
Abstract
Transmission conductor forms the essential pathway where electric power traverses from the generating centre station to the distribution sub-station. Some glitches in power delivery have been attributed to that occasioned by defective transmission conductors. Challenges accruing from transmission conductors can be handled proactively by designing and developing robust conductors. This review was aimed at studying the challenges witnessed in power transmission, ways of ameliorating them, and prospective conductors for future power transmission. In the study, it was observed that lightning, bush fire, short-circuiting, and grid overload are some of the challenges in the transmission grid. It was also observed that aluminium conductor composite core (ACCC) and aluminium conductor composite reinforced (ACCR) are the two best transmission conductors existing presently based on ampacity and efficiency. It was concluded that Al-based composites of CNTs, graphene, BN, Si3N4, and TiC could perform more favourably than the existing transmission conductors. It was recommended that these new materials should be studied further to verify their applicability in transmitting electric power.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electricity, which is the movement of charged particles (electrons and protons) via a conductor, can be categorized into three distinct strata as succinctly captured in Fig. 1a–1c. The categories include generation, transmission, and distribution. Electricity generation is the process of creating electric current from primary sources of power. These primary sources of energy are systematically processed to produce electricity which is transferred to the power grid for transmission and eventual distribution. The essential basis of electricity generation was founded by Michael Faraday in the late 1820s and early 1830s. The method involved the movement of a loop of wire, or Faraday disc, between the poles of a magnet. When alternating current (AC) was later invented, the establishment of central power stations became imperative where power transformers were situated to step up generated voltage. Power transformers are used to step up generated voltage and transmit the high voltage across a long distance encountering very low losses [1,2,3,4,5].

Illustration of electricity generation, transmission, and distribution. a Electricity generation (sources: fossil—35.4%; natural gas—23.4%; hydro—16.2%; nuclear—10.1%, bioenergy—2.6%, wind—6.0%, solar PV—3.1%, geothermal—0.4%, solar—0.05%, marine—0.004%); b transmission system (conductors and their temperature range: AAC—85 °C, AAAC—95 °C, ACSR—100 °C, ACCR—210 °C, ACCC—130 to 200 °C, ACSS—250 °C, G-TACSR—210 °C, Z-TACIR—200 °C); c distribution network (conductors and their temperature range: copper—150 °C, cadmium copper—150 °C, aluminium—95 to 100 °C, steel core aluminium—100 °C) [15]
The second category of electricity strata is the transmission network. Electricity transmission is the bulk transfer of charged particles from the generating point to the electrical distribution substations (Fig. 1b). Electric power is transmitted over long distances at high voltages (in contrast with high current) to diminish losses accruing from eddy current (I2R). To minimize power loss drastically in a power grid, transmission conductor material must be of high quality; that is materials with high electrical and thermal conductivities, with minimal resistance to the flow of charges. Transformers are responsible for stepping up voltages in the power station and stepping down voltages in the substation to the level that can be distributed to the end users. So, they are just devices for regulating the magnitude of voltages in power grids. The voltage generated from the power station is about 11–33 kV. This is stepped up by a step-up transformer to 100–700 kV. This high voltage is transmitted over a long distance to the distribution substation. At substation, it is stepped down to distributable voltages of 2.4–34.5 kV [6,7,8,9].
The basis of the contemporary electricity transmission grid started in 1882 when Thomas Edison’s Pearl Street Station which used a direct current (DC) generator and radial line transmission system was commissioned and used principally for lighting in New York City. The establishment of an alternating current (AC) transmission system started in the USA in 1885 when George Westinghouse acquired the patents for AC system which was developed by L. Gaulard and J. D. Gibbs of France. Both the AC and DC transmission systems at that time were made up of short radial lines between generators and loads, and this served the users in the immediate neighbourhood of the generation station. Thereafter, long-distant transmission lines were developed [6]. Copper-based transmission conductors were in use at that period.
It was in the nineteenth century that the need arose for the transmission of electric power over a long-distance. Hitherto, the transmission of electricity was via copper-based conductors. However, the high cost of copper coupled with its high density increased the cost of electricity. So, its use as an overhead transmission conductor (TC) suffered great setback [9, 10]. In a quest to innovate and develop a better replacement for copper conductors, Al alloy came into play. Al’s acceptability over Cu was because it was more affordable, its density was 232% lower than Cu, it passivates more than Cu, and it had an apt electrical conductivity that was 200% above Cu by weight [11, 12]. Even though monolithic Al conductor enjoyed all these superior characteristics over Cu in the transmission of electricity, it still face with some functional deficiencies as follows: its strength can hardly withstand ice loads and wind vibrations; it sags at moderate loads which can obstruct Rights-of-Ways (ROW); its maximum operating temperature is below 100 °C; and it has limited ampacity due to its low temperature of operation and a high coefficient of thermal expansion (CTE). These limitations of monolithic Al alloy conductors necessitated the innovative development of conventional TC called aluminium conductor steel reinforced (ACSR) in the early twentieth century. ACSR was made up of layers of 1350-H19 aluminium strands wrapped helically around a galvanized steel core. It has a higher load-carrying capacity (ampacity) than a monolithic Al conductor, and with the steel core, it can withstand a higher load than all Al conductors [13, 14].
Meanwhile, electricity distribution is the final strata of electricity. It involves the transfer of stepped-down voltage from the transmission grid to the consumers. Due to the scope of this study, electricity distribution will not be discussed much further here. A review of high-voltage transmission conductors abounds in the literature. But what is scarce is the analysis of possible robust materials which would be more affordable, more efficient, and more functional than the existing transmission conductors (TCs) and that which can replace them more favourably in the future. So, this study was aimed specifically at studying the existing TCs, their deficiencies, ways of solving those limitations, and the presentation of robust materials which can replace the existing transmission conductors (TCs) more favourably. The study was divided into five (5) subtopics. Section 1 dealt with the introduction of the study. Section 2 discussed various TCs and their characteristics. Section 3 looked into the challenges of TCs. Section 4 discussed prospective robust materials for future transmission conductors, and Section 5 concluded the study with some recommendations. Figure 1 shows the three strata of power generation and distribution.
2 Transmission conductors and their characteristics
2.1 All aluminium conductor (AAC)/all aluminium alloy conductor (AAAC)
All aluminium conductor (AAC) and all aluminium alloy conductor (AAAC) were the first two Al alloy conductors developed to replace Cu conductors. They were developed as an improvement over Cu alloy for overhead transmission conductors (TC) because of several factors like cost, weight, and availability of Cu. Its electrical conductivity is in the range of (33.499–35.346) (Ωm)−1 or 54% IACS. AAAC was developed from the Al 6XXX series comprising magnesium (0.6–0.9%) and silicon (0.5–0.9%) dispersed on Al to form Al6201 and fabricated into a TC. The traces of Mg and Si in Al gave the alloy better mechanical strength after heat treatment. The major advantages of this TC over Cu include as follows: (i) its better corrosion resistance than Cu, (ii) its reduced weight, (iii) its more affordable. The limitations of this conductor are strength and low operating temperature of 85 °C. It tends to sag at moderate loads because of low strength, low operating temperature, and high CTE of 22.8 × 10−6 °C−1 [16]. This conductor is apposite for usage in distances on wood rods and transmission towers, where high tensile strength is not of essence. Usage of this conductor includes high-voltage (HV) transmission networks and sub-service distribution lines. It is the most economical bare overhead conductor because of its low density (2.7 g/cm3) [17]. Figure 2 shows an image of AAAC.

All aluminium alloy conductor [17]
2.2 Aluminium conductor steel reinforced (ACSR)
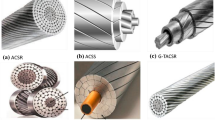
Aluminium conductor steel reinforced (ACSR) is the conventional and most versatile TC to date. Hesterlee et al. [18] noted that ACSR is the traditional transmission conductor that was developed in 1900. It is made up of galvanized steel core arranged in strands (Fig. 3) and encircled with layers of Al 1350-H19 wire. The steel core provides the mechanical support while the Al outer layer provides the electrical conductivity.

Image of aluminium conductor steel reinforced [19]
It is used in a long-distance crossing, such as long rivers and hills because of the inherent strength provided by the steel core. The current-carrying capacity (ampacity) of ACSR is about 600 A which is somewhat higher than that of AAAC which is about 550 A at 50 °C. However, the sag of ACSR is also high since steel has a high coefficient of thermal expansion (CTE). The steel core has a high density of 7.9 g/cm3 and this contributes to the high cost of reconductoring network grids with this conductor [14]. The following are the strengths of this TC over AAAC: (i) higher strength, (ii) higher operating temperature of 100 °C, (iii) utilized in long span crossing, (iv) higher ampacity of 600 A at 50 °C, and (v) it was developed to solve most of the limitations of AAAC. Limitations of ACSR include as follows: (i) the steel core is prone to corrosion, (ii) high density of steel core, (iii) high CTE (11.5 × 10−6 °C−1), and (iv) susceptible to sag at moderate load [20,21,22].
2.3 Aluminium conductor composite reinforced (ACCR)
ACCR was fabricated with the quest to invent a TC that will solve the challenges inherent in AAAC and ACSR. This conductor is most often referred to as high-temperature low sag (HTLS) conductor because of its inherent properties. It is made up of an outer layer of heat-resistant aluminium-zirconium (Al-Zr) wires and fibre-reinforced alumina core (Fig. 4). Strengths of ACCR include as follows: (i) alumina fibre core has a low CTE of 8.3 × 10−6 °C−1 which is lower than that of steel and Al, (ii) it operates at high temperature of about 210 °C, (iii) the CTE of the conductor is as low as 6 × 10−6 °C−1, (iv) at operating temperatures of 150–200 °C, its ampacity is in the range of 1500–1700 A, and (v) the densities of Al2O3 and Zr are low, and they are resistant to corrosion [21, 23, 24]. The following are some of the limitations of ACCR: (i) it sags at relatively high temperatures [25], (ii) the density of the core (3.0 g/cm3) is not as low as that of Al, thus requiring more tower supports, and (iii) Zr is not as affordable as Al.

Image of aluminium conductor composite reinforced [26]
2.4 Aluminium conductor composite core (ACCC)
Aluminium conductor composite core is another HTLS conductor developed to favourably replace conventional ACSR conductors. The core consists of a single piece of rod made of carbon/E-glass/epoxy composite which provides the mechanical support, and an outer conducting layer consists of fully annealed Al1350-O strands (Fig. 5). The conductor is fabricated via pultrusion process [27].

Image of aluminium conductor composite core [28]
Advantages of ACCC over other conductors include as follows: (i) its density is as low as 1.935 g/cm3, (ii) its CTE is as low as 1.6 × 10−6 °C−1, (iii) it is resistant to corrosion, (iv) it exhibits very low sag because of its low CTE, and (v) it has a high ampacity range of 1600–1800 A at the temperatures of 150–200 °C [29, 30]. Some limitations experienced in ACCC include as follows: (i) the C/E-glass core does not provide adequate mechanical support that can withstand ice, wind, and other critical loads and (ii) it was reported that the core degrades at temperature above 130 °C [25].
2.5 Aluminium conductor steel supported (ACSS)
Aluminium conductor steel supported (ACSS) was developed and fabricated by South Wire of GA, USA. Figure 6 shows the configuration of the conductor. It is made up of annealed aluminium 1350-O strands that make up the electrical conducting layers and strands of conventional steel that make up the inner core which provides the mechanical support [31]. Strengths of ACSS conductor include as follows: (i) very high operating temperature of 250 °C, (ii) its ampacity at 150–200 °C ranges from 1400 to 1550 A, and (iii) steel core provides high mechanical strength to support ice and wind loads. Limitations of ACSS include as follows: (i) the steel core is prone to corrosion, (ii) the density of ACSS is high due to the steel core, and (iii) the CTE is as high as 11.5 × 10−6 °C−1, so it experiences high sag.

Image of aluminium conductor steel supported [32]
2.6 Gap-type aluminium conductor steel reinforced (G-TACSR)
This is another type of HTLS conductor designed to operate at high temperatures. It was designed in such a way that a small gap exists between the central core made of steel and the electric conducting outer layer made of trapezoidal-shaped aluminium strands. Its operating temperature is 210 °C [33]. It is shown in Fig. 7. Advantages of G-TACSR include as follows: (i) it has a high operating temperature, (ii) high ampacity, and (iii) high strength to withstand ice and wind loads. Disadvantages include as follows: (i) steel core is prone to corrosion, (ii) its installation is more complex and labour demanding than ACSR, and (iii) the high density of steel undermines its affordability for reconductoring.

Image of gap-type aluminium conductor steel reinforced [34]
2.7 Zirconium-type aluminium conductor Invar steel reinforced (Z-TACIR)
Zirconium-type aluminium conductor Invar steel reinforced conductor was designed and fabricated by LS Cable of Korea [31]. Its configuration consists of a central core made of invar alloy (64% steel and 36% nickel). It can operate at a high temperature of 200 °C. Advantages of Z-TACIR include as follows: (i) high operating temperature, (ii) high ampacity, (iii) low CTE of 3.0 × 10−6 °C−1, and (iv) its ampacity at a temperature range of 150–200 °C is 1300–1500 A [19, 35]. Its weaknesses include as follows: (i) its tensile strength (1080 MPa) is 8% lower than galvanized steel used in ACSR. Figures 8 and 9 show the characteristic of existing transmission conductors.


Density and coefficient of thermal expansion of TCs [29]
From Fig. 8, ACCC possessed the highest ampacity across the whole operating temperature. This buttressed the fact that the ampacity of a conductor is a function of many factors. Even though AAAC had the least ampacity at 50 °C, its ampacity was higher than some other conductors like G-TACSR and Z-TACIR at elevated temperatures below its maximum operating temperature of 100 °C. What we are trying to establish is that material properties play a major role in the functionality and performance of conductors. Such essential properties include as follows: CTE, thermal conductivity, electrical conductivity, corrosion resistance, density, and strength. It can be seen from Fig. 9 that ACCC has very low CTE and low density which may have contributed to its high ampacity.
3 Performance impediments in transmission conductors
Several challenges are ravaging the optimal functionality of transmission conductors. Accordingly, Zainuddin et al. [29] posited that grid overload, wildfire, lightning, harsh meteorological conditions, and short-circuiting are most of the factors militating against a conductor’s efficiency.
Grid overload occurs when excessive voltage passes across a transmission line culminating in grid distortion and eventual collapse. Most often, grid overload is the cause of erratic power supply. It was discovered that too much demand for electricity occasioned by swift population explosion and increase in economic growth were the causes of grid overload [37]. To battle this challenge, new materials with high thermal stability and electrical conductivity should be used in the development of TC to withstand the elevated temperature occasioned by increased load during peak hours. Alloying Al with such materials like graphene, CNTs, SiC, TiC, and BN that possess high melting temperature, robust thermal conductivity, and minute CTE is one of the ways of developing improved TC which can withstand excessive high temperatures caused by grid overload [9, 21].
Wildfire damages TCs. Oftentimes, aggressive wind velocity and dry wind cause explosive bush burning which has caused many network failures in sub-Saharan Africa, California, and Australia [38]. Wildfire is caused by natural and human activities. Natural causes of wildfires are not easily controlled because they are caused by harsh climate change. Transmission conductors attacked by wildfire are heavily damaged since flame heat goes up to the range of 1000–1200 °C, thereby impeding their optimal performance [39, 40]. Excessive and long-term attacks of TCs by wildfire can cause a rise of line temperature by 50%. This results in untimely ageing of the TC. Aged metals, including TCs, exhibit reduced ultimate tensile strength, diminished hardness, and increased insulation because of the precipitated second phase, deteriorated thermal properties, and accelerated corrosion. An attack on these properties’ snowballs into depreciation of the conductor’s ampacity, robustness, and longevity. The effects of wildfire can be reduced by introducing fire retardant reinforcements to composite conductor materials. This will increase the breakdown temperatures of TCs.
Lightning causes heavy havoc on TCs. A single attack of lightning on the transmission grid can produce a stroke current of about 200,000 A. If for instance the strike produced only 40,000 A of current, a temperature of 30 kK, and energy of 39550 J/ohm will be produced [41, 42]. Then imagine if it is 200,000 A that was induced by the lightning. The damage will be very devastating as can be seen in Fig. 10. Conductors attacked by lightning can never be the same again in terms of performance. As the lightning strikes the line conductor, the current due to the lightning will add up to the normal line current. The uppermost part of the outer layer gets the major brunt of the attack as seen in Fig. 10. In some cases, the whole line will get gutted by the heat induced by the combination of line current and lightning current [43]. Research has revealed that the level of temperature rise as a result of lightning is dependent on two factors including: the type of conductor material and the size of the conductor. When the conductor is made of material with high thermal conductivity, it will withstand more lightning effects than the one with low thermal conductivity. On the other hand, a conductor with a smaller area experiences higher temperature rise than that with a larger area [44].

Outer layer of conductor damaged by lightning
It is because of this that the telecommunication lines attacked by the same lightning gets damaged more than the transmission lines that received the same attack as the cross-sectional area of the telecommunication lines is smaller than that of TC line. Lightning induces premature ageing on the TC lines. Unfortunately, ageing depreciates conductor efficiency and promotes voltage drop on the grid. To offset this challenge, materials with high thermal conductivities are encouraged to be alloyed into an Al matrix to enhance the swift conduction of heat away from the grid. Some of the materials with high thermal conductivities include CNTs and TiC [21, 45, 46].
Harsh meteorological conditions induce excessive contraction and expansion of conductors during temperature fluxes. During ordinary meteorological conditions, heat is readily conducted away to prevent destructive heat accumulation and temperature rise in the TC. But in harsh meteorological conditions, the temperature of the conductor increases to the extent of initiating premature ageing of the conductor. Normally, in the summer or dry season, air conditioners and other electrical appliances are put into maximum use; and this increases the power demand in the grid which subsequently induces creep and other thermal issues. But in winter or wet season, power requirement goes down and this induces TC line contraction which subsequently induces undue thermal stress too [47, 48]. Therefore, both the wet and the dry seasons or winter and summer have their peculiar negative impacts. Hence, improved materials that are resistant to excessive expansion and contraction of the TC network are advocated for. More so, high wind speed induces swift cooling of heated transmission conductors [49]. Windy ambient is more benign to transmission grids than humid ambient. Also of paramount importance is the direction of the wind [50]. The wind direction perpendicular to the periphery of the conductor has a higher cooling effect than the wind direction parallel to the surface. Therefore, TC’s type to be used in an area should consider the approach of wind to the grid. So, in summary, TC’s temperature is negatively affected by the following factors: high solar radiation, high ambient temperatures, low wind speed, and parallel wind direction to the conductor surface.
Meanwhile, short-circuiting is another impediment witnessed in the TC grid. It occurs when a current which cannot be contained by a conductor travels through it. It is most often instigated by unforeseen mishaps, failure of infrastructure, collapse of the insulating devices, bridging of close-by conductors, etc. This challenge can culminate in a total breakdown of the transmission grid, the detonation of the cable, or explosive fire outbreak because the combination of current from the nearby transmission lines would overheat the grid. It was revealed that most bird cage defect experienced in transmission grids is caused by short-circuiting [51]. The over-heating propensity of the transmission grid affected by short-circuiting was investigated by Soulinaris et al. [52] and it was observed that temperature rises up to 50%, and this rise can burn down conventional conductors like ACSR and AAAC which does have high thermal stability. The presence of fault currents of the magnitude of 10,000 A in the grid brings about short circuit as well. Normally, this abnormality occurs when a large current is transmitted to a high-voltage transformer which in turn generates too excessive current [53, 54]. To ameliorate the hazards of short-circuiting, high-temperature low sag (HTLS) conductors like ACCR and ACCC which can withstand a temperature of over 200 °C (Figs. 8 and 9) are recommended for application on the grid. Nanomaterials that can withstand high temperatures like BN or graphene are equally recommended for the development of conductors that can withstand short-circuiting.
4 Materials for future transmission conductors, processing challenges, and possible remedies
Research shows that all the limitations experienced in the transmission grid that hamper the optimal functioning and maximum efficiency of transmission conductors manifest majorly in excessively high temperatures. This excessive increase in the temperature instigates one or more problems of creep failure, fatigue, and ageing. It can thus be postulated that the solution to most of the challenges and limitations in the utility grid can be achieved through materials development. For instance, conductors developed with flame-retardant nanomaterials can withstand high flame temperatures emanating from wildfire. Creep-resistant nanomaterials which can be incorporated into the conductor will bequeath it with the creep-resistant property. Developing robust conductors with refractory nanomaterials like graphene, BN, and CNTs will enable such conductors to conduct excessive heat generated by lightning swiftly at the instance of such mishap. New nanomaterials with little to zero coefficient of thermal expansion, when used in the development of conductor material, will enable such conductors to expand less during the summer or dry season and contract less during the winter or wet season. When the expansion and contraction are thus very minute, sag occurrence will be minimal. The authors clarified earlier the reasons behind the acceptability of Al-based conductors more than Cu-based conductors. Therefore, this section will dwell on possible Al-based composite materials that would perform better than the existing TC materials in the future grid. Some Al composites that can perform more robustly in transmission conductors are discussed in Section 4.1.
4.1 Robust materials for future transmission conductors
-
1.
Al-CNTs: Carbon nanotubes (CNTs) have an excellent thermal conductivity of 4000 Wm−1 K−1, the gigantic elastic modulus of 1 TP, and very low coefficient of thermal expansion of almost zero together with a low density of 1.7 g/cm3. These prominent properties of CNTs are readily bequeathed on Al alloy when it is reinforced with it. The report has it that during the synthesis of Al-CNT composite, thermal mismatch is one of its strengthening mechanisms since the two materials have a wide difference in their CTEs [55]. It was reported that CNTs not only improve the mechanical strength of Al alloy but also improve the tribology [56, 57], corrosion [58, 59], thermal, and electrical conductivities [60] of the Al matrix. Kumar et al. [61] studied the effect of CNTs reinforcement on Al alloy. It was discovered that the hardness was elevated together with the corrosion resistance. In another study, it was observed that the tensile strength increased by 129% with the addition of 5 vol% CNTs to Al alloy [62]. He et al. [63] recorded an increase in tensile strength by 184% and hardness by 333% when Al alloy was reinforced with 6.5 vol% CNTs. In a study to investigate the effect of CNT reinforcement on Al alloy, Ujah et al. [64] reported a decrease in corrosion rate by 46% in NaCl solution and 47% in H2SO4 solution by the addition of 4 wt% CNTs in Al alloy. Improvement of tribological, electrical, and thermal properties of Al using CNT reinforcement was investigated in another study. The coefficient of friction got reduced by 52%, wear volume decreased by 23%, thermal conductivity increased by 35%, and electrical conductivity improved by 2% [65]. So, it is logical to state that Al-CNT composite is a prospective robust material for the development of high-performing transmission conductors going by all the aforementioned characteristics.
-
2.
Al-BN: Boron nitride (BN) is a refractory ceramic with high thermal stability and good mechanical characteristics (one of the stiffest materials besides diamond). Among other properties, it has high thermal conductivity (740 Wm−1 K−1), low CTE (2.7 × 10−6 K−1), high thermal shock absorber, transparent to microwaves, non-toxic, readily machinable, non-abrasive, resistant to chemical attack, and cannot be wetted by most molten metals [66]. It is because of its excellent properties that researchers found it imperative to reinforce Al with BN. Many authors have reported improvements in Al alloy when reinforced with BN in mechanical, thermal, tribology, and corrosion characteristics. Firestein et al. [67] obtained the following results in such a study. Tensile strength increased by 75%, yield strength increased by 190%, followed by considerable plastic deformation when 4.5 wt% BN was added to the Al matrix. The addition of 4 wt% BN to Al alloy by Gostariani et al. [68] generated an increase in tensile strength from 212 to 333 MPa and elevation of hardness by 90%. When 5 wt% BN was added to Al matrix and processed via powder metallurgy, the ultimate tensile strength increased by 130%. However, when the weight percent of BN was reduced to 4.5, the improvement was reduced to 50% [67, 69]. All these are evidence that Al-BN is a prospective robust material for the development of twenty-first century high-voltage TC.
-
3.
Al-TiC: Titanium carbide (TiC) or cermet is a ceramic notable for enhancing the properties of most metal alloys. When TiC is incorporated into Al alloy, its thermal, mechanical, tribological, and corrosion properties are usually improved. Raviraj et al. [70] researched the effect of TiC addition on Al alloy. The authors observed that when 5 wt% TiC was incorporated into the Al matrix, the following improvements were recorded. The yield stress increased by 88%, elastic modulus increased by 21.6%, hardness increased by 20.3%, and elongation increased by 52.4%. Subsequently, Bauri et al. [71] studied the effect of TiC reinforcement on the Al matrix when the composite was consolidated with double-pass friction stir processing (FSP). The authors observed that the ultimate tensile strength increased by 40% while the hardness increased by 52.6%. The addition of 7.5 wt% TiC into the Al matrix improved the composite’s tribology wholesomely [72]. The yield stress, ultimate tensile strength, and elongation of Al-0.5 wt% TiC composite were increased by 117.3%, 40%, and 81.3%, respectively [73]. Since the deficiencies of monolithic Al alloy are readily augmented by TiC, the development of high-performing TC with Al-TiC composite is not only resourceful but timely.
-
4.
Al-SiC: silicon carbide (SiC) is a ceramic notable for its high electrical, mechanical, and thermal properties. Hence, reinforcing Al alloy with SiC not only improves its electrical properties but that of its thermal and mechanical properties. Porter and Davis [74] reported that SiC possesses excellent thermal properties (high thermal conductivity and low CTE) and excellent electrical conductivity. In research to investigate the effect of SiC reinforcement on the Al matrix, the incorporation of 5 wt% SiC into the Al matrix enhanced the microhardness by 32%, wear resistance by 40%, and COF by 6% [75]. Kamrani et al. [76] added 7 vol.%SiC to the Al matrix. An increase in yield strength by 64%, an increase in compressive strength by 48.3%, and an increase in microhardness by 90.4% were achieved. More so, Yaghobizadeh et al. [77], in their experiment, reinforced the Al matrix with 18 wt% SiC and obtained the following improvements: ultimate tensile strength (90%), hardness (31.6%), tensile strength (71.4%), and compressive strength (42.9%). These showcased characteristics of Al-SiC composite are the reason why it is being projected as a potential TC material in the coming century.
-
5.
Al-B4C: Boron carbide (B4C) is regarded as one of the stiffest ceramics just below diamond and cubic boron nitride. Its prospective application in the development of robust transmission conductors is because it has high strength with a low density of 2.52 g/cm3. Boron carbide possesses a covalent bond and exhibits a high melting temperature of 2427 °C which makes it stand out for high-temperature application. Its high Vickers hardness of 3770 HV, excellent toughness, and good fatigue resistance make it good for strength-demanding applications [78]. A lot of researchers have investigated thoroughly the effect of B4C addition to Al alloy. Tayebi et al. [79] in their study used a hot pressing method to consolidate Al-25%B4C. The presence of B4C reinforcement lowered the CTE of the composite to 8 ppm/°C. This property makes it a good material for heat sinks and high-voltage conductor. In another study, the microhardness and tensile strength of Al-B4C increased by 1.1 and 1.2 times higher than that of monolithic Al alloy [80]. From the literature, the addition of B4C reinforcement into Al alloy decreased the CTE, reduced the wear volume, increased wear resistance, increased the hardness, enhanced the fracture toughness, and all the strength of the resulting composite [81, 82]. Therefore, it is imperative to develop and characterize this composite further and ascertain its applicability in high-voltage transmission conductors.
-
6.
Al-TiN: Titanium nitride (TiN) is a widely used ceramic due to its hands-on properties such as top-notch hardness, high corrosion resistance, excellent heat resistance, and impressive wear resistance [83, 84]. Due to the excellent properties exhibited by TiN, a lot of research has been conducted on it. Some of them are discussed as follows. Hashemi and Hussain [85] studied the tribological characteristics of TiN-reinforced Al alloy. Using a friction stir processing (FSP) technique to consolidate the Al-TiN composite, the authors observed that its wear resistance increased by 60% while the friction coefficient reduced by 45% as compared to the unreinforced Al alloy. The improvement was attributed to the high hardness and grain refinement impacted on the composite by the TiN. Kgoete et al. [86] worked on the thermal improvement of Ti6Al4V using TiN reinforcement. The composite was consolidated with spark plasma sintering. It was observed after characterization that the oxidation resistance increased considerably with the addition of TiN reinforcement. There was a formation of thin film on the surface of the material which prevented thermal decomposition of the composite at high temperature. Thermal oxidation of the composite at high temperatures resulted in the increment of surface hardness from 601.49 to 838.24 HV due to the formation of a tough and fracture resistant oxide layer. It was equally discovered that the addition of TiN on metal matrices improves the corrosion properties of the composites. It was reported that the incorporation of 5 wt% TiN into Ti6Al4V matrix improved the polarization resistance of the composite from 989 to 6210 Ω, and reduced the corrosion rate from 0.99 to 0.14 mm/year. The TiN reinforcement equally increased the hardness from 300 to 700 HV [87]. From the properties exhibited by TiN reinforcement, TiN is a prospective material for the development of robust high-voltage transmission conductors.
-
7.
Al-TiB2: Titanium diboride (TiB2) is an exceptionally hard ceramic with apt heat conductivity, high oxidation resistance with excellent wear resistance. Its high electrical conductivity endears it for use in the development of electrical conductors such as cathode material in aluminium smelting and electrical discharge machining [88, 89]. Hence, it can be applied in high-voltage transmission conductors when dispersed on an Al matrix. However, the wider application of this ceramic is limited by economic factors, especially the cost of densifying a material with such a high melting temperature [90]. However, the discovery of modern consolidation/densification techniques like SPS has made this less of a problem. Research on the effect of TiB2 reinforcement on Al alloy has been reported widely in recent times. An increase in ultimate tensile strength and yield strength by 61% and 67% respectively was recorded when 12 wt% TiB2 was added to Al alloy. The fracture exhibited by the composite was a mixed brittle-ductile fracture due to the presence of the hard reinforcing phase of TiB2 [91]. Tee et al. [92] used a stir casting technique to fabricate Al-TiB2. The authors discovered that the wear loss decreased when the volume fraction of the reinforcement increased. By incorporating 4 wt% TiB2 into an Al matrix, it was observed that the tensile strength increased to 135 MPa while the percentage elongation increased to 12.5 also; the wear resistance got elevated too [93]. So, as the properties of Al reinforced with TiB2 is very enticing and robust, it is recommended that this composite will perform creditably in high-voltage transmission conductor.
-
8.
Al-Graphene: Graphene is an allotrope of carbon made of one-layered (2-D) carbon atoms consisting of a hexagonal lattice configuration. It is notably popular for its high toughness, high flexibility, extremely lightweight, with high resistance to shock and abrasion. Research shows that graphene is 200 times more resistant to indentation and shock than steel, and five times less dense than aluminium. It is because of these properties that graphene is applied in energy, structures, construction, electronic, and electrical sectors [94]. The light weight of graphene, high strength, and high thermal/electrical properties have made it a research focus of many authors. Studies on the effect of graphene addition on the properties of Al alloy have been undertaken by many researchers. An increase in elastic modulus by 45%, tensile strength by 52%, and a reduction of density by 11% were recorded when 2 wt% graphene was used to reinforce the Al matrix [94]. Graphene has been associated with the capability of inducing grain refinement and active load transfer. It was these characteristics that Niteesh Kumar et al. [95] opined were responsible for an increase in Vickers hardness from 35 to 74 VHN, yield strength from 145 to 265 MPa, ultimate tensile strength from 185 to 270 MPa, and a reduction of elongation from 15 to 13% when 1 wt% graphene was dispersed on Al matrix. When mechanical milling of the powders was undertaken before the consolidation of the Al-graphene composite, a record achievement of a 105% increase in hardness and 85% increase in compressive yield strength was obtained [96]. Besides load transfer and grain refinement strengthening, Orowan strengthening was responsible for hardness increase of 115.1% when Al-1 wt% graphene was consolidated via mechanical milling [97]. When the graphene layer is embedded systematically to form a network of pristine-Al/Gr/pristine-Al structure, an electrical conductivity that is 70 times higher than the conductivity of the Al matrix is achieved [98]. These enumerated characteristics of Al-graphene composite form the basis for projecting it as a substantial robust material for the development of new-generation TC.
-
9.
Al-Si3N4: Silicon nitride (Si3N4) is another important ceramic with high oxidation resistance, high thermal stability, low thermal expansion coefficient, high fracture toughness, and high strength required for structural application [99]. The excellent compressive and yield strengths of Si3N4 have been a major pointer in its use in engineering applications. This was observed by Senel et al. [100] who carried out a comparative study of Al-SiC and Al-Si3N4. The authors discovered that SiC improved hardness more while Si3N4 performed better in the compressive strength of the composite. Since Si3N4 is a good electric insulator, with the resistivity of about 1015 Ω cm, but has high thermal stability (very low CTE), with good compressive strength, it is a good material for conductor core. The characteristic requirement of the conductor core is high strength and low CTE. It is the core that provides the TC system with mechanical support and thermal stability. In a quest to establish the properties inherent in Al reinforced with Si3N4 reinforcement, Mohanavel et al. [101] studied the mechanical and tribological properties of Al alloy reinforced with Si3N4. The following improvements were recorded when 3 wt% Si3N4 was incorporated into the Al matrix. Microhardness increased from 67 to 94 VHN; tensile strength increased by 57.89%; wear rate decreased substantially; mode of wear was abrasive as against adhesive wear mode of Al alloy; and the fracture experienced was brittle-ductile fracture. So, Si3N4 not only improved the mechanical properties of the alloy but also enhanced the tribological properties. In a similar study, microwave sintering was used in consolidating Al-3wt% Si3N4. The authors observed the differences between the properties of monolithic Al alloy and Si3N4-reinforced Al alloy as follows: ultimate compressive strength increased from 305 ± 3 to 364 ± 2 MPa; microhardness increased from 38 ± 3 to 77 ± 2 HV; and yield strength increased from 70 ± 4 to 127 ± 4 MPa [102]. It is because of these observed properties of Al-Si3N4 composite that it is being projected as TC core material for the next generation.
4.2 Material processing challenges and possible remedies
-
I.
Non-homogenous dispersion of reinforcement on Al matrix: It is very common to observe agglomeration of reinforcements in the microstructure when an Al matrix is reinforced with CNTs or graphene. These two materials are very difficult to disperse because of their long aspect ratios and poor wettability due to high chemical inertness. So, the fabrication of Al-CNTs or Al-graphene composites suffers high agglomeration that leads to inhomogeneous microstructure, the evolution of micropores, and depreciation of prospective properties. To reduce their agglomeration, several practices are recommended: (a) high-energy ball milling of the composite powder before heat treatment can enhance homogenous dispersion. (b) Ultrasonication can help in the disentanglement of CNTs or graphene and increase their homogenous dispersion. (c) Functionalization of CNTs or graphene will help in the dispersion of CNTs [103,104,105].
-
II.
Chemical stability of CNTs and graphene in Al matrix: Pristine CNTs are very unreactive with most metals, especially Al. So, this makes their bonding very weak, and prospective properties fall below average. To ameliorate this challenge, it is recommended that they are functionalized to introduce moieties, carboxylic acid or hydroxyl groups which help as the reaction sites for any material they are introduced to [106, 107].
-
III.
High production cost: The cost of producing CNTs, graphene, and most nanomaterials is still very exorbitant. So, the development of future transmission conductors with these materials is not yet cost-effective. To remedy this situation, sustainable production of CNTs from biowastes is highly recommended.
-
IV.
Evolution of detrimental intermetallic phase during the production of Al-TiN composite: Processing of Al-TiN via sintering or heat treatment in any form leads to the evolution of TiAl3 intermetallic compounds [108]. Close contact of Al with TiN during processing leads to the formation of this intermetallic phase which has a high melting point but is very brittle, and leads to the deterioration of mechanical, electrical, thermal, and tribological properties of the composite [109]. To remedy this challenge, the addition of remedial elements like silicon is recommended. This will help in forming a stable compound with Ti and obstruct a reaction between Al and TiN. Another method is by using two step sintering routes where the TiN powder is sintered at a low temperature that does not favour the formation of the intermetallic, then followed by sintering the Al matrix at a high temperature and bonding them together thereafter.
-
V.
Poor wettability of B4C in Al matrix: The production of Al-B4C composite for high power transmission is challenged by low wetting out of B4C reinforcement in the Al matrix. This is occasioned by the high surface energy of the reinforcement [110]. The poor wettability leads to poor metallurgical bonding of the two materials. Hence, the composite lacks superior mechanical, electrical, and thermal properties requisite of robust conductor. The process that can remedy this challenge is the use of surface treatment such as plasma spraying, chemical vapour deposition, and sol–gel methods. By adopting these methods, the wettability as well as bonding of the two materials will be improved.
5 Conclusion and recommendation
A study of high-voltage conductors has been successfully conducted and the following conclusions have been drawn:
-
1.
Among all the studied conductors, ACCC has the highest ampacity followed by ACCR. However, ACCC is still ravaged by low strength while ACCR is challenged by relatively high CTE.
-
2.
Al-based conductors are preferably used in overhead conductors instead of Cu-based conductors because of cost, availability, and density.
-
3.
The existing transmission conductors are challenged by a number of natural and artificial hazards like wildfire, lightning, and short circuit. To solve these challenges, new robust materials are proposed as the better replacement for the existing TCs.
-
4.
Al-based composites of CNTs, BN, graphene, TiC, and Si3N4 are projected as better replacements for HTLS conductors for future grids.
-
5.
Fire retardant reinforcements should be incorporated into conductor materials to ameliorate the effects of lightning and bush fire.
-
6.
Al-CNTs and Al-graphene composites are challenged by agglomeration during processing. So, it was advised to disperse them with high-energy ball milling before sintering. Al-TiN composite is prone to generating a TiAl3 intermetallic phase which is deleterious to the mechanical properties of the composite. So, it was advised that two-step sintering should be adopted for producing the composite.
-
7.
The production of Al-B4C composite for high-power transmission is challenged by low wetting out of B4C reinforcement in the Al matrix which leads to weak metallurgical bonding of the composite. The process that can remedy this challenge is the use of surface treatment such as plasma spraying, chemical vapour deposition, and sol–gel methods.
-
8.
It is recommended that the new materials projected for future TCs should be fabricated, drawn into wire, and test run to verify their prospects in replacing the existing conductors.
Data availability
There is no generated data associated with this study.
References
Evans A, Strezov V, Evans TJ (2022) Sustainability in power generation technologies. Elsevier Publishers
Bessel V et al (2020) Sustainable transformation of the global energy system: natural gas in focus. in IOP Conference Series: Earth and Environmental Science. IOP Publishing.
Zhang Z et al (2022) Electricity generation from water evaporation through highly conductive carbonized wood with abundant hydroxyls. Sustain Energy Fuels 6(9):2249–2255
James FA (2017) Michael Faraday and lighthouses. In The Golden Age, Routledge, pp 92-104
Rudervall R, Charpentier J, Sharma R (2000) High voltage direct current (HVDC) transmission systems technology review paper. Energy Week 2000:1–19
Wang P et al (2013) Harmonizing AC and DC: A hybrid AC/DC future grid solution. IEEE Power Energ Mag 11(3):76–83
Lefebvre CM (2007) Electric power generation, transmission, and efficiency. Nova Publishers
Islam MR, Guo Y, Zhu J (2014) A multilevel medium-voltage inverter for step-up-transformer-less grid connection of photovoltaic power plants. IEEE journal of photovoltaics 4(3):881–889
Ujah C, Popoola A, Popoola O (2022) Review on materials applied in electric transmission conductors. J Mater Sci 57:1581–1598
Research IfE (2019) Electricity transmission. https://www.instituteforenergyresearch.org/electricity-transmission. Accessed 2/4/2019
Reed L et al (2015) A rechargeable aluminum-ion battery utilizing a copper hexacyanoferrate cathode in an organic electrolyte. Chem Commun 51(76):14397–14400
Olivares-Galván J et al (2010) Selection of copper against aluminium windings for distribution transformers. IET Electr Power Appl 4(6):474–485
Lequien F et al (2021) Characterization of an aluminum conductor steel reinforced (ACSR) after 60 years of operation. Eng Fail Anal 120:105039
Alawar A, Bosze EJ, Nutt SR (2005) A composite core conductor for low sag at high temperatures. IEEE Trans Power Delivery 20(3):2193–2199
Research (2023) Electricity generation. https://www.shutterstock.com/search/electricity-generation. Accessed 26 May 2023
Mohtar SN, Jamal N, Sulaiman M (2004) Analysis of all aluminum conductor (AAC) and all aluminum alloy conductor (AAAC). in 2004 IEEE Region 10 Conference TENCON 2004. IEEE
Research (2023) AAAC. https://www.houwire.com/aac-all-aluminum-conductor/#:~:text=All%20Aluminum%20Conductor-,This%20wire%20is%20suitable%20for%20use%20in%20spans%20on%20wood,utilization%20voltages%20on%20private%20premises. Accessed 21 May 2023
Hesterlee JM, Sanders ET, Thrash FR (1996) Bare overhead transmission and distribution conductor design overview. IEEE Trans Ind Appl 32(3):709–713
Thrash Jr FR (2014) Transmission conductors–a review of the design and selection criteria. Technical Support Article, Southwire Company. https://www.southwire.com/support/TransmissionConductoraReviewOfTheDesignandSelectionCriteria.htm. Accessed 9/8/2014
Fayomi O, Aigbodion V, Abdulwahab M (2016) Surface modification, strengthening effect and electrochemical comparative study of Zn-Al 2 O 3-CeO 3 and Zn-TiO 2-CeO 3 coating on mild steel. Int J Adv Manuf Technol 85(5–8):1419–1427
Ujah CO et al (2022) Advanced composite materials: a panacea for improved electricity transmission. Appl Sci 12(16):8291
Håkansson E, Predecki P, Kumosa MS (2015) Galvanic corrosion of high temperature low sag aluminum conductor composite core and conventional aluminum conductor steel reinforced overhead high voltage conductors. IEEE Trans Reliab 64(3):928–934
Harvey JR (1972) Effect of elevated temperature operation on the strength of aluminum conductors. IEEE Trans Power Appar Syst 5:1769–1772
Morgan VT (1996) Effect of elevated temperature operation on the tensile strength of overhead conductors. IEEE Trans Power Delivery 11(1):345–352
Banerjee K (2014) Making the case for high temperature low sag (HTLS) overhead transmission line conductors. Arizona State University, Published by ProQuest LLC (2014)
Research (2023) 3M Wire. https://m.zmscable.com/new/3M-company-completed-its-first-ACCR-compound-aluminum-conductor-field-testing. Accessed 22 May 2023
Lobry J, Guery D (2012) Theoretical study of dielectric breakdown in a new composite core HTLS conductor. IEEE Trans Power Delivery 27(4):1862–1867
Research (2023) KV Cable. https://kvcable.com/products/htls-conductor-cable/accc-conductor-cable/. Accessed 22 May 2023
Zainuddin NM et al (2020) Review of thermal stress and condition monitoring technologies for overhead transmission lines: issues and challenges. IEEE Access 8:120053–120081
Pon C (2004) High temperature–sag characterization test on 1020 kcmil ACCC/TW conductor for composite technology corporation. Kenectrics North America Inc. Report No.: K-422024-RC-0003-R00
Thrash F (2001) ACSS/TW-an improved high temperature conductor for upgrading existing lines or new construction, in 2001 Power Engineering Society Summer Meeting. Conference Proceedings (Cat. No. 01CH37262). IEEE
Research (2023) ACSS conductor. https://www.powerandcables.com/product/product-category/acss/. Accessed 22/05/2023
Kotaka S et al (2000) Applications of gap-type small-sag conductors for overhead transmission lines. Sei Technical Review-English Edition-, pp 64–72
Research (2023) G-TACSR. https://www.deangeliprodotti.com/en/products/gap-type/. Accessed 22 May 2023
Klagkou K et al (2003) Approaches towards the automated interpretation and prediction of electrospray tandem mass spectra of non-peptidic combinatorial compounds. Rapid Commun Mass Spectrom 17(11):1163–1168
Ujah CO, Kallon DVV, Aigbodion VS (2022) Overview of electricity transmission conductors: challenges and remedies. Materials 15(22):8094
Chen Y-T (2017) The factors affecting electricity consumption and the consumption characteristics in the residential sector—a case example of Taiwan. Sustainability 9(8):1484
Mitchell JW (2013) Power line failures and catastrophic wildfires under extreme weather conditions. Eng Fail Anal 35:726–735
Guo Y et al (2018) Determination of the power transmission line ageing failure probability due to the impact of forest fire. IET Gener Transm Distrib 12(16):3812–3819
Anagnostatos SD et al (2011) High-voltage lines in fire environment. IEEE Trans Power Delivery 26(3):2053–2054
Cigre W (2013) C4. 407, Lightning parameters for engineering applications, CIGRE, Paris, France, Tech. Brouchre-549
Abdelal G, Murphy A (2014) Nonlinear numerical modelling of lightning strike effect on composite panels with temperature dependent material properties. Compos Struct 109:268–278
Takami J, Narita T, Okabe S (2002) Characteristics of direct lightning strokes to phase conductors on UHV designed transmission lines. IEEJ Trans Power Energy 122(3):436–441
Lönnermark A, Ingason H (2007) The effect of cross-sectional area and air velocity on the conditions in a tunnel during a fire. SP Technical Research Institute of Sweden 2007:05
Malaki M et al (2019) Advanced metal matrix nanocomposites. Metals 9(3):330
Paisios M, Karagiannopoulos C, Bourkas P (2008) Estimation of the temperature rise in cylindrical conductors subjected to heavy 10/350 μs lightning current impulses. Electric Power Syst Res 78(1):80–87
Heckenbergerova J, Musilek P, Filimonenkov K (2011) Assessment of seasonal static thermal ratings of overhead transmission conductors. In: 2011 IEEE Power and Energy Society General Meeting. Held at Detroit, MI, USA, pp 1–8
Bartos M et al (2016) Impacts of rising air temperatures on electric transmission ampacity and peak electricity load in the United States. Environ Res Lett 11(11):114008
Fernandez E et al (2016) Review of dynamic line rating systems for wind power integration. Renew Sustain Energy Rev 53:80–92
Douglass D et al (2014) Real-time overhead transmission-line monitoring for dynamic rating. IEEE Trans Power Delivery 31(3):921–927
Ghannoum E (2017) Structural and mechanical design. In Overhead lines, Springer, pp 191–276
Soulinaris G et al (2014) Evaluation of the thermal stresses and dielectric phenomena in the investigation of the causes of wildfires involving distribution power lines. Electr Power Syst Res 117:76–83
Yumurtaci M et al (2016) Classification of short-circuit faults in high-voltage energy transmission line using energy of instantaneous active power components-based common vector approach. Turk J Electr Eng Comput Sci 24(3):1901–1915
Huang N et al (2017) Short-circuit fault detection and classification using empirical wavelet transform and local energy for electric transmission line. Sensors 17(9):2133
Chen B et al (2017) Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater 140:317–325
Ujah CO, Kallon DVV, Aigbodion VS (2023) Tribological properties of CNTs-reinforced nano composite materials. Lubricants 11(3):95
Sharma A et al (2019) Surface modification of Al6061-SiC surface composite through impregnation of graphene, graphite & carbon nanotubes via FSP: a tribological study. Surf Coat Technol 368:175–191
Popov VV et al (2021) Corrosion resistance of Al–CNT metal matrix composites. Materials 14(13):3530
Ujah C et al (2019) Enhanced mechanical, electrical and corrosion characteristics of Al-CNTs-Nb composite processed via spark plasma sintering for conductor core. J Compos Mater 53(26-27):3775–3786
Wang Z et al (2015) Enhanced dielectric properties and thermal conductivity of Al/CNTs/PVDF ternary composites. J Reinf Plast Compos 34(14):1126–1135
Samuel Ratna Kumar P, Robinson Smart D, John Alexis S (2017) Corrosion behaviour of aluminium metal matrix reinforced with multi-wall carbon nanotube. J Asian Ceram Soc 5(1):71–75
Chunfeng D et al (2007) Fabrication of aluminum matrix composite reinforced with carbon nanotubes. Rare Met 26(5):450–455
He C et al (2007) An approach to obtaining homogeneously dispersed carbon nanotubes in Al powders for preparing reinforced Al-matrix composites. Adv Mater 19(8):1128–1132
Ujah C et al (2020) Influence of CNTs addition on the mechanical, microstructural, and corrosion properties of Al alloy using spark plasma sintering technique. Int J Adv Manuf Technol 106(7):2961–2969
Ujah C et al (2019) Enhanced tribology, thermal and electrical properties of Al-CNT composite processed via spark plasma sintering for transmission conductor. J Mater Sci 54(22):14064–14073
Ertug B (2013) Sintering applications. BoD–Books on Demand
Firestein KL et al (2015) Fabrication, characterization, and mechanical properties of spark plasma sintered Al–BN nanoparticle composites. Mater Sci Eng, A 642:104–112
Gostariani R et al (2018) Mechanical properties of Al/BN nanocomposites fabricated by planetary ball milling and conventional hot extrusion. Acta Metall Sin (Engl Lett) 31(3):245–253
Firestein K et al (2017) High-strength aluminum-based composites reinforced with BN, AlB2 and AlN particles fabricated via reactive spark plasma sintering of Al-BN powder mixtures. Mater Sci Eng, A 681:1–9
Raviraj M, Sharanprabhu C, Mohankumar G (2014) Experimental analysis on processing and properties of Al-TiC metal matrix composites. Proc Mater Sci 5:2032–2038
Bauri R, Yadav D, Suhas G (2011) Effect of friction stir processing (FSP) on microstructure and properties of Al–TiC in situ composite. Mater Sci Eng, A 528(13–14):4732–4739
Agrawal E, Tungikar V (2020) Study on tribological properties of Al-TiC composites by Taguchi method. Mater Today: Proceedings 26:2242–2247
Wang Z et al (2019) Effect of TiC content on the microstructure, texture and mechanical properties of 1060/Al–TiC/1060 laminated composites. J Alloy Compd 806:788–797
Porter LM, Davis RF (1995) A critical review of ohmic and rectifying contacts for silicon carbide. Mater Sci Eng, B 34(2–3):83–105
Shaikh MBN et al (2020) Effect of sintering techniques on microstructural, mechanical and tribological properties of Al-SiC composites. Surfaces Interfaces 20:100598
Kamrani S et al (2010) Effect of reinforcement volume fraction on the mechanical properties of Al—SiC nanocomposites produced by mechanical alloying and consolidation. J Compos Mater 44(3):313–326
Yaghobizadeh O et al (2019) Development of the properties of Al/SiC nano-composite fabricated by stir cast method by means of coating SiC particles with Al. SILICON 11(2):643–649
Crouch I et al (2017) Glasses and ceramics. In The science of armour materials, Elsevier, pp 331-393
Tayebi M, Jozdani M, Mirhadi M (2019) Thermal expansion behavior of Al–B4C composites by powder metallurgy. J Alloy Compd 809:151753
Alizadeh M, Paydar M, Jazi FS (2013) Structural evaluation and mechanical properties of nanostructured Al/B4C composite fabricated by ARB process. Compos B Eng 44(1):339–343
Ibrahim M et al (2014) Mechanical properties and fracture of Al–15 vol.-% B4C based metal matrix composites. Int J Cast Metals Res 27(1):7–14
Nirala A et al (2020) A comprehensive review on mechanical properties of Al-B4C stir casting fabricated composite. Mater Today: Proceedings 21:1432–1435
Cyster L et al (2002) The effect of surface chemistry and structure of titanium nitride (TiN) films on primary hippocampal cells. Biomol Eng 19(2–6):171–175
Kobayashi A (2000) Formation of TiN coatings by gas tunnel type plasma reactive spraying. Surf Coat Technol 132(2–3):152–157
Hashemi R, Hussain G (2015) Wear performance of Al/TiN dispersion strengthened surface composite produced through friction stir process: a comparison of tool geometries and number of passes. Wear 324:45–54
Kgoete F, Popoola A, Fayomi O (2019) Oxidation resistance of spark plasma sintered Ti6Al4V-TiN composites. J Alloy Compd 772:943–948
Kgoete F, Popoola A, Fayomi O (2018) Data on the influence of TiN on wear and corrosion behavior of Ti–6Al–4V alloy fabricated through spark plasma sintering. Data Brief 19:1989–1996
Matkovich VI, Samsonov G, Hagenmuller P (1977) Boron and refractory borides. Springer
Kurita H et al (2019) Strengthening mechanism of titanium boride whisker-reinforced Ti-6Al-4V alloy matrix composites with the TiB orientation perpendicular to the loading direction. Materials 12(15):2401
Munro RG (2000) Material properties of titanium diboride. J Res Nat Inst Stand Technol 105(5):709
Venkatesh R et al (2019) Experimental investigation of aluminium matrix composite production and joining. Mater Today: Proceedings 18:5276–5285
Tee K, Lu L, Lai M (2000) Wear performance of in-situ Al–TiB2 composite. Wear 240(1–2):59–64
Hariharan R, Golden RN (2012) Experimental investigations on material characteristics of Al 6061-TiB2 MMC processed by stir casting route. Middle-East J Sci Res 12(12):1615–1619
Yolshina L et al (2016) Enhancement of the mechanical properties of aluminum-graphene composites. In AIP Conference Proceedings. AIP Publishing LLC
Niteesh Kumar S et al (2017) Mechanical properties of aluminium-graphene composite synthesized by powder metallurgy and hot extrusion. Trans Indian Inst Met 70:605–613
Asgharzadeh H, Sedigh M (2017) Synthesis and mechanical properties of Al matrix composites reinforced with few-layer graphene and graphene oxide. J Alloy Compd 728:47–62
Zhang J et al (2018) Microstructure and mechanical properties of aluminium-graphene composite powders produced by mechanical milling. Mech Adv Mater Modern Process 4:1–9
Cao M et al (2019) The influence of interface structure on the electrical conductivity of graphene embedded in aluminum matrix. Adv Mater Interfaces 6(13):1900468
Knoch H, Heinrich J (1980) Mechanical properties of silicon nitride. Materialwiss Werkstofftech 11(10):361–367
Şenel MC, Gürbüz M, Koç E (2017) Fabrication and characterization of SiC and Si3N4 reinforced aluminum matrix composites. Univers J Mater Sci 5(4):95
Mohanavel V et al (2020) Microstructural and tribological characteristics of AA6351/Si3N4 composites manufactured by stir casting. J Market Res 9(6):14662–14672
Mattli MR et al (2019) Structural and mechanical properties of amorphous Si3N4 nanoparticles reinforced Al matrix composites prepared by microwave sintering. Ceramics 2(1):126–134
Lavagna L et al (2021) Functionalization as a way to enhance dispersion of carbon nanotubes in matrices: a review. Materials today chemistry 20:100477
Ferreira F et al (2017) Dodecylamine functionalization of carbon nanotubes to improve dispersion, thermal and mechanical properties of polyethylene based nanocomposites. Appl Surf Sci 410:267–277
Yang ZY et al (2014) Sponge-templated preparation of high surface area graphene with ultrahigh capacitive deionization performance. Adv Func Mater 24(25):3917–3925
Shao P et al (2013) Can CO2 molecule adsorb effectively on Al-doped boron nitride single walled nanotube? Appl Surf Sci 285:350–356
Zhao Z et al (2013) Multiple functionalization of multi-walled carbon nanotubes with carboxyl and amino groups. Appl Surf Sci 276:476–481
Li J et al (2020) Enhanced mechanical properties of a novel heat resistant Al-based composite reinforced by the combination of nano-aluminides and submicron TiN particles. Mater Sci Eng, A 770:138488
Thiyaneshwaran N et al (2022) Dynamic compression behavior of Ti/TiAl3/Al metal intermetallic laminates. J Mater Eng Perform 31(10):8483–8496
Kocaefe D, Sarkar A, Chen X-G (2012) Effect of Ti addition on the wettability of Al–B4C metal matrix composites. Int J Mater Res 103(6):729–736
Acknowledgements
The authors would love to appreciate Tshwane University of Technology for their support towards this study.
Funding
Open access funding provided by Tshwane University of Technology.
Author information
Authors and Affiliations
Contributions
Fikie Madinoge Kgoete: conceptualization and writing original draft.
Uwa Orji Uyor: validation, review, and final editing/proofreading.
Abimbola Patricia Popoola: supervision and materials sourcing
Olawale Popoola: validation, review, and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kgoete, F.M., Uyor, U.O., Popoola, A.P. et al. Insight on the recent materials advances for manufacturing of high-voltage transmission conductors. Int J Adv Manuf Technol 130, 4123–4136 (2024). https://doi.org/10.1007/s00170-023-12890-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12890-0