimed at ensuring product functionality at the lowest cost, to gain a circular perspective of manufactured goods. Traditionally used thermoset composites generate a significant amount of waste because of the difficulty with which they are recycled. In contrast, thermoplastic composites, thanks to the possibility of being remelted and remoulded, allow total recovery of a component at the end of its life, even for structural applications, and with it a step forward in the challenge of environmental and economic sustainability experienced by industries operating in the field. Several companies are working to take benefit from thermoplastic composite materials, also from the point of view of manufacturing processes, including recyclability, excellent fatigue and damage-tolerance properties, along with shorter manufacturing cycles. Indeed, thermoplastic-type composites do not require curing in an autoclave either and can be stored at room temperature without need of a freezer or humidity-temperature–controlled room, which results in significant reductions in energy costs.
Recent studies have compared sustainability via recycling of composite materials. Bernatas et al. provide an overview of the current status of the recycling techniques of fibre-reinforced polymer composite. There is much literature about conventional recycling as well as novel thermoplastic-composite–oriented techniques being reviewed and open issues being identified [8]. In particular, it is reported how recycling of these materials is still an uncommon practice that is looked upon with distrust by investors and manufacturers. In this framework, re-melting and re-moulding possibilities of thermoplastic matrix composites are essential for the development of this field.
On the topic of environmental impact of composite manufacturing processes, two relevant reviews are those of Lunetto et al. [9] and Valente et al. [10]. That of Lunetto et al. covers the state-of-the-art life cycle inventory (LCI) data available in the literature for the composite materials of interest, both thermoplastic and thermoset. The paper provides a well-organised data collection that could support future research on LCAs on composite-component manufacturing and suggest current and future research challenges. Manufacturing techniques are reviewed with regard to energy efficiency by considering specific energy consumption (SEC). However, it is pointed out that available studies use SEC only as a process indicator not related to a specific application. Thus, a lack of information was reported on the identification of the relationships between process parameters, materials, component size and energy consumption.
The second paper provides an overview of the main manufacturing technologies to produce thermoplastic matrix composite materials, with a focus on the possibility of them being recycled. A study of the various options to obtain high-quality components even after recycling processes is proposed, and the authors compare the various manufacturing methods currently in the state of the art.
Regarding the generation of complex-shaped structures, introduction of joining methods is necessary. For thermoplastic composites the same approach as thermoset ones could be used. For instance, traditional joining techniques such as bolted and riveted joints usually damage the integrity of composite fibres, resulting in stress concentration and premature failure. Structural adhesive bonding overcomes this problem, preserving the lightness of the structure and avoiding use of metallic materials.
While composite manufacturing is an energy-consuming process which releases unsafe gases and creates waste at every stage of production [11], joining by adhesive bonding could be considered a “clean process”, especially when automated processes are used [12] even though it might be strongly dependent on the kind of adhesive and surface preparation used. In fact, one of the most crucial steps in obtaining good-quality bonded joints is the surface preparation of the substrates, which aims to clean them of any contaminants resulting from previous processing, increase their wettability and, in some cases, create an appropriate roughness that promotes bonding forces. Plasma is a sustainable, contactless, easily automated alternative that can provide the desired level of interaction with the material, and thus appropriate surface activation once the process parameters have been properly set. There are numerous works reporting the effectiveness of this treatment on many polymeric materials, both reinforced and non-reinforced [13,14,15,16,17,18]
On the contrary, studies on the adhesive bonding of thermoplastic composites are still quite limited and even more so the environmental impact of their bonding process [19, 20].
Two reference papers regarding the sustainability of the adhesive bonding process, with particular focus on surface treatments, are attributable to Favi et al. [12, 21]. They provide important insights into the development of laser and plasma technologies as more sustainable surface activation methods for non-reinforced engineering polymer joining, if compared to the most traditional ones. In their work, the greatest environmental impact was observed for chemical activation, followed by mechanical abrasion then laser and plasma treatments.
No literature, on the contrary, highlights a quantification of how useful the use of thermoplastic-based composite bonding can be in terms of sustainability.
This work, therefore, had two main purposes: (i) in a first step, experimental tests were performed aimed at optimising the bonding process of glass-fibre–reinforced thermo-plastic (GFRTP) in order to compare its performance with a carbon-fibre–reinforced thermoset (CFRP) composite joint, focusing on the most effective surface treatment of the substrates; (ii) to compare the environmental impact of the two joints, considering equal mechanical strength.
In particular, surface preparation prior to bonding performed by low-pressure plasma (LPP) was investigated in depth to increase the mechanical properties of adhesive-bonded joints, avoiding the use of techniques involving larger waste generation (abrasion and degreasing). The experimental tests were planned following the design of experiments (DoE) statistical approach to evaluate the influence of the chosen parameters on the mechanical response of the joints; this was measured through tensile shear tests. The results obtained were used to create a predictive model through the response surface methodology (RSM), which represents the behaviour of the tensile shear strength (TSS) in the selected domains. The response surfaces derived enabled identification of the set-up parameters to maximise the TSS performance, taking into account any statistically equivalent conditions.
The RSM model was then used as a baseline reference to analyse the sustainability of glass fibre–reinforced composite, compared to carbon fibre thermosets, more often used, particularly in the automotive sector. Thus, two different bonded joint scenarios were compared, and the environmental impact was quantified through the life cycle assessment (LCA) methodology.
2 Materials and methods
The overall methodology consisted of three phases: (i) surface treatment of thermoplastic and thermoset composite substrates and adhesive-bonded–joint preparation; (ii) statistical analysis and process optimisation through the RSM technique for differently treated joints; (iii) LCA analysis.
2.1 Materials
Two fibre-reinforced composites were used as substrates to produce adhesive-bonded joints with a two-component toughened epoxy adhesive, 3 M DP490® (3 M™, USA), in particular, a glass-fibre–reinforced polypropylene-based thermoplastic (GFRTP) composite, Tepex® Dynalite 104-RG600(2)/47% (Lanxess, Germany), the main characteristics of which are reported in Table 1, and a carbon-fibre–reinforced epoxy-based thermoset (CFRP) composite. The CFRP material employed was realised using a manual lay-up technique, wherein five layers of 5H-T800-258gsm carbon sheets, already pre-impregnated with epoxy resin and oriented at 0°, were arranged. To achieve consolidation and curing, a vacuum bag was utilised within an autoclave, maintaining a temperature of 135 °C and a pressure of 6 bar for a duration of 2 h. The specimens employed had a thickness of 1.55 mm.
2.2 Planning of experimental campaign using DoE and joint manufacturing
Three different surface treatments were compared: (i) simple solvent cleaning using acetone; (ii) acetone cleaning followed by mechanical abrasion, with 3 M™ Hookit 255P P400-grit abrasive paper and final cleaning with acetone to remove all traces of dust; and (iii) low-pressure plasma (LPP) treatment, performed with different set-up configurations (Table 2). (i) and (ii) cases were set as control joints (CJ) to which the differences observed with treatment refer (iii). Specifically, the experimental campaign on LPP treatment was designed according to a face-centred composite (FCC) design, with two factors. This configuration, shown in Fig. 1, includes four factorial points on the vertices of the survey domain (blue dots), the centre point (yellow dot) and four axial or star points (red stars) positioned at the centre of each face of the factorial space. This design requires 3 levels of each factor. The FCC design was chosen because it enables efficient modelling of the experimental response, allowing accurate estimation of first- and second-order regression terms.

Face-centred composite design for LPP treatment
The control factors chosen for plasma treatment are power (P) and exposure time (t), while the process gas is air in all cases. Table 2 (Project 1 for GFRTP and Project 2 for CFRP) shows the factors studied and their three levels (respectively low, medium and high), expressed both in terms of actual (natural) and coded (i.e. normalised in a range from − 1 to 1) values. The values of the levels were chosen to operate under the stability conditions of the plasma reactor, thus spanning a wide range but centred with respect to the machine’s full scale.
Single-lap joints (SLJ) were made immediately after treatment, according to the geometries required by the ASTM D1002 standard [22], taking care to ensure an adhesive thickness of 0.05 mm. After the adhesive had cured (7 days at room temperature, following the adhesive manufacturer’s instructions), the SLJ were tested to failure using an Instron 8802 servo-hydraulic testing machine (Instron, MA, USA), with a test speed of 1.3 mm/min. Following this, the TSS of the joints was calculated as the ratio between the ultimate load at failure and the initial value of overlap area. Three replicates were tested for each sample.
Analysis of variance (ANOVA) was carried out to determine the effect of the process factors and their interactions on the TSS response variable, using Design-Expert 13 software (Stat-Ease, MN, USA). Having identified the significant factors, TSS was modelled using RSM which made it possible to determine second-order regression models representative of the response behaviour in the domains selected. The response surfaces thus obtained made identification of the set-up parameters that maximise the TSS performance possible, taking any statistically equivalent conditions into account. Comparison of the response surfaces of the two materials also made it possible to find parameter combinations that would allow the same TSS value to be obtained in the two joint configurations.
2.3 Life cycle assessment (LCA)
A key part of the experimental campaign was the sustainability study, using the LCA methodology. Environmental impact of bonded joints made of GFRTP composite was evaluated and compared with that of joints made of epoxy-matrix CFRP substrates, pre-treated using LPP surface treatment and both bonded using epoxy adhesive.
The environmental and energy analysis in this paper was developed in compliance with the international standards ISO 14040 [23] and ISO 14044 through SimaPro 9.4.0 software (Analyst) and its main database Ecoinvent3.
The selection of the functional unit (which is among the first steps to be taken in this type of research) was based on the results of RSM. Specifically, for each treatment performed on the substrates under consideration, it allowed the determination of the behaviour of TSS in the investigated domain. Comparing the results of the two joints’ configuration and fixing a predetermined and desired value of TSS, it is possible to identify those equivalent combinations of process parameters (power and exposure time) that can achieve it, for each of the substrates. Therefore, two different adhesive-bonded joint configurations in terms of their environmental sustainability were evaluated (Table 3). It was decided to set the same and the highest TSS value obtainable from both joints as functional unit, and then select, for each type of joint, the more favourable process conditions (minimum power and time) to obtain the predetermined value of TSS.
Since the main goal of the LCA is not to calculate the absolute impact of each joint but to provide a comparison between impacts, system boundaries consider both the manufacturing and end-of-life phases, hence, involving fibre production as well as recycling or reusing operations, while service phase of joint was instead neglected in the analysis: indeed, guaranteeing both GFRTP and CFRP joints the same performance (or resistance) threshold, the same type of application can be assumed. The same assumption was made regarding the maintenance and transportation phases. However, the latter is partly covered by the SimaPro 9.4.0 database, used for the inventory analysis.
Data for life cycle inventory (LCI) were collected to implement the LCA analysis of their life cycle. Some of these were directly measured; others were obtained from the literature or found in the software database.
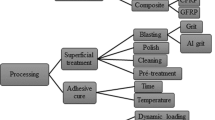
Following what is shown in Table 3, to easily plan the search for the necessary information, the diagram shown in Fig. 2 was drawn, which shows operations and materials that contribute to the realisation of this type of product.

Schematic diagram of manufacturing processes and materials involved in the LCA of Joints 1 and 2
All materials needed and sources of energy consumption inherent in joint fabrication were considered. For both LCA scenarios, plasma treatment consumption was measured using a power meter (KTEM02, Ketotec, PRC), varying the process parameters determined from the RSM analysis. The energy value used in the impact assessment takes into account not only the actual treatment phase (exposure time) but also the energy consumption related to the previous vacuum generation in the treatment chamber. Instead, the individual constituents and relative quantities of composite substrates and adhesives were obtained from the data sheets provided by the manufacturers. Table 4 shows the inventory for Joint 1.
Inventory data for Joint 2 are reported in Table 5. The substrate material (CFRP) of Joint 2 was modelled based on some relevant studies in the literature [24], since no inventory data related to its fabrication were available in the Ecoinvent3 database.
Material and energy input flows to the various products were always selected from the same database, when possible, referring to European data. In particular, it was assumed that the energy required for the production of the joints was supplied by the Italian electricity grid mix, in accordance with the location where the tests were carried out.
The great difference between the products compared lies precisely in the disposal scenario. In fact, for Joint 1, made of thermoplastic composite, thermal-type disassembly (debonding) is provided in order to divide the end-of-life treatment process of the adherend from that of the adhesive. The latter is in fact sent to the incinerator, while it was assumed that 85% of the substrate is reused as is, by virtue of its thermoplastic nature, and that the remaining 15% is disposed of and the same for the adhesive. This small portion corresponds to the area that was bonded prior to debonding and for which a recycling process would have involved too much energy consumption, compared to the benefit that could have been achieved. Indeed, the energy consumption would have resulted not only from the complete removal of the adhesive layer, but also from the separation of the matrix from the glass fibres, which, according to the GFRTP safety data sheet, cannot even be recycled.
In contrast, the substrates that make up Joint 2 are characterised by a thermoset matrix, which cannot be reshaped under the action of heat: after debonding process, only the carbon fibres can be recovered, as the resin is burned. Therefore, a fibre recycling process was assumed (about 64% of the composite based on production data) by microwave-assisted pyrolysis. Table 6 summarises end-of-life scenarios for both joints and related energy consumption.
Energy consumption for the debonding process was measured with a power meter, connected to a heat source, and data required for pyrolysis are obtained from the literature [25].
In this work, the impact assessment for LCA was based on ReCiPe 2016 Midpoint (H) methodology (ver. 1.08), which provides a harmonised implementation of cause-effect pathways for the calculation of impact category (midpoints) characterisation factors [26].
3 Results and discussion
3.1 Control-joint mechanical characterisation
Table 7 collects data from lap shear tests performed on the CJ, made by adopting two types of surface preparation: solvent cleaning and mechanical abrasion.
Since three joints of each type were prepared, the average TSS values obtained are reported, together with the standard deviation. They are taken as a reference to compare any improvement achieved by using plasma treatment.
3.2 Influence of plasma process parameters on TSS
In this section, the results obtained from the experimental design aimed at comparing the performance of two LPP-treated adhesive-bonded joint configurations are analysed. In particular, the main purpose is to find the parameter setups that provide the same TSS value that is at the same time as high as possible.
Table 8 contains the average TSS values obtained for each parameter combination in Project 1 and in Project 2. The complete matrix of experiments, with standard deviation values and eventual increase over CJs is given in the “Appendix” section (Table 13 and 14).
Plasma treatment is effective for both substrates, although overall higher increases are achieved on average in the case of CFRP. The effectiveness of plasma treatment is remarkable but not entirely unexpected. In fact, as demonstrated by previous studies conducted by the same authors or found in the literature, both unreinforced and reinforced thermoplastic substrates generally exhibit excellent adhesion characteristics after plasma treatments performed under both vacuum and atmospheric pressure conditions [27,28,29,30,31]. By bringing about a chemical-physical modification (functionalisation) of the substrate, plasma in fact generates favourable surface conditions for the adhesive application (e.g. increased wettability) and more stable adhesive-substrate interactions, which often translates to improved mechanical properties of the joints. In the “Appendix” section, some additional information on the behaviour of the joints, such as fracture modes and some stress–strain curves, is provided in support of this thesis (Table 15 and 16 and Figs. 8 and 9).
Both ANOVA Projects resulted in significant second-order regression models. Table 9, which refers to Projects 1 results, highlights a great significance of the interaction between power and time on the mechanical strength of joints.
The same effect is also confirmed by the related coded equation (Eq. 1):
where P is power (W) and t is exposure time (s).
This equation is representative of the expected value of TSS (MPa) at different levels of each factor and, consequently, can be exploited to make predictions of the response of bonded joints of this type. The process variables are all coded between − 1 (low factor level) and + 1 (high factor level).
The regression coefficients of the coded equation can be used to compare the impact of different process factors on the response, since each coefficient provides the change in TSS corresponding to the unit change in the parameter that it multiplies (which corresponds to the half-amplitude of the variation range chosen for that process variable in coded value).
Analysing the signs of these coefficients, one can say that the TSS of the joints increases as power decreases and time increases but mostly increases as their interaction increases.
The response surface, as well as the interaction plot, is closely related to the significance of the combined effect between the operating parameters (Fig. 3).

a Response surface of Project 1 and b interaction graph obtained through RSM
RSM was used to determine the combination of factors that provide the optimum and to predict the behaviour of joints under experimentally untested process conditions. This aspect is essential in order to be able to select parameters that allow achievement of the same performance as a bonded joint with reinforced thermoset substrate. In particular, Project 1 exhibits the optimum mean value predicted by the model which is 23.91 MPa at 150 W–300 s.
ANOVA of Project 2 (Table 10) points out a different behaviour for the second type of joint, whereby there is a clear predominant effect of power as a parameter affecting TSS, also in the squared term.
Similar to the previous case, the coded equation (Eq. 2) made it possible to predict the behaviour of the joint throughout the domain investigated to search for the combination of parameters that would allow the same mechanical strength of Joint 1.
From the analysis of the response surface (Fig. 4), it is evident that higher values of TSS can be obtained compared to the Project 1 configuration. In this case, the RSM analysis did not aim to find the optimum value, but rather the combination of parameters that would provide joint 2 with the same mechanical strength in terms of TSS as Joint 1. In particular, these parameters are 90 W–60 s, and they were used to calculate the energy absorption and thus the impact of the plasma treatment.

Response surface of Project 2
3.3 Sustainability evaluation through LCA methodology of composite bonded joints
In accordance with RSM results, in the final phase of the experimental campaign, two scenarios of LPP-treated bonded joints were made, the respective environmental impacts of which were compared through LCA methodology.
3.3.1 Determination of functional unit
As previously mentioned in Section 2.3, in order to assess the environmental sustainability of the two different joint configurations, a predicted mean TSS value achievable by both joints was established as the functional unit. Subsequently, for each type of joint, the most favourable process conditions (minimising power and exposure time within the range investigated) were selected to ensure that both joints would achieve at least the same level of TSS performance, which was considered a threshold value, when subjected to an optimised plasma treatment. Based on these assumptions, the functional unit was defined as “the single-overlap bonded joint, with substrates treated by low-pressure plasma, that achieves a Tensile Shear Strength of at least 24 [MPa] ± 5%.”
Table 11 provides details of plasma process parameters and the corresponding predicted values for both joints, which were chosen to meet the defined functional unit.
3.3.2 Comparison of environmental impact of bonded joints
In this section, the environmental impacts of two different bonded joint scenarios were analysed and compared, using the ReCiPe 2016 Midpoint (H) method implemented in the SimaPro 9.4.0 software. For a more in-depth understanding, the life cycle network diagrams of both scenarios are provided in the appendix (Figs. 10 and 11). The first step involved a comparison between the midpoint-impact categories (Table 12), showing that Joint 2 had the highest values in percentage terms for all impact categories.
It is noted that the most significant category is “Human carcinogenic toxicity”, followed by “Freshwater ecotoxicity”, “Marine ecotoxicity”, “Fossil Resource Scarcity” and “Freshwater eutrophication”. Figure 5 shows a comparison of the normalised values of these categories for the two scenarios considered.

Normalised score of joints to the impact categories
The characterisation factor for the Human carcinogenic toxicity category is human toxicity potential (HTP), which assesses the potential harm to humans resulting from the release of a chemical into the environment. It takes into account the intrinsic toxicity of a compound and its potential exposure level. Joint 2 exhibits the highest impact in this category, particularly concerning carbon fibre production, both in terms of raw materials (such as acrylonitrile) and electrical consumption. In contrast, Joint 1, with its glass fibre, has a significantly lower impact in this regard.
The categories of Freshwater Ecotoxicity and Marine Ecotoxicity pertain to the environmental impact associated with the release of harmful substances into marine and freshwater ecosystems. Again, Joint 2 stands out as having the most significant impact, primarily due to the inability to recycle CFRP and the necessity for treatment to dispose of the non-recyclable component.
The primary contributor to impacts related to Fossil Resource Scarcity for both joints is fuel consumption for electricity generation.
Freshwater eutrophication is a process in which a body of freshwater becomes overly enriched with nutrients, primarily nitrogen and phosphorus. This excessive nutrient loading can lead to several negative consequences for the ecosystem, including water quality degradation and loss of biodiversity. In this case as well, the constituents of carbon fibre are the ones that, during the generation and disposal phases, produce substances with a higher kg P eq index.
As the study aims to explore the potential environmental sustainability enhancements achievable by substituting thermosetting matrix substrates with thermoplastic ones in an adhesive bonding process, an analysis was performed to assess the impacts on the prominent midpoint category, “Human carcinogenic toxicity”, associated with various components of the bonded joint. In fact, an adhesive-bonded joint can be viewed as a system with its primary constituents being the substrate, surface treatment (including interface phenomena) and the adhesive. The analysis revealed that impacts are only partially influenced by the nature of the materials constituting the substrates.
Figure 6, which exclusively focuses on the manufacturing phase of adhesive-bonded joints (excluding the potential disposal of individual components), highlights that in the case of Joint 1, the surface treatment with its high energy consumption has the predominant effect. Conversely, the adhesive exerts minimal impact, primarily because the ratio between adhesive and substrate used in the creation of a joint is very small. In contrast, for Joint 2, the production of the substrate significantly contributes to the overall impact.

Normalised percentage impact of adhesive system constituents to the midpoint category “Human carcinogenic toxicity”
If the same analysis is conducted on the entire life cycle of joints (Fig. 7), including the disposal phase with potential scenarios of reuse and recycling, it is observed that in Joint 1, the relative impact percentage of the surface treatment further increases, as the substrate can be largely reused. In Joint 2, the proportions between the impacts remain almost unchanged, assuming the partial reusability of carbon fibre.

Normalised percentage impact of adhesive system constituents to the midpoint category “Human carcinogenic toxicity”
In the “Appendix” section, data used for the analysis, as well as the data related to other impact categories, are presented in the graphs, allowing for comparisons with the most impacted category (Figs. 12, 13, 14, 15 and 16).
4 Conclusion
This paper reports an experimental and statistical analysis aimed at optimising the bonding process between GFRTP composite substrates and to quantify the greater sustainability compared to traditional joints obtained by bonding CFRP. Given the influence of the initial surface state of substrates on the final mechanical response of the joint, the GFRTP composite surfaces to be bonded were preliminarily treated with low-pressure plasma, varying the power and exposure time according to the DoE statistical approach. The joint response (in particular, the tensile shear strength, TSS) was modelled according to RSM, allowing the identification of process-parameter combinations that provide the optimal condition within the system boundaries and predicting joint behaviour for untested treatment settings. From this initial analysis, the low-pressure plasma treatment of GFRTP substrates confirmed its effectiveness in increasing the TSS of the joints: the model identified the optimal TSS value at 23.91 MPa (corresponding to a 150 W–300 s combination). This value of TSS is in line with that achieved by plasma-treated CFRP-to-CFRP adhesive joints, demonstrating that, with a suitably optimised pre-treatment, GFR composites with thermoplastic matrices (first scenario) can be considered as alternatives to thermoset composites (second scenario) in many applications, at least in situations where a static shear load setup is considered. Based on this, an LCA was set to compare the two scenarios in sustainability and environmental-impact terms. For both scenarios analysed, the most critical aspect is the impact on human health, assessed in the Human carcinogenic toxicity category. Considering the contributions of individual processes to this damage area, energy can be considered the main contributor to the impact. Nevertheless, LCA analysis has led to two important considerations: (i) GFRTP joints result in a significantly lower impact than CFRP joints; (ii) considering GFR composites as a valid alternative, plasma surface treatment provides a significant increase in TSS values. However, for the optimization of the bonding process from a sustainability perspective, it needs to be optimised in parallel, especially concerning energy absorption, particularly in the context of large-scale joint production.
Abbreviations
- ANOVA:
-
Analysis of variance
- CFRP:
-
Carbon-fibre–reinforced plastic
- CJ:
-
Control joints
- DoE:
-
Design of experiments
- GFRTP:
-
Glass-fibre–reinforced thermoplastic
- LCA:
-
Life cycle assessment
- LCI:
-
Life cycle inventory
- LCIA:
-
Life cycle impact assessment
- PP:
-
Polypropylene
- RSM:
-
Response surface methodology
- SLJ:
-
Single-lap joint
- TSS:
-
Tensile shear strength
References
Rosenthal S, Maaß F, Kamaliev M, Hahn M, Gies S, Tekkaya AE (2020) Lightweight in automotive components by forming technology, Automotive. Innovation 3:195–209. https://doi.org/10.1007/s42154-020-00103-3
Mallick PK (2010) Thermoplastics and thermoplastic-matrix composites for lightweight automotive structures, in: Materials, design and manufacturing for lightweight vehicles, 174–207
Van Acker K, Verpoest I, De Moor J, Dewulf W, Duflou J (2010) Lightweight materials for the automotive: environmental impact analysis of the use of composites, in: Sustainable materials processing and production 763–766
Harik R, Wuest T (2019) Chapter 8: composite manufacturing, in: Introduction to advanced manufacturing 135–155. http://www.modernairliners.com
Ballesteros Iglesias Y (2016) Chapter 10: automotive, in: DEStech Publications (Ed.), Joining composites with adhesives - theory and applications, 2016th ed. 219–242
Campbell FC (2010) Structural composite materials, First, ASM International. www.asminternational.org
Mallick P (2007) Fiber reinforced composites materials, manufacturing, and design, Third, Taylor & Francis Group
Bernatas R, Dagreou S, Despax-Ferreres A, Barasinski A (2021) Recycling of fiber reinforced composites with a focus on thermoplastic composites. Clean Eng Technol 5. https://doi.org/10.1016/j.clet.2021.100272
Lunetto V, Galati M, Settineri L, Iuliano L (2023) Sustainability in the manufacturing of composite materials: a literature review and directions for future research. J Manuf Process 85:858–874. https://doi.org/10.1016/j.jmapro.2022.12.020
Valente M, Rossitti I, Sambucci M (2023) Different production processes for thermoplastic composite materials: sustainability versus mechanical properties and processes parameter, Polymers (Basel) 15. https://doi.org/10.3390/polym15010242
Ramachandran K, Gnanasagaran CL, Vekariya A (2023) Life cycle assessment of carbon fiber and bio-fiber composites prepared via vacuum bagging technique. J Manuf Process 89:124–131. https://doi.org/10.1016/j.jmapro.2023.01.068
Favi C, Moroni F, Lutey AHA, Rodríguez NB (2022) Life cycle analysis of engineering polymer joining methods using adhesive bonding: fatigue performance and environmental implications, in: Procedia CIRP, Elsevier B.V., 565–570. https://doi.org/10.1016/j.procir.2022.02.094
Kehrer M, Rottensteiner A, Hartl W, Duchoslav J, Thomas S, Stifter D (2020) Cold atmospheric pressure plasma treatment for adhesion improvement on polypropylene surfaces. Surf Coat Technol 403:126389. https://doi.org/10.1016/j.surfcoat.2020.126389
Park J, Ju W, Paek K, Kim Y, Choi Y, Kim J (2003) Pre-treatments of polymers by atmospheric pressure ejected plasma for adhesion improvement. Surf Coat Technol 175:547–552. https://doi.org/10.1016/S0257-8972
Ting JAS, Rosario LMD, Lacdan MCC, Lee HV, De Vero JC, Ramos HJ, Tumlos RB (2013) Enhanced adhesion of epoxy-bonded steel surfaces using O2/Ar microwave plasma treatment. Int J Adhes Adhes 40:64–69. https://doi.org/10.1016/j.ijadhadh.2012.07.009
Pizzorni M, Lertora E, Mandolfino C (2020) Low pressure plasma treatment of CFRP substrates for adhesive bonding: an investigation of joint durability under severe temperature-moisture conditioning. Int J Adhes Adhes 99:102592. https://doi.org/10.1016/j.ijadhadh.2020.102592
Mandolfino C, Cassettari L, Pizzorni M, Saccaro S, Lertora E (2021) A design-of-experiments approach to estimate the effect of plasma-treatment parameters on the mechanical resistance of adhesive-bonded joints. J Manuf Process 67:177–194. https://doi.org/10.1016/j.jmapro.2021.04.054
Lee H, Ohsawa I, Takahashi J (2015) Effect of plasma surface treatment of recycled carbon fiber on carbon fiber-reinforced plastics (CFRP) interfacial properties. Appl Surf Sci 328:241–246. https://doi.org/10.1016/j.apsusc.2014.12.012
Pizzorni M, Parmiggiani A, Prato M (2021) Adhesive bonding of a mixed short and continuous carbon-fiber-reinforced nylon-6 composite made via fused filament fabrication. Int J Adhes Adhes In Press. https://doi.org/10.1016/j.ijadhadh.2021.102856
Pizzorni M, Lertora E, Parmiggiani A (2022) Adhesive bonding of 3D-printed short- and continuous-carbon-fiber composites: an experimental analysis of design methods to improve joint strength, Compos B Eng 230. https://doi.org/10.1016/j.compositesb.2021.109539
Favi C, Moroni F, Lutey AHA, Rodríguez NB (2021) LCA of laser surface activation and traditional pre-treatments for adhesive bonding of engineering polymers, in: Procedia CIRP, Elsevier B.V. 541–546. https://doi.org/10.1016/j.procir.2021.01.148
ASTM D 1002–05, Standard test method for apparent shear strength of single-lap-joint adhesively bonded metal specimens by tension loading (metal-to-metal), Standards. (2005) 1–5. https://doi.org/10.1520/D1002-10.on
Technical Committee ISO/TC 207, BSI Standards (Firm), British Standards Institution., BS EN ISO 14040:2006+A1:2020. Environmental management: life cycle assessment: principles and framework., n.d
Forcellese A, Marconi M, Simoncini M, Vita A (2020) Life cycle impact assessment of different manufacturing technologies for automotive CFRP components. J Clean Prod 271. https://doi.org/10.1016/j.jclepro.2020.122677
Hao S, He L, Liu J, Liu Y, Rudd C, Liu X (2021) Recovery of carbon fibre from waste prepreg via microwave pyrolysis, Polymers (Basel) 13. https://doi.org/10.3390/polym13081231
Huijbregts MAJ, Steinmann ZJN, Elshout PMF, Stam G, Verones F, Vieira M, Zijp M, Hollander A, van Zelm R (2017) ReCiPe2016: a harmonised life cycle impact assessment method at midpoint and endpoint level. Int J Life Cycle Assess 22:138–147. https://doi.org/10.1007/s11367-016-1246-y
Bhatnagar N (2017) Plasma surface treatment to enhance adhesive bonding, in: A. Pizzi, K.L. Mittal (Eds.), Handbook of adhesive technology, CRC Press, 67–94. https://doi.org/10.1201/9781315120942-3
Kong P, Kong P (2006) Atmospheric-pressure plasma process and applications 6:493–506
Yoon M-A, Kim C, Hur M, Kang WS, Kim J, Kim J-H, Lee H-J, Kim K-S (2018) Effect of atmospheric-pressure plasma treatment on the adhesion properties of a thin adhesive layer in a selective transfer process. Appl Surf Sci 428:1141–1148. https://doi.org/10.1016/J.APSUSC.2017.09.239
Mu C, Weidner S, Friedrich J, Nowack H (1999) Improvement of bonding properties of polypropylene by low- pressure plasma treatment. Surf Coat Technol 119:783–787
Vesel A, Mozetič M (2015) Low-pressure plasma-assisted polymer surface modifications, in: Printing on polymers: fundamentals and applications 101–121. https://doi.org/10.1016/B978-0-323-37468-2.00007-5
Acknowledgements
The authors sincerely thank 3M Italy for their constant help in the selection and supply of adhesives. Special thanks go to Marianna Zella who provided essential support in the development of experimental activity and data analysis.
Funding
Open access funding provided by Università degli Studi di Genova within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation and data collection were performed by CM and EL; data analysis was performed by LC and MP. The first draft of the manuscript was written by CM and MP, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Declarations
The authors declare that no funds, grants, or other support was received during the preparation of this manuscript, and they have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
Figs. 8, 9, 10, 11, 12, 13, 14, 15 and 16

Stress–strain curves for the GFRTP joints with minimum and maximum TSS values

Stress–strain curves for the CFRP joints with minimum and maximum TSS values
In Figs. 7 and 8, the life cycle network diagrams of both scenarios are presented. Each block represents a process, and material and energy flows are depicted by arrows, with the thickness proportional to the amount of the respective flow. Specifically, green-coloured arrows indicate a positive effect, meaning a negative impact subtracted from the total life cycle impact. The individual impact score of each block, represented by a “thermometer”, is calculated as a percentage of the total life cycle score of the joint, representing 100%. Not all elements comprising the life cycle are visible, for better visibility, only the main components have been reported.

Sima-Pro network diagram for Joint 1 Life Cycle

Sima-Pro network diagram for Joint 2 Life Cycle

Process contributions of a Joint 1 and b Joint 2 to the “Human carcinogenic toxicity” category

Process contributions of a Joint 1 and b Joint 2 to the “Freshwater ecotoxicity” category

Process contributions of a Joint 1 and b Joint 2 to the “Marine ecotoxicity” category

Process contributions of a Joint 1 and b Joint 2 to the “Fossil resource scarcity” category

Process contributions of a Joint 1 and b Joint 2 to the “Freshwater eutrophication” category
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mandolfino, C., Cassettari, L., Lertora, E. et al. Adhesive bonding of glass-fibre thermoplastic composite: process optimisation and sustainability analysis using LCA methodology. Int J Adv Manuf Technol 130, 5709–5726 (2024). https://doi.org/10.1007/s00170-024-13022-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13022-y