
Abstract
Lubricants are known to change over time, both in terms of aging of the oil and additives, and additive depletion through use. Samples were extracted at intervals from an industrial micro-deep drawing process line to evaluate how the lubricant changes over time. Four-ball testing showed that the tribological performance degraded quickly but stabilised after one million strokes. Measuring of the pH-level and correlation with the oil concentration showed that the emulsion initially becomes more acidic but stabilises after one million strokes, despite changes in oil concentration. Elemental analysis using water inductively coupled plasma (ICP) analysis standard showed that particles in the lubricant could be related to an increasing formation of wear debris. Fourier-transform infrared (FT-IR) analysis was used to evaluate changes in chemical composition of the base oil. Lubricant properties were found to degrade in samples obtained from the onset of the production, while they stabilised for samples that had been in use for a period of more than 1 week. The performance of the used lubricant is therefore different from that of the fresh lubricant, with four-ball wear scars increasing by approximately 30%. These results show that when tribological tests are tailored to industrial tribo-systems, the lubricant that is used in the test should be the steady state lubricant found in the real system rather than fresh lubricant.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
A total of over 37 million MT of lubricating oils are used globally across all fields and applications every year [1], some of which are mixed with water to form water-based emulsions. All lubricants are affected by ageing during their operating lifespan, leading to chemical changes and changes in their performance. Eventually, as their tribological performance is no longer suitable, they must be disposed of. Effective lubrication is often paramount in ensuring process stability in modern manufacturing and mechanical systems and in reducing the energy lost due to friction wherever two contacting surfaces move relative to each other. It is therefore important to know how a lubricant performs as it ages in a production setting, and to determine whether the lubricant lifetime can be optimized.
Various key factors related to lubricant performance have been identified by other researchers. However, no consensus on which specific factors are most important has been reached as this depends on the application and the type of lubricant. Matos et al. [2] defined the main factors of change to lubricant performance to be due to thermal and mechanical stresses when using a water-based lubricant in wire drawing. Tuszynski et al. [3] stated that the change depends primarily on working temperature, load, speed, and the environment of the lubrication system for an automotive gear lubrication system using oil-based lubricants. Grossi and Riccò [4] defined the main factors of lubricant change as being bacterial growth, contamination from foreign elements, and alteration of the ratio of oil to water for a water-based lubricant used in machining. Usman et al. [5] considered lubricants used in combustion engines and state that the main contributions to lubricant change arise from the accumulation of solid contaminants such as wear debris or dust, and fluctuations in temperature which degrade the oil components. Lengyel and Cvengroš [6] stated that the change in the lubricant performance for oil-based lubricants used in the lubrication of automotive parts is mainly due to the depletion of the lubricant additives and the accumulation of contaminants, as well as lubricant oxidation. It is therefore clear that no single factor is the most important, this being highly dependent on the application. As Abou El Naga and Salem [7] showed, there often exist synergetic effects between factors such as accumulation of metallic contaminants and the oxidation of the base oil. These complex mechanisms make it difficult to predict the efficacy of a lubricant based on the formulation only [8] and leads to the necessity of monitoring the condition of the lubricant while it is in operation [2]. This shows that there may be a difference between a fresh lubricant and a used lubricant, which should be considered when simulating real tribological systems. As shown by Arinbjarnar and Nielsen, [9], there can be a significant difference in the tribo-performance depending on effects that arise in a real production but may not arise in a tribological test. They found that pre-straining a workpiece before tribological testing changes the performance of tool coatings. When simulating progressive forming processes, it is therefore important to include effects such as pre-straining.
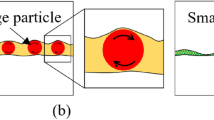
Work has been performed in the past to investigate how used lubricants perform compared to fresh lubricants under a variety of conditions. Seidel and Meyer [8, 10] investigated the ageing of a water-based lubricant and determined that, as the lubricant ages, the tribological effectiveness is improved in a Reichert test configuration. As the concentration of microorganisms in the lubricant volume increases, they start to form microbial cells which can function as anti-wear additives. They also saw that the concentration of additives was reduced as function of age due to the microorganisms metabolizing them, implying a loss of function. Ali et al. [11] investigated the influence of solid particles with various shapes and sizes when applied to a lubricant used in a model automotive engine. They found that the damage that occurs to a tribo-system, under boundary lubricating conditions, depends on a variety of properties, such as the chemical make-up of the particle, the size and shape, as well as the hardness and concentration of the particles. The particles can not only lead to three-body abrasive wear, but also promote the oxidation of the lubricating oil, expediting the ageing process [7]. Cen et al. [12] investigated the ageing of lubricating oils through oxidation by artificial ageing of lubricant samples. They state that the ageing stability of lubricating oil is always based on its oxidative stability, but that it is also affected by other parameters, such as temperature and exposure to air, as well as basic properties of the lubricant, such as the chemical composition and stabilizing agents. Through pin-on-disk testing, they found that the anti-wear performance of some oils was improved as a function of oxidative ageing, while others showed a degradation. Radulescu et al. [13] investigated the ageing of hydraulic oil under boundary lubrication conditions and found that friction in a pin-on-disk test was increased for the aged lubricant compared to the fresh lubricant. They did not suggest any theories for why this could be but highlighted that it is important to know the properties of the lubricant that is tested. Matos et al. [2] monitored lubricating systems in a wire-drawing mill over a period of 2 years to determine how the ageing of the lubricant would affect its effectiveness. They did this to show how monitoring and maintaining a lubricant volume can help extend its life. The effect of ageing can therefore either improve or decrease the lubricant effectiveness, highlighting the need for investigating these effects further and considering them in specific applications.
Lubricant effectiveness in metal forming is defined in terms of how well the lubricant performs in reducing friction and wear between tool and workpiece surfaces. An effective lubricant can support a tribo-system over an extended period, ensuring that it is stable. Lubricant effectiveness in metal forming can be evaluated by various simulative tests, such as the bending-under-tension test for sheet forming, or process tests that simulate specific processes [14]. There are also standardised tests that allow for the comparison of lubricant effectiveness between laboratories, such as the four-ball test. As shown by Arinbjarnar et al. [15] and Moghadam et al. [16], the results of the standardised tests are transferrable to the simulative tests for sheet metal forming conditions, such as those found in deep drawing and punching/blanking.
Lubricant changes with use and over time, but it is not necessarily clear how the change affects the tribological performance. In this work, the effect of use in an industrial micro-deep drawing process on the tribological performance and chemical composition of a lubricating emulsion over a period of 20 days is investigated. To the authors’ knowledge, such a direct correlation has not been presented for the field of micro-sheet metal forming prior to this work. Four-ball wear testing is used to determine how the tribological performance is affected. Changes to the pH level and elemental composition of the emulsion, along with the FT-IR spectra of the base oil are used to evaluate how the lubricant chemistry changes over time.
2 Experimental methods and background
2.1 Lubricant and lubrication system
The lubricating emulsion that was studied in this work, commercially known as Rhenus FU 60, consists of a synthetic ester-based oil that is mixed with additives. For use, it is mixed with demineralised water to form a water–oil emulsion. According to the producer datasheet, it is specifically formulated for use in heavy machining of various materials such as aluminium and titanium but exhibits good performance in non-cutting forming operations also. Properties of the fresh lubricant, as given in a datasheet from the producer [17], are shown in Table 1.
Samples of used lubricant were gathered from a micro-forming production line, where parts are produced by deep drawing of 200 µm thick AISI 304 stainless steel. The progressive forming process, involving eight steps, was run at a rate of 200–250 strokes per minute, with 7 parts being produced in parallel. Tools involved in the process were made from Vanadis 8, a tool steel from Uddeholm. Table 2 shows the elemental composition of the materials involved in the process. Production lots of 28 million components are produced in a continuous run, taking place over a few weeks. The interval between each sampling of the lubricant was not constant but was less than one million strokes. In total, six samples were taken, the first after only 6000 strokes. Sampling was scheduled to be at the start of a new production run where the old lubricant had been disposed of and fresh lubricant added to the system. This also included cleaning of the lubricant reservoir and hoses to minimise the number of particles that are included in the system However, there may still have been particles left over in the system, or even in the fresh lubricant [18].
The production lubrication system that samples were extracted from is illustrated in Fig. 1. The actual system could not be shown due to reasons of confidentiality. The lubricant was applied to the forming area by a spray nozzle, ensuring abundant lubrication in the process through flooding. The lubricant then drips into a reservoir below the forming area, and finally is pumped back up for re-use. The total amount of lubricant that was in the system was 40 l, which was controlled once a day to have an oil concentration of between 5 and 10 v/v%. Samples were taken from the end of the lubricant input nozzle, so that the lubricant samples that were investigated were representative of lubricant that would otherwise be used for forming. The same lubricant volume is used for more than one production run or until it reaches the end of its lifespan, which involves the lubricant consistency noticeably changing and becoming oily to the touch, potentially when the emulsion stability has degraded enough to allow separation [2]. In this work, only the first production run is considered.

Recirculatory lubrication system used in the studied production
Samples were extracted after the oil concentration was measured, but before the concentration was corrected. Therefore, the lubricant samples had different water concentrations. This represents a lubricant volume that was not within the limits suggested by the producer, but more faithfully represents the state of the lubricant in the lubricant volume that was used in the production at the time of sampling.
2.2 Methods
Each sample consisted of five 50-ml vials of lubricant which had identical characteristics. Two vials of each sample were sent out for particle and elemental composition analysis, with the remaining three being used for testing. Each test was performed once on each vial of the lubricant sample, meaning that three repetitions are performed for each number of strokes that the lubricant was sampled at. Table 3 shows an outline of the sampling intervals, giving the cumulative number of strokes performed at the time of sampling and a day count for the sampling to indicate interval between samplings. The lubricant sample used to represent zero strokes was prepared by combining pure oil with demineralised water in the laboratory and was not extracted from the industrial setting.
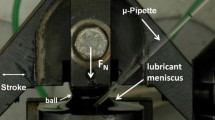
The lubricant performance was evaluated by four-ball testing, which was performed under standardised conditions for wear testing (test condition C2 in ISO 20623:2018). The rotational speed of the rotating ball was constant at 1420 rpm and the applied load was 300 N. The test was run for 60 min, after which the wear scar was imaged using a LEXT OLS4000 confocal laser microscope. The balls that were used had a diameter of 12.7 mm, a surface finish of G20, and were made from AISI 52100 chromium steel. Lubricant was applied after the vial had been shaken by hand for at least 60 s to homogenise the sample and ensure that the lubricant would be in a similar state to that found in the production. The volume of lubricant that was applied was enough to cover the balls so that a layer of at least 5 mm of lubricant was on top of them, or about 10 ml of liquid total. The wear scar diameter from each test is an average of measurements performed on the three clamped balls. As per ISO 20623:2018, each wear scar diameter is therefore an average of 6 measurements. The wear scar diameters found for tests done on the same sample are then averaged to arrive at an average value that represents the wear resistance of the sample.
The pH level of the lubricant samples was measured using a pH meter of type PHM220 from Radiometer Analytical. The pH level was measured after the calibration of the pH meter was validated by measuring a standard reference liquid. Between any two measurements, the probe was rinsed with distilled water to ensure consistent initial conditions. Before testing, each lubricant sample that was tested was shaken by hand for at least 60 s to homogenise the mixture. The probe was held at a constant depth under the surface of the lubricant until the pH value stabilised for at least 10 s. The final pH value reported in the results for each sample is an average of measurements from the three vials belonging to each sample.
The concentration of oil in the overall lubricant volume was measured at the same time as the lubricant samples were taken. This was done independently of this work to control the oil concentration in production to be within limits set by the manufacturer of the emulsion. The concentration was determined by use of a hand-held analogue refractometer from Kern & Sohn GmbH to the nearest percent.
The elemental composition of the lubricant samples was determined by use of a water ICP analysis standard, which was normalised to the lowest elemental value to give a proportionate semi-quantitative value. Elemental composition analysis of the lubricant samples was performed by Oil Analysis Laboratories (Colwyn Bay, Wales).
Changes to the chemical composition of the lubricating oil in the emulsion were evaluated by FT-IR analysis, using a PerkinElmer Spectrum 100 FT-IR spectrometer. FT-IR spectra were captured from 600–4000 cm−1, with a resolution of 1 cm−1, applying 8 scans. The reported profile was fitted to the average of the 8 scans. To facilitate a fair comparison between the oil portion of the emulsion and pure oil, samples were dried in a vacuum desiccator to remove water.
3 Results
Figure 2 shows an example of the lubricant samples for each number of strokes for which they were used. The samples taken after 1,600,000 and 3,200,000 strokes show a clear sign of phase separation where the oil, including additives that are insoluble in water, sits on top of the water and those chemicals that are soluble in water. There was no discernible difference between the other lubricant samples.

Visual comparison of lubricant samples
The results of four-ball testing are shown in Fig. 3. The wear scar diameter clearly increased with use, indicating a loss of anti-wear performance in the lubricant, but was stable between 1,600,000 and 4,000,000 strokes. Examples of the wear scars that form on the balls are shown in Fig. 4. Some changes that occurred to the lubricant, either chemical or physical, led to this loss of performance over the short-term. After around one million strokes, the lubricant performance did not continue to degrade but rather stabilised, showing that a steady state had been reached. The scatter in wear scar diameter was much larger in the beginning compared to after it stabilises, further emphasizing that a steady state had been reached.

Results of four-ball wear testing; wear scar diameter as function of number of strokes. Each dataset consists of results from 2 to 4 tests

Examples of wear scar images taken from lubricant samples subjected to (a) 0 strokes, (b) 600,000 strokes, and (c) 4,000,000 strokes
The pH level and the oil concentration in the samples is shown in Figs. 5 and 6, respectively. The pure oil was alkaline (as compared to demineralised water with a pH level around 6) with a pH level of 9.0 for a mixture containing 5 v/v% oil according to the producer datasheet [17]. The fact that the pH level was higher for a 10 v/v% concentrated mixture, indicates that the increasing oil concentration is making the mixture more alkaline. The sample taken after 6000 strokes had a lower pH value than the fresh oil, but also a lower concentration of oil which is consistent with the previous discussion. The pH level then decreased further as the lubricant was used, even though the concentration of oil increased. This indicated a chemical change in the used emulsion compared to the fresh emulsion that made the lubricating emulsion more acidic. As measuring the pH level of the emulsion will only detect changes in the water of the emulsion, this change in the pH must be related to a change in concentration of compounds that are dissolvable in water. In this case, it is the concentration of surfactant, which itself is alkaline, that is decreasing.

pH level of lubricant samples as function of number of strokes. Error bars represent standard deviation of three measurements

Oil concentration of samples as function of use. Error bars are ± 0.5 v/v% to account for measurement uncertainty
The result of elemental analysis of the different samples is shown in Fig. 7, with a close-up of proportions below 22% being shown in Fig. 8. Consistent quantities of potassium (91–92%), sodium (ca. 1%), and phosphorous (ca. 7%) were detected in all samples and taken as being parts of additives in the lubricant, or the base-oil itself. This is not stated in the manufacturer datasheet [17] but rather assumed by the external lab that did the testing. They were therefore not included in the reported values. The remaining < 1% of the composition consists of the wear debris and other elements shown in Figs. 7 and 8. The elemental composition of the fresh emulsion was not evaluated.

Proportion of elements detected in lubricant samples, excluding copper and magnesium that make up the balance

Close-up of proportions below 22% to highlight change in iron over time
The proportion of silicon (Si), tin (Sn), and calcium (Ca) decreased over time. The datasheet for the lubricant lists a silicon compound as being included in the oil, which was the main source of detected silicon in the emulsion, although other sources might include dirt. Tin and calcium compounds are sometimes used in lubricant formulation as extreme-pressure additive and corrosion inhibitors, so the source of tin and calcium is the lubricant composition. Comparatively, the tool and workpiece contain very little silicon and no tin or calcium, so they were unlikely to contribute to the detected elements. The apparent decrease in silicon was therefore likely due the increase in proportion of other elements that were detected. Based on the information given in Table 2, it is reasonable to assume that iron (Fe), chromium (Cr), manganese (Mn), nickel (Ni), and molybdenum (Mo) are not part of the lubricant formulation, but rather occur as wear debris. The proportion of Fe, Mn, Ni, and Cr increased quickly between 6000 strokes and 600,000 strokes and then remained stable over time. As Mo did not increase to the same amount but was only detected for one sample, most of the wear debris originates from the workpiece material. This is supported by the proportion of Cr being stable and the increase in proportion of Mo occurring at the same time as a decrease in proportion of Mn. The proportion of wear debris, relative to other particles such as dirt and lubricant additives that could be picked up in the elemental composition analysis, increased in the beginning and then stabilised over time.
As the proportion of wear debris stabilises, it must mean that wear debris is carried out of the system as well as being generated within the system.
Figure 9 illustrates the FT-IR spectra of the samples, revealing no new peaks, disappearances, or shifts. According to the provided company’s datasheet [17], the lubricant comprises ester oil, siloxane, and surfactant. The absorptions at 2954, 2923, and 2854 cm−1 correspond to the C–H stretching vibration in the components, as shown in Fig. 10 (a). In Fig. 10(b), the absorption peak at 1740 cm−1 corresponds to the C = O stretching in the ester oil. It should be noted that the absorbance at 1647 cm−1, observed in pure oil, is attributed to the O–H bending vibration of water. Subsequently, there is a small amount of water present in pure oil, which was not observed in the dried samples. The C–H bending vibration of the components is observed at 1497 and 1459 cm−1, respectively. Additionally, Fig. 10(c) reveals C–O stretching vibrations at 1245 and 1172 cm − 1 and a broad peak in the range of 1150–1000 cm − 1 correspond to C–O, Si–O–C, and Si–O–Si vibrations, respectively [21,22,23].

FT-IR spectra for the oil-part of lubricant samples that have been used for different numbers of strokes. Highlighted peaks of spectra are shown in Fig. 10

FT-IR peaks at wavenumbers between a 3100–2700 cm−1, (b) 1800–1400 cm−1, and (c) 1400–1000 cm−.1
As a result, the chemical composition of the oil component in the lubricant remained unchanged even after 4,000,000 strokes. The changes observed in the physical and chemical properties, such as phase separation and a decrease in pH, are attributed to variations in the surfactant. Since only a small amount of surfactant is used in the lubricant, it was not detectable in the FT-IR analysis.
The results obtained from the analysis of pure oil indicate the presence of anionic surfactant in the lubricant, which imparts an alkaline pH. Accordingly, with the change in surfactant concentration at different stroke numbers, the pH level decreased, consistent with previous findings. Surfactants serve important roles in lubricating emulsions as they ensure that the emulsion is stable, preventing oil droplets for coalescing and separating from the emulsion. The disappearance of the surfactants in the emulsion tested in this work is the reason for all the changes that were measured in this work.
The exact cause of the disappearance of the surfactant is not clarified. The following discussion is aimed at potential reasons. The surfactant may chemically react with metals in wear debris and be carried out of the system [24]. The increase in proportion of wear debris followed the development of the pH level and the tribological performance as shown above. The surfactant is not immune to oxidation, which is a commonly cited reason for chemical changes in lubricants [12]. This is expedited by the presence of metals in wear debris [7]. Microbial growth in the metalworking fluid can lead to microbes metabolising the surfactant over time [10], although the datasheet for the lubricant states that it contains biocides so this should be limited [17]. Shear stresses and mechanical loads can affect various additives of lubricants, including the surfactant, thereby disabling it [2]. The process in which the lubricating emulsion is used, micro-deep drawing, involves high localised pressures which also lead to local temperature peaks. However, as the process scale is small and the lubricant volume is large, this is not likely to be a large contributor to the overall change in the lubricant behaviour. In summary, the presence of wear debris in the lubricating emulsion is a significant contributor to the chemical changes that occur.
4 Conclusions
Based on the experimental results, the following conclusions can be drawn:
-
The tribological performance, in terms of anti-wear properties, and the pH level of the lubricant decreased quickly in the beginning but stabilised in the medium-to-long term.
-
The lubricant becomes more acidic with use, indicating oxidation of the base oil or additives or a reduction in the concentration of surfactants in the emulsion.
-
Concentration of wear debris, compared to other particulate matter, increases over time. The main contributor of wear debris is the workpiece, rather than the tools. The decreasing concentration of surfactant is related to debris originating from the workpiece as the surfactant readily reacts with the metallic wear debris and is carried out of the system or otherwise bound to the wear debris.
-
No changes to the base oil could be detected. The only factor that was found to influence the tribological performance of the lubricating emulsion was the decrease in surfactant concentration.
-
Tribological testing of forming systems that include recirculating lubricant should not include the fresh lubricant but rather the steady state composition of the lubricant as this is a more accurate approximation of the real system.
The quick change in the lubricant effectiveness shows that tribological systems undergo a different type of running-in. Conventionally, changes to tools and workpiece are considered, but running-in also clearly affects the lubricant. Tribological testing aimed at simulating real systems in which lubricant is recirculated should therefore account for these changes, as they may determine the difference between a stable and an unstable tribo-system.
It may be theorised that simply adding more surfactants to the lubricant volume would help in extending its life. As the surfactant makes up a small fraction of the entire lubricant volume, this represents an opportunity of reducing lubricant consumption considerably. The addition of a filtering system that would reduce the concentration of wear debris in the tribo-system would also be beneficial as that will reduce the time available for the surfactant to react with the wear debris.
Data availability
Data will be made available upon request.
References
N. Sönnichsen, Global demand for lubricants from 2000 to 2020, with a forecast for 2023, https://www.statista.com/statistics/411616/lubricants-demand-worldwide/, Jul. 05, 2021.
Matos M, Lobo A, Benito JM, Coca J, Pazos C (2012) Extending the useful life of metalworking fluids in a copper wire drawing industry by monitoring their functional properties. Tribol Trans 55(5):685–692. https://doi.org/10.1080/10402004.2012.694580
Tuszynski W, Michalczewski R, Piekoszewski W, Szczerek M (2008) Effect of ageing automotive gear oils on scuffing and pitting. Tribol Int 41(9–10):875–888. https://doi.org/10.1016/j.triboint.2007.12.010
Grossi M, Riccò B (2017) Metalworking fluid degradation assessment by measurements of the electrical parameters at different temperatures. Procedia Environ Sci Eng Manag 4(2):59–68
Usman M, Jamil MK, Riaz F, Hussain H, Hussain G, Shah MH, Qyyum MA, Salman CA and Lee M (2021) Refining and reuse of waste lube oil in SI engines: a novel approach for a sustainable environment. Energies (Basel) 14:2937. https://doi.org/10.3390/en14102937
Lengyel J, Cvengros J (2009) Non-lubricant related compounds in used mineral oils. Pet Coal 51(4):237–243
Abou El Naga HH, Salem AEM (1984) Effect of worn metals on the oxidation of lubricating oils. Wear 96:267–283
Seidel B and Meyer D (2019) Investigation of the influence of aging on the lubricity of metalworking fluids by means of design of experiment, Lubricants 7(11). https://doi.org/10.3390/lubricants7110094
Arinbjarnar Ú, Nielsen CV (2023) Effect of workpiece pre-straining on tribological performance of surface coatings in sheet metal forming. Tribol Int 180:108262. https://doi.org/10.1016/j.triboint.2023.108262
Seidel B, Meyer D (2019) Influence of artificial aging on the lubricating ability of water miscible metalworking fluids. Prod Eng Res Devel 13(3–4):425–435. https://doi.org/10.1007/s11740-019-00891-6
Ali MKA, Ezzat FMH, Abd El-Gawwad KA, Salem MMM (2017) Effect of lubricant contaminants on tribological characteristics during boundary lubrication reciprocating sliding, [Online]. Available: https://arxiv.org/abs/1710.04448
Cen H, Morina A, Neville A (2018) Effect of lubricant ageing on lubricants’ physical and chemical properties and tribological performance; part I: effect of lubricant chemistry. Indust Lubric Tribol 70(2):385–392. https://doi.org/10.1108/ILT-03-2017-0059
Radulescu I, Radulescu AV, Petrescu F (2010) Experimental researches concerning the tribological properties of the fresh and used lubricants, in 17th International Colloquium Tribology 2010 - Solving Friction and Wear Problems, pp. 1647–1650
Bay N, Olsson DD, Andreasen JL (2008) Lubricant test methods for sheet metal forming. Tribol Int 41:844–853. https://doi.org/10.1016/j.triboint.2007.11.017
Arinbjarnar Ú, Moghadam M, Nielsen CV (2022) Application of calcium carbonate as green lubricant additive in sheet metal forming. Key Eng Mater 926:1133–1142. https://doi.org/10.4028/p-x87o62
Moghadam M, Villa M, Moreau P, Dubois A, Dubar L, Nielsen CV, Bay N (2020) Analysis of lubricant performance in punching and blanking. Tribol Int 141. https://doi.org/10.1016/j.triboint.2019.105949
rhenus, rhenus FU 60 Material data sheet (2013) http://nugentek.cafe24.com/bizdemo16915/img/pdf/TD_rhenus%20FU%2060_en.pdf. Accessed 07/01/2023
Sari MR, Haiahem A, Flamand L (2007) Effect of lubricant contamination on gear wear. Tribol Lett 27(1):119–126. https://doi.org/10.1007/s11249-007-9215-z
Grade 304 stainless steel: properties, fabrication and applications (2005) AZO Materials. https://www.azom.com/article.aspx?ArticleID=2867. Accessed 07/01/2023
Uddeholm Vanadis ® 8 SuperClean (2020). https://www.uddeholm.com/denmark/da/products/uddeholm-vanadis-8-superclean/. Accessed 07/01/2023
Samanta S, Sahoo RR (2021) Waste cooking (palm) oil as an economical source of biodiesel production for alternative green fuel and efficient lubricant. Bioenergy Res 14(1):163–174. https://doi.org/10.1007/s12155-020-10162-3
Ma S, Liu W, Wang Z, Hu C, Tang C (2010) Simultaneously increasing impact resistance and thermal properties of epoxy resins modified by polyether-grafted-epoxide polysiloxane. Polym Plast Technol Eng 49(5):467–473. https://doi.org/10.1080/03602550903532190
Jia P, Liu H, Wang Y, Cai X (2015) A novel epoxy-functionalized hyperbranched polysiloxane (HPSi) endowing methyl phenyl silicone resin (Si603)/epoxy systems with enhanced compatibility and fire retardancy performance. RSC Adv 5(118):97413–97421. https://doi.org/10.1039/c5ra18399e
Schulz J, Brinksmeier E, Meyer D (2013) On the interactions of additives in metalworking fluids with metal surfaces. Lubricants 1:75–94. https://doi.org/10.3390/lubricants1040075
Funding
Open access funding provided by Technical University of Denmark The investigation was funded by Independent Research Fund Denmark (grant number 0136-00159B).
Author information
Authors and Affiliations
Contributions
(CRediT): conceptualization: ÚA; resources: ÚA, SR, RJC, and CVN; data curation: ÚA and SR; formal analysis: ÚA and SR; supervision: RJC, GB, and CVN; funding acquisition: CVN; validation: ÚA and SR; investigation: ÚA and SR; visualization: ÚA and SR; methodology: ÚA and SR; writing — original draft: ÚA and SR; project administration: RJC, GB, and CVN; and writing — review and editing: ÚA, SR, RJC, GB, and CVN.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Arinbjarnar, Ú., Rahemipoor, S., Christiansen, R.J. et al. The impact of usage on the performance of lubricating emulsions in micro-forming. Int J Adv Manuf Technol 129, 1759–1767 (2023). https://doi.org/10.1007/s00170-023-12405-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12405-x