
Abstract
To improve machinability and in particular chip breakability, brass alloys are usually alloyed with small quantities of lead. Due to environmental and health concerns, the use of lead has been restricted in the last years. As lead-free brass alloys are progressively implemented in the industry, challenges arise due to their differing properties from traditional leaded brass alloys. One of the main challenges in automated continuous cutting processes is the worse chip breakability of lead-free brass alloys leading to longer and tangled chips. Hence, the impact of a high-pressure cutting fluid supply, as well as the impact of a chip-breaking geometry and the combined effect of both, has been investigated at different feeds. The three brass alloys CuZn37 (CW508L), CuZn38As (CW511L), and CuZn42 (CW510L) were studied at varying cutting fluid supply pressure levels and feed rates in a radial cutting operation. Cutting forces were measured, and chips were analyzed. No overall systematic impact of the cutting fluid supply pressure on the cutting forces was observed. In conclusion, increased pressure levels, a chip-breaking geometry, and an increased feed rate enhance the chip breakability of the investigated alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Nomenclature
Symbol | Unit | Meaning |
|---|---|---|
A | [%] | Elongation after fracture |
\(a_e\) | [mm] | Width of cut |
\(a_p\) | [mm] | Depth of cut |
d | [mm] | Diameter |
F | [N] | Friction force |
\(F_c\) | [N] | Main cutting force |
\(F_f\) | [N] | Feed force |
\(F_N\) | [N] | Normal force to friction force |
f | [mm/r] | Feed |
p | [bar] | Pressure |
Ra | [\(\mu \)m] | Arithmetic mean surface roughness |
\(R_m\) | [MPa] | Tensile strength |
\(R_{p0.2}\) | [MPa] | Yield strength |
Rz | [\(\mu \)m] | Maximum height of profile |
r | [\(\mu \)m] | Cutting edge radius |
\(v_c\) | [mm/min] | Cutting speed |
\(\alpha \) | [\(^\circ \)] | Clearance angle |
\(\beta \) | [\(^\circ \)] | Wedge angle |
\(\gamma \) | [\(^\circ \)] | Rake angle |
\(\lambda _h\) | \([-]\) | Chip thickness ratio |
2 Introduction
Brass is an engineering material alloyed from copper and zinc. Due to its favorable properties, such as being non-magnetic and having good heat and electrical conductivity, it is widely used in various industries, e.g., sanitary, electrical, and automotive. One of the main manufacturing processes for brass components is machining. Due to the advantages of cutting over alternative technologies which often only cover a part of the manufacturing process [1], it is likely to remain a relevant manufacturing technique for components from brass. Small quantities of lead in brass improve the machinability of these alloys by decreasing cutting forces and tool wear and provoking shorter chips [2, 3]. On the other hand, the EU and other authorities restrict the use of lead due to environmental and health concerns. Therefore, several low-lead and lead-free brass alloys have been developed during the last years [4]. To compensate for the disadvantages of machining lead-free and low-lead brass alloys, machining processes need to be reconsidered, by optimizing process parameters and tool geometries.
Johansson et al. [3] investigated the influence of lead in brass alloys on machinability using an orthogonal turning process and an orthogonal planing process. Since lead is non-soluble in brass, it segregates as small globules around the grain boundaries [3]. They drew the conclusion that during the cutting process, the globules will elongate to form flake-like structures that act as crack initiation points. That led to shorter chips and a shorter tool-chip contact. Additionally, the development of a stable chip-tool contact area was inhibited by the above-described mechanism, and therefore cutting forces and friction were lower in the leaded brass alloy [3]. Machining of lead-free or low-lead brass generally results in increased cutting forces and, in some cases, long snarled chips [2, 3]. Tools with a positive rake angle might reduce the cutting forces, but this tends to result in longer chips [5, 6]. A suitable chip-breaking geometry on the tool rake face or a high-pressure cooling supply can counteract this [7].
High-pressure cooling supply is beneficial regarding chip breakability [8]. Different studies using several workpiece materials achieved varying results regarding the influence of a high-pressure cutting fluid supply on the cutting force [9,10,11,12]. The length of the tool-chip contact on the rake face decreases due to the high-pressure cutting fluid supply and might contribute to lower cutting forces, while the pressure applied has an impact on the grade of chip segmentation [13]. There is a variety of studies investigating solely the impact of the high-pressure cutting fluid on the chip breaking using flat cutting inserts [14,15,16]. A combination of both, chip breaking geometry and high-pressure cutting fluid supply usually enhances the chip breakability. On the other hand, conventional chip-breaking geometries can interact with the high-pressure cutting fluid supply and deflect the high-pressure beam. Hence, mainly plane face tools are used in high-pressure cutting fluid supply [17].
Various papers concerning the machinability of lead-free brass alloys using either dry-cutting conditions or conventional cooling have been published in recent years. Klocke et al. [18] found higher chip segmentation, lower chip compression, lower process forces, and better surface quality in the form of fewer burrs when machining CuZn42 compared to CuZn38As when using a conventional cutting fluid supply. On the contrary, Toulfatzis et al. [19] found CuZn38As to show a better result in terms of surface roughness compared to CuZn42 when applying dry-cutting conditions. These conflictive results could be explained by the difference in cutting fluid supply and by the different cutting parameters applied. Additionally, CuZn38As showed low abrasive tool wear but strong adhesions in the study by Klocke et al. [18], while the study by Toulfatzis et al. [19] did not consider tool wear. In friction tests performed by Nobel et al. [20], CuZn38As showed higher tangential forces and coefficients of friction as compared to CuZn42. This was explained by the homogenous microstructure, strong adhesion, and high plastic strain capacity of CuZn38As. Thus, CuZn42 showed lower coefficients of friction due to the inhomogeneous microstructure with around \(50\%\) \(\beta \)-phase present. This led to the conclusion that worse chip breakability is to be expected when comparing CuZn38As to CuZn42 [20]. A better chip morphology with an increased percentage of \(\beta \)-phase was also reported by Toulfatzis et al. [21] after machining differently heat-treated brass alloys. On the other hand, an increased percentage of \(\beta \)-phase will decrease the corrosion resistance of brass alloys and increase the likelihood of dezincification [22], which is especially unfavorable in plumbing installations.
Toulfatzis et al. [23] concluded that in lead-free alloys chip size and morphology are mainly influenced by the \(\beta \)-phase fraction since it acts as a microcrack initiator and influences the shear band formation. In investigations by [24], no chip breakage occurred when cutting CuZn38As and CuZn41.5 with a lower \(\beta \)-phase fraction with a flat carbide tool. Chip-breaking properties could be increased by using groove-shaped chip-breaking geometries [24]. CuZn37 is a brass alloy used for cold-formed parts mainly in the electronics industry. CuZn37 has high formability and consists similarly to CuZn38As mainly of \(\alpha \)-phase. Due to its similar mechanical properties, microstructure, and chemical composition, similar machining behavior is expected [25].
When cutting lead-free brass alloys, chip breakability seems to be the most critical topic. Long, unbroken chips can tangle around the workpiece or the tool, are more difficult to remove, and may lead to extended downtimes in automated cutting processes. Furthermore, lead-free brass alloys show higher cutting forces when compared to lead-alloyed brass alloys. A high-pressure cutting fluid supply might be beneficial to address the aforementioned aspects, as it is known to reduce the chip length. On the other hand, the impact of high-pressure cutting fluid supply on cutting forces is unclear in literature, especially for low-lead brass alloys. In this study, the effects of high-pressure cutting fluid supply on cutting the lead-free brass alloys CuZn37, CuZn38As, and CuZn42 are evaluated. Tools with a flat rake face and tools with a chip-breaking geometry are utilized to investigate the effects of chip-breaking geometry and high-pressure cutting fluid supply. Cutting forces are measured, and chips are evaluated. The following chapters will give an overview of the materials and methods used in this study, the results, and a discussion of the results, as well as a conclusion.
3 Materials and methods
3.1 Brass alloys used in this study
In this study, the three lead-free brass alloys CuZn38As (CW511L), CuZn42 (CW510L), and CuZn37 (CW508L) were investigated. While CuZn42 is a dual-phase brass alloy, containing \(\alpha \) and \(\beta \)-phase, CuZn38As, and CuZn37 are nearly single \(\alpha \)-phase brass alloys, containing only trace amounts of \(\beta \)-phase in the microstructure. Both phases show different lattice structures, which are associated with different properties. The lattice structure of the \(\alpha \)-phase is face-centered cubic, which leads to lower hardness and higher ductility. On the other hand, the lattice structure of the \(\beta \)-phase is a body-centered cubic, which typically shows lower cold formability and higher hardness. Usually, dual-phase brasses will show shorter chips and lower chip thickness ratios compared to single-phase brass alloys due to their inhomogeneous microstructure. Nevertheless, this paper aims to investigate the potential of high-pressure cooling supply on chip breaking in both single and dual-phase brass alloys.
All materials were supplied as extruded rods. CuZn37 and CuZn42 were provided with a diameter of \(d=40\) mm, while CuZn38As was supplied with a diameter of \(d=32\) mm. For good comparability, all materials were cut to a diameter of \(d=31.5\) mm in the preparations of the tests.
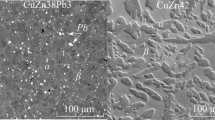
Before carrying out the machining tests, samples of all materials were prepared for metallurgical investigations by wet grinding and polishing followed by color etching using Klemm II reagent. The micrographs are shown in Fig. 1. CuZn37 shows an almost pure \(\alpha \)-phase microstructure. Some trace amounts of \(\beta \)-phase present as small precipitations around the grain boundaries of the \(\alpha \)-grains, see Fig. 1 a). CuZn38As is presented as single \(\alpha \)-phase brass as well, as shown in Fig. 1 b). CuZn38As contains arsenic, which acts as a corrosion inhibitor, Table 1. CuZn42 shows a dual phase \(\alpha \) and \(\beta \) microstructure with a phase distribution of approx. \(50 \%\) \(\alpha \)-phase and \(50\%\) \(\beta \)-phase, see Fig. 1 c). The \(\alpha \)-phase appears as bright-colored, elongated grains, while the darker grains are \(\beta \)-phase. There are some minor lead-precipitations present around the grain boundaries in all three alloys, which corresponds to the chemical compositions as given in Table 1.
Table 2 gives an overview of the mechanical properties of the materials. The hardness was measured at multiple points along the cross-section of the rod. A hardness gradient was observed across the cross-section. The hardness was highest in the subsurface area and decreased towards the center of the rods.

Optical micrographs of the brass alloys CuZn37 (a), CuZn38As (b), and CuZn42(c)
3.2 Cutting inserts
To evaluate both the effect of the high-pressure cutting fluid and the combined effect of high-pressure cutting fluid and a chip breaking geometry on chip breakability, two different types of inserts were used in a radial cutting operation. First, a regular insert of type ISCAR, GIPA 4.00-0.40, grade IC20, as shown in Fig. 2, was used. IC20 is an uncoated cemented carbide grade, which is suitable for brass alloys. The GIPA 4.00-0.40 insert has a chip-breaking geometry. To further investigate the effect of the high-pressure cutting fluid supply on the chip breakability, some of the inserts were ground to get a flat rake face, while the rake angle and clearance angle were kept like the original geometry.
Prior to machining, all inserts were analyzed. First, the geometry and surface roughness of the inserts were evaluated by means of focus variation using an Alicona Infinite Focus G5 microscope, see Table 3. Additionally, to visualize the chip-breaking geometry of the original tools a topography picture was recorded using the Alicona microscope, as shown in Fig. 2. Furthermore, pictures of the tools, especially the cutting edge, were taken using a digital Keyence VHX-6000 microscope. Thus, the negative effects of chipping phenomena on the unworn cutting edge could be excluded and the tool wear during the experiments could be detected. All tools had a designation consisting of a number and a short code for the type of rake face. Tools with chip breakers are called CB and tools with a flat rake face are called F. Numbers from \(\#1\) to \(\#3\) are assigned as shown in Table 3. Tools with \(\#1\) were used for tests with CuZn37, tools with \(\#2\) were used for CuZn42, and tools with \(\#3\) were used for CuZn38As, respectively.

Natural image and topographical image of the chip-breaking geometry of the CB cutting insert

Experimental setup
3.3 Machine tool and test setup
The machining tests in this study were performed on a DMG Mori NZX 1500-ST3 lathe with an integrated high-pressure cooling supply aggregate. The aggregate can achieve pressures of up to \(p=72\) bar, which can be varied in eight predefined steps. The mineral oil-based Blasomill GT20 by Blaser Swisslube was used as cutting oil. The cutting inserts were inserted into a GHDR 20-3-JHP holder by ISCAR. This holder has internal cutting fluid supply channels and is suitable for the high-pressure cutting fluid supply of up to \(p = 340\) bar. The holder had two nozzles with a diameter of 1.8 mm each. One nozzle was placed above the insert in a way that the cutting fluid impact point was on the rake face, while the second nozzle was placed below the insert so the cutting fluid impact point was on the clearance face. The rods were clamped in the lathe with a collet chuck.
To prepare the brass, all rods were turned to a diameter of \(d=31.5\) mm. To minimize the influence of the edges of the tool, grooves were cut in the rods. Each groove had a width of 3 mm and a depth of 9 mm. During the tests, the remaining discs between the grooves were cut with the inserts described. The geometry of the discs led to a width of cut of \(a_e=3\) mm and a depth of cut of \(a_p=7\) mm to prevent the tool from hitting the core of the rod. The test setup is shown in Fig. 3. Table 4 gives an overview of the cutting parameters applied in this study. A fully factorial test series was performed, where each set of parameters was repeated three times to get a statistically valid result. Cutting forces were measured during each cut utilizing a Kistler Dynamometer type 9119AA2. The dynamometer measures cutting forces in the directions indicated in Fig. 3 and additionally the passive force, which is not indicated in the figure and not analyzed any further as it is reduced to almost 0 N due to the preparation of the rod. Before starting the measurement, the sensors were reset after the tool was positioned close to the rod, and the rotation of the rod and the cutting fluid supply were started. This was done to prevent the pressure of the cutting fluid supply from interacting with the cutting force measurement. After each set of parameters, the chips were collected.
3.4 Roughness measurements
The arithmetic mean roughness Ra of the machined surface was measured after the experiments. The surface roughness was measured perpendicular to the direction of the speed. To measure the roughness, a MarSurf LD 260 device by Mahr with the corresponding software MarWin was used. The measured profile length was \(l={2}\)mm , and an S-filter was used. The scanning velocity was set to \(v_s ={0.5}\) mm/sec. The roughness was measured once per cut and three times per set of parameters.
3.5 Chip analysis
Overview pictures of all collected chips for each set of cutting parameters were taken with a digital camera. Afterward, the chip thickness of up to five randomly selected chips was measured at several points by means of a KEYENCE digital microscope. For each material and tool, one to two chips from the pressure levels \(p={3}\) bar and \(p={72}\) bar, and a feed of \(f={0.15}\) mm/r were selected and prepared for metallographic investigations by grinding, polishing, and etching using Klemm II reagent for 45 to 60sec. With these samples, the chip segmentation was analyzed by measuring the thickness of the chips at valleys (\(h\text {'}_{min}\)) and peaks (\(h\text {'}_{max}\)) utilizing a KEYENCE digital microscope.

Cutting forces and force ratios for CuZn37. The error bars show the standard deviation

Cutting forces and force ratios for CuZn38As. The error bars show the standard deviation

Cutting forces and force ratios for CuZn42. The error bars show the standard deviation
4 Results and discussion
4.1 Cutting forces
Prior to and after the cutting tests, the cutting inserts were examined with a digital microscope to evaluate tool wear. None of the inserts exhibited noticeable tool wear, even though small workpiece material adhesions were detected, as to be expected in the cutting of low-lead brass alloys [18, 24]. As a result, tool wear is neglected in further analysis.
First, average values of the main cutting force were calculated for the three repetitive tests, as shown in Figs. 4, 5, and 6. The cutting forces were measured in the machine coordinate system. The force vector consisting of the main cutting force \(F_c\) and the feed force \(F_f\) was rotated by the rake angle \(\gamma \) to calculate the forces in the tool coordinate system using the formula:
resulting in a force vector containing the friction force F and the normal force \(F_N\). The ratio of these forces is not equivalent to Coulomb’s coefficient of friction but indicates the friction conditions. Therefore, it is called force ratio, rather than coefficient of friction [18, 26]. Nevertheless, the force ratio indicates the friction conditions [18, 26]. Therefore, the term force ratio is rather used than the coefficient of friction in this paper. As the normal force \(F_N\) is highly impacted by the cutting edge radius, a direct comparison of force ratios calculated from forces measured with different tools is not reasonable.
For all materials, the cutting forces increased when increasing the feed. The pressure of the cutting fluid seems to have only a minor influence, as the average difference between the highest and lowest average cutting force measured at one feed rate was \(3 \%\). This is in good accordance with Crafoord et al. [10] and Machado and Wallbank who could not find significant changes in the measured cutting force due to a high-pressure cutting fluid supply investigating steel and titanium. Crafoord et al. explained this by the cutting fluid not penetrating deep enough into the cutting zone to impact the friction conditions at pressures below 1000 bar. On the other hand, there are some studies showing an impact on the cutting force [11,12,13]. For CuZn38As, the impact of the pressure was slightly higher. For CuZn38As, the highest cutting forces were measured when applying conventional cooling, while the forces decreased at the higher cutting fluid pressures. The force ratio, and the cutting force, showed a minimum at a pressure level of \(p={24}\) bar when cutting with tool CB. For the feed level of \(f_n={0.1}\) mm/r the cutting force was about \(14\%\) higher for the pressure level of 3 bar and about \(3\%\) and \(9\%\) higher for 55 bar and 72 bar when compared to 24 bar. At the higher feed levels, these differences decreased. They were \(9\%\), \(2\%\), and \(4\%\) for \(f_n={0.15}\) mm/r and \(9\%\), \(3\%\), and \(5\%\) for \(f_n={0.2}\) mm/r. Lower temperatures while cutting CuZn38As could lead to a higher strain-hardening effect as described by Laakso et al. [27]. Due to more cutting fluid entering the tool-chip contact at pressure levels above \(p={24}\) bar, see Table 4, better cooling might have been achieved, leading to a lower temperature in the cutting zone and a higher strain hardening effect. Therefore, cutting forces increased. A similar result is described for titanium, austenitic steel, or nickel alloys. On the contrary, cutting forces did not increase at higher pressure levels when using tool F. This might be explained by the absence of a chip-breaking geometry and, therefore, an increased contact area and increased cutting temperature compared to tool CB [27]. This interdependency needs further investigation as cutting temperature was not measured during this study.

Main effects plot for cutting force \(F_c\)

Main effects plot for cutting force \(F_f\)
For CuZn37 and CuZn42 the cutting forces increased when changing to tool F, which can be explained by a slightly lower rake angle, a higher cutting edge radius, and a potentially longer tool-chip contact [5, 6, 28]. Additionally, the cutting forces of CuZn38As were overall lower than in the two other materials. This can be explained by the higher friction represented by a higher force ratio in cutting CuZn37 and the higher tensile strength of CuZn42.
To further interpret and analyze the results a multivariant analysis of variances (MANOVA) was conducted using Minitab software. As response variables, the feed force and the cutting force were used. Alloy, tool, feed rate, and cutting fluid supply pressure as well as their interactions were used as factors. The coefficient of determination was \(R^2 = 99.70 \%\) for the feed force and \(R^2 = 99.69 \%\) for the cutting force, respectively. A confidence level of \(\alpha = 0.05\) was used. For both responses, all terms can be considered to have a statistically significant impact.

Overview of chips produced in the cutting of the three workpiece materials at \(f={0.15}\) mm/r
According to the main effects plot, as shown in Fig. 7, the cutting force is mostly impacted by the alloy and the feed, while the tool and pressure levels only showed a minor impact. For the feed force, as shown in Fig. 8, the pressure level had the lowest impact, while the impact of the tool and feed was the highest. The results of the statistical analysis support the conclusions drawn from the force measurements.
A higher feed usually leads to a lower force ratio; the only exemption is CuZn38As when cutting with tool CB. Here the force ratio was the highest for a feed of \(f = {0.15}\) mm/r. A higher feed led to a higher chip thickness. An increased chip thickness makes the chip more rigid and thereby changes the chip up-curl radius. A different chip up-curl radius changes how the chip flows over the rake face and interacts with the chip-breaking geometry. Therefore, tool-chip contact length and consequently the friction conditions might have changed depending on the feed. Further investigations are necessary to explore this. On the other hand, the force ratio seemed to be more impacted by the pressure of the cutting fluid than the cutting force. The minimum force ratio was in most cases reached at the highest pressure level. An exemption was CuZn38As cut with tool CB. Here, the minimum was at \(p = {24}\) bar, similar to the force minimum, see Fig. 5. Moreover, CuZn38As showed lower force ratios compared to the literature where an emulsion and conventional cooling were investigated [18]. This might be explained by the cutting fluid penetrating the gap between the chip’s backside and rake face better due to high-pressure supply and thereby decreasing the adhesion between tool and chip or by the different properties of oil compared to emulsion. Different tool geometries, especially the cutting edge radius, might influence the force ratio and \(F_N\). A higher pressure meant more cutting fluid penetrating the contact zone, which seemed to help reduce the force ratio, especially for tool F, see Table 4. The force ratio in CuZn42 was similar to that found in the literature, even though different cutting fluids and supply strategies were used [18]. Due to the increased \(\beta \)-phase content of CuZn42 a lower adhesion was expected compared to CuZn38As and CuZn37. For CuZn37, the cutting fluid did not seem to impact the force ratio, despite the similar microstructure to CuZn38As.
4.2 Chip form, chip thickness ratio, and degree of chip segmentation
Pictures of the chips from every set of parameters were taken. To give a brief overview, chips produced at pressure levels \(p={3}\) bar and \(p={72}\) bar and at a feed of \(f={0.15}\) mm/r are presented in Fig. 9.
The chips produced when cutting CuZn37 at a feed of \(f = {0.10}\) mm/r were long with only some slightly shorter per cut. At the highest pressure level, the chips were still long and unbroken, even though they were slightly smaller than for the lower pressure levels. For cutting CuZn37 at \(f = {0.10}\) mm/r with tool F, there was already a difference visible when changing from conventional cooling to high-pressure cooling with a pressure of \(p = {3}\) bar. Long tubular chips, some shorter tubular chips, and flat spiral chips were produced at conventional cooling, while only short tubular chips and flat spiral chips were produced at a pressure level of \(p = {3}\) bar. With further increase of the pressure level, only spiral chips were present. When increasing the feed to \(f = {0.15}\) mm/r the chips, as shown in Fig. 9, became shorter independent of the cutting fluid supply pressure level. For tool CB at pressure levels of \(p={24}\) bar, \(p={55}\) bar, and \(p={77}\) bar only short tubular chips were present, for tool F only flat spiral chips were produced. Macroscopically no difference between the different pressure levels was visible. At a feed of \(f={0.2}\) mm/r, there was macroscopically no difference visible at different pressure levels. When using tool CB short tubular chips and some conical spiral chips were produced, while only flat spiral chips were produced when using tool F. Table 5 gives an overview and examples of all chip forms according to ISO 3685 detected during the cutting experiments. Based on this systematic chip forms were evaluated and overviews with pictograms were created. The drawings of the chips are not true to scale. It is visible from Table 6 how chip forms change with increasing cutting fluid supply pressure level and feed, as described above. Chip forms are overall more favorable using tool CB. While the chips at low feed and pressure levels are mainly long conical helical chips, chips at higher feed and pressure level turn into short conical helical chips and flat or conical spiral chips. Tool F seems to produce more spiral chips, while tool CB produces more conical helical chips. That can be explained by the chip-breaking geometry, forcing the chip to flow in a certain direction.
In CuZn38As regardless of the feed and tool only a slight impact of pressures above \(p={55}\) bar was visible by some shorter chips, but mainly long tubular chips were produced, as shown in Fig. 9 for a feed of \(f={0.15}\) mm/r. Table 7 gives a schematic overview of all chip forms produced. Similar to Table 6, chip forms are determined according to ISO 3685 and Table 5. In CuZn38As predominantly long helical chips were produced regardless of tool type, feed, or cutting fluid supply pressure level. At a feed of \(f={0.10}\) mm/r at a pressure of \(p={55}\) bar for both tools and at a pressure of \(p={24}\) bar for tool CB snarled conical helical chips were produced. Furthermore, at a feed of \(f={0.15}\) mm/r and pressure of \(p={72}\) bar tool CB produced only short conical helical chips, which was overall the best result regarding chip form for CuZn38As.

Optical Micrographs of the Chips for \(f = {0.15}\) mm/r; \(p ={72}\) bar; Tool CB for the brass alloys CuZn37 (a), CuZn38As (b), and CuZn42 (c)
For CuZn42, cut with a feed of \(f={0.1}\) mm/r, the chips became smaller when cutting with tool CB. For tool F and for a pressure of \(p\le {24}\) bar no chip breakage occurred, while at \(p={55}\) bar and \(p={72}\) bar chip breakage occurred and chips at \(p={72}\) bar were visible shorter than at \(p={55}\) bar. At a feed of \(f={0.15}\) mm/r chip breakage occurred at all pressure levels. At higher pressure levels and for tool CB the chips became shorter, similar to the feed of \(f={0.2}\) mm/r. A schematic overview of chip forms for all pressure levels and feed rates is given in Table 8. Here, the aforementioned effects are visible. Additionally, it is shown, that tool F only produced flat spiral chips, when chip breakage occurred. A similar trend was seen in Table 6 for CuZn37. Since CuZn42 shows flat spiral chips for both tools, this behavior might be explained by the microstructure rather than the different tool geometries.
In summary, for cutting CuZn42 with tool CB and at higher feeds, a high-pressure cooling supply seems to be not necessary to achieve chip breakage. When cutting CuZn37 or CuZn38As probably a combination of high pressure, chip-breaking geometry, and high feed will lead to better chip breakage. The positive effect of high-pressure cutting fluid supply on the chip breakability is already well documented in the literature for various materials, for example for hardened and alloyed steel [14,15,16], where usually higher pressure levels are used.
The chip thickness ratio \(\lambda _h\) describes the ratio between the chip thickness \(h\text {'}\) and the undeformed chip thickness h. It can be calculated by the formula
The undeformed chip thickness h in radial cutting operations equals the feed f. A higher chip thickness ratio means more deformation of the chip happens during the cutting process. This can indicate higher friction in the secondary shear zone due to less thermal softening effects [24]. The chip thickness ratio was measured by means of a microscope as described above.
In CuZn37, tool F showed a slightly higher chip thickness ratio. For both tools, a higher feed led to a lower chip thickness ratio. Based on the expectation that more cutting fluid reaches the tool-chip contact at a higher cutting fluid supply pressure, better cooling of the tool-chip contact was expected. This would lead to a lower degree of thermal softening and more work hardening. Therefore, it was expected to see higher chip thickness compression ratios at higher cutting fluid supply pressures. On the contrary, for most of the feed and tool combinations, the chip thickness ratio decreased with increasing cutting fluid pressure. This might be explained by lower friction in the secondary shear zone due to better lubrication by the cutting fluid penetrating the secondary shear zone better when applied with higher pressure levels thereby removing the chip earlier from the tool-chip interface. However, the calculated force ratio does not confirm this explanation. For tool CB, the force ratio was lowest at conventional cooling and pressure of \(p={72}\) bar, while it was slightly higher for all other pressure levels. For tool F, the force ratio increased slightly with the cutting fluid supply pressure. The force ratio only gives an indication of the friction conditions in the cutting zone. A measurement of the friction by a dedicated method, for example, described in Nobel et al. [20] could be used to investigate this phenomenon further.
In CuZn38As the chip thickness ratio was lower for tool CB. This can be explained by the higher cutting edge radius and the slightly decreased rake angle of tool F. Here, for none of the tools a general trend regarding the feed or the pressure of cutting fluid supply was visible. For CuZn42, the chip thickness ratio was higher for tool F. Here, similar to CuZn37, the chip thickness ratio decreased when increasing the feed.
Overall, chip thickness ratios for CuZn37 and CuZn38As were comparable, ranging between \(1.6< \lambda _h < 2.5\) and \(1.5< \lambda _h < 2.75\), respectively, while chip thickness ratios for CuZn42 measured with the light microscope ranged between \(1.25< \lambda _h < 2.25\). The homogenous and highly ductile face-centered cubic (fcc) \(\alpha \)-phase microstructure of CuZn37 and CuZn38As led most likely to higher friction in the secondary shear zone, while CuZn42 contains more of the harder body-centered cubic (bcc) \(\beta \)-phase, reducing the friction and thereby the chip thickness ratio. Similar behavior was reported by Nobel et al. [24] for CuZn38As and CuZn41.5 with varying lead contents. However, the force ratio for CuZn38As was lower than for CuZn37 and CuZn42. The force ratio is not only dependent on the friction in the cutting zone but also on the geometry of the cutting edge. As the cutting edge radius varies between the different tools, a direct comparison is not reasonable. Further investigations are necessary to fully interpret these results.

Visualization of the measurement of \(h'_{max}\) and \(h'_{min}\)

Degree of chip segmentation for the highest and lowest pressure level in all materials and with both tools for a feed of \(f={0.15}\) mm/r measured in the prepared microsections of the chips
Figure 10 displays longitudinal microsections of each material to analyze the chip shape and chip segmentation in detail. The chips shown were produced using the tool with chip-breaking geometry, a feed rate of \(f={0.15}\) mm/r, and maximum cutting fluid supply pressure of \(p={72}\) bar. The degree of chip \(G_s\) segmentation was calculated by the formula
where \(h\text {'}_{max}\) is the thickness of the chip at a peal and \(h\text {'}_{min}\) is the chip thickness at a valley as shown in Fig. 11. Figure 12 shows considerable differences among the materials regarding the degree of chip segmentation. As previously determined by the light microscope investigations, the chip thickness ratio for CuZn42 was lower than for CuZn37 and CuZn38As. Regardless of the cutting fluid supply pressure and tools used, the degree of chip segmentation \(G_s\) was highest for CuZn42 and varied in the \(0.24< G_s < 0.38\) range for the parameter combinations studied. This was clearly visible by distinct shear bands through the whole thickness of the chip, as indicated in Fig. 10. For CuZn37, the degree of chip segmentation was in the range of \(0.16< G_s < 0.22\). Here, shear bands were less distinct but still visible. The chips of CuZn38As had the lowest degree of segmentation in the range of \(0.11< G_s < 0.12\). The less distinct shear bands in the micrograph of the chips from CuZn38As support that. These differences can be primarily explained by the differences in the elongation after the fracture of the three test materials, Table 2. With increasing elongation after fracture, the material can withstand higher degrees of deformation before a fracture occurs. As a result, the material with higher elongation after fracture is more resistant to cracks in the chip or chip segmentation during the chip formation process. This explanation is supported by comparing the elongation after the fracture of the materials, given in Table 2, with the degrees of chip segmentation \(G_s\), shown in Fig. 12. Only minor material-specific differences are noticeable when analyzing the influence of cutting fluid supply pressure and tool geometry. The impact of these two factors is negligible for the alloys CuZn37 and CuZn38As with a low degree of chip segmentation. For CuZn42 with an overall higher degree of segmentation, the degree of chip segmentation \(G_s\) increases with higher cutting fluid supply pressure and when using the tool CB. These results can be attributed to a higher degree of deformation on the chip at a higher pressure and when interacting with the chip groove. In summary, it seems like the chip formation was only to a minor extent influenced by the pressure of the cutting fluid supply and the geometry of the cutting tool. Nevertheless, the high-pressure cutting fluid as well as the chip-breaking geometry of tool CB showed a macroscopic effect leading to shorter chips.
4.3 Surface roughness
The surface roughness was \(Ra=0.27 \mu \)m \((\sigma =0.009)\) for CuZn37 with tool CB and \(Ra={0.19}{\mu }\)m \((\sigma =0.006)\) for tool. For CuZn38As, the surface roughness was \(Ra={0.25}{\mu }\)m \((\sigma =0.015)\) and \(Ra={0.35}{\mu }\)m \((\sigma =0.020)\), respectively. For CuZn42 it was measured \(Ra={0.29}{\mu }\)m \((\sigma =0.027)\) for tool F and \(Ra={0.4}{\mu }\)m \((\sigma =0.044)\) for tool CB. The measurements were similar for each material, and tool, and across all pressure levels and feeds. There are no systematic impacts by the feed or the pressure visible. This can be explained by the geometry and conditions of the radial cutting process, where the cutting edge is not moved parallel to the workpiece’s axis of rotation. The surface roughness was evaluated parallel to the axis of rotation. Presumably, micro defects of the cutting edge determined the roughness, rather than process conditions. This is supported by the roughness profiles recorded, which had similar shapes for the same tool despite different cutting parameters applied. Furthermore, the influence of the alloy can neither be confirmed nor denied, since every alloy was cut with a new tool with unique micro defects at the cutting edge. Therefore, it was decided to not analyze the surface roughness further in this paper.
5 Conclusion
The impact of high-pressure cutting fluid supply and tool geometry on the machinability of the lead-free brass alloys CuZn37, CuZn38As, and CuZn42 was investigated.
First, the cutting forces and force ratios were analyzed. The feed had the highest impact on the cutting forces, while the impact of the pressure was low for CuZn38As and neglectable for CuZn42 and CuZn37.
The cutting forces were the lowest in CuZn38As. CuZn38As showed a minimum cutting force at a cutting fluid supply pressure level of \(p={24}\) bar, likely due to a combination of strain hardening and thermal softening effects. Further investigation is needed to verify this explanation. Both CuZn37 and CuZn42 showed increased cutting forces when changing from tool CB to tool F. The increase was explained by the different tool geometries. The MANOVA supports the result that mainly the alloy and the feed will influence the cutting force. Future research should take the interaction of the chip-breaking geometry with the feed level into consideration.
Force ratios in CuZn38As were lower compared to values reported in the literature when using a conventional cutting supply strategy. The high-pressure cutting fluid supply likely lowered the adhesion tendency of the alloy described in the literature. However, CuZn42 showed similar force ratios as compared to the literature. Here, the adhesion tendency of the alloy is lower due to the beta-phase, which might lower the impact of the cutting fluid supply strategy on the force ratio. For CuZn37, the pressure level seems to have a negligible influence on the force ratio.
The chip forms produced varied depending on the alloy, the feed, the tool, and the pressure level. In CuZn37, a higher feed led to shorter chips. The impact of the pressure level was more predominant with tool F and at lower feed levels as chips became shorter with increasing pressure. In CuZn38As, predominantly long tubular chips were produced regardless of tool, pressure, or feed. The shortest chips were produced when using a feed of \(f = {0.15}\) mm/r, a pressure of \(p = {72}\) bar and tool CB. However, cutting forces were lowest at a pressure level of \(p = {24}\) bar for tool CB and CuZn38As. In CuZn42, tool CB led to better results, especially at a feed of \(f = {0.10}\) mm/r. Chips became shorter when increasing the pressure and at a feed of \(f = {0.20}\) mm/r loose arc hips were produced when using tool CB and pressures \(p \ge {24}\) bar. In summary, CuZn38As and CuZn37 should be cut using tool CB, a high feed, and a high pressure regarding chip breakability. In CuZn42 a high feed and tool CB can already lead to an acceptable result. Taking into account the results from chip thickness ratio and degree of chip segmentation investigations, only minimal effects of the tool geometry and the pressure level were visible. Regarding the surface roughness, no conclusion could be drawn.
Increased pressure levels seem to be most beneficial when aiming for short chips. On the contrary, a high-pressure cutting fluid supply requires more energy the higher the pressure is. Additional effects, as visible in CuZn38As for tool CB, lead to increased cutting forces when the tool-chip contact is cooled too much. A medium-high cutting fluid supply pressure at p = 24 bar with an adapted chip-breaking geometry for high-pressure cutting fluid supply and brass alloys might be optimal. Further research is needed to fully understand the effects acting in the alloy during high-pressure cutting fluid supply and optimize the chip breakability. Additionally, varying the size of the nozzle diameter and the point of impact on the cutting insert could be interesting to optimize the effect of high-pressure cutting fluid supply.
References
Wegener K, Kuster F, Weikert S, Weiss L, Stirnimann J (2016) Success story cutting. Procedia CIRP 46:512–524. https://doi.org/10.1016/j.procir.2016.04.110
Nobel C, Klocke F, Lung D, Wolf S (2014) Machinability Enhancement of Lead-free Brass Alloys. Procedia CIRP 14:95–100. https://doi.org/10.1016/j.procir.2014.03.018
Johansson J et al (2022) On the function of lead (Pb) in machining brass alloys. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-09205-0
Estelle AA (2016) Drinking water lead regulations: impact on the brass value chain. Mater Sci Technol 32:1763–1770. https://doi.org/10.1080/02670836.2016.1220906
Saglam H, Unsacar F, Yaldiz S (2006) Investigation of the effect of rake angle and approaching angle on main cutting force and tool tip temperature. Int J Mach Tools Manuf 46:132–141. https://doi.org/10.1016/j.ijmachtools.2005.05.002
Duan C, Zhang L (2013) A reliable method for predicting serrated chip formation in high-speed cutting: analysis and experimental verification. Int J Adv Manuf Technol 64:1587–1597. https://doi.org/10.1007/s00170-012-4125-0
Puls H, Klocke F, Lung D (2012) A new experimental methodology to analyse the friction behaviour at the tool-chip interface in metal cutting. Prod Eng Res Devel 6:349–354. https://doi.org/10.1007/s11740-012-0386-6
Krolczyk GM et al (2019) Ecological trends in machining as a key factor in sustainable production - A review. J Clean Prod 218:601–615. https://doi.org/10.1016/j.jclepro.2019.02.017
Machado AR, Wallbank J (1994) The Effects of a High-Pressure Coolant Jet on Machining. Proc Inst Mech Eng B J Eng Manuf 208:29–38. https://doi.org/10.1243/PIME_PROC_1994_208_057_02
Crafoord R, Kaminski J, Lagerberg S, Ljungkrona O, Wretland A (1999) Chip control in tube turning using a high-pressure water jet. Proc Inst Mech Eng B J Eng Manuf 213:761–767. https://doi.org/10.1243/0954405991517191
Courbon C et al (2009) Investigation of machining performance in high-pressure jet assisted turning of Inconel 718: An experimental study. Int J Mach Tools Manuf 49:1114–1125. https://doi.org/10.1016/j.ijmachtools.2009.07.010
Braham-Bouchnak T, Germain G, Morel A, Furet B (2015) Influence of high-pressure coolant assistance on the machinability of the titanium alloy Ti555-3. Mach Sci Technol 19:134–151. https://doi.org/10.1080/10910344.2014.991029
Sharma VS, Dogra M, Suri NM (2009). Cooling techniques for improved productivity in turning. https://doi.org/10.1016/j.ijmachtools.2008.12.010
Kramar D, Krajnik P, Kopac J (2010) Capability of high pressure cooling in the turning of surface hardened piston rods. J Mater Process Technol 210:212–218. https://doi.org/10.1016/j.jmatprotec.2009.09.002
Klocke F, Lung D, Krämer A, Cayli T (2013) Sangermann, H : Potential of modern lubricoolant strategies on cutting performance. Key Eng Mater 554–557:2062–2071. https://doi.org/10.4028/www.scientific.net/KEM.554-557.2062
Globočki Lakić G, Sredanović B, Kramar D, Kopač J (2017) Possibilities of application of high pressure jet assisted machining in hard turning with carbide tools. Tribol Indust 39:238–247https://doi.org/10.24874/ti.2017.39.02.11
Sangermann H (2013) Hochdruck-Kühlschmierstoffzufuhr in der Zerspanung. Ph.D. thesis. RWTH Aachen University. http://publications.rwth-aachen.de/record/229480?ln=de
Klocke F, Nobel C, Veselovac D (2016) Influence of tool coating, tool material, and cutting speed on the machinability of low-leaded brass alloys in turning. Mater Manuf Processes 31:1895–1903. https://doi.org/10.1080/10426914.2015.1127944
Toulfatzis A, Pantazopoulos G, David C, Sagris D, Paipetis A (2018) Machinability of eco-friendly lead-free brass alloys: cutting-force and surface-roughness optimization. Metals 8:250. https://doi.org/10.3390/met8040250
Nobel C, Hofmann U, Klocke F, Veselovac D, Puls H (2015) Application of a new, severe-condition friction test method to understand the machining characteristics of Cu-Zn alloys using coated cutting tools. Wear 344–345:58–68. https://doi.org/10.1016/j.wear.2015.10.016
Toulfatzis A, Pantazopoulos G, David C, Sagris D, Paipetis A (2018) Final heat treatment as a possible solution for the improvement of machinability of Pb-free brass alloys. Metals 8:575. https://doi.org/10.3390/met8080575
Moriarty M, Wu Y, Murray T, Hutchinson C (2021) The effect of phase fraction, size and shape on the dezincification of duplex brasses. Corros Sci 184:109366. https://doi.org/10.1016/j.corsci.2021.109366
Toulfatzis AI, Pantazopoulos GA, Besseris GJ, Paipetis A (2016) S: Machinability evaluation and screening of leaded and lead-free brasses using a non-linear robust multifactorial profiler. Int J Adv Manuf Technol 86:3241–3254. https://doi.org/10.1007/s00170-016-8435-5
Nobel C, Hofmann U, Klocke F, Veselovac D (2015) Experimental investigation of chip formation, flow, and breakage in free orthogonal cutting of copper-zinc alloys. Int J Adv Manuf Technol 84:1127–1140. https://doi.org/10.1007/s00170-015-7749-z
Lung D, Nobel C, Klocke F (2013) Entwicklung einer Hochleistungszerspanung für schwerzerspanbare bleifreie Kupferknet- und -gusslegierungen : Schlussbericht der Forschungsstelle(n) Nr. 1, Werkzeugmaschinenlabor (WZL) der RWTH Aachen zu dem über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages geförderten Vorhaben IGF16867 N ; (Bewilligungszeitraum: 01.01.2011). Tech. Rep Werkzeugmaschinenlabor der RWTH Aachen, Aachen http://publications.rwth-aachen.de/record/230384/files/4856.pdf
Albrecht P (1960) New developments in the theory of the metal-cutting process: part I. The Ploughing Process in Metal Cutting. J Eng Industry 82:348–357. https://doi.org/10.1115/1.3664242
Laakso SV, Hokka M, Niemi E, Kuokkala V-T (2013) Investigation of the effect of different cutting parameters on chip formation of low-lead brass with experiments and simulations. Proc Inst Mech Eng B J Eng Manuf 227:1620–1634. https://doi.org/10.1177/0954405413492732
Zoghipour N, Tascioglu E, Celik F (2022) Kaynak, Y The influence of edge radius and lead content on machining performance of brass alloys. Procedia CIRP 112:274–279. https://doi.org/10.1016/j.procir.2022.09.084
Acknowledgements
Magdalena S. Müller and Knut Sørby thank the Research Council of Norway for support through the research project LOBUS - Low Lead Brass for Sustainable Community Development (RCN Project. No. 296054).
Funding
Open access funding provided by NTNU Norwegian University of Science and Technology (incl St. Olavs Hospital - Trondheim University Hospital). Magdalena S. Müller and Knut Sørby received financial research support from the Research Council of Norway for support through the research project LOBUS - Low Lead Brass for Sustainable Community Development (RCN Project. No. 296054).
Author information
Authors and Affiliations
Contributions
This work is the result of a cooperation between the Department of Mechanical and Industrial Engineering (MTP) at NTNU and the Laboratory for Machine Tools and Production Engineering (WZL) of RWTH Aachen University. The experimental work was conducted at WZL during a four-month research stay of Magdalena S. Müller. All authors contributed to the study’s conception and design. Material preparation, data collection, and analysis were performed by Magdalena S. Müller and Kilian Brans. The first draft of the manuscript was written by Magdalena S. Müller and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Müller, M.S., Brans, K., Meurer, M. et al. The effect of high-pressure cutting fluid supply on the chip breakability of lead-free brass alloys. Int J Adv Manuf Technol 129, 4317–4333 (2023). https://doi.org/10.1007/s00170-023-12440-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12440-8