
Abstract
The working temperature of any 3D printer has a critical effect on process feasibility as well as the final quality of the product. In this respect, thermal analysis can provide a comprehensive understanding of operation parameters and optimization potential. This most certainly also is the case for the new layer-wise additive manufacturing system, selective thermoplastic electrophotographic process (STEP). In the present paper, we propose a 3D part-scale finite element thermal model for multi-materials which is developed in the commercial software Abaqus/CAE 2021. The reduced-order method, flash heating (FH), is adopted in the model to obtain good accuracy with acceptable simulation time. A specific analysis of the trade-offs between accuracy and CPU-time is carried out by varying the amount of lumping in the meta-layers in the FH method. Furthermore, we conduct an in-house experiment in which we use IR cameras for measuring temperatures during manufacturing, and the results are applied for model validation and calibration. We specifically compare measured and numerically predicted average surface temperatures when steady state is obtained after printing of each layer. Here we obtain a mean error up to 6% depending on the thickness of the meta-layers. Moreover, parametric studies show that pulse duration and heater intensity significantly influence both the surface and bulk temperature profiles, and this provides us with an increased understanding of the thermal behavior of the recently developed STEP process which in turn could make way for further process optimization.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
3D printing, also known as additive manufacturing (AM), has constituted an industrial breakthrough rendering geometries of otherwise unreachable complexity possible. Compared to subtractive manufacturing processes, which in essence remove material, the mechanism of AM is adding material and in a layer upon layer fashion. With this characteristic, AM is able to generate parts with very complex structures [1, 2]. Freedom of design, fast manufacturing, as well as low cost are some of the main advantages of AM when used in prototyping and customizing goods [3] compared to conventional production methods. Moreover, computer-aided-design (CAD)-orientated and flexible manufacturing technologies such as AM provide a new fabrication solution to complex and intricate products from generative design and topology optimization [4], which cannot be made by traditional manufacturing.
According to ISO/ASTM standards, there are seven different well-established categories of AM processes, i.e., material jetting, binder jetting, material extrusion, powder bed fusion, sheet lamination, directed energy deposition, and vat polymerization [5]. A comprehensive and detailed overview based on process variations and materials covered by each process was provided by Huang et al. [6] in 2015. STEP is a brand-new AM process proposed by Evolve Additive Solutions, Inc. shown in Fig. 1, and detailed modules are presented in Fig. 2.

STEP alpha machine by Evolve Additive Solutions, Inc

Modules in the STEP alpha machine. a Electrophotographic engine. b Transfusion mechanism. c Layer and bulk heating mechanism. d Cleaning mechanism
Like any other AM process, [7, 8], STEP also relies on a layer-wise manufacturing approach by fusing a 2D layer produced by electrophotography onto a 3D structure [9, 10]. It should be mentioned that electrophotography itself has high success in the common printing industry because of its fast and reliable production of high-resolution color prints. It consists of 6 main steps: charging, exposure, development, transfer, fusing, and cleaning. The working mechanism of electrophotographics is based on the voltage difference. Charging and exposing generate a pattern consisting of negative and neutral voltage parts on the photoconductor. Next, a negative voltage toner from the developer will adhere easily to the neutral voltage exposed part on the photoconductor. Last, the toner on the photoconductor is transferred to the media and fused as a 2D pattern [11, 12], as shown in Fig. 3. With the ability to fast and precisely handle different colors of toner, electrophotographics has recently been adopted by the multi-material AM (MM-AM) area [13, 14] for putting multiple materials all in one image. Combing electrophotographics and Simultaneous intensity-selective laser sintering (SI-SLS) [15, 16], Stichel et al. [17] proposed a new MM-AM process by using electrophotographics to prepare and transfer multi-material powder layers for application in the SI-SLS. In contrast, the principle of the 2D to 3D deposition process in STEP is heating both the 2D slice and structure up and then applying pressure to fuse it onto the build [18, 19]. This deposition module in STEP is named transfusion. With the two major modules of electrophotographic and transfusion, STEP creates a fully dense and multi-material part, and the developers of the process hope it could be an alternative to injection molding. The overview flow chart of the STEP alpha machine is presented in Fig. 3. The present work aims at modelling the heat transfer of the transfusion step. Extending a 2D pattern to a 3D structure is certainly not a trivial step, and several challenges exist, especially in terms of final surface quality.

An overview of the STEP
Even though this paper is the first modelling study on STEP, in recent years, research on modelling polymer-based AM has received considerable attention. These works provided valuable insights that guided our approach. The main objectives of these studies are heat transfer modelling [20,21,22,23], microstructure evolution modelling [24, 25], as well as deformation and residual stresses modelling [26, 27]. Prajapati et al. and Ravoori et al. [21] [23] both performed heat transfer simulations and validated them with respect to experimental measurements for polymer extrusion-based AM but in different steps. They focused on the deposition part and standoff region between the nozzle tip and platform, respectively, and their work revealed the possibility to improve thermal performance. A numerical tool developed by [22] reformulates the governing equation of thermal behavior in polymer-based SLS and solves it with the finite-volume method. The work presented a reliable simulation model and included a parametric study for calibration against physical data. All the mentioned three works indicate that in polymer-based AM, heat transfer plays an important role highly affecting the quality of the built part [28,29,30,31]. Moreover, a comprehensive understanding of the heat transfer taking place offers great help for carrying out process optimization. Moumen et al. [32] presented a numerical model to investigate the variation of temperature and residual stress and showed the practicality of the heat transfer model for AM process optimization. Danezis et al. [33] proposed a heat transfer model for analyzing the automated tape placement (ATP) cavity area under flashlamp heating. This predictive model corresponded well to the data measured by thermocouples and gives a good understanding of the parameter settings of the impulse heat source. The simulation results provide an efficient way for investigation and optimization of the thermal field in the process, and they also indicate that ATP with flashlamp heating improves the quality of the final part via its inherent more uniform heating of the layers.
Part-scale models, also known as macro-scale models, are suitable for relatively larger length scale simulation like heat transfer, deformation, and stresses of the build part. In the present paper, we present such a finite element-based part-scale thermal model for the transfusion step in the STEP alpha machine. It is common when doing thermal simulations in AM, e.g., for laser powder bed fusion (LPBF) processes, that when the size of the build part increases, the needed number of elements do likewise, and hence, the computational cost increases tremendously. This is especially the case for components being large and complex at the same time. Hence, reduced order part-scale thermal models are proposed in these cases; see for example the flash heating (FH) method [34,35,36,37]. FH is a method to reduce the simulation time of moving heat sources and different scan strategies, especially for LPBF. A surface heat flux or body heat flux is applied on a hatch volume or an entire meta-layer for a certain period of time. In the LPBF process, the heat flux magnitude and contact time should be consistent with the energy and time characteristics of the real process related to the actual process parameters of heat source power and scan speed.
Together with [38], the present work represents the first high-fidelity 3D multi-material thermal modelling study of the STEP process by resolving all layers during printing. To achieve the highest possible level of accuracy in simulating the process, the thermal material properties were quantified by in-house measurements. Then, the model was validated with thermal images captured from internal printing experiments. Based on the FH method, reduced order 3D models lumping actual layers into different numbers of meta-layers (100, 50, 25, 10) are proposed and the accuracies of these models versus computational cost are also investigated in this work. Moreover, the work also presents a parameter variation of the effect of heat source intensity and exposure time on the obtained temperature level.
2 Materials and methods
The experimental set-up, material properties, and design geometries used for the simulation are presented in this section.
2.1 Geometry and material
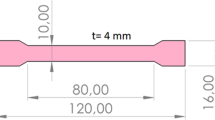
The experiment employs the tensile test bar geometry following the ISO 527–2 type 1BA standard as the simulation target. The specification and the product from the STEP alpha machine are shown in Fig. 4. The considered industrial case is a multi-material printing job of 14 tensile bars involving both part material and support material. However, here we only simulate the printing of one of these bars for simplicity.

a ISO 527–2 1BA tensile bar. b Five real parts produced by the STEP alpha machine
Part and support materials are two different types of the polymer material AM-ABS, and in-house measured material properties used in the simulation are presented in Table 1. Figure 5 shows the curves of temperature-dependent thermal conductivity and specific heat for both materials. The underlying measurements giving the density, conductivity, and specific heat were conducted at our in-house TCi Thermal conductivity analyzer from CTherms. The latent heat, solidus temperature, and liquidus temperature were referenced from the work of Rahman et al. [39]. Lastly, the moving platform in our work is made of steel and the relevant material properties are also shown in Table 1.

Conductivity (a) and specific heat (b) of part ABS and conductivity (c) and specific heat (d) of support ABS
2.2 Transfusion part in STEP
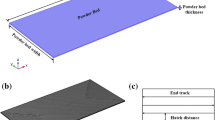
STEP is a layer-wise manufacturing process, and the function of the transfusion module is to deposit a 2D layer on the substrate or part already made. The transfusion part has three steps, i.e., heating, transfusing, and cooling. At the heating step, per its name, both a 2D layer of typically 13 to 16 µm in thickness coming from electrophotographic engines and the existing 3D structure on the platform are heated up. Afterwards, the heated 2D layer is pressed by rollers and fused on the reheated 3D structure in the transfusing step. Note that the STEP machine is mounted with a temperature-controlled feedback mechanism which ensures a stable working temperature on the surface of the build, in this case (120–130 ℃). Finally, in the cooling step, the newly built part is moved to the cooling area where it is actively cooled by fans and then back to the starting point where it waits for the next layer to be deposited. The sequence of the transfusion step is shown in Fig. 6. In the initial warm-up steps, the STEP alpha machine heats the platform and prints around 100 dummy layers of support material which act as substrate for the build. Subsequently, in the building phase, the STEP alpha machine works on the actual part, consisting of 125 bi-material layers. In that sense, the present work represents a simulation of the 3D temperature field during the entire printing process, from heating to cooling.

Transfusion module
2.3 Sensors and data collection
Regarding the experiment, the build job with 14 (2 rows × 7 columns) specimens of part material with dimensions of (L:100, W:10, H:2 mm) was printed, and the thermal imaging was recorded on specific layers or layer-wise during the STEP process. For extracting the bulk temperature used for validation purposes, one sensor was mounted at the idle area and one sensor at the cooling area, respectively, see Fig. 7. These were calibrated with the Mikron IR-M310. Likewise, two sensors record the temperature of layers. One sensor captures the temperature when a layer is just heated up by the layer heater, and another one records the temperature of a layer that is on the roller. Examples of the obtained thermal images are shown in Fig. 7. Because of the restriction of mounting space, only the sensor at the idle condition can capture the layer-wise nature of the process throughout the entire printing job. After image post-processing, the average temperature as a function of time can be obtained as shown in Fig. 8. Based on these data, the process model is calibrated to primarily agree with the temperature at the idle steps, since they contain the full information of the thermal history, including the layer-wise nature. Moreover, the temperature of a layer recorded on the roller is used as the predefined initial temperature of a hot layer. The data recorded and simulation results are presented in Sect. 4.

Thermal image of film after layer heating (a), the film in transfusion (b), the bulk at the idle step (c), and the bulk at the cooling step (d)

Mean temperature at the idle step as a function of time for part and support material
2.4 Convection analysis of STEP
In the STEP process, during the cooling step, the top surface of the build undergoes severe cooling, and hence, an estimation of the convective heat transfer coefficient is needed. In the cooling step, the plate moves continuously in and out of the cooling chamber where it experiences both forced and impinged convection, see Fig. 9.

Schematic of the forced and impinged convection in the STEP system
The convective heat transfer coefficient can be estimated from the Nusselt number which is expressed by the Prandtl and Reynolds numbers.
where \(\mu\) is dynamic viscosity, \({c}_{p}\) is the specific heat, \(k\) is the thermal conductivity, \(v\) is the velocity, and \(\rho\) is density of the flow. For the forced convection, we assume laminar flow and the Nusselt number can then be expressed as [40],
where \(L\) is the length of the build. For the impinged convection, the Nusselt number is given by [41],
where \(L\) is the length of the build and \(D\) is jet diameter. For both equations, the appropriate convective coefficient, \(h\), can be obtained. Since the forced and impinged convection take place at the same time, the resulting heat transfer coefficient would be the superposition of the two as shown in Table 2.
3 Methodology
In this section, we present the different sequence times applied in the simulation, the governing equations, as well as the finite element (FE) implementation in the commercial software ABAQUS. This is followed by a brief description of the applied flash heating (FH) methodology and the simulation case including the modelled geometry as well as the applied boundary conditions.
3.1 Simulation sequence times
In the real STEP process, a heating-up step is used, resulting in an overall temperature for platform and substrate of 120 ℃ which is taken as the initial condition of the simulation. This is followed by an idle step, where the substrate, also denoted the bulk, waits for 0.4 s and then takes 0.37 s moving to the next step, i.e., the bulk heating, during which the bulk is heated up for 0.4 s passing through the bulk heater, see Fig. 10.

The steps and duration of transfusion module [38]
This is followed by a new heated layer being deposited on the substrate by the roller press for 1.4 s in the transfusing step. The cooling step where the temperature of the new bulk decreases consists of several sub-steps, i.e., moving the part from the transfusing to the cooling area which lasts for 1.7 s, then cooling of 0.2 s, and going back to bulk heating 0.5 s. Because the bulk heater is always turned on, the new bulk will be heated up again when it goes back to the idle area. The reason why the bulk heating time is shorter when moving back is that the velocity during this sub-step is higher. Consequently, this repetitive step takes (0.77 + 0.4 + 1.4 + 2.4 + 0.3 = 5.27 s) which hence represents the time for making one single layer. This is then repeated 125 times.
3.2 Heat transfer
The temperature field is obtained by solving the transient heat conduction equation accounting for the phase change, i.e.,
where \({\dot{Q}}^{{\prime}{\prime}{\prime}}\left(\text{W }{\text{m}}^{-3}\right)\) is the volumetric heat source which is further discussed in subsection 3.3, and \(\Delta {H}_{\text{met}}\) is the latent heat of melting. For \(k\) \(\left(\text{W }{\text{m}}^{-{1}}{\text{K}}^{-{1}}\right)\) heat conductivity, \(\rho\) \(\left({\text{kg}}{\text{ m}}^{-{3}}\right)\) density, and \({c}_{p}\) (\(\text{J k}{\text{g}}^{-{1}}{\text{K}}^{-{1}}\)) specific heat, averaged values based on simple linear rules of mixture are applied, i.e.,
where \({r}_{\text{sol}}\text{ and }{r}_{\text{liq}}\) are the volume percentage of solid and liquid, respectively, calculated by linear interpolation between melting temperature \({T}_{\text{melt}}\) and crystallization temperature \({T}_{\text{crystal}}\) shown in Eq. (7).
The convective and radiative boundary conditions are applied to the most recently activated top meta-layer, whereas convection and radiation on the sides of the build are neglected due to the very small surface area. The boundary condition is specifically expressed as
where \({h}_{\text{amb}}\left(\text{W }{\text{m}}^{-{2}}{\text{K}}^{-{1}}\right)\), \(\upepsilon \left(-\right)\), and \(\upeta\) (\(\text{W }{\text{m}}^{-{2}}{\text{K}}^{-{4}}\)) are ambient convection coefficient, heat emissivity, and Stefan–Boltzmann constant, respectively.
The governing Eq. (5) together with the boundary condition are solved by the FEM commercial software ABAQUS. This specifically entails a discretization into brick-shaped finite elements with linear shape functions, element type in ABAQUS (3DC8). This leads to a discretized version of Eq. (5) in the following form:
where \({\varvec{C}}\) is capacity matrix, \({\varvec{K}}\) is conductivity matrix, T is nodal temperature vector, and F is the load vector including thermal load and boundary conditions. The resulting linear equation system is solved by the equation solver in ABAQUS resulting in nodal temperatures for each time step.
3.3 Flash heating
As earlier mentioned, FH is a part-scale method to solve thermal load problems in AM, without truly resolving the interaction between the heat source and material [34]. By uniformly distributing the heat energy on the top activated meta-layer, FH reduces the number of needed elements in the mesh and hence the simulation time used, while still attaining acceptable accuracy. A schematic of FH is presented in Fig. 11. In STEP, the heat source is infrared-based and can be assumed as a line-shaped uniform distribution below which the part is moved forwards. The total energy for an actual layer is \({U}_{\updelta }\) (J) and expressed as
where P (W) is power, \(\upxi\) ( −) is thermal absorptivity, and \({t}_{\text{h}}\) (s) is the heating time which a layer passing through the heat source, needs. In most cases, FH treats the thermal load on an activated meta-layer which is a stack of several actual layers. If the depth of the actual layer is \(\updelta\) (m) and the meta-layer is \(\Delta\) (m), the energy \({U}_{\Delta }\) (J) absorbed by the meta-layer can be expressed as

The scheme of flash heating
Therefore, the volumetric heat source \({\dot{Q}}^{{\prime}{\prime}{\prime}}\) in Eq. (5) can be presented by \({U}_{\Delta }\), where \(\forall =\Delta A\) (\({\text{m}}^{3}\)) is the volume of the meta-layer, and \({t}_{\text{contact}}\) (s) the contact time in Eq. (12) which represents the duration of the uniform thermal loading on a meta-layer. Inserting the expression for the volume of the meta-layer, Eq. (12) can be rewritten into Eq. (13).
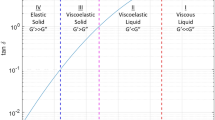
From Eq. (13), it is obvious that the volumetric heat source \({\dot{Q}}^{{\prime}{\prime}{\prime}}\) varies inversely with contact time \({t}_{\text{contact}}\), but directly with the power of the heat source P. Consequently, these two parameters will be used as calibration parameters and tuned to make the model agree with the real situation. Figure 12 shows the temperature variation with different contact times. Although the total energy in the different cases absorbed by the meta-layer is the same, the case with longer contact time which resembles gradual heating is characterized by a lower peak temperature and more time to transfer the heat out.

Temperature profiles as a function of time for constant energy absorption \(\left(5\times {10}^{10}\mathrm{W}\right)\) but different contact times [38]
3.4 Numerical model setup
3.4.1 Geometry and meshing procedure
In this work, only a single tensile bar and support structure are adopted in the simulation model shown in Fig. 13 for reducing the computational cost. Figure 13 shows the simulation domain for the numerical model with both build and platform. Regarding the meshing procedure, the mesh is adapted according to the different regions of the model.

a Printing geometry in numerical model. b Simulation domain for the process
To further reduce the simulation time, a coarse mesh is applied on the platform, whereas medium sized elements are specified at the substrate and in the xy-plane direction of the printing structure. The influence of the element size in the xy-plane direction on the simulation result is discussed further in subsection 4.1. Moreover, since the heat conduction between layers is the major heat transfer mode, the deposition direction, i.e., the z-direction, is resolved by the finest mesh. Figure 14 and Table 3 show the detail of the adapted mesh procedure. It is necessary to mention that the element size of the build in the z-direction is identical to the depth of a layer in an actual printing job.

Procedure for meshing the simulation domain
3.4.2 Thermal boundary and initial condition
As previously mentioned, the model starts at the 1st build printing step instead of the prior warm-up step, so here we assume the initial temperature for both substrate and platform is 120 ℃. According to the sensoric data collected, the temperature of a layer during deposition is 140 ℃, and we use this as the initial temperature of each new layer. The dynamic thermal boundary conditions are specified in this model depending on the steps. In idle steps, heat convection and radiation are applied on the top surfaces of both build and platform. In bulk heating 1, the flash heat flux is added on both build and platform. Afterwards, only the platform has convection and radiation boundary conditions in the transfusion step. Because of fan coolers, the convection coefficient increases during cooling steps. Finally, likewise, the heat flux from the heater is added on both the builds as a meta-layer as well as on the platforms, where the convection coefficient is reduced compared to the cooling step. Figure 15 and Table 4 show a schematic and the value of boundary and initial conditions, respectively.

Boundary and initial condition in numerical model
4 Results
In this section, the simulation results of the transfusion module are presented and compared with the experiment data. This is followed by an analysis in which different parameter settings are applied to find the best compromise between computational cost and accuracy.
4.1 Mesh sensitivity analysis
A mesh sensitivity analysis is carried out to investigate the numerical model’s sensitivity towards applying xy-planar meshes of different refinement. More specifically, the representative element side length was varied from 1 to 4 mm with steps of 1 mm. The thermal contours in Fig. 16 are all extracted after the bulk heater, and the representative element side lengths and corresponding CPU-time are presented in Table 5. Based on the average temperature of the 3 selected points, p1, p2, and p3, see Fig. 16a, there are no big changes by refining the planar mesh within the considered limits. Figure 16 and Table 5 show the positions and results, respectively. Regarding CPU-time, the simulations take from 5.93 to 60 h, so we choose the medium element size of 2 mm as a reasonable trade-off between accuracy and computational cost for all the following simulations.

The contour of temperature for the mesh sensitivity analysis. a 1 mm. b 2 mm. c 3 mm. d 4 mm
4.2 High fidelity numerical model validation
It is evident from Fig. 17 that the temperature distribution in the build part (dog bone test sample) is almost uniform during the idle step. Hence, the data used for validation is the mean temperature of the three indicated nodal points at the top surface of the build at every idle step. Moreover, the temperature of the part material is the one of most interest, so only these results are discussed in the following sections.

Nodal positions of part ABS
Figure 18 presents the temperature on the top surface as a function of time for both sensor data and numerical simulation. The sensor data is stable at around 137–138 ℃, whereas the numerical temperature initially starts at a substantially lower level of 120 ℃, but then quickly stabilizes at a level only 1–2 ℃ below the experimental one. This initial temperature is based on the thermal sensor embedded in the platform. In order to eliminate the influence of this initial temperature on the validation, we extract the nodal temperature at 100 s after the printing job begins, as shown in Fig. 19a. The average simulated surface temperature calculated from three the nodes are shown in Fig. 17 were compared with the mean value from the IR camera recordings of the surface temperature. For each temperature versus time data point from the IR camera, the corresponding numerically predicted result was extracted at exactly the same time, and the percentage error was calculated point-wisely. Note that since we compare average values local variation in space and time are of course smoothened out. We therefore expect relatively good agreement.

At every idle step, high-fidelity historical temperature profile for part ABS

Starting from 100 s, high-fidelity temperature profile for part ABS at every idle step [38] (a) and at every cooling step (b)
We do also see that the high-fidelity model only has a − 1.3% mean percentage error with a standard deviation of 0.2% over all sensor data points, which is highly satisfactory. As regards the calibration at the cooling step, there are only few thermal images recorded, and the temperatures are around from 100 to 110 ℃, which obviously gives less information as compared to a layer-wise dataset. Even so, we can still assume that the process is quite stable with small temperature variations between each printing cycle based on the data from the IR camera at the idle step. Figure 19b shows the temperature profile at the cooling step from our numerical model as a function of time. Also here, we see that the level of the predicted temperature corresponds well to the experimentally observed level.
From Fig. 20a, starting at deposition, the temperature gradually decreases and then declines more drastically in the cooling step, because of the higher convection coefficient. Moreover, in the cooling step, the convection boundary condition is only specified on the uppermost layer, so the temperature of the top surface is lower than the interior layer just beneath it. Afterwards, two heat fluxes are applied on the top surface sequentially, and two peak temperatures can be predicted. Figure 20b shows the 3D contour of temperature during the 51st layer manufacturing, and the temperature variation is consistent with our expectation.

a Temperature curve of part ABS during the manufacturing of the 51st layer. b 3D temperature contour during the manufacturing of the 51st layer [38]
5 Discussions
The simulation results with different parameter settings for flash heating are presented and discussed in this subsection. Moreover, a discussion of the trade-off between accuracy and computational resource is given as well. It should be noted that only the nodal temperatures of the part material are extracted and discussed in the following.
5.1 Laser power
In this subsection, we vary the heat flux coming from the laser between 2.2 \(\times {10}^{4}\) and 3.1 \(\times {10}^{4}\) \({\text{W }}{\text{m}}^{-2}\) for bulk heater 1 and bulk heater 2 during the process. In Fig. 21, we see that accumulation of heat appears when the high intensity is applied, and consequently the temperature of the top surface at the idle step gradually increases every cycle. On the other hand, the temperature of the top surface at the idle step gradually decreases every cycle for the lowest value of the heat flux. The intensity of 2.5 \(\times {10}^{4} {\text{ W }}{\text{m}}^{-2}\) results in a relatively stable temperature curve consistent with the sensor data, and hence, this was used in the further analysis.

Temperature versus time with respect to thermal flux [38]
5.2 Meta-layer
In the high-fidelity model, the size of meta-layer equals to actual printing layer, and the build is sliced into 125 layers. We now studied the influence of varying this number of meta-layers from125 down to 10, see Fig. 22. Following the time and energy consistency rule, every time step should be proportionally extended or shortened, including the flash heating time. Figure 22 presents the temperature of the top surface as a function of time with different numbers of meta-layers. The correlation between the mean relative error between numerical and experimental values and the CPU-time is quite obvious in our case. Higher accuracy simulation requires longer computational time, and the reduction of computational time is accompanied by an increasingly poorer accuracy.

Temperature versus time for varying the number of meta-layers
In summary, the simulation running with 50 meta-layers only takes half the CPU-time of the high-fidelity model and has an acceptable error against sensor data, lower than 5% and a standard deviation of well below 1%. Hence, the 50 meta-layers numerical model would be the preferred choice in engineering applications. The detailed comparison is shown in Table 6, and all the simulations are carried out on a 12-cores cluster with Intel Xeon Processor 2650v4.
5.3 Exposure time
Another critical parameter in the FH method is exposure time or heating time. To ensure the energy consistency, the product of power and heating time should be constant. A higher power heat source comes with a shorter exposure time and vice-versa. As seen from Fig. 12, a shorter exposure time leads to a higher peak temperature because of the correspondingly increased heat source. Hence, the heat accumulates on the top surface due to less time for heat conduction. When the heat source stops, the heat is transferred away quite quickly, and the temperature drops sharply. In Fig. 23, we depict the average predicted surface temperatures as a function of time for different exposure times and compare with the experimental result. It is evident that lower exposure times lead to a relatively lower temperature level and hence poorer agreement. This is expected from looking at Fig. 12 in which the shorter exposure time gives a higher temperature peak, but a lower temperature level later on.

Temperature at idle step as a function of time for different exposure times in the FH
6 Conclusion
The STEP system is an innovative AM process which comprises an electrophotographic engine, a transfusion module, and a cleaning mechanism. Fusing from toners, 2D film to 3D structure, STEP works in a layer-wise manufacturing manner and provides a fully dense part. In order to further investigate the process and improve the quality of the product, the present study has proposed a part-scale heat transfer numerical model for the STEP transfusion module which is validated with experiment data. The FE-based reduced-order method, Flash Heating (FH), is used for reducing the computational resources otherwise needed from full resolution of the laser scanning process. The model accounts for the temperature-dependent thermal properties of two polymers involved as well as the convection caused by moving the platform and applying cooling fans. Concerning model validation, four IR cameras are mounted and calibrated to capture the thermal images of layers and bulk. After that, the effects of FH parameters are discussed.
Based on our results, the high-fidelity simulation results in a relative error of 1.3% when compared to thermal measurements. From our model, the temperature evolution can be obtained, especially the temperature during deposition. A mesh sensitivity analysis is also carried out to ensure the validity of the study. The model is subsequently used for simulating the effect of applying different numbers of meta-layers and exposure time while still ensuring the same overall energy input. Being consistent with our expectation, a trade-off between computational cost and accuracy exists, and 50 meta-layers turn out to be the better choice with efficiency and acceptable accuracy. Particularly, we notice that a shorter exposure time results in a higher top surface peak temperature followed by a faster temperature decline.
Because of the high complexity of the process, the simulation only focusses on the transfusion module and one sample build. The averaged sensor outcomes of the electrophotography module are simplified and inherited as the initial temperature of the transfusion module. In this way, some thermal effects, like nonuniform temperature profiles are neglected. However, being the first numerical simulation model for the STEP alpha machine, this modelling approach will potentially pave the way for more advanced thermomechanical models, to further analyze potential warpage defects of the final products. This could in turn provide the basis for a robust digital twin of the STEP process, that later could be integrated into the STEP process itself, serving as a feedback source for real-time correction of the input process parameters for achieving a close to defect-free end-product.
References
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60(5):677–688
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196
Berman B (2012) 3-D printing: the new industrial revolution. Bus Horiz 55(2):155–162
Tyflopoulos E, Tollnes FD, Steinert M, Olsen A et al (2018) State of the art of generative design and topology optimization and potential research needs. DS 91: Proc NordDesign 2018, Linköping, Sweden, 14th - 17th August 2018
Monzón MD, Ortega Z, Martínez A, Ortega F (2015) Standardization in additive manufacturing: activities carried out by international organizations and projects. Int J Adv Manuf Technol 76(5–8):1111–1121
Huang Y, Leu MC, Mazumder J, Donmez A (2015) Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. ASME J Manuf Sci Eng 137(1):014001. https://doi.org/10.1115/1.4028725
Sun S, Brandt M, Easton M (2017) 2-Powder bed fusion processes: An overview. In M Brandt (ed), Laser Additive Manufacturing, Woodhead Publishing, pp. 55–77. https://doi.org/10.1016/B978-0-08-100433-3.00002-6
Nath SD, Nilufar S (2020) An overview of additive manufacturing of polymers and associated composites. Polymers (Basel) 12(11):2719
Batchelder JS, Chowdry A, Chillscyzn SA (2017) Systems and methods for electrophotography-based additive manufacturing of parts. United States US20170192377A1, filed December 21, 2016 and issued July 6, 2017
Batchelder JS, Crump SS (2020) Electrophotography-based additive manufacturing with support structure and boundary. United States US10675858B2, filed December 15, 2016 and issued June 9, 2020
Kumar AV, Dutta A (2003) Investigation of an electrophotography based rapid prototyping technology. Rapid Prototyp J 9(2):95–103. https://doi.org/10.1108/13552540310467095
Kawamoto H, Nakayama N (2016) Overview on recent progress in electrophotography. J Imaging Sci Technol 60(3):30501–30506
Bandyopadhyay A, Heer B (2018) Additive manufacturing of multi-material structures. Mater Sci Eng R Rep 129:1–16
Rafiee M, Farahani RD, Therriault D (2020) Multi-material 3D and 4D printing: A survey. Adv Sci 7(12). John Wiley and Sons Inc., https://doi.org/10.1002/advs.201902307
Laumer T, Stichel T, Amend P, Schmidt M (2015) Simultaneous laser beam melting of multimaterial polymer parts. J Laser Appl 27(S2):S29204
Stichel T, Laumer T, Raths M, Roth S (2018) Multi-material deposition of polymer powders with vibrating nozzles for a new approach of laser sintering. J Laser Micro Nanoeng 13(2):55–62
Stichel T, Geißler B, Jander J, Laumer T, Frick T, Roth S (2018) Electrophotographic multi-material powder deposition for additive manufacturing. J Laser Appl 30(3):32306
Baecker J (2017) Electrophotographic additive manufacturing with moving platen and environmental chamber. United States US20170192382A1, filed December 21, 2016 and issued July 6, 2017
Rice A, Farah Z (2021) Height control in selective deposition based additive manufacturing of parts, United States US20190204769A1, filed December 28, 2018 and issued May 4 2021
Bikas H, Stavropoulos P, Chryssolouris G (2016) Additive manufacturing methods and modelling approaches: a critical review. Int J Adv Manuf Technol 83(1–4):389–405
Prajapati H, Ravoori D, Jain A (2018) Measurement and modeling of filament temperature distribution in the standoff gap between nozzle and bed in polymer-based additive manufacturing. Addit Manuf 24:224–231
Mokrane A, Boutaous M, Xin S (2018) Process of selective laser sintering of polymer powders: modeling, simulation, and validation. Comptes Rendus Mécanique 346(11):1087–1103
Ravoori D, Lowery C, Prajapati H, Jain A (2019) Experimental and theoretical investigation of heat transfer in platform bed during polymer extrusion based additive manufacturing. Polym Test 73:439–446. https://doi.org/10.1016/j.polymertesting.2018.11.025
Gan X et al (2019) Simultaneous realization of conductive segregation network microstructure and minimal surface porous macrostructure by SLS 3D printing. Mater Des 178:107874
Rosenthal WS et al (2020) ‘Sintering’ models and in-situ experiments: data assimilation for microstructure prediction in SLS additive manufacturing of nylon components. MRS Adv 5(29):1593–1601
Brenken B, Barocio E, Favaloro A, Kunc V, Pipes RB (2019) Development and validation of extrusion deposition additive manufacturing process simulations. Addit Manuf 25:218–226
Sreejith P, Kannan K, Rajagopal KR (2021) A thermodynamic framework for additive manufacturing, using amorphous polymers, capable of predicting residual stress, warpage and shrinkage. Int J Eng Sci 159:103412
Rando P, Ramaioli M (2022) Numerical simulations of sintering coupled with heat transfer and application to 3D printing. Addit Manuf 50. https://doi.org/10.1016/j.addma.2021.102567
Ramian J, Ramian J, Dziob D (2021) Thermal deformations of thermoplast during 3D printing: warping in the case of ABS. Materials 14(22). https://doi.org/10.3390/ma14227070
Khanafer K, Al-Masri A, Aithal S, Deiab I (2019) Multiphysics modeling and simulation of laser additive manufacturing process. Int J Interact Des Manuf 13(2):537–544. https://doi.org/10.1007/s12008-018-0520-6
Zhang Q, Yan D, Zhang K, Hu G (2015) Pattern transformation of heat-shrinkable polymer by three-dimensional (3D) printing technique. Sci Rep 5. https://doi.org/10.1038/srep08936
el Moumen A, Tarfaoui M, Lafdi K (2019) Modelling of the temperature and residual stress fields during 3D printing of polymer composites. Int J Adv Manuf Technol 104(5):1661–1676
Danezis A, Williams D, Edwards M, Skordos AA (2021) Heat transfer modelling of flashlamp heating for automated tape placement of thermoplastic composites. Compos Part A Appl Sci Manuf 145:106381
Bayat M et al (2020) Part-scale thermo-mechanical modelling of distortions in laser powder bed fusion–analysis of the sequential flash heating method with experimental validation. Addit Manuf 36. https://doi.org/10.1016/j.addma.2020.101508
Carpenter K, Tabei A (2020) On residual stress development, prevention, and compensation in metal additive manufacturing. Materials 13(2):255
Ettaieb K, Lavernhe S, Tournier C (2021) A flash-based thermal simulation of scanning paths in LPBF additive manufacturing. Rapid Prototyp J 27(4):720–734. https://doi.org/10.1108/RPJ-04-2020-0086
Wang J, Zhang J, Liang L, Huang A, Yang G, Pang S (2022) A line-based flash heating method for numerical modeling and prediction of directed energy deposition manufacturing process. J Manuf Process 73:822–838. https://doi.org/10.1016/j.jmapro.2021.11.041
Yeh H-P, Meinert KA, Bayat M, Hattel JH (n.d.) Part-scale thermo-mechanical modelling for the transfusion module in the selective thermoplastic electrophotographic process. https://doi.org/10.23967/wccm-apcom.2022.090
Rahman M, Schott NR, Sadhu LK (2016) Glass transition of ABS in 3D printing. In COMSOL Conference, Boston, MA
Maragkos G, Beji T (2021) Review of convective heat transfer modelling in cfd simulations of fire-driven flows. Appl Sci (Switzerland) 11(11). https://doi.org/10.3390/app11115240
Molana M, Banooni S (2013) Investigation of heat transfer processes involved liquid impingement jets: a review. Braz J Chem Eng 30(3):413–435. https://doi.org/10.1590/S0104-66322013000300001
Acknowledgements
This work was supported by the Manufacturing Academy of Denmark (MADE) workstream 4 as part of project 05 which is highly acknowledged.
Funding
Open access funding provided by Technical University of Denmark This work has received funding from the Manufacturing Academy of Denmark (MADE).
Author information
Authors and Affiliations
Contributions
Hao-Ping Yeh: conceptualization, investigation, formal analysis, visualization, methodology, validation, writing—original draft. Kenneth Æ. Meinert: investigation, formal analysis, writing—original draft. Mohamad Bayat: conceptualization, supervision, resources, writing—review and editing. Jesper H. Hattel: conceptualization, supervision, funding acquisition, resources, writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yeh, H.P., Meinert, K.Æ., Bayat, M. et al. Part-scale thermal modelling of the transfusion step in the selective thermoplastic electrophotographic process. Int J Adv Manuf Technol 131, 5419–5435 (2024). https://doi.org/10.1007/s00170-023-12300-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12300-5