
Abstract
When manufacturing complicated products where both material and design play a role, especially thin and curved components, it is difficult to maintain accurate dimensions in Selective Laser Melting. Considering these difficulties, this article presents the dimensional errors in the fabrication of Ti-6Al-4V discs and their thermomechanics during manufacturing. Various combinations of laser processing parameters were used to fabricate the 2.00 mm thick discs with a diameter of 5.70 mm. It was found that the thickness shortened and the round shape changed to an oval shape for most of the discs. The thickness decreased along the build-up direction from the bottom to the top and formed a taper that increased with increasing energy density (ED). The horizontal diameter of the discs changed slightly, while the vertical diameters changed remarkably with increasing ED. On the other hand, reducing the laser power resulted in a reduction of the roundness error, while it caused a reduction of the thickness. The hatch spacing significantly affected the volume of the melt pool and caused a change in the vertical diameter. The central part of the curved surface of the discs became concave and the concavity increased due to the increasing ED.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Selective laser melting (SLM), a type of metal additive manufacturing (AM), is attracting more and more manufacturers to produce intricately designed metal components with high melting temperatures [1, 2]. SLM offers a high degree of flexibility in manufacturing and replicates the computer-aided design (CAD) part [3,4,5]. This facilitates the production of parts for the biomedical, automotive, aerospace and foundry sectors. There are still a number of drawbacks that must be overcome to obtain the desired products [6, 7]. However, dimensional accuracy is one of the challenges that still needs to be overcome to achieve the desired results [8]. Not much research has been done on the dimensional accuracy of AM metal products.
Among metals, the alloy Ti-6Al-4V is one of the most attractive alloy systems due to its high strength-to-mass ratio and good biocompatibility [9]. However, due to its high hardness [10], high chemical affinity [11], high volumetric specific heat [12] and low thermal conductivity [13], there are a number of obstacles in manufacturing products from Ti-6Al-4V alloy using conventional methods. By using a laser melting system for metal powder in the SLM process, these obstacles can be overcome by successively building up micrometre-sized layers to finally create a product [14].
Although SLM favours the production of complicated objects, there are a lot of problems with the manufacturing processes [15, 16]. These processes can be exploited to regulate the metallurgical properties of the products. On the other hand, it is still a challenge to balance all metallurgical properties in a product [17]. The laser processing parameters, such as laser power, scanning speed and hatch spacing, play a decisive role in the manufacturing and product properties [15, 16, 18]. On the other hand, the environmental conditions in the manufacturing chamber, the direction of product build-up [19], the manufacturing location [20], the product size [21], the powder coating process [22], etc. are the secondary conditions that affect the product properties. However, several researches have been conducted focusing on the density, porosity, microstructure, strength, ductility, surface morphology and corrosion properties of SLM products [4, 23]. On the other hand, although the SLM process uses a CAD file to produce a product, the product deviates in dimensions due to various thermomechanical processes. There are few scientific descriptions in the literature and this must be overcome to obtain the desired products.
Therefore, this study investigated the dimensional variations in the production of discs made of a Ti-6Al-4V alloy with different laser processing parameters. A disc is thin and has a round shape, so different dimensional variations can be investigated, including roundness, horizontal and vertical diameter, thicknesses over height, and variation of initial layers. These dimensional variations due to different energy density (ED), laser power, scanning speed and hatch spacing have been presented in this article and their reasons clearly discussed.
2 Material and methods
2.1 Material
Fully dense Ti-6Al-4V alloy powder with a particularly low interstitial content, provided by Dentaurum (Germany), was used to fabricate the discs. The reported density of the material is 4.429 g/cm3. About 99% of the powder particles were spherical, with diameters between 10 and 45 μm, together with some tiny particles with diameters of a few micrometres. However, most of the powder particles were in the 25–35 μm range, while the next range was between 10 and 40 μm. The chemical composition of Ti-6Al-4V alloy was 5.50–6.75 wt.% Al, 3.50–4.50 wt.% V, < 0.30 wt.% Fe, < 0.20 wt.% O, < 0.10 wt.% C, < 0.05 wt.% N, < 0.015 wt.% H, and Ti as balance.
2.2 Disc preparation
The discs with a diameter of 5.70 mm and a thickness of 2.00 mm were fabricated using three different combinations of laser parameters in the SLM. The laser parameters were the laser power, the scanning speed, and the hatch spacing, while the ED was calculated using Eq. (1) [24]. Different combinations of the laser parameters were used to investigate the influences of different ED and the same ED.
In order to investigate the influence of ED as well as the technological parameters on the dimensions, this study proceeded in three stages, first considering ED and the scanning speed, then the laser power and finally the hatching distance. Therefore, in the first stage of this study, the scanning speed was changed from 1000 to 150 mm/s to obtain different ED from to 6.49 J/mm2, keeping the other parameters constant, as shown in Table 1. The best ED was selected based on the results of the disc density and tensile properties in the first stage. The best metallurgical properties were obtained with 1.62 J/mm2 ED and this ED is considered the best [25, 26].
The laser power was reduced in five steps from 95 to 55 W, keeping ED constant at 1.62 J/mm2 and the hatch spacing was also constant, as listed in Table 2. The densest disc was obtained with 55 W laser power, and the second best laser power was 65 W [27]. In order to keep the ED at the best value corresponding to the scanning speed in the best range (about 400–800 mm/s), the 65 W laser power was considered for the following stage. Therefore, in the third stage of the study, the effect of different hatching distances from 0.099 to 0.0495 mm was investigated by changing ten different track overlaps from 10 to 55%, as listed in Table 3.
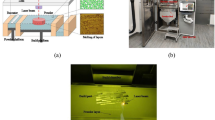
Three discs were fabricated for each combination of manufacturing parameters, as shown in Fig. 1(c). An mLAB SLM machine from Concept Laser LLC, Lichtenfels, Germany, was used to fabricate the discs. The processing chamber was filled with argon with an oxygen content of 0.0–0.4% by volume. The chamber temperature was maintained at 20 °C. The Yb:glass fiber laser from IPG, Germany, was focused with a telecentric F-theta lens perpendicular to the processing plane (scanning layer), and the diameter of the focused laser beam was 0.11 mm. The scanned layer thickness was defined as 25 µm. A checkerboard scanning strategy was used and the scanning direction was changed by 90° for each subsequent layer.

Used support structure to fabricate the discs, (a) 3D (almost from bottom) view in CAD, (b) 3D (almost from the side) view in CAD, and (c) fabricated discs along with their supports
Since the discs were fabricated with a diameter parallel to the vertical plane, an appropriate selection of support structure was required. To investigate the effect on roundness with the fewest support rods required, three rows of six support rods were used as shown in Fig. 1(a) in the 3D view in CAD. Figure 1(b) and (c) shows the support structure in the front view using CAD and fabricated discs together with the corresponding support rods.
2.3 Dimensional measurement
A VHX-7000 4 K series computer-controlled digital microscope was used to measure the dimensions of the discs. Optics were used to measure the dimensions so that the measurements could be made without contact between the instrument and the disc. The dimensions were marked on the microscopic images of the discs and thus recorded for the study. Therefore, the accuracy in recording the dimensions was very high, so that one measurement was used to determine a specific dimension.
3 Results and discussion
3.1 Dimensional deviations by varied EDs
Due to the different energy densities (EDs) used, there were crucial dimensional deviations in the disc samples. Figure 2 shows the digital microscopic images showing the diameters and roundness of the discs produced. Figure 3(a) also shows the deviations of the horizontal and vertical diameters. The roundness of the flat surfaces of the discs was transformed into an oval. The ovals are symmetrical, their vertical axes, the major axes, and their larger radii are in the lower half of the discs. The minor axes are horizontal and do not vary significantly among the discs. The oval shape changed successively from disc I-1 to I-7 due to the change in the larger radius and gradually increased with ED. Specifically, the upper half of the discs is almost semicircular, while the lower part of the discs became semi-elliptical. However, the dimensional deviation was measured using Eq. (2).

Diameters and roundness of the discs fabricated with varied ED in the first stage of the study where (a) disc I-1, (b) disc I-2, (c) disc I-3, (d) disc I-4, (e) disc I-5, and (f) disc I-6

Dimensional deviations of the discs fabricated with varied ED in the first stage of the study, (a) diameter deviations and (b) thickness deviations
Therefore, the value of a dimensional deviation can be positive or negative. A positive value means that the dimensions of the product are larger than the dimensions of the originally ordered CAD model. If the product was manufactured smaller than the original dimension, the deviation has a negative value.
The horizontal diameter of the entrusted CAD model of the discs became shorter during fabrication. The horizontal diameter of disc I-1 decreased by 0.07 mm compared to the original, while the other discs decreased by 0.16 ± 0.01 mm. The vertical diameter increased significantly from disc I-1 to I-7, consecutively from 0.16 to 0.80 mm. Therefore, disc I-1 deviated the least in both vertical and horizontal diameter. However, discs I-2, I-3 and I-4 have vertical diameter deviations of 0.24 to 0.29 mm, while disc I-5 has a vertical diameter deviation of 0.40 mm. Therefore, it can be assumed that discs I-2 to I-4 are in the second best range in terms of their vertical diameter and are also not significantly different from disc I-1. On the other hand, these three discs had both the highest density and tensile properties, as in the authors’ previous studies [25, 26]. Therefore, the best range for scanning speed was considered between 800 and 400 mm/s, which belong to discs I-2 and I-4. Moreover, the middle disc (disc I-3) among these three discs has the highest density and one of the best mechanical strengths among discs I-1 to I-7 [26]. Therefore, ED, which belongs to disc I-3, was selected as the best ED, which is 1.62 J/mm2. These best parameters were considered in the following stages of the study.
Figure 3(b) shows the top and bottom thickness deviations of the discs fabricated with different ED in the first stage of the study. The thickness gradually decreased from the bottom to the top layers. On the other hand, the average thickness gradually increased from disc I-1 to I-7. Disc I-1 has the least variation among the discs and has a constant thickness from bottom to top, which is 1.96 mm. The bottom thickness of disc I-2 decreased to − 0.11 mm and then gradually increased (negative values and then positive values) until disc I-7. The least deviation in the bottom thickness is found in disc I-5, which is − 0.02 mm. Discs I-6 and I-7 are thicker than nominal and their bottom thickness deviation is + 0.22 mm and + 0.34 mm respectively. The top thickness decreased from disc I-1 to I-3, which is − 0.11 to − 0.15 mm. After that, the top thickness increased until disc I-7, and the deviation is + 2.09 mm. The smallest deviation of the top thickness was observed in disc I-6, it is − 0.02 mm.
A remarkable variation in dimensions was observed on the curved surfaces of the discs. The diameter became shorter in the central part of the curved surface. Two sides of a curved surface became larger in diameter, forming a concave shape, as shown in Fig. 4. This concavity gradually developed with the increase of ED, which can be clearly seen in Fig. 4(f). This concave deformation was slight in disc I-1 and increased successively until disc I-7. Furthermore, structural changes in this deformation were observed in the individual discs, as can be seen in Fig. 4(d)–(f). The curvature was almost flat in disc I-1 with a small bulge on two sides, as shown in Fig. 4(a) and (d). This curvature changed and gradually formed a distinct wave-like structure. This is less pronounced in disc I-5, as shown in Fig. 4(b) and (e), and more pronounced in disc I-6, as shown in Fig. 4(c) and (f). These features occurred over the entire curved surface, except for a small chord in the lower region. Furthermore, this wave-like variation decreased towards the bottom. Overall, the I-1 disc has the best dimensional accuracy in the first stage of the study, achieved by the lowest ED (0.97 J/mm2) and the highest scanning speed (1000 mm/s).

Digital microscope images showing the deformation of the curved surface of the discs fabricated with varied ED in the first stage of the study: (a)–(c) full sides of discs I-1, I-5 and I-6 respectively, and (d)–(f) enlarged upper parts of the respective discs
The volume of the melt pool, the cooling rate and the shrinkage mechanisms were involved in the formation of the dimensional features mentioned above. These phenomena were influenced by EDs and scanning speed. The volume of the melt pool increased with increasing ED [16, 28], as shown schematically in Fig. 5. Higher ED provided higher thermal energy, which caused more powder particles to melt in the initial layers and contour areas, forming a larger melt pool [29]. In a disc, the initial layers are the bottom layer and the layers gradually staired up through the circumference until the horizontal diameter is touched [30]. The contour regions belong to both the flat and the curved surface.

Increase of the melt pool volume while the ED increases in SLM
Since the main reason for the deviation of the vertical diameter is the deviation of the lower half of a disc, it would make sense to look for the phenomena in the production of the lower half. The main reason for the deviation of the lower vertical radius is the higher thermal energy, which causes shrinkage, accumulation of additional powder particles and downward movement of the melt pool [22, 31, 32]. The high thermal energy is due to the accumulation of heat during the scanning of the first layers. This heat accumulation is due to the low possibility of heat conduction. Since the powdered area has very low thermal conductivity and only a small portion is scanned, the heat cannot be dissipated efficiently. As the volume of the part to be manufactured increased, the heat accumulation gradually decreased because the heat can be distributed over the entire area to be manufactured.
Heat accumulation occurred mainly in the bottom layers (peripheral area of the lower half of a disc) and the following few layers at the beginning of production. This resulted in a high heat build-up and thus a high collection of powder particles in the melt pool, which eventually led to a downward movement of the melt pool. The excessive material accumulation and downward movement increased the size of the fabricated part downward. In addition, the fabricated part cooled slowly due to the low heat dispersion rate. The slow cooling of the molten metal allowed capillary flow, which reduced shrinkage [33]. While the disc is half fabricated, there is no bottom layer left and on the other hand, heat can spread towards the fabricated areas. Therefore, the upper half of the disc has the same dimensions as the original.
Higher ED can easily melt the adherent particles, which contributes to the melt pool becoming wider [22, 31], forming a thicker disc. The increase of ED leads to an increase in the depth of the melt pool [15, 34]. Therefore, the melt pools in the lower areas expanded downwards through the support bars. This happened up to a few millimetres from the bottom of a disc. During scanning of the second layer, thermal energy was conducted through the first layer and contributed to its expansion. Higher ED caused higher-volume melt pools on the initial layers at the bottom. These melt pools combined with more powder particles. Higher ED also provided effective thermal energy up to some subsequent layers [35]. Thus, the vertical diameters successively increased with increasing ED from disc I-1 to disc I-7.
When the lower part of a disc was fabricated, the supporting bars were the only effective way of conducting heat [36]. The powdered zone transferred the heat comparatively very slowly than the fabricated solid part, and in addition, the radiation process also helped only moderately [7, 37]. Therefore, the thermal energy could not be transferred as fast as the upper parts were fabricated [38]. As a result, the lower part of the disc accumulated high energy and released the heat slowly. This high thermal stability easily formed a higher melt pool and heat-affected zone, which partially melted the powder particles and made them stick to the melt pool. On the other hand, when the upper part was made, the heat spread rapidly towards the lower part. This thermal process led to a rapid cooling of the melt pools. Thus, they got smaller melt pools and fewer partially melted, adhering particles due to smaller heat-affected zones outside the contour. Therefore, the upper part of a disc gradually became thinner.
The curved distortion of the specimens is reminiscent of a casting phenomenon caused by the molten material being unable to fill the areas left by the retreating material during solidification, resulting in shrinkage. The reasons for the curved surfaces of the specimens at hand were not the same, as each layer solidified in a separate process and any gaps were filled each time by the powder of the subsequent layers. What remains after each layer are the residual stresses that build up and increase during the SLM process [39, 40]. These depend mainly on the energy introduced into the process, which also determines their complex shape and size, as shown in Fig. 4.
The following thermomechanical phenomena can be held responsible for the curved surface. The most important phenomena for this are the accumulation of powder particles at the contour areas and the expansion during a layer scan, followed by the shrinkage during cooling. The first samples, such as disc I-1 and disc I-2, made with a low ED did not suffer much from the bending caused by shrinkage. These discs collected a few extra particles outside the contour areas and formed a strong contour. However, the central area of one layer suffered from small shrinkage stresses that pulled the material inwards as it cooled, as shown in Fig. 6. The shrinkage forces occurred mainly on both sides, one from a flat surface towards the centre of the scan layer. Another was from the curved surface towards the centre of the scanning layer. The shrinkage force from the flat surface only caused a reduction in thickness because this dimension is small. In contrast, the long dimension, i.e., the shrinking force from the curved surface, reached enough force to shrink the disc significantly, causing curvature on the side of the disc.

Curving mechanism during cooling of a layer in the SLM process, where (a) shows the layer-by-layer build-up direction of a disc and a sliced scanning layer its curving nature affected by the contraction force during cooling of (b) disc I-1, (c) disc I-5 and (d) disc I-6. (b)-(d) are the top view of the sliced scanning layer
When considering the contraction force applied in decreasing thickness, the lowest ED allowed the least shrinkage [15]. This is due to the lowest thickness expansion during scanning, resulting in the lowest thermal stresses. However, when ED increased up to 1.2 J/mm2 (up to disc I-3), the thickness decreased significantly. This is true for the upper half of the discs, as the lower half was affected by the high thermal energy as previously described. However, a further increase of ED led to an increase in thickness due to the combination effect, while the increase and decrease in thickness due to larger melt pools and shrinkage, respectively, occurred consecutively. Here, the combination effect refers to the effects of two types of higher EDs, one being higher ED in the lower half of a disc compared to the upper half and the other being higher ED as the applied ED increases. However, the lower part of the disc started to increase in thickness from disc I-2 due to the higher thermal energy.
The discs fabricated with high ED have many pores, some of which have a large volume (Ø50 µm) [25]. The small and medium pores were created by the keyhole effect and the spattering of molten metal, while the large pores were formed by massive spattering [41]. Initially, a keyhole contains metal vapour, and upon cooling, this pore consists of a vacuum [23]. The probability of vacuum in the spattered pores is also high. Therefore, a higher number and larger pores have a high potential to reduce the total volume of a disc, which is an additional reason for the occurrence of waviness on the curved surface in the disc created with a high ED. Therefore, the upper layer of the discs is also concave in shape, as shown in Fig. 7. The upper layer moves downward and becomes deeper when ED is increased, as shown in Fig. 7(a)–(c), which were produced at 3.25 J/mm2, 4.87 J/mm2 and 6.49 J/mm2 ED, respectively. Higher ED caused higher spattering and thus higher number of pores, resulting in higher deformation and concavity formation. Furthermore, a higher ED resulted in a higher thermal energy and thus a higher shrinkage of the part [28].

Deformation and concave formation at the top layer of the discs (a) I-5, (b) I-6, and (c) I-7 in the first stage of the study
3.2 Dimensional deviations by varied laser power and scanning speed at constant ED
The digital microscopic images in Fig. 8 show the roundness of the discs fabricated with different laser power and scanning speed, with ED remaining the same. Although the discs produced have become oval, the differences among them are not large. As with a similar previous stage, the vertical increase in radius causes a significant increase in ovalisation, while the horizontal shrinkage also makes a small contribution. However, disc II-3 has the smallest deviation in horizontal and vertical diameter, which are − 0.08 mm and + 0.23 mm, respectively. The horizontal diameter of the disc II-1 deviated by − 0.10 mm from the original diameter, as shown in Fig. 9(a). The extent of shrinkage of the horizontal diameter gradually decreased until disc II-3 and then gradually increased again to − 0.15 mm in disc II-5. Therefore, the oval shape developed from disc II-3 to II-5 due to the combined dimensional deviations by horizontal and vertical diameters.

Diameter and roundness of discs fabricated with varied laser power and scanning speed at constant ED in the second stage of the study, where (a) disc II-1, (b) disc II-2, (c) disc II-3, (d) disc II-4 and (e) disc II-5

Dimensional deviations of the discs fabricated with varied laser power and scanning speed at constant ED in the second stage of the study, (a) diameter deviations and (b) thickness deviations
Although the scanning speed was increased, the laser powers in the disc II-1 to II-2 were higher than in disc II-3, inducing higher energy into the scanning layer [42]. This is due to the fact that the intensity of the laser is higher while its power is higher, allowing a higher amount of laser ray to penetrate for a certain time. Although the mathematically calculated ED was the same for all combinations of laser parameters in the second stage of the study, the practical ED was higher when the laser power was significantly higher, such as for disc II-1 to II-2. This practically higher ED allowed more powder particles to be melted and mixed with the melt pool in the initial layers. On the other hand, reducing the scanning speed while keeping ED the same led to a reduction in the cooling rate of the melt pool [42]. The thermal stability of the melt pool thus increased while the scanning speed decreased. This caused more powder particles to accumulate and expanding the size of the melt pools of the initial layers. These phenomena contributed to the fact that the vertical diameter dimensions (as described in subsection 3.1) increased while the scanning speed decreased. This effect can be observed by comparing the vertical diameters of discs II-3 and II-4 (and II-5), as depicted in Fig. 9(a), where the vertical diameters of discs II-4 and II-5 are higher than those of the disc II-3. Eventually, the vertical diameter is smallest for disc II-3 and while the laser power was increased for discs II-1 and II-2 or the scanning speed was decreased for discs II-4 and II-5, the diameter increased.
For the horizontal diameters, the higher scanning speed allowed for a shorter period of time to collect the powder particles, resulting in the almost equal deviations among discs II-1 to II-3. However, slightly more shrinkage occurred in disc I-1 due to the high scanning speed (760 mm/s), as a higher scanning speed resulted in a faster cooling rate. The slower cooling rate of a molten metal allows capillary feeding so that shrinkage defects can be effectively healed. A faster cooling rate, on the other hand, provides less time for efficient feeding and increases shrinkage [33]. While the scanning speed decreased to 520 mm/s (disc I-4) and 440 mm/s (disc I-5), the laser power also decreased significantly, resulting in less accumulation of powder particles from outside the melt pools. As a result, the horizontal diameter in discs II-4 and II-5 decreased even more.
The thickness was significantly improved by increasing the laser power from 75 to 85 W (disc II-3 and II-2, respectively), as shown in Fig. 9(b). The thickness deviation in the lower part of the discs improved from − 0.06 to 0.00 mm, while the upper thickness improved from − 0.15 to − 0.04 mm. In comparison, the higher scanning speed in disc II-2 allowed for less accumulation of powder particles. Moreover, a higher scanning speed caused a lower thermal stability time, resulting in higher shrinkage. For the disc II-1, the scanning speed was even higher, but the shrinkage occurred more in the upper part of the disc, resulting in a smaller thickness dimension (− 0.07 mm). The lower part of this disc was not able to transfer heat quickly and the laser power was high enough (95 W) to increase the size of the melt pool. As a result, the lower part of the disc grew slightly. Compared to the upper thicknesses of disc II-3 to II-5, the thickness increased slightly due to the lower scanning speed, resulting in higher thermal stability and less shrinkage.
In the area of the curved surface, almost no such differences in deformation occurred between disc II-1 to II-5, as shown in the digital microscopic images in Fig. 10. The deformation remained the same as for disc I-3 from the first stage of the study, which is also the same from disc I-1 (as shown in Fig. 4(a)) to disc I-3. Although both the laser power and the scanning speed were varied over a wide range to produce the discs in the second stage of the study, no differences occurred between them as they had the same ED. Therefore, especially the scanning speed in the optimal range between 400 and 800 mm/s did not have such a big impact. In the first stage of the study, the ED changed significantly due to the change in scanning speed, so these effects were remarkable.

Curvature of the curved surfaces of the discs fabricated with different laser power and scanning speed at constant ED in the second stage of the study. The discs are (a) II-1, (b) II-2, (c) II-3, (d) II-4 and (e) II-5
3.3 Dimensional deviations by varied hatch spacing and scanning speeds
Significant variations in horizontal and vertical diameter occurred in the third stage of the study, as can be seen in Fig. 11, which focused on the variation in hatch spacing at a constant ED. The influence of the hatch spacing and the scanning speed caused the variation of the diameters in this study. Therefore, they did not vary linearly. However, the vertical diameter gradually increased from disc III-1 to III-5. Discs III-5 and II-4 were fabricated with the same manufacturing parameters. Comparing among discs III-5 to III-7, it can be said that the deviation of the vertical diameter decreases significantly due to the decreasing hatch spacing (increasing track overlap), as shown in the bar chart in Fig. 12(a). A decrease in track overlap resulted in a decrease in vertical diameter, reducing the deviation from + 0.48 to + 0.37 mm. A further decrease in track overlap led to a renewed increase in the deviation of the vertical diameter up to + 0.47 mm for disc III-9, and disc III-10 has + 0.39 mm.

Diameter and circularity of the discs fabricated in the third stage of the study, where (a) disc III-1, (b) disc III-2, (c) disc III-4, (d) disc III-6, (e) disc III-8, and (f) disc III-10

Dimensional deviations in the third stage of the study, (a) diameter deviations and (b) thickness deviations
The main reason for the different main vertical radii between the discs in the third stage of the study is a variation in track overlapping (hatch spacing). The variation in track overlap resulted in different volumes of the corresponding melt pool, as shown in Fig. 13. A smaller overlap of the tracks led to a faster cooling of the melt pools and thus to smaller melt pools. Additionally, a smaller overlap of the tracks meant a smaller thermal contribution from the previous track. Due to the faster cooling and lower thermal impact, there was also a smaller amount of powder particles associated with the melt pool. Therefore, the volume of the melt pool was small when the tracks overlapped by 10% (disc III-1), as shown in Fig. 13(a) and (b). As the overlap of the tracks increased, the volume of the melt pool increased and the initial layers increased significantly until the tracks overlapped 30% (disc III-5), as shown in Fig. 13(c) and (d).

Top view of different track overlaps (a, c and e) and front view of the corresponding melt pool with different sizes (b, d and f), where (a) 10% track overlap, (b) small melt pools due to 10% track overlap, (c) 30% track overlap, (d) large melt pools due to 30% track overlap, (e) 55% track overlap, (f) moderate-sized melt pools due to 55% track overlap
Although the overlap of the tracks was increased by 30 to 40% (disc III-5 to III-7), the effect of overlapping the tracks was not significant, while at the same time the scanning speed was increased, which was more effective. By increasing the scanning speed, fewer powder particles were contained in the melt pools. Additionally, the increased scanning speed resulted in more volume shrinkage. While the overlap of the tracks effectively increased, the thermal energy in the melt pool increased efficiently. This resulted in a greater accumulation of powder particles and an increase in the major vertical radius upto disc III-9. However, a further increase in track overlap to the disc III-10 caused a high thermal energy where some zones were triple melted, as shown in Fig. 13(e) and (f). This high energy caused a higher level of spattering of molten material, causing the action zone to lose material [31]. On the other hand, the high scanning speed left less time to collect adjacent powder particles. Additionally, the melt pools expanded less due to the faster cooling. Therefore, the resulting volume of the melt pools was comparatively smaller.
The deviation in thickness decreased from the first to the third stage in this study. The maximum deviation that occurred in the third stage is − 0.09 mm, and the deviation ranges from + 0.01 to − 0.09 mm, as shown in Fig. 12(b). The lower track overlapping disc has a smaller thickness deviation, and it increased on average up to the slice III-5, after which they are approximately equal. Both the upper and lower thicknesses have a negative deviation, with the upper thickness decreasing more than the lower from disc III-2 to III-10. Since the lower track overlap caused less expansion of the melt pool volume, the shrinkage mechanism had less effect, so the deviation did not occur at the end. The higher track overlap caused a larger melt pool volume and higher thermal effects, which ultimately caused a higher shrinkage and thus a high thickness reduction.
The rounding on the curved surface of the discs also diminished in the third stage of the study, as can be seen in Fig. 14. This bulge or shrinkage in the central area on the curved surface was also not observed in the second stage of the study. In the second and third stages, the scanning speed ranged between 400 and 800 mm/s and in the third stage, the overlap of the tracks varied between 10 and 55%. Therefore, the deformation and waviness on the curved surface were only affected by ED. When ED increased to more than 1.62 J/mm2, the deformation and waviness were more affected and gradually increased, while ED increased. In the experiments in the second and third stage of the study, when ED was used at 1.62 J/mm2, ED was low enough to maintain the dimensions without causing deformation or waviness on the curved surface.

Curviness of the curved surface of the discs fabricated in the third stage of the study. The discs are (a) III-2, (b) III-4, (c) III-6, (d) III-8 and (e) III-10
Pal et al. [28] also investigated the dimensional changes and deformation of cubic Ti-6Al-4V specimens fabricated with different combinations of fabrication parameters. The thickness also did not vary over a wide range, although the height varied considerably. Thus, when the dimension is less than a few millimetres or has a curved shape, the variation and deformation have a remarkable effect. Therefore, it is necessary to apply a suitable combination of processing parameters to obtain the correct dimensions and mechanical properties, for example, for the scaffold-like product with small dimensions such as a cellular and topologically optimised structure [14, 17].
4 Conclusions
Dimensional changes and deformations were investigated in discs of Ti-6Al-4V fabricated employing various energy densities (EDs) and laser parameters using the selective laser melting (SLM) process. The findings from the consequences of this study can be applied to the fabrication of SLM products with small dimensions, including the framework and topologically optimised structure to obtain the desired dimensions and mechanical properties. However, the following defects in shape and size were found in the manufactured discs.
-
(i)
As Energy Density (ED) increased, the vertical diameter increased, especially the lower radius. This phenomenon resulted in the formation of an oval of the circular disc. The main diameter of the oval increased with increasing ED.
-
(ii)
A concavity was formed in the central part of the curved surfaces of the discs, which increased with increasing ED.
-
(iii)
The best ED was found at 1.65 J/mm2, at which no concavity occurred, although the laser power, scanning speed and hatch spacing were varied in subsequent stages of the study.
-
(iv)
The shrinkage mechanism resulted in a shortening compared to the entrusted dimensions, especially in the horizontal diameter and thickness.
-
(v)
The lower thickness is wider than the upper thickness when the build-up direction is taken into account.
-
(vi)
No combination of laser parameters has been found to produce a disc that accurately accounts for all dimensions.
-
(vii)
The distance between the hatches has a significant influence on the volume of the melt pool, so that the dimensions, especially the vertical dimension, can be varied.
References
Yu T, Liu J, He Y et al (2020) Microstructure and wear characterization of carbon nanotubes (CNTs) reinforced aluminum matrix nanocomposites manufactured using selective laser melting. Wear 476:203581. https://doi.org/10.1016/j.wear.2020.203581
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23:1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Bartolomeu F, Costa MM, Alves N et al (2021) Selective laser melting of Ti6al4v sub-millimetric cellular structures: prediction of dimensional deviations and mechanical performance. J Mech Behav Biomed Mater 113:104123. https://doi.org/10.1016/j.jmbbm.2020.104123
Zhao X, Li S, Zhang M et al (2016) Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater Des 95:21–31. https://doi.org/10.1016/j.matdes.2015.12.135
Gotlih J, Brezocnik M, Pal S et al (2022) A holistic approach to cooling system selection and injection molding process optimization based on non-dominated sorting. Polymers 14:4842. https://doi.org/10.3390/polym14224842
Grasso M, Colosimo BM (2017) Process defects andin situmonitoring methods in metal powder bed fusion: a review. Meas Sci Technol 28:44005. https://doi.org/10.1088/1361-6501/aa5c4f
Foroozmehr A, Badrossamay M, Foroozmehr E, Golabi S (2016) Finite element simulation of selective laser melting process considering optical penetration depth of laser in powder bed. Mater Des 89:255–263. https://doi.org/10.1016/j.matdes.2015.10.002
Fotovvati B, Asadi E (2019) Size effects on geometrical accuracy for additive manufacturing of Ti-6Al-4V ELI parts. Int J Adv Manuf Technol 104:2951–2959. https://doi.org/10.1007/s00170-019-04184-1
Chastand V, Quaegebeur P, Maia W, Charkaluk E (2018) Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater Charact. https://doi.org/10.1016/j.matchar.2018.03.028
Li C-L, Hong J-K, Narayana PL et al (2021) Realizing superior ductility of selective laser melted Ti-6Al-4V through a multi-step heat treatment. Mater Sci Eng A 799:140367. https://doi.org/10.1016/j.msea.2020.140367
Textor, M., Sittig, C., Frauchiger, V., Tosatti, S., Brunette, D.M. (2001). Properties and Biological Significance of Natural Oxide Films on Titanium and Its Alloys. In: Titanium in Medicine. Engineering Materials. Springer, Berlin, Heidelberg 171–230. https://doi.org/10.1007/978-3-642-56486-4_7
Boivineau M, Cagran C, Doytier D et al (2006) Thermophysical properties of solid and liquid Ti-6Al-4V (TA6V) alloy. Int J Thermophys 27:507–529. https://doi.org/10.1007/PL00021868
Pegues J, Roach M, Scott Williamson R, Shamsaei N (2018) Surface roughness effects on the fatigue strength of additively manufactured Ti-6Al-4V. Int J Fatigue 116:543–552. https://doi.org/10.1016/j.ijfatigue.2018.07.013
Aboulkhair NT, Simonelli M, Parry L et al (2019) 3D printing of aluminium alloys: additive manufacturing of aluminium alloys using selective laser melting. Prog Mater Sci 106:100578. https://doi.org/10.1016/j.pmatsci.2019.100578
Lee K-H, Yun GJ (2020) A novel heat source model for analysis of melt pool evolution in selective laser melting process. Addit Manuf 36:101497. https://doi.org/10.1016/j.addma.2020.101497
Dong S, Zhang X, Ma F et al (2020) Research on the limitations of laser energy density and microstructure characteristics of selective laser melted AlSi10Mg alloy. Optik (Stuttg) 219:165211. https://doi.org/10.1016/j.ijleo.2020.165211
Carluccio D, Demir AG, Bermingham MJ, Dargusch MS (2020) Challenges and opportunities in the selective laser melting of biodegradable metals for load-bearing bone scaffold applications. Metall Mater Trans A 51:3311–3334. https://doi.org/10.1007/s11661-020-05796-z
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: A review. Mater Des 164:107552. https://doi.org/10.1016/j.matdes.2018.107552
de Formanoir C, Michotte S, Rigo O et al (2016) Electron beam melted Ti–6Al–4V: Microstructure, texture and mechanical behavior of the as-built and heat-treated material. Mater Sci Eng A 652:105–119. https://doi.org/10.1016/j.msea.2015.11.052
Pal S, Gubeljak N, Bončina T et al (2021) The effects of locations on the build tray on the quality of specimens in powder bed additive manufacturing. Int J Adv Manuf Technol 112:1159–1170. https://doi.org/10.1007/s00170-020-06563-5
Galarraga H, Warren RJ, Lados DA et al (2017) Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater Sci Eng A 685:417–428. https://doi.org/10.1016/j.msea.2017.01.019
Grossin D, Montón A, Navarrete-Segado P et al (2021) A review of additive manufacturing of ceramics by powder bed selective laser processing (sintering / melting): Calcium phosphate, silicon carbide, zirconia, alumina, and their composites. Open Ceram 5:100073. https://doi.org/10.1016/j.oceram.2021.100073
Liu YJ, Li SJ, Wang HL et al (2016) Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater 113:56–67. https://doi.org/10.1016/j.actamat.2016.04.029
Pal S, Finšgar M, Hudák R et al (2023) Mechanisms of defect formation in Ti-6Al-4V product during re-melting of layers in selective laser melting. J Manuf Process 105:260–275. https://doi.org/10.1016/j.jmapro.2023.09.044
Pal S, Lojen G, Kokol V, Drstvensek I (2018) Evolution of metallurgical properties of Ti-6Al-4V alloy fabricated in different energy densities in the Selective Laser Melting technique. J Manuf Process 35:538–546. https://doi.org/10.1016/j.jmapro.2018.09.012
Pal S, Gubeljak N, Hudak R et al (2018) Tensile properties of selective laser melting products affected by building orientation and energy density. Mater Sci Eng A 743:637–647. https://doi.org/10.1016/J.MSEA.2018.11.130
Pal S, Gubeljak N, Hudák R et al (2020) Evolution of the metallurgical properties of Ti-6Al-4V, produced with different laser processing parameters, at constant energy density in selective laser melting. Results Phys 17:103186. https://doi.org/10.1016/j.rinp.2020.103186
Pal S, Kokol V, Gubeljak N et al (2019) Dimensional errors in selective laser melting products related to different orientations and processing parameters. Mater Tehnol 53:551–558. https://doi.org/10.17222/mit.2018.156
Yu Z, Guo C, Han S et al (2021) The effect of Hf on solidification cracking inhibition of IN738LC processed by Selective Laser Melting. Mater Sci Eng A 804:140733. https://doi.org/10.1016/j.msea.2021.140733
Charles A, Elkaseer A, Paggi U et al (2021) Down-facing surfaces in laser powder bed fusion of Ti6Al4V: Effect of dross formation on dimensional accuracy and surface texture. Addit Manuf 46:102148. https://doi.org/10.1016/j.addma.2021.102148
Pal S, Lojen G, Kokol V, Drstvenšek I (2019) Reducing porosity at the starting layers above supporting bars of the parts made by Selective Laser Melting. Powder Technol 355:268–277. https://doi.org/10.1016/j.powtec.2019.07.059
Charles A, Elkaseer A, Thijs L, Scholz SG (2020) Dimensional errors due to overhanging features in laser powder bed fusion parts made of Ti-6Al-4V. Appl Sci 10:2416. https://doi.org/10.3390/app10072416
Pal S, Lojen G, Hudak R, et al (2020) As-fabricated surface morphologies of Ti-6Al-4V samples fabricated by different laser processing parameters in selective laser melting. Addit Manuf 33:101147. https://doi.org/10.1016/j.addma.2020.101147
Wang H, Wang L, Cui R et al (2020) Differences in microstructure and nano-hardness of selective laser melted Inconel 718 single tracks under various melting modes of molten pool. J Mater Res Technol 9:10401–10410. https://doi.org/10.1016/j.jmrt.2020.07.029
Yang J, Yu H, Yin J et al (2016) Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater Des 108:308–318. https://doi.org/10.1016/j.matdes.2016.06.117
Cao Q, Bai Y, Zhang J et al (2020) Removability of 316L stainless steel cone and block support structures fabricated by Selective Laser Melting (SLM). Mater Des 191:108691. https://doi.org/10.1016/j.matdes.2020.108691
Luo C, Qiu J, Yan Y et al (2018) Finite element analysis of temperature and stress fields during the selective laser melting process of thermoelectric SnTe. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2018.06.001
Drstvenšek I, Zupanič F, Bončina T et al (2021) Influence of local heat flow variations on geometrical deflections, microstructure, and tensile properties of Ti-6Al-4 V products in powder bed fusion systems. J Manuf Process 65:382–396. https://doi.org/10.1016/j.jmapro.2021.03.054
Ning J, Sievers DE, Garmestani H, Liang SY (2019) Analytical modeling of in-process temperature in powder bed additive manufacturing considering laser power absorption, latent heat, scanning strategy, and powder packing. Materials 12:808. https://doi.org/10.3390/ma12050808
Parry L, Ashcroft IA, Wildman RD (2016) Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit Manuf 12:1–15. https://doi.org/10.1016/j.addma.2016.05.014
Liu Y, Yang Y, Mai S et al (2015) Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater Des 87:797–806. https://doi.org/10.1016/j.matdes.2015.08.086
Waqar S, Sun Q, Liu J et al (2021) Numerical investigation of thermal behavior and melt pool morphology in multi-track multi-layer selective laser melting of the 316L steel. Int J Adv Manuf Technol 112:879–895. https://doi.org/10.1007/s00170-020-06360-0
Funding
The authors acknowledge the financial support from the Slovenian Research Agency (Research Core Funding Nos. P2-0157, P2-0118, P2-0137 and I0-0029, Research Project J1-2470, Research Project J3-9262) received by Snehashis Pal, Nenad Gubeljak, Igor Drstvenšek, and Matjaž Finšgar. This Project has also received funding from the European Union’s Horizon 2020 Research and Innovation Program under Grant Agreement No 788361. The research work was also supported by the projects Slovak Research and Development Agency having grant number APVV-17–0278, APVV-14–0294, and APVV-15–0356, The Ministry of Education, Science, Research and Sport of the Slovak Republic having grant number VEGA-1/0179/19, IMTS 26220220185, and ITMS2014 + : 313011D103, and the incentives for research and development Stimuly_BE 81 3DPTISSUE, received by Radovan Hudák.
Author information
Authors and Affiliations
Contributions
Snehashis Pal: Conceptualization, Methodology, Visualization, Writing—Original Draft Marijana Milković: Investigation Riad Ramadani: Investigation Janez Gotlih: Investigation Nenad Gubeljak: Investigation, Funding acquisition Radovan Hudák: Investigation, Funding acquisition Igor Drstvenšek: Supervision, Writing—review & editing, Funding acquisition Matjaž Finšgar: Supervision, Writing—review & editing, Funding acquisition Tomaž Brajlih: Supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pal, S., Milković, M., Ramadani, R. et al. Dimensional deviations in Ti-6Al-4V discs produced with different process parameters during selective laser melting. Int J Adv Manuf Technol 129, 5655–5669 (2023). https://doi.org/10.1007/s00170-023-12620-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12620-6