
Abstract
In recent years, materials science and engineering have increasingly focused on advanced composite powders. This study examines the preparation of micro–micro Ti-6Al-4V composite powders by electrostatic adsorption (EA). The necessity of this research lies in the demand for optimizing the Ti-6Al-4V composite powder formation process window for high-performance applications across industries. Achieving optimal EA parameters is crucial for enhancing the quality and efficiency of the powder formation process. In this study, the effect of stirring duration and guest particle loading on the EA process is investigated. The stirring time (1 to 25 min) and guest particle loading (10 to 60%) of the solution are varied to determine the ideal conditions for high adsorption efficiency. It was found that shorter stirring durations (1 min) and a lower guest particle load (10%) have a significant effect on adsorption efficiency. The results were analyzed using the DOE approach to guide future optimization of the process window. The study fills a research gap by utilizing the DOE approach to investigate stirring duration and guest particle loading, providing insights for optimizing the EA process for micro–micro Ti-6Al-4V composite powder. This approach has the potential to enhance cost-effective, durable composite powder production with broad applications in industries like aerospace and automotive. While our research currently focuses on stirring duration and guest particle loading, the application of the DOE approach lays the groundwork for future investigations into additional EA process parameters, such as pH value, particle size, and temperature to expand our understanding of efficient composite powder formation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
1.1 Introduction to the composite powder
Composite powders are formed by mixing two or more individual powders, resulting in a final product with unique properties that cannot be achieved by a single kind of powder [1]. The specific properties of the composite powder for different applications can be achieved by altering the powder properties such as composition, size [2], distribution [3], and mixing technique [4]. Advanced composite powder, such as nano-composite, microcomposites, and multicomposite powders, have expanded the potential applications of composite powders, for example, additive manufacturing of composite aluminum oxide–silicon carbide powder for instrumental application [5], coatings of alumina with zirconia NPs for wear [6], mechanical application [7], and ceramics for the engine part in the automotive industry [8].
Two main methods are used to produce the composite powder: top-down and bottom-up. In the top-down approach, the larger particles are reduced by mechanical processes until the targeted size is achieved. On the other hand, the bottom-up approach involves starting with smaller particles or even molecules and building them up through chemical synthesis to reach the desired particle size [9]. The bottom-up strategy provides superior flexibility in terms of dimensioning, shape ability, and surface charge adjustment [10]. This method involves synthesizing composite particles from smaller building blocks, such as sol-gel synthesis [11], chemical evaporation [12], and electrostatic adsorption (EA) [13]. The EA process is considered advantageous for forming composite materials due to its precision control of particles [14], scalability, versatility [15], reduced waste [16], and cost–effectiveness [17].
1.2 Introduction to the electrostatic adsorption (EA) process
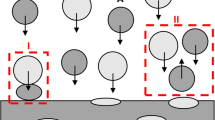
The EA process forms the composite powder by combining the two types of particles known as the adsorbent (host) and the adsorbate (guest). These particles, with different sizes, are attached electrostatically due to their opposite surface charges (ions). Such composite powders with desired properties cannot be achieved with a conventional composite formation process [18]. Using chemicals and polymers, the process introduces opposite charges on the guest and host particles’ surfaces. The schematic diagram for the EA process is illustrated in Fig. 1. Hydrochloric acid (HCl) and sodium hydroxide (NaOH) are commonly used chemicals to introduce surface charges [19]. Due to opposite surface charges, guest particles adsorb to the host particle surface and form a layer [20], resulting in composite powders with improved physical and mechanical properties, such as increased strength, toughness, and wear resistance [21]. Multiple materials have been designed and fabricated using the EA process [22], including inorganic materials [23], bio-components [24], polymers [25], and carbon-based materials like graphene and fullerene [26].

Schematic diagram of the electrostatic adsorption process for the formation of micro–micro Ti-6Al-4V composite powder
1.2.1 The electrostatic adsorption (EA) process parameters
The EA process results are influenced by their parameters: pH values, guest particle loading, type of materials, stirring duration, size, and shape of the particles. The effects of these parameters on the EA results are mentioned hereafter.
1.2.2 The pH value effect
Hupfeld et al. [27] coated PA12 material with ablated metal and oxide microparticles and reported that the adsorption efficiency depends on pH value during this process. The author noted that higher pH values achieved colloidal stability but at the cost of reducing supporting efficiency. The stability and greater adsorption of TiO2 NPs are also reported to be influenced by the pH value for the Fe-coated sand [28]. For additive manufacturing composite, it was stated that when the pH is lowered, NPs in the supernatant decrease, increasing supporting efficiency [29]. For successful adsorption of the platinum NPs to TiO2, the pH value was reported to be around the isoelectric point [30]. In another chemical study for glyphosate and ferrihydrite, the adsorption efficiency decreased with increasing pH value [31]. Other studies have also reported the effect of pH values for different applications such as for water treatment [32], the adsorption capacity of dye types [33], additive manufacturing composite powder formation [34], stabilization of different NPs for composite powder formation [35], and for the stainless steel-coated tungsten carbide powders [36].
1.2.3 The guest particle loading effect
In literature [37], various loading of guest particles, ranging from 12 to 40 vol %, are investigated for adsorption efficiency, and improvement has been reported. EA process can control the surface coverage of host particles with various loading of guest particles. For example, Tan et al. [38] have shown the surface coverage of SiO2 host particles with 25, 50, and 75% of Al2O3 guest particles. In the SEM results of the study, the authors observed a homogenous distribution of Al2O3 guest NPs onto the SiO2 host particle surface. In another similar study, an increase in the quantity of guest-loading particles increased surface coverage and adsorption efficiency. Hence, more particle loading could increase adsorption efficiency and surface coverage. However, the minimum and maximum loading threshold should also be defined for each process to avoid the dispersion of particles.
1.2.4 The particle size effect
The different size of host and guest particles influences the EA process results. For instance, when comparing smaller and bigger guest particles, smaller guest particles will be adsorbed in greater quantity due to higher surface area, as stated by the scaling law [39]. It shows that smaller guest particles lead to higher adsorption [38]. The different size of guest particles influences the surface properties of the composite powder. For example, an increase in the average powder size (9.1 ± 0.5 μm to 10.7 ± 0.3 μm) corresponds to a higher nano-porosity of the coating layer (approximately 20%), which results in a rise in surface roughness and, subsequently, an increase in the specific surface area [36]. Coated NPs affect the flowability of additive manufacturing feedstock. There is a direct relationship between the size of the NPs and the flowability of the powder: 100 nm NPs increase powder flowability, while 65 nm NPs have a less desirable effect, often decreasing one [40]. The size of the particles in the EA process plays a vital role in different applications, including additive manufacturing [41], water treatment [42], and heat-conduction composite powder [25]. Tan et al. [38] show that greater surface coverage of the host particle can be achieved by using smaller guest particles as compared to bigger guest particles.
1.2.5 The stirring duration effect
The stirring duration of the guest and host particles can be the highly influenced parameter to enhance the adsorption efficiency. For instance, in the literature, three samples were stirred for 5, 15, and 60 min, and it was noticed that adsorption efficiency increased when the samples were stirred for a prolonged time (60 min) [38]. It is remarkable that despite just 5 min of stirring, the additives are evenly distributed on the surfaces of the host particles. Hence, stirring time also plays a vital role in the adsorption efficiency during the EA process.
1.3 Motivation and purpose of the study
Normally, empirical studies of the EA process involve considerable time, effort, human resources, and testing facility, and only a limited number of parameters can be validated. For example, in one experimental study, only one or two EA process parameters or materials can be investigated thoroughly for adsorption efficiency. The previous section explains that the EA process adsorption efficiency depends on various parameters, including pH values, stirring duration, particles, size, and guest particle loading [43, 44]. It is improbable that all of these parameters will be examined in a single study or that all of them can be effectively explored by Changing One Separate factor at a Time (COST) method. It is therefore essential to use a technique that is efficient, convenient, and accurate to evaluate the experimental results and to provide a direction for optimizing the EA process parameters. Different design of experiment (DOE) approaches are used in the research community to evaluate individual and interactive effects of numerous parameters that can influence experimental results and find the future direction. These DOE approaches are used for nano–microadsorption [45], recycling of PP materials [46], tensile properties of samples [47], sound analysis [48], and energy and waste research area [49]. In recent research efforts, researchers have combined laser-based additive manufacturing to enhance mechanical properties, offering new avenues for composite material improvement [50, 51].
As per the author’s knowledge, no study has been found utilizing the DOE approach to systematically evaluate the individual and interactive effects of various EA process parameters. This is particularly true for parameters such as stirring duration and guest particle loading, which are critical factors in the formation of micro–micro Ti-6Al-4V composite powder. This study aims to contribute to the literature by providing new data and insight in this direction by investigating the effect of EA process parameters, stirring duration, and guest particle loading on the formation efficiency of micro–micro Ti-6Al-4V composite powders. We chose micro–micro Ti-6Al-4V composite for its favorable mechanical properties, improved toughness, durability, lower fabrication costs, and electrical properties. The micro–microsize particles of Ti-6Al-4V materials were chosen for their favorable mechanical properties, improved toughness, durability, lower fabrication costs, and electrical properties [52]. As reported by Kumar et al. [53], composite materials with larger particles had better mechanical properties. An additional study analyzed two types of silica particles and found that bigger particles increased toughness and elasticity by 20%, while smaller particles showed a decrease [54]. This study also aims to utilize the DOE analytical approach on the experimental outcomes to evaluate the individual and interactive effect of two processing parameters (stirring duration and guest particle loading) of the EA process to provide a direction for further optimization of the process window for the formation of micro–micro Ti-6Al-4V composite powder. The complete experimental and DOE study flow is shown in Fig. 2. In this figure, the complete flow of study has enlisted sequence wise starting with the EA process involving pH tuning for both guest and host particles. The study was then carried out by EA sample processing, involving guest particle loading, stirring duration, sieving, drying, SEM analysis, and DOE analysis for identifying influential parameters.

The hybrid flow chart for the experimental and DOE analytical study
2 Materials and methods
2.1 Materials
The following section describes the materials used in the experimental work to investigate the influence of stirring duration and guest particle loading on the adsorption efficiency of the EA process. The Ti-6Al-4V powders were purchased from Avimetal Powder Metallurgy Technology Co, Ltd, Beijing, China, and the powder particle sizes and their characterization are shown in Fig. 3 and Table 1.

The host and guest microparticles used in this study: (a) the smaller particles; (b) the bigger particles of each image
2.2 Methods
This section provides an overview of the instruments, experimental procedures, and data analysis methods employed in this study. The experimental approach adhered to the established principles of the EA process, as documented in the existing literature [55]. After the SEM and ImageJ software analysis, the DOE approach with the full factorial analysis was used to identify the most influential parameter among the stirring duration and guest particle loading for the future direction of the process window.
2.2.1 Design of experiment (DOE)
Design of experiment (DOE) is an analytical and systematic method used by engineers and scientists to identify the relationship between the multiple input parameters and key output parameters of the study [48, 52]. It provides a powerful method for assessing the influence of various input factors on output responses and optimizing the processes involved. The principles of DOE play a crucial role in improving the quality and efficiency of the electrostatic adsorption (EA) process for the formation of micro–micro Ti-6Al-4V composite powders in our research. Using DOE, researchers are able to effectively address crucial research questions while simultaneously quantifying the response variable. The purpose of our study is to identify the ideal conditions for the formation of EA composite powders, as well as to evaluate the effectiveness of adsorption in producing composite powders. Besides providing insightful answers, this approach enables systematic investigation of how various input parameters influence the outcome. An important component of the DOE methodology is defining the independent variables that have a significant impact on adsorption efficiency. In each DOE study, there are mainly a few different steps that need to be defined before starting the process. The steps for the DOE are explained below in the context of the EA process, and the schematic diagram for the steps is shown in Fig. 4.

Seven steps of designing of experiment: from defining the research question to drawing a conclusion
Step 1: In the initial step, the research question and response variable, which are required, should be clearly defined. When using DOE for the EA process to form micro–micro Ti-6Al-4V composite powder, the research questions are as follows: what conditions are optimal variables for the EA composite powder formation, and the response variable and how efficiently the adsorption has happened for the formation of composite powders. Step 2: The independent variables, which affect the adsorption efficiency, are defined in this step. These include the pH, particle size, particle loading, and stirring duration. However, in the current study, only two variables are being used including the stirring duration and loading of the guest particles. These factors are known as independent parameters or factors and must be carefully controlled to ensure the validity and reliability of the results. Step 3: Picking the correct experimental design is crucial for EA studies. Several experimental designs can be used for EA studies, depending on the research question and factors of interest. For example, one might use a factorial design, which involves testing different combinations of independent variables to determine their individual and interactive effects on the response variable. The full factorial design is used in this study to evaluate the primary effect and interaction of the parameters in the EA process.
Step 4: For step four, the sample size must be carefully chosen for statistically significant results. It should be large enough to detect significant effects but not too expensive or time-consuming. In this study, only 1 and 25-min of stirring duration, with guest particle loadings of 10% (1 g) and 60% (6 g), were decided. Step 5: In the fifth step, the experimental process was conducted following with collection of data. This step involves adjusting the independent variables to the desired values and measuring the response variable. Step 6: In the second last step, the analytical process of full factorial design was applied to determine the effect of independent parameters on the response value. The full factorial design involves testing all possible combinations of the factor level, resulting in a total of 2k experimental run, where k is the number of factors being studied [48]. Step 7: In the last step, the conclusion was drawn, and decisions were made based on the results. For a higher adsorption process, the most efficient values of the stirring duration and loading of guest particles were recommended. The schematic diagram for the complete DOE steps is shown in Fig. 4.
In summary, by systematically assessing the influence of stirring duration and guest particle loading in the EA process, the DOE simplifies our research to be more rigorous. The purpose of this approach is to facilitate a deeper understanding of the dynamics of the process parameters, allowing composite powder to be formed more efficiently. Our study rigorously applies adsorption efficiency evaluation principles to systematically assess the interaction between selected parameters and adsorption efficiency to ensure a comprehensive and robust analysis of the EA process.
2.2.2 Sample preparation and analysis approach
The study examined the effects of EA process parameters on micro–micro Ti-6Al-4V composite powder formation with 4 samples prepared, each with different stirring durations and guest particle loadings. The experimental process was conducted in 6 stages, illustrated in Fig. 5. Initially, the guest and host particle samples were separately prepared in deionized water (18.2 mΩ/cm) with a controlled suspension volume. The pH values were measured with a pH meter (Chauvin Arnoux CA 10101) and adjusted using the base (sodium hydroxide; NaOH) and acidic (hydrochloride; HCl) chemicals [30]. In the author’s earlier research, full details can be found about how the surface charges of the guest and host particles are adjusted and attracted to each other at various pH levels [56]. In stage 1, after tunning the pH for each sample, the suspensions were stirred for 5 min separately before mixing the guest and host particles to ensure an even distribution of opposite charges. Next, stage 2 and stage 3 involved obtaining the samples after stirring, then sieving them in stage 4 through an 11-μm filter paper (Whatman) to separate the composite powder from the mixed suspensions. The composite powder was then dried for 24 h at a maximum temperature of 50 °C at stage 5. Stage 6 involved examining the adsorption efficiency of the composite powder for different samples by analyzing them with an SEM using the JSM–7800F machine. SEM analysis was used to investigate the effect of different parameters, including stirring duration and guest particle loading, on the adsorption efficiencies. The author’s previous work illustrates the complete details of ImageJ software SEM micrograph analysis [56]. More details of the parameters can be found in Table 2 and six stages for composite powder formation in Fig. 5.

The complete six stages for the formation of micro–micro Ti-6Al-4V composite powder
Profile plots were generated using ImageJ open-source software through its profile plot function to estimate the adsorption efficiency of the EA process. Peaks and troughs in these plots were generated based on pixel intensity and element, with the x-axis displaying the number of pixels and the y-axis representing pixel values that range from black to white. The range of 0 to 255 represents the gray value average, where 255 corresponds to white, and 0 corresponds to black. The shadowing effect produces the peripheral brightness and contrast of particles. The “rectangular approach” was used on the SEM micrographs to generate an average profile plot by selecting a rectangular area of interest instead of a single line. The peak and trough values should not be considered absolute as they are averages. The trough is characterized by the negative amplitude (depth in the y-axis), and the width (along the x-axis) is higher than the gray value threshold, which differs in each graph (see Fig. 6). For instance, in Fig. 8, the trough can be defined if the negative gray value threshold (smallest depth; along the y-axis) is ≥10 and width pixels ≤ 70 (smallest width; along the x-axis). Figure 6 displays positive and negative amplitude and the width between two peaks from SEM micrograph analysis. The number of pixels and particles in the SEM micrographs determines thresholds for peaks and troughs. Individual profile plots identify peaks and troughs based on their average gray value. For example, a depiction of the current study SEM micrographs for the “rectangle approach” and details on the generation of profile plots using ImageJ open-source software can be found in the author’s previous research work [56].

Generation of profile plot from SEM micrographs using ImageJ open-source software
3 Experimental results
The experimental result value for two parameters, which are stirring duration and guest particle loading, is presented systematically to demonstrate their effect on micro–micro Ti-6Al-4V composite powder formation. The examination of each parameter is systematically explained in Sections 3.1, 3.2, 3.3, and 3.4. Each figure contains two SEM micrographs displayed below, accompanied by two ImageJ-generated results in profile plots shown in Fig. 7, 8, 9, and Fig. 10. The SEM micrographs exhibit the adsorption of guest particles onto host particles. At the same time, the ImageJ results show the adsorbed guest particle to host particles in the form of a profile plot with diamond-shaped (♦) peaks and multiply-shaped (×) troughs.

SEM micrographs and image analysis using a “rectangular approach” to reveal the adsorption efficiency of micro–micro Ti-6Al-4V composite powder using peaks and troughs, subjected to the same guest particle loading (1 g; 10%) and two stirring durations (1 min and 25 min)

SEM micrographs and image analysis using a “rectangular approach” to reveal the adsorption efficiency of micro–micro Ti-6Al-4V composite powder using peaks and troughs, subjected to the same guest particle loading (6 g; 60%) and two stirring durations (1 minand 25 min)

SEM micrographs and image analysis using a “rectangular approach” to reveal the adsorption efficiency of micro–micro Ti-6Al-4V composite powder using peaks and troughs, subjected to the same stirring duration (1 min) and two guest particle loading (1 g, 10% and 6 g, 60%)

SEM micrographs and image analysis using a “rectangular approach” to reveal the adsorption efficiency of micro–micro Ti-6Al-4V composite powder using peaks and troughs, subjected to the same stirring duration (25 min) and two guest particle loading (1 g,10% and 6 g, 60%)
The peaks and troughs in the profile plots indicate the adsorption and dispersion of guest and host particles, respectively. In the image analysis results, many peaks and troughs of a sample show less or minimal adsorption efficiency, while many peaks with fewer troughs represent higher adsorption efficiency. In spite of the fact that there are lots of peaks, which indicate more adsorption, they do not provide an accurate indication of how well adsorption is taking place. Peaks and troughs are indicators that adsorption might be occurring, but they are not absolute indications. Table 3 provides additional details about the relationship between peaks and troughs with adsorption efficiency.
3.1 Lower guest particle loading at different stirring durations
Figure 7 compares the adsorption efficiency of EA-processed micro–micro Ti-6Al-4V composite powder at different stirring durations while the loading of guest particles is constant. The average diameter of guest and host particles is 2–25 μm and 45–105 μm, respectively. Figure 7 compares the SEM micrograph’s peaks and troughs in the image analysis. It is shown that Fig. 7a–1 of SEM micrographs has more adsorbed guest particles compared to smaller guest particles adsorbed in Fig. 7a–2. This means that Fig. 7a–1 has higher adsorption efficiency than Fig. 7a–2, and this trend can be verified by image analysis with peaks and troughs in Fig. 7a–3 and a–4. Apparently, the higher adsorption sample has a greater number of 26 peaks with 0 troughs, while on the other hand, the sample with the lowest adsorption efficiency has only 9 peaks and 2 troughs. As per the definition of peaks and troughs in Section 2.2.2, the greater number of peaks with fewer troughs exhibits higher adsorption efficiency of the guest–to–host particles. Hence, the samples stirred for 1-min have higher adsorption efficiency than those stirred for 25-min (with constant 1-g guest particle loading for both samples) (see Figure 7a–3, a–4). However, a different pattern is revealed in the literature, where adsorption efficiency is directly in relationship with stirring duration [55]. It appears that factors such as particle interactions and aggregation are likely to influence the interaction between stirring time and adsorption efficiency. The number of peaks and troughs for each figure is listed in Table 3 and Table 4, which illustrate how adsorption efficiency is associated with the peaks and troughs.
3.2 Higher guest particle loading at different stirring durations
The analysis presented in Fig. 8 shows the effect of stirring duration on the adsorption efficiency with constant guest particle loading. The average size of the guest particles is between 2 and 25 μm, and that of the host particles is between 45 and 105 μm. The number of guest particles adsorbed to the host particles is represented by the peaks in the graph, where higher peaks indicate higher adsorption efficiency (see Fig. 8b–3, b–4). It is shown that Fig. 8b–1 of SEM micrographs has more adsorbed guest particles on the host particles when compared to Fig. 8b–2. Figure 8b–3 and b–4 depicts SEM micrographs that were analyzed to observe the adsorption. The analysis reveals that in the 1-min stirred sample, there were a total of 10 peaks and no troughs observed. In contrast, for the 25-min stirred sample, there were 14 peaks and 5 troughs recorded. Despite the comparable adsorption observed in both samples, there is a notable difference in the dispersion of guest particles between the two sample results. The 1-min stirring sample did not have any troughs, indicating that there was no great dispersion of the guest particles.
Conversely, the presence of 5 troughs in the 25-min stirred sample indicates a higher level of dispersion. Consequently, when guest particle loading is kept constant, the sample stirred for 1 min shows slightly higher adsorption than that stirred for 25 min. In the literature, a higher surface coverage of the guest particles was noticed when the stirring time was increased [57]. This shows that there is a threshold for the direct relationship between guest particle loading and adsorption efficiency. Table 4 presents the differences in adsorption efficiency based on the peaks and troughs in Fig. 8. A comparison between the 1- and 25-min stirred samples results showed a general time-dependent trend in the adsorption of guest particles. Table 3 demonstrates the condition and relationship between the adsorption efficiency and the peaks and troughs.
3.3 Shorter stirring duration with lower guest particle loading
In Fig. 9, the adsorption efficiency of micro–micro Ti-6Al-4V composite powder processed using EA is compared at varying percentages of guest particle loading while maintaining a constant stirring duration. Specifically, the guest particle loading was either 10% (1 g) or 60% (6 g), and the stirring duration remained constant at 1 min. The guest and host particles have an average diameter of 2–25 μm and 45–105 μm, respectively. Figure 9c–1 in the SEM micrograph shows higher adsorbed guest particles with 10% loading of guest particles, compared to Fig. 9c–2 with 60% loading. This indicates that Figure 9c–1 has higher adsorption efficiency than Figure 9c–2. The analysis of peaks and troughs in Figure 9c–3 and c–4 confirms this trend. The sample with the highest adsorption efficiency has 26 peaks with 0 troughs, while the sample with the lowest has only 10 peaks and 2 troughs. As per the definition of peaks and troughs in Section 2.2.2, a higher number of peaks with fewer troughs indicates higher adsorption efficiency of guest particles to host particles. Therefore, the sample with 10% guest particle loading has a higher adsorption efficiency than the sample with 60% loading, as shown in Fig. 9c–3 and c–4. However, some researchers reported a direct proportional relationship between guest particle loading and adsorption efficiency. For example, In literature [37], various loadings of guest particles, ranging from 12 to 40 vol %, are investigated for adsorption efficiency, and improvement has been reported [57]. It is worth noting that the materials used for guest and host particles were not the same, and polymers were employed to enhance surface charges in their study. Table 3 demonstrates the relationship of adsorption efficiency to the peaks and troughs, while Table 4 lists the number of peaks and troughs in Fig. 9.
3.4 Loading of guest particles at a longer stirring duration
The effect of different guest particle loading on adsorption efficiency is presented in Fig. 10, with constant stirring duration for both samples. The SEM and image analysis results in Fig. 10 compare the adsorption efficiency and the adsorbed guest particles to host particles between two types of samples: one with 10% (1 g) guest particle loading and another with 60% (6 g) loading. Both samples were stirred for 25 min. The SEM micrographs in Fig. 10d–1 and d–2 show similar adsorption, but the 60% loading sample has slightly more particles adsorbed to the host particles. This is confirmed by the number of peaks and troughs in the image analysis, with 14 peaks and 5 troughs for the 60% loading sample, indicating higher adsorption efficiency than the 10% loading sample with 9 peaks and 2 troughs. Therefore, the sample with 60% loading particles has slightly higher adsorption than the sample with 10% loading particles. These results are consistent with findings in the literature, which have indicated that an increase in the loading of guest particles can ultimately lead to the deposition of a higher quantity of guest particles onto lower particles [58, 59]. Table 4 shows the number of peaks and troughs for different loading samples with a constant 25-min stirring duration. The relationship between adsorption efficiency and the peaks and troughs is also explained in Table 3.
3.5 Design of experiment (DOE) analytical analysis
DOE is an approach to analyzing the results of an experimental study using an analytical approach. It is a powerful approach for optimizing processes and systems by testing multiple parameters simultaneously and determining how they affect the response value of interest. Analyzing experimental results using DOE analysis allows you to identify which parameters significantly affect the response value and how they interact with each other. In the below sub-steps, the DOE analytical analysis is carried out to understand the effect of parameters A and B on the response value.
3.5.1 Selection of the parameters, levels, and their maximum and minimum values
Table 5 shows the two maximum and minimum levels of both parameters, stirring durations and guest particle loading, for the DOE, which was carried out after the experimental study. The first parameter, A, has two levels: level 1 (−) represents the stirring duration for the minimum value of 1 min (A–1) and level 2 (+) depicts the maximum value of stirring 25 min (A–2). The second parameter, B guest particle loading, also has two levels: level 1 (−) illustrated the minimum loading of 10% (B–1), whereas level 2 (+) exhibited a maximum of 60% guest particle loading with B–2. These levels were chosen to cover a range representative of the expected operating conditions while avoiding extreme or unrealistic values that may lead to inaccurate results.
3.5.2 Analysis of experimental results for the peaks, troughs, and response value
Table 6 presents the results of four different experimental conducted tests, each of which involves two parameters (A and B) that are either maximum (+) or minimum (−) level values. Table 6 includes the number of “peaks” and “troughs” observed in each test and a calculated response value, calculated as the difference between the number of peaks and troughs. The response value is used to determine how well each parameter combination performs. A higher response value indicated better performance, suggesting higher guest adsorption to host particles or higher adsorption efficiency. The results of AB generally produced the best response value, with test 1 and test 4 showing the highest peak-trough differences, 26 and 10 response values, respectively. Test 2 shows the next best response value of 9, with test 3 showing the 7 lowest response value.
3.5.3 Factor analysis—main effects
In DOE analysis, the main effect of each parameter on the response value is analyzed independently of the other parameter being tested. In this case, the main effect of each parameter is estimated by taking the average response value across all levels of that parameter and then subtracting the grand mean. The magnitude of each main effect reflects the strength of the relationship between that parameter and the response value, independent of the other parameter. The main effect can be calculated with the help of ), where \({\overline{y}}_{+}\)represents the average response at the high level and \({\overline{y}}_{-}\) shows the average response at the lower level.
where \({\overline{y}}_{+}\) is the average response at the higher level and \({\overline{y}}_{-}\) average response at the lower level
Table 7 shows the response value of the tested levels of two parameters with maximum and minimum values from the experimental results. The highest response value is obtained for the combination of stirring duration level 1 and guest particle loading level 1, which has a response value of 26. This suggests that these levels of two-parameter combinations produce a higher response value, making it the most effective combination overall. In contrast, the combination of stirring duration level 2 and guest particle loading level 1 has the lowest response value of 7, indicating a lower overall performance. The other two combinations have response values of 10 and 9, respectively.
Table 8 shows information about the two tested parameters, which are denoted by parameters A and B. This table also illustrates the effects of two parameters on the average response value at the higher and lower levels and the main effect for each parameter. The mean response value achieved is the result of the average response at the higher level (\({\overline{y}}_{+}\)) and lower level (\({\overline{y}}_{-}\)) for each parameter. The average response of both lower and higher levels of parameter A is 8 and 18, respectively. For parameter B, the average response at the higher level is 9.5, and the average response at the lower level is 16.5. The main effect for each parameter (MA: stirring duration = − 10 and MB: guest particle loading = − 7) is calculated as the difference between the average response at the higher level and the average response at the lower level.
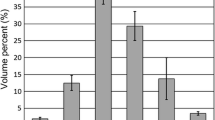
Figure 11 presents a main effect plot that depicts the influence of two parameters, A and B, on the response value at two levels: level 1 and level 2. The plot illustrates the average response values obtained through experimental results and Table 8, with the x-axis representing the level of the parameters and the y-axis depicting the average response values of peaks and troughs. The results for parameter A are shown in Fig. 11a, which highlights the average response values for minimum level 1 and maximum level 2. The plot shows that the highest average response value of 18 (at 1 min of stirring) is recorded at level 1 of parameter A, while only 8 (at 25 min of stirring) is shown at level 2. Similarly, Fig. 11b depicts the results for parameter B, indicating a higher average response value of 16.5 (at 10% of guest particle loading) at level 1, while the lowest average response value of 9.5 (at 60% of guest particles of loading) is recorded at level 2. The line graph of Fig. 11 effectively illustrates the trends observed in the experimental results and provides insights into the influence of these parameters on the average response values.

The main effect plot displays the effect of parameters A and B on the average response value at two levels. Specifically, a the effect of parameter A; bthe effect of parameter B
3.5.4 Factor analysis—interaction effect of parameters AB
Using the DOE approach, the interaction effect of two parameters A and B can be considered when one parameter’s response value(s) depends on the level of another parameter. This interaction of parameters A and B at different levels is calculated using ). This equation was used to calculate the interaction response, as shown in ). The high level of interaction and correlation between the two parameters is shown by the number 9. Further numerical interaction values are demonstrated in Fig. 12, and non-parallel lines are shown for the interaction effect of both parameters at both levels. In this figure, one denotes parameter A at level 1 for both levels of parameter–B, and the other indicates level 2 of parameter A at the two levels of parameter B. These two parameters interacted more strongly since the lines exhibit contrasting behavior rather than parallelism. According to Fig. 12 interaction plot, the parameter A–1 (1 min) recorded a greater response value of 26 at B–1 (10%) and only 10 at the other B–2 level (60%). For the A–2 levels, a smaller response value of 7 is observed at B–1 (10%) and 9 at B–2 (60%).

Interaction effect plot of parameters A and B on response values
3.5.5 Factor analysis—predication
Prediction of highly influenced parameters of the experimental study is a crucial step in the DOE analytical approach. The relationship among the independent and dependent (response value) parameters is used to predict response value for the combination of parameter levels using the DOE prediction analysis. In addition to helping interpret the main effects and interactions, Equation (4) predicts the response value of the experimental tests. Keeping the parameter B constant, α shows the changes in Y for each unit change in parameter A. Similarly, while parameter A is kept constant, β shows the Y changes for each parameter B unit. Moreover, due to the change in the parameter B, the γ shows the change in the effect of parameter A on Y. For the four conducted tests, Table 9 shows the influence of two parameters using Equation (4). The graphical prediction of the high influence parameter of the EA process is shown in Fig. 13.

Response values of peaks and troughs at (− 1) and (+ 1) coordinates demonstrate the effect of parameters A and B on the average response
where Y is the response value (i.e., the response value being measured), μ the overall mean of the response value, α the average main effect of parameter A, β the average main effect of parameter B, γ the interaction effect between parameters A and B, xA values from a low to a high level of parameter A, and xB values from a low to a high level of parameter B.
Figure 13 illustrates the response value of the experimentally tested two parameters at two minimum and maximum levels. The response value of the parameter A represented on the x-axis while parameter B is shown by the y-axis. The coordinate (− 1) and coordinate (+ 1) indicate the level 1 and level 2, respectively, for each tested parameter. The higher response value, 26, is shown at level 1 for parameters A and B, meaning that minimum input values of both parameters have a higher effect on the response value. On the other hand, the lowest response value is recorded as 7 at level 2 parameter A and level 1 of parameter B. For the rest of the two response values, 10 are shown for parameter B level 2 with parameter A level 1, and 9 response values are recorded for parameter B level 2 with parameter A level 2, respectively. In Fig. 13, the arrow shows the response value direction toward the parameters A and parameters B on level 1 from level 2.
4 Discussion
The following discussion pertains to the effect of stirring duration (parameter A), guest particle loading (parameter B), and the DOE approach in predicting the highly influenced parameters of the experimental study. Firstly, the effect of stirring duration and guest particle loading on adsorption efficiency was experimentally analyzed. The experimental results, consisting of peaks and troughs, were further analyzed using the DOE approach to identify the most influential parameter of the EA process on adsorption efficiency, precisely the number of peaks and troughs.
4.1 Effects of stirring duration on adsorption efficiency: physical principle
To enhance the properties of composite powders, especially in additive manufacturing applications, it is crucial to achieve a uniform distribution of guest particles on the surface of host particles. Additive manufacturing AM processes, which are used to create complexity-free structures such as energy absorption structures [60] [55], heat exchangers [61], helical springs [62], and flexible sole shoes [63], rely on composite powder formation. Using the EA process, different powders are combined to form the desired composite powder. In order to achieve a uniform distribution of guest particles on the surface of host particles, it is necessary to investigate several parameters, including the stirring duration of the EA process. It is essential to study the distribution of guest and host particles regarding the stirring duration to enhance the adsorption efficiency of composite formation.
Figure 7 and Fig. 8 SEM micrographs and image analysis visually demonstrate the effect of different stirring durations on the EA process while maintaining the same amount of guest particle loading. In Fig. 7a–1, it is observed that a shorter stirring duration leads to an increase in the number of guest particles adsorbed on the host particle, which suggests a higher adsorption efficiency. Specifically, the sample stirred for only 1 min exhibited more particles adsorbed to host particles than the sample stirred for 25 min with the same amount of guest particle loading. On the other hand, longer stirring resulted in lower adsorption efficiency with fewer guest particles adsorbed to host particles, as shown in Fig. 7a–2. Figure 8b–1 and b–2 compared the adsorption efficiency of 1-min and 25-min stirred samples with the same 60% guest particle loading. The results show that the 1-min stirred sample in Fig. 8b–1 has slightly higher adsorption efficiency than the 25-min stirred sample. Both samples of Fig. 7 and Fig. 8 were stirred for 1 min and exhibited the same trend of adsorption efficiency, indicating that a shorter stirring time could achieve higher adsorption efficiency. Additionally, the 1-min stirred sample at 10% loading was more uniform than its counterpart in Fig. 7a–2 and Fig. 8b–1.
In order to confirm the experimental adsorption results of SEM analysis quantitively (with the number of peaks and troughs), an image analysis approach was conducted and presented in Fig. 7a–3 and a–4, Fig. 8b–3 and b–4, and Table 4. The 1-min stirred sample in Fig. 7a–1 exhibited a higher number of 26 peaks with 0 trough, indicating better adsorption efficiency than the 25-min stirred sample in Fig. 7a–2 with only 9 peaks and 2 troughs, for the same 10% guest particle loading. Likewise, the 1-min stirred sample in Fig. 8b–3 and b–4 had higher adsorption efficiency with 10 peaks and 0 troughs than the 25-min stirred sample with 14 peaks and 5 troughs. The greater number of peaks with 5 troughs in Fig. 8b–4 suggests dispersion and lower adsorption efficiency. These findings indicate that longer stirring could cause dispersion of guest and host particles, leading to lower adsorption efficiency. The continuous pushing force on the guest particles during extended stirring could prevent them from adhering to the host particle’s surface. Therefore, selecting an appropriate stirring duration is crucial for achieving higher adsorption efficiency in the EA process for forming micro–micro Ti-6Al-4V composite powder.
4.2 Effects of guest particle loading on adsorption efficiency: physical principle
Previous literature suggests that various loadings of guest particles ranging from 12 to 40 vol % have been investigated, resulting in improvements in adsorption efficiency [37]. The current study also utilized two types of guest particle loading, precisely 10% (1g) and 60% (6g) for 100% (10g) of host particles. The results and influence of the two types of guest particle loading are illustrated in Fig. 9 and Fig. 10. The SEM micrographs and image analysis in Fig. 9 reveal that the sample with 10% loading has higher adsorption efficiency than the sample with 60% loading when both samples were stirred for 1 min. This lower adsorption of guest particles can be seen in Fig. 9c–2 for the higher loading of guest particles. However, the sample stirred for 25 min with 10% and 60% loading has opposite results in Figure 10. It is because when there is a higher disturbance, due to prolonged stirring, the charge repulsion among guest particles becomes negligible. Hence, higher loading increases the guest/host adsorption to some extent. Other parameters can also influence adsorption and disrupt the straightforward correlation between guest particle loading and adsorption efficiency [62, 63]. It can be seen in Fig. 10d–2 that the sample stirred for 25 min has higher adsorption for 60% of the loaded sample than 10%. Comparing both 1-min stirred samples in Fig. 9c–1 and Fig. 10d–1, it can be seen that the sample with 1-min stirring and 10% loading has the highest adsorption efficiency compared to its counterpart with 10% loading and 25 min of stirring. Similar consistency can be seen in the results when comparing their other counterparts in Fig. 9c–2 and Fig. 10d–2.
In order to confirm the experimental adsorption results of SEM analysis quantitively (with the number of peaks and troughs), an image analysis approach was conducted and presented in Fig. 9c–3 and c–4, Fig. 10d–3 and d–4, and Table 4. The sample with 10% guest particle loading has a higher number of 26 peaks and 0 troughs, while the sample with 60% loading has only 10 peaks with 0 troughs. The higher number of peaks indicates greater adsorption of guest particles to host particles, resulting in higher adsorption efficiency. However, the sample with 60% loading shows a greater number of 14 peaks with 5 troughs compared to the 10% loaded sample, which has 9 peaks and 2 troughs. These results suggest higher adsorption efficiency can be achieved with a sample loaded with 10% guest particles and stirred for 1 min. The lower adsorption efficiency of the higher loading may be due to repulsion forces caused by the dispersion of guest particles. When the loading percentage of guest particles is high, their surface charges start repelling each other, leading to instability in the adsorption process on the surface of host particles.
This trend has also been observed in previous studies [64], resulting in less stability time for guest particles to be absorbed on the surface of host particles. Therefore, it can be concluded that higher loading of guest particles may affect the stability of other particles, resulting in repulsion forces and dispersed behavior. Alternatively, this may be attributed to the attractive force being weaker than the repulsive force, leading to particle dispersion [65]. In summary, the percentage of guest particle loading is an essential parameter that affects the adsorption efficiency of the EA process for the formation of micro–micro Ti-6Al-4V composite powder.
4.3 Highly influenced EA parameters on adsorption efficiency: DOE analysis
The present study conducted a DOE analytical approach on the results of the experimental study. The DOE approach was carried out to provide a future direction for optimizing of the EA process parameters (stirring duration and guest particle loading) to form Ti-6Al-4 composite powder. As shown in Table 5, the different levels of stirring duration and guest particle loading were tested, and the response values were recorded and presented in Table 6. The findings indicated that the most effective combination was achieved using level 1 of stirring duration and level 1 of guest particle loading, resulting in a response value of 26—the highest recorded in the experiment. On the other hand, using level 2 stirring duration and level 1 guest particle loading resulted in the lowest response value of 7, indicating weaker performance. As shown in Fig. 7, the experimental adsorption results can confirm these DOE analytical results. The higher 26 and lowest 9 peaks are recorded for the same parameter values as level 1 of both stirring and guest particle loading. Additional results are presented in Table 7 and Fig. 11, which show the moderate response values obtained from the other two tests and the effect of the two parameters A and B, on the response value at different levels. The main effect of the DOE analytical investigation was also calculated and presented in Table 8, with the highest negative main effect of − 10 observed for parameter A and the lowest negative main effect of − 7 observed for parameter B. These values indicate that moving from one level to another affects the response value.
Furthermore, Fig. 12 depicts the interaction response of parameters A and B, indicating that these parameters are highly dependent on each other and influence the results. The guest/host particles are encouraged to be adsorbed for a shorter stirring duration instead of disturbing the adsorption process. In this case, low loading is highly preferred since high loading leads to greater repulsion, reducing adsorption. This is evidenced (see Fig. 12 and Table 6) by the greater decrease in response value from 26 to 10 during 1-min stirring, as the guest particle loading increases from 10 to 60%. Conversely, when the stirring time is prolonged, it shows a negative effect, where the disruptive effect outweighs the positive effect of guest/host particle adsorption. In this condition, when there is higher disturbance due to prolonged stirring, the charge repulsion among guest particles becomes negligible. Hence, higher loading increases the guest/host adsorption to some extent. This is evidenced (see Fig. 12 and Table 6) by a slight increase in the response value from 7 to 9 when the loading increases from 10 to 60% during 25-min stirring. The future direction results in Fig. 12 support the findings that the response value is highest when both parameters were at level 1, suggesting that lower input values have a greater effect on the response value. Conversely, the lowest response value is observed when both parameters were at level 2, indicating that higher input values have a weaker effect on the response value. The arrow pointing toward level 1 of both parameters indicates that decreasing the level 1 of both parameters can further improve the response value.
Overall, the results suggest that the higher adsorption efficiency was observed at level 1 of both parameters, specifically 1-min stirring and 10% guest particle loading. However, reducing the value of each parameter even further may result in a further enhancement of the response value. Hence, the DOE approach provides the assessment of the individual parameters and identifies directions for further optimization to evaluate the process window of the EA process for the formation of composite powder.
5 Conclusion
This article discusses how stirring duration and guest particle loading affect the adsorption efficiency of electrostatic adsorption (EA) in the formation of micro–micro Ti-6Al-4V composite powder. In the experimental study, smaller Ti-6Al-4V guest particles were added to the surface of bigger Ti-6Al-4V host particles through the EA process. These two parameter values of the EA process were varied to determine their influence on adsorption efficiency. The study was conducted through experimental and DOE analytical approaches to understand the effects of EA process parameters and the future direction of the process window. The DOE analytical approach used experimental results to examine the main effect, interaction effect, and prediction equation to offer a future direction. The research aim was to fill the gap in existing knowledge by using experimental and analytical approaches to identify the influential parameters that affect micro–micro Ti-6Al-4V composite powder formation. The results of the experimental and DOE study are listed below.
-
The experimental results show that a shorter stirring duration and lower guest particle loading led to higher adsorption efficiency. For example, a sample with 10% loading has higher adsorption efficiency than a sample with 60% loading when both samples were stirred for 1 min.
-
The sample with 1-min stirring and 10% loading shows the highest adsorption efficiency compared to its counterpart sample with 10% loading and 25 min of stirring. These results suggest that time-dependent behavior plays an essential role in guest particle adsorption.
-
The DOE study reveals that the most effective combination of stirring duration and guest particle loading is level 1 (1 min and 10%), with a response value of 26—the highest recorded in the experiment.
-
Lower input values of both parameters illustrated a greater effect on the response value, suggesting that further enhancement of the response value could be achieved by reducing each parameter’s value.
-
The study emphasized the significance of stirring duration and guest particle loading in forming the composite powder. However, the study only focused on these two parameters, and a comprehensive examination of all other parameters of the EA process has not yet been completed.
-
The DOE results provide a future direction for optimizing the EA process window to form Ti-6Al-4 composite powder. For instance, in the future study, the lower loading (10%) of guest particles and less stirring time (1 min) is the direction of higher adsorption efficiency.
-
This pilot study helps lay the foundation for further DOE approach with a broader scope, including investigation of more key EA process parameters for the forming of composite powder.
References
HUNT WH (2000) Particulate reinforced MMCs. Compr Compos Mater:701–715. https://doi.org/10.1016/B0-08-042993-9/00028-0
Averardi A, Cola C, Zeltmann SE, Gupta N (2020) Effect of particle size distribution on the packing of powder beds: a critical discussion relevant to additive manufacturing. Mater Today Commun 24. https://doi.org/10.1016/J.MTCOMM.2020.100964
Hausnerova B, Kitano T, Kuritka I, Prindis J, Marcanikova L (2011) The role of powder particle size distribution in the processability of powder injection molding compounds. Int J Polym Anal Charact 16(2):141–151. https://doi.org/10.1080/1023666X.2011.547047
Sankhla AM et al (2022) Effect of mixing method and particle size on hardness and compressive strength of aluminium based metal matrix composite prepared through powder metallurgy route. J Mater Res Technol 18:282–292. https://doi.org/10.1016/J.JMRT.2022.02.094
Gevorkyan ES, Rucki M, Kagramanyan AA, Nerubatskiy VP (2019) Composite material for instrumental applications based on micro powder Al2O3 with additives nano-powder SiC. Int J Refract Met Hard Mater 82:336–339. https://doi.org/10.1016/J.IJRMHM.2019.05.010
Xing X, Zhou R, Liu H, Han G (2022) Fabrication of metallic micro-/nano-composite materials for environmental applications. Coatings 12(12):1946. https://doi.org/10.3390/COATINGS12121946
Bidulsky R, Gobber FS, Bidulska J, Ceroni M, Kvackaj T, Grande MA (2021) Coated metal powders for laser powder bed fusion (L-PBF) processing: a review. Metals (Basel) 11(11):1831. https://doi.org/10.3390/MET11111831
Singh H, Singh Brar G, Kumar H, Aggarwal V (2021) A review on metal matrix composite for automobile applications. Mater Today Proc 43:320–325. https://doi.org/10.1016/J.MATPR.2020.11.670
Bin Yan X, Han ZJ, Yang Y, Tay BK (2007) Fabrication of carbon nanotube-polyaniline composites via electrostatic adsorption in aqueous colloids. J Phys Chem C 111(11):4125–4131. https://doi.org/10.1021/jp0651844
Liu N, Cheng J, Hou W, Yang C, Yang X, Zhou J (2022) Bottom-up synthesis of two-dimensional composite via CuBDC-ns growth on multilayered MoS2 to boost CO2 permeability and selectivity in Pebax-based mixed matrix membranes. Sep Purif Technol 282:120007. https://doi.org/10.1016/J.SEPPUR.2021.120007
Navas D, Fuentes S, Castro-Alvarez A, Chavez-Angel E (2021) Review on Sol-Gel synthesis of perovskite and oxide nanomaterials. Gels 7(4):275. https://doi.org/10.3390/GELS7040275
Matsumura H, Umemoto H, Gleason KK, Schropp REI (2019) Catalytic chemical vapor deposition: technology and applications of Cat-CVD. Catal Chem Vap Depos Technol Appl Cat-CVD:1–421. https://doi.org/10.1002/9783527818655
Wang B, Li H, Li L, Chen P, Wang Z, Gu Q (2013) Electrostatic adsorption method for preparing electrically conducting ultrahigh molecular weight polyethylene/graphene nanosheets composites with a segregated network. Compos Sci Technol 89:180–185. https://doi.org/10.1016/J.COMPSCITECH.2013.10.002
Baig N, Kammakakam I, Falath W, Kammakakam I (2021) Nanomaterials: a review of synthesis methods, properties, recent progress, and challenges. Mater Adv 2(6):1821–1871. https://doi.org/10.1039/D0MA00807A
Wei X, Yokoi A, Muto H (2018) Nano/microcomposite particles: preparation processes and applications. Nanoparticle Technol Handb:781–785. https://doi.org/10.1016/B978-0-444-64110-6.00076-7
Lu M, Wang Y, Yu J, Li D, Zhao Q, Chi R (2023) Treating waste with waste: adsorption of anionic dyes in wastewater with surfactant-modified phosphogypsum. Environ Res 237:116963. https://doi.org/10.1016/J.ENVRES.2023.116963
Zhang C, Li C, Aliakbarlu J, Cui H, Lin L (2022) Typical application of electrostatic layer-by-layer self-assembly technology in food safety assurance. Trends Food Sci Technol 129:88–97. https://doi.org/10.1016/J.TIFS.2022.09.006
Muto H, Yokoi A, Tan WK (2020) Electrostatic assembly technique for novel composites fabrication. J Composites Sci 4(4) Multidisciplinary Digital Publishing Institute:155. https://doi.org/10.3390/jcs4040155
C. Yang, “Measuring zeta potential, methods,” Encycl. Microfluid. Nanofluidics. Springer, Bost.,. 2, C, pp. 617–640, 2008, https://doi.org/10.1016/S1573-4285(04)80032-2.
Tang Q, Wu J, Li Q, Lin J (2008) High conducting multilayer films from poly(sodium styrenesulfonate) and graphite nanoplatelets by layer-by-layer self-assembly. Polymer (Guildf) 49(24):5329–5335. https://doi.org/10.1016/J.POLYMER.2008.09.043
Tan WK, Norio H, Yokoi A, Kawamura G, Matsuda A, Muto H (2019) Controlled microstructure and mechanical properties of Al2O3-based nanocarbon composites fabricated by electrostatic assembly method. Nanoscale Res Lett 14(1):1–7. https://doi.org/10.1186/S11671-019-3061-4/FIGURES/6
Anh Tu T, Phuc NHH (2023) Preparation of MgO–SiO2–Al2O3 composite particle by electrostatic adsorption method and its transformation to cordierite. Ceram Int 49(14):23591–23597. https://doi.org/10.1016/J.CERAMINT.2023.04.193
Julbe A, Drobek M, Ayral A (2019) About the role of adsorption in inorganic and composite membranes. Curr Opin Chem Eng 24:88–97. https://doi.org/10.1016/J.COCHE.2019.03.007
Wu C, Aslan S, Gand A, Wolenski JS, Pauthe E, Van Tassel PR (2013) Porous nanofilm biomaterials via templated layer-by-layer assembly. Adv Funct Mater 23(1):66–74. https://doi.org/10.1002/ADFM.201201042
Yokoi A, Tan WK, Kuroda T, Kawamura G, Matsuda A, Muto H (2020) Design of heat-conductive hBN–PMMA composites by electrostatic nano-assembly. Nanomaterials 10(1):134. https://doi.org/10.3390/NANO10010134
Fenoy GE et al (2018) Layer-by-layer assembly of iron oxide-decorated few-layer graphene/PANI:PSS composite films for high performance supercapacitors operating in neutral aqueous electrolytes. Electrochim Acta 283:1178–1187. https://doi.org/10.1016/J.ELECTACTA.2018.07.085
Hupfeld T et al (2018) A new approach to coat PA12 powders with laser-generated nanoparticles for selective laser sintering. Procedia CIRP 74:244–248. https://doi.org/10.1016/J.PROCIR.2018.08.103
Wu Y, Cheng T (2016) Stability of nTiO2 particles and their attachment to sand: Effects of humic acid at different pH. Sci Total Environ 541:579–589. https://doi.org/10.1016/J.SCITOTENV.2015.09.116
Streubel R et al (2018) Depositing laser-generated nanoparticles on powders for additive manufacturing of oxide dispersed strengthened alloy parts via laser metal deposition. Jpn J Appl Phys 57(4):040310. https://doi.org/10.7567/JJAP.57.040310/XML
Marzun G, Streich C, Jendrzej S, Barcikowski S, Wagener P (2014) Adsorption of colloidal platinum panoparticles to supports: charge transfer and effects of electrostatic and steric interactions. Langmuir 30(40):11928–11936. https://doi.org/10.1021/la502588g
Pereira RC et al (2019) The effect of pH and ionic strength on the adsorption of glyphosate onto ferrihydrite. Geochem Trans 20(1):1–14. https://doi.org/10.1186/S12932-019-0063-1/FIGURES/6
Sun Y et al (2023) Adsorption and desorption mechanisms of oxytetracycline on poly(butylene adipate-co-terephthalate) microplastics after degradation: the effects of biofilms, Cu(II), water pH, and dissolved organic matter. Sci Total Environ 863:160866. https://doi.org/10.1016/J.SCITOTENV.2022.160866
Vojnović B, Cetina M, Franjković P, Sutlović A (2022) Influence of initial pH value on the adsorption of reactive black 5 dye on powdered activated carbon: kinetics, mechanisms, and thermodynamics. Molecules 27(4):1349. https://doi.org/10.3390/MOLECULES27041349
Zhao T, Fang M, Tang Z, Zhao X, Wu F (2019) Adsorption, aggregation and sedimentation of titanium dioxide nanoparticles and nanotubes in the presence of different sources of humic acids. Sci Total Environ 692:660–668. https://doi.org/10.1016/J.SCITOTENV.2019.07.312
Zhang C, Lohwacharin J, Takizawa S (2017) Properties of residual titanium dioxide nanoparticles after extended periods of mixing and settling in synthetic and natural waters. Sci Rep 7(1):1–11. https://doi.org/10.1038/s41598-017-09699-9
Fernandes CM, Senos AMR, Vieira MT (2006) Particle surface properties of stainless steel-coated tungsten carbide powders. Powder Technol. 164(3):124–129. https://doi.org/10.1016/J.POWTEC.2006.03.005
Tan WK, Tsuzuki K, Yokoi A, Kawamura G, Matsuda A, Muto H (2020) Formation of porous Al2O3–SiO2 composite ceramics by electrostatic assembly. J Ceram Soc Japan 128(9):605–610. https://doi.org/10.2109/JCERSJ2.20064
Tan WK, Araki Y, Yokoi A, Kawamura G, Matsuda A, Muto H (2019) Micro- and nano-assembly of composite particles by electrostatic adsorption. Nanoscale Res Lett 14(1):1–9. https://doi.org/10.1186/S11671-019-3129-1/FIGURES/8
Jiang Z, Zhao J, Xie H (2017) Scaling laws. Microforming Technol:53–71. https://doi.org/10.1016/B978-0-12-811212-0.00003-0
Lüddecke A, Pannitz O, Zetzener H, Sehrt JT, Kwade A (2021) Powder properties and flowability measurements of tailored nanocomposites for powder bed fusion applications. Mater. Des 202:109536. https://doi.org/10.1016/J.MATDES.2021.109536
Hupfeld T et al (2020) How colloidal surface additivation of polyamide 12 powders with well-dispersed silver nanoparticles influences the crystallization already at low 0.01 vol%. Addit Manuf 36:101419. https://doi.org/10.1016/J.ADDMA.2020.101419
Ma J, Zhao J, Zhu Z, Li L, Yu F (2019) Effect of microplastic size on the adsorption behavior and mechanism of triclosan on polyvinyl chloride. Environ Pollut 254:113104. https://doi.org/10.1016/J.ENVPOL.2019.113104
Zhen L, Shengkai L, Jinye X, Jiazhen P (2021) Study on the influencing factors of adsorption rate of high voltage electrostatic spray system. Chinese Control Conf CCC 2021:6639–6645. https://doi.org/10.23919/CCC52363.2021.9549655
Nikam S, Mandal D (2020) Experimental study of the effect of different parameters on the adsorption and desorption of trichloroethylene vapor on activated carbon particles. ACS Omega 5(43):28080. https://doi.org/10.1021/ACSOMEGA.0C03648
Singh R, Bhateria R (2020) Optimization and experimental design of the Pb2+adsorption process on a nano-Fe3O4-based adsorbent using the response surface methodology. ACS Omega 5(43):28305–28318. https://doi.org/10.1021/acsomega.0c04284
Arrigo R, Battegazzore D, Bernagozzi G, Cravero F, Ribero Pedraza DN, Frache A (2022) Recycled PP for 3D printing: material and processing optimization through design of experiment. Appl Sci 12(21):10840. https://doi.org/10.3390/APP122110840/S1
Auffray L, Gouge PA, Hattali L (2022) Design of experiment analysis on tensile properties of PLA samples produced by fused filament fabrication. Int J Adv Manuf Technol 118(11–12):4123–4137. https://doi.org/10.1007/S00170-021-08216-7/FIGURES/10
Bacciaglia A, Ceruti A, Liverani A (2021) A design of experiment approach to 3D-printed mouthpieces sound analysis. Prog Addit Manuf 6(3):571–587. https://doi.org/10.1007/S40964-021-00183-5/TABLES/2
Griffiths CA, Howarth J, De Almeida-Rowbotham G, Rees A, Kerton R (2016) A design of experiments approach for the optimisation of energy and waste during the production of parts manufactured by 3D printing. J Clean Prod 139:74–85. https://doi.org/10.1016/J.JCLEPRO.2016.07.182
Mushtaq RT, Wang Y, Khan AM, Rehman M, Li X, Sharma S (2023) A post-processing laser polishing method to improve process performance of 3D printed new Industrial Nylon-6 polymer. J Manuf Process 101:546–560. https://doi.org/10.1016/J.JMAPRO.2023.06.019
Mushtaq RT, Iqbal A, Wang Y, Khan AM, Abu Bakar MS (2023) Parametric optimization of 3D printing process hybridized with laser-polished PETG polymer. Polym Test 125:108129. https://doi.org/10.1016/J.POLYMERTESTING.2023.108129
Yu G, Cheng Y, Duan Z (2022) Study of the electrical conductivity characteristics of micro and nano-ZnO/LDPE composites. Molecules 27(12). https://doi.org/10.3390/MOLECULES27123674
Kumar KR, Mohanasundaram KM, Arumaikkannu G, Subramanian R (2012) Effect of particle size on mechanical properties and tribological behaviour of aluminium/fly ash composites. Sci Eng Compos Mater 19(3):247–253. https://doi.org/10.1515/secm-2011-0139
Siraj S, Al-Marzouqi AH, Iqbal MZ, Ahmed W (2022) Impact of micro silica filler particle size on mechanical properties of polymeric based composite material. Polym 14(22):4830. https://doi.org/10.3390/POLYM14224830
M. J. McShane and Y. M. Lvov, “Electrostatic self-assembly: layer-by-layer,” Dekker Encycl. Nanosci. Nanotechnology, Third Ed., pp. 1342–1358, 2014, https://doi.org/10.1081/E-ENN3-120013616.
W. Ali, Mubasher, Lin, Feng, Tan, Yuanfu, Su, Zhou, Hay, “Formation of micro-micro titanium composite powder using layer-by-layer electrostatic adsorption,” Nanoscale Res. Lett., doi: 0.1186/s11671-019-3129-1.
Li X, Niitsoo O, Couzis A (2013) Electrostatically driven adsorption of silica nanoparticles on functionalized surfaces. J Colloid Interface Sci 394(1):26–35. https://doi.org/10.1016/J.JCIS.2012.11.042
Guzmán E, Ritacco HA, Ortega F, Rubio RG (2012) Growth of polyelectrolyte layers formed by poly(4-styrenesulfonate sodium salt) and two different polycations: new insights from study of adsorption kinetics. J Phys Chem C 116(29):15474–15483. https://doi.org/10.1021/JP304522T/ASSET/IMAGES/LARGE/JP-2012-04522T_0015.JPEG
Zhang X, Chen H, Zhang H (2007) Layer-by-layer assembly : from conventional to unconventional methods. Chem Commun 0(14):1395–1405. https://doi.org/10.1039/B615590A
A. Nazir, M. Ali, J.-Y. Jeng, A. ; Nazir, M. ; Ali, and J.-Y. Jeng, “Investigation of compression and buckling properties of a novel surface-based lattice structure manufactured using multi jet fusion technology,” Materials (Basel)., 14, 10, 2599, 2021, https://doi.org/10.3390/MA14102599.
Sajjad U, Rehman TU, Ali M, Park CW, Yan WM (2022) Manufacturing and potential applications of lattice structures in thermal systems: a comprehensive review of recent advances. Int J Heat Mass Transf 198:123352. https://doi.org/10.1016/J.IJHEATMASSTRANSFER.2022.123352
Nazir A, Ali M, Hsieh CH, Jeng JY (2020) Investigation of stiffness and energy absorption of variable dimension helical springs fabricated using multijet fusion technology. Int J Adv Manuf Technol 110(9–10):2591–2602. https://doi.org/10.1007/S00170-020-06061-8/FIGURES/13
Ali M, Nazir A, Jeng JY (2020) Mechanical performance of additive manufactured shoe midsole designed using variable-dimension helical springs. Int J Adv Manuf Technol 111(11–12):3273–3292. https://doi.org/10.1007/S00170-020-06227-4/FIGURES/18
Akbarzadeh O, Zabidi NAM, Abdullah B, Subbarao D (2014) Synthesis of Co/CNTs via strong electrostatic adsorption: effect of metal loading. Adv Mater Res 1043:101–104. https://doi.org/10.4028/www.scientific.net/AMR.1109.1
Semmler M, Mann EK, Rička J, Borkovec M (1998) Diffusional deposition of charged latex particles on water−solid interfaces at low ionic strength. Langmuir 14(18):5127–5132. https://doi.org/10.1021/LA9801559
Funding
This work was supported by The Chinese University of Hong Kong Mechanical and Automation Engineering Department Start-Up Fund (Ref. No. MAEG5501517) and The Chinese University of Hong Kong ORKTS Direct Grant (Ref. No. 168497008).
Author information
Authors and Affiliations
Contributions
MA: conceptualization, methodology, investigation, and writing original draft. FL: assistance in the experiment. YT: assistance in the experiment. ZS: assistance in the experiment. W-HL: project administration. HW: project administration, funding acquisition, supervision, validation, writing review, and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Ali, M., Tan, Y., Lin, F. et al. Pilot design of experiment study: effect of stirring duration and guest particle loading on electrostatic adsorption of Ti-6Al-4V composite powder formation. Int J Adv Manuf Technol 130, 1949–1967 (2024). https://doi.org/10.1007/s00170-023-12788-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12788-x