
Abstract
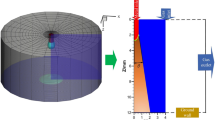
Fluid flow around the keyhole in the molten pool is asymmetric due to the influence of gravity, which directly influences the formation of asymmetric welds and cutting in the variable polarity plasma arc horizontal welding of Al alloys. It is an efficient method used to improve molten metal flow and weld formation by changing the wire feed position (using asymmetric mass transfer to against the gravity effect). Numerical simulation results and direct observation (using a high-speed camera and tracer particles) showed that the stagnation point at the leading side of the keyhole was about at 1.5 mm above the centerline of the weld pool; gravity was the main force driving molten pool flow below the stagnation point. Indirect observation (using a tracer element) was provided to confirm the stagnation point. The metal distribution at the leading side greatly improved with changing wire feed position; the amount of metal at the upper wall of the keyhole was almost equal to that on the opposite side when the wire feed position was near the stagnation point. However, metal still tended to flow downwards to the lower side, at the rear side as the influence of gravity continued until the metal solidified. The wire feed position should be above the stagnation point. Filler material compensated for the lack of flow of base metal, and weld joints with good performance were obtained using asymmetric mass transfer (the solidification stripe was about 90°).


















Similar content being viewed by others

References
Cong BQ, Ding JL, Stewart SW (2015) Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int J Adv Manuf Technol 76(9-12):1593–1606
David SA, DebRoy T (1992) Current issues and problems in welding science. Science 257(5069):497–502
Chen SJ, Yan ZY, Jiang F (2019) Arc discharge and pressure characteristics in pulsed plasma gas of PAW. Int J Adv Manuf Technol 102(1-4):695–703
Chen SJ, Yan ZY, Jiang F, Zhang W (2018) Gravity effects on horizontal variable polarity plasma arc welding. J Mater Process Technol 255:831–840
Tanaka M, Lowke JJ (2007) Predictions of weld pool profiles using plasma physics. J Phys D Appl Phys 40:R1–R23
Nguyen AV, Tashiro S, Bui HV, Tanaka M (2018) Experimental investigation of weld pool formation process in plasma keyhole arc welding. J Phys D Appl Phys 51:015204
Liu ZM, Wu CS, Liu YK, Luo Z (2015) Keyhole behaviors influence weld defects in plasma arc welding process. Weld J 94(9):281-s–290-s
Liu ZM, Cui SL, Luo Z, Zhang CZ, Wang ZM, Zhang YC (2016) Plasma arc welding: process variants and its recent developments of sensing, controlling and modeling. J Manuf Process 23:315–327
Muhammad NA, Wu CS (2020) Evaluation of capabilities of ultrasonic vibration on the surface, electrical and mechanical behaviours of aluminium to copper dissimilar friction stir welds. Int J Mech Sci 183:10578
Su H, Chen J, Wu CS (2022) Effect of tool eccentricity on the periodic material flow in friction stir welding process. Int J Mech Sci 220:107164
Das D, Bal KS, Pratihar DK, Roy GG (2021) Correlating the weld-bead’s ‘macro-, micro-features’ with the weld-pool’s ‘fluid flow’ for electron beam welded SS 201 plates. Int J Mech Sci 210:106734
Chen SJ, Liu JB, Jiang F, Xu B, Zhang GK, Li B (2022) Gravity effects on temperature distribution and material flow in the keyhole pool of VPPA Al welding. Int J Heat Mass Transf 191:122823
Dong BL, Cai XY, Ni ZD, Lin SB, Fan CL, Yang CL (2019) Numerical simulation of arc characteristics in narrow gap TIG welding. Int J Mech Sci 161:105031
Xu B, Chen SJ, Tashiro S, Jiang F, Nguyen AV, Tanaka M (2019) Material flow analyses of high-efficiency joint process in VPPA keyhole flat welding by X-ray transmission system. J Clean Prod 250:119450
Wu D, Chen HB, Huang YM et al (2017) Monitoring of weld joint penetration during variable polarity plasma arc welding based on the keyhole characteristics and PSO-ANFIS. J Mater Process Technol 239:113–124
Campbell SW, Galloway AM, Mcpherson NA (2013) Arc pressure and fluid flow during alternating shielding gases. Part 2: arc force determination. Sci Technol Weld Join 18(7):597–602
Manyalibo JM, Gabe G, Saad AK et al (2016) Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater 114:33–42
Han J, Han Y, Sun Z et al (2022) Effect of plasma welding current on heat source penetration ability of plasma-GMAW hybrid welding. Int J Adv Manuf Technol 123:1835–1844
Yan ZY, Chen SJ, Jiang F (2018) Material flow in variable polarity plasma arc keyhole welding of aluminum alloy. J Manuf Process 36:480–486
Liu ZM, Wu CS, Gao J (2013) Vision-based observation of keyhole geometry in plasma arc welding. Int J Therm Sci 63:38–45
Liu ZM, Wu CS, Cui SL, Luo Z (2017) Correlation of keyhole exit deviation distance and weld pool thermo-state in plasma arc welding process. Int J Heat Mass Transf 104:310–317
Zhang YM, Zhang SB (1999) Observation of the keyhole during plasma arc welding. Weld J 78:53–58
Zhang YM, Zhang SB, Liu YC (2001) A plasma cloud charge sensor for pulse keyhole process control. Meas Sci Technol 12:1365–1370
Zhang YM, Liu YC (2007) Control of dynamic keyhole welding process. Automatica 43:876–884
Zhang YM, Zhang SB (2017) Keyhole thermal behavior in GTAW welding process. Int J Therm Sci 114:352–362
Zhang SB, Zhang YM (2000) Stability of keyhole in plasma arc welding. Proc Inst Mech Engrs Part B: J Eng Manuf 214:401–405
Leung CLA, Marussi S, Atwood RC (2018) In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat Commun 9(1):1355
Cunningham R, Zhao C, Parab N (2019) Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 363(6429):849–852
Xu B, Chen SJ, Jiang F, Phan HL, Tashiro S, Tanaka M (2019) The influence mechanism of variable polarity plasma arc pressure on flat keyhole welding stability. J Manuf Process 37:519–528
Wu D, Nguyen VA, Tashiro S (2019) Elucidation of the weld pool convection and keyhole formation mechanism in the keyhole plasma arc welding. Int J Heat Mass Transf 131:920–931
Liu Y, Liu ZM (2022) Correlation of reflected plasma angle and weld pool thermal state in plasma arc welding process. J Manuf Process 75(4):1111–1122
Wu CS, Zheng W, Chen MA (2014) Improving the prediction accuracy of keyhole establishment time in plasma arc welding. Numer Heat Transf Part A Appl 66:420–432
Li Y, Feng Y, Li Y, Zhang X, Wu CS (2016) Plasma arc and weld pool coupled modeling of transport phenomena in keyhole welding. Int J Heat Mass Transf 92:628–638
Kartal ME, Liljedahl CDM, Gungor S, Edwards L, Fitzpatrick ME (2008) Determination of the profile of the complete residual stress tensor in a VPPA weld using the multi-axial contour method. Acta Mater 56:4417–4428
Zhang Y, Ganguly S, Edwards L, Fitzpatrick ME (2004) Cross-sectional mapping of residual stresses in a VPPA weld using the contour method. Acta Mater 52:5225–5232
Yan ZY, Chen SJ, Jiang F, Zhang W, Huang N, Chen R (2020) Control of gravity effects on weld porosity distribution during variable polarity plasma arc welding of aluminum alloys. J Mater Process Technol 282:116693
Yan ZY, Chen SJ, Jiang F, Tian O, Huang N, Zhang SL (2020) Weld properties and residual stresses of VPPA Al welds at varying welding positions. J Mater Res Tech 9(3):2892–2902
Liu FC, Nelson TW (2016) In-situ material flow pattern around probe during friction stir welding of austenitic stainless steel. Mater Des 110:354–364
Hoyos E, López D, Alvarez H (2016) A phenomenological based material flow model for friction stir welding. Mater Des 111:321–330
Tutunchilar S, Haghpanahi M, Besharati MK et al (2012) Simulation of material flow in friction stir processing of a cast Al–Si alloy. Mater Des 40:415–426
Su H, Wu CS, Bachmann M et al (2015) Numerical modeling for the effect of pin profiles on thermal and material flow characteristics in friction stir welding. Mater Des 77:114–125
Pan JJ, Hu SS, Yang LJ et al (2016) Numerical analysis of the heat transfer and material flow during keyhole plasma arc welding using a fully coupled tungsten-plasma anode model. Acta Mater 118:221–229
Yin YY, Yang XQ, Cui L et al (2015) Material flow influence on the weld formation and mechanical performance in underwater friction taper plug welds for pipeline steel. Mater Des 88:990–998
Simões F, Rodrigues DM (2014) Material flow and thermo-mechanical conditions during friction stir welding of polymers: literature review, experimental results and empirical analysis. Mater Des 59:344–351
Qi H, Ye FX, Lu HW (2022) Visualization of plastic flow in metal ultrasonic welding by adding interlayer. J Manuf Process 83:571–575
Lang RQ, Han YQ, Bai XY, Bao XL (2022) Influence of the metal flow in the keyhole molten pool on the molten pool stability in continuous variable polarity plasma arc keyhole vertical-up welding. J Manuf Process 76:195–209
Nguyen AV, Tashiro S, Ngo MH, Le AH, Bui HV, Tanaka M (2020) Influence of shielding gas composition on molten metal flow behavior during plasma keyhole arc welding process. J Manuf Process 53:431–437
Chen SJ, Xu B, Jiang F (2018) Blasting type penetrating characteristic in variable polarity plasma arc welding of aluminum alloy of type 5A06. Int J Heat Mass Transf 118:1293–1306
Voller VR, Prakash C (1987) A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems. Int J Heat Mass Transf 30(8):1709–1719
Wei PS, Chao TC (2014) Prediction of pore size in high power density beam welding. Int J Heat Mass Transf 79:223–232
Wu CS, Zhang T, Feng YH (2013) Numerical analysis of the heat and fluid flow in a weld pool with a dynamic keyhole. Int J Heat Fluid Flow 40:186–197
Ogino Y, Hirata Y, Murphy AB (2016) Numerical simulation of GMAW process using Ar and an Ar-CO2 gas mixture. Weld world 60(2):345–353
Jian XX, Wu CS, Zhang GK, Chen J (2015) A unified 3D model for an interaction mechanism of the plasma arc, weld pool and keyhole in plasma arc welding. J Phys D Appl Phys 48(46):465504
Pan JJ, Yang LJ, Hu SS, Chen SJ (2017) Numerical analysis of keyhole formation and collapse in variable polarity plasma arc welding. Int J Heat Mass Transf 109:1218–1228
Bahrami A, Valentine DT, Aidun DK (2015) Computational analysis of the effect of welding parameters on energy consumption in GTA welding process. Int J Mech Sci 93:111–119
Xu B, Hu QX, Chen SJ, Jiang F, Wang XL (2016) Numerical simulation of dynamic behavior of keyhole and molten pool at K-PAW quasi-steady process. Acta Metall Sin 52(7):804–810
Xu B, Tashiro S, Tanaka M, Jiang F, Chen SJ (2021) Physical mechanisms of fluid flow and joint inhomogeneity in variable-polarity plasma arc welding of thick aluminum alloy plates. Phys Fluids 09:087103
Xu B, Chen SJ, Tashiro S, Jiang F, Tanaka M (2021) Physical mechanism of material flow in variable polarity plasma arc keyhole welding revealed by in situ x-ray imaging. Phys Fluids 03:017121
Dai HB, Shen XQ, Wang HR (2018) Study on the arc pressure of TIG welding under the condition of Ar-Ar and Ar-He supply alternately. Results Phys 10:917–922
Hemmesi K, Mallet P, Farajian M (2020) Numerical evaluation of surface welding residual stress behavior under multiaxial mechanical loading and experimental validations. Int J Mech Sci 168:105127
Sun XJ, Qi BJ, Jiang ZH, Zeng CY, Cong BQ (2022) Refined weld microstructure and enhanced joint mechanical property of 1460 Al-Li alloys via double-pulsed variable polarity TIG arc welding. J Manuf Process 82:738–749
Kumar A, Arindam G, Sudhir K, Dwivedi SP (2021) Grain size and viscosity behaviour of developed agglomerated fluxes during submerged arc welding. Mater Today: Proc 34(3):829–831
Funding
The work was supported by National Natural Science Foundation of China (No. 52205322), Beijing Postdoctoral Research Foundation (No. 2022-ZZ-063), State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology (No. AWJ-23M13), and Postdoctoral Research Foundation of Chaoyang District.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. ZY: conceptualization, methodology, formal analysis, data curation, writing—original draft—and funding acquisition; XR: data curation and writing—original draft; QH: data curation and writing—original draft; CL: methodology and visualization; YZ: resources and investigation; FJ: supervision, writing—review and editing—and funding acquisition; SL: funding acquisition; SC: supervision and writing—review and editing.
Corresponding authors
Ethics declarations
Ethics approval
We can prove that this work belongs to the field of manufacturing process, and this work did not involve the human ethical issues. And we promise that we can follow the COPE guidelines on how to deal with potential acts of misconduct. We hope this work can be consideration of the publication by “The International Journal of Advanced Manufacturing Technology.”
Consent to participate
All the authors consent to participate this work.
Consent for publication
All the authors in this work have consented to publish this manuscript.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yan, Z., Ren, X., Hu, Q. et al. Effect of wire feed position on fluid flow and weld formation in variable-polarity plasma arc horizontal welding. Int J Adv Manuf Technol 129, 5181–5197 (2023). https://doi.org/10.1007/s00170-023-12640-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12640-2