
Abstract
The utilization of friction stir welding (FSW) for the joining of polymers and composites is gaining increasing recognition due to its capabilities. In this study, the weldability of 4 mm thick polycarbonate (PC) plates in FSW is examined. Statistical modeling tools were employed to investigate the effect of four control parameters, i.e., rotational speed, travel speed, weld tool shoulder, and pin diameter, on the geometrical characteristics (residual thickness) of the weld region and the mechanical performance of the weld components under flexural and tensile loads. A screening experimental procedure with an L9 Taguchi was initially performed to calibrate the control parameter levels. During the welding procedure, the temperature profiles were continuously recorded to verify the materials’ solid state. The welding efficiency of the joint was also assessed, with a 90% welding efficiency achieved in the study. The morphological characteristics of the welded zones were assessed through optical and scanning electron microscopy. The samples welded with 4 mm/min travel speed, 10 mm shoulder diameter, 1000 rpm rotational speed, and 3 mm pin diameter had the highest mechanical performance. Overall, a shoulder-to-pin diameter ratio between 2.5 and 3 achieved the best results. The findings provide valuable information for the weld performance optimization of PC sheets, which can be employed successfully in real-life uses.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Friction stir welding is a joining procedure developed for the welding of parts difficult to join with conventional processes [1]. Aluminum triggered the development of the process, which was published in 1991 by the British Welding Institute [1]. As expected, aluminum has been thoroughly studied ever since in various grades and forms [2,3,4,5,6,7,8,9], such as AA6061 [10,11,12,13,14,15] and AA5083 [16, 17]. All these works achieved high-weld qualities, employing tools such as the analysis of variances (ANOVA) modeling tool [14]. Due to its characteristics (non-consumable welding tool, energy-efficient, autogenous welding process, etc.), it rapidly gained popularity [2], in applications in the automotive, aerospace, shipbuilding, and household applications among others [18, 19]. Research indicated and reports that the processing factors, such as the travel speed of the tool, the rotational speed of the weld tool, and the geometry of the weld tool [20], highly affect the performance of the weld [21, 22].
Polymers are among the materials which are difficult to join, so, as expected, the FSW joining process was expanded in these materials as well [23,24,25] and their composites [26]. The feasibility of the process was the first challenge faced in the research [27]. Afterward, settings, such as the efficiency of the weld tool toward the improvement of the weld performance, were investigated [28, 29], on thermoplastics such as HDPE (high-density polyethylene) [30]. As expected, popular polymers such as ABS (acrylonitrile butadiene styrene) [31] and poly(methyl methacrylate) (PMMA) [32] have been investigated for their performance in the process. The effect of the welding condition on polymer composites has been reported [33, 34]. Similar and dissimilar polymers have been welded with the FSW process [35, 36] and hybrid polymer-metal joints have been achieved as well [37,38,39,40]. The process was also applied to 3D-printed thermoplastics, which have additional challenges, due to their 3D printing structure [41]. Among the polymers reported for their performance in the FSW process are ABS [42], polycarbonate (PC) [43], polylactic acid [44], poly(methyl methacrylate) (PMMA) [45, 46], and polyamide 6 [47]. Research focuses on the effects of the FSW variables on weld performance [48]. The performance of dissimilar joints has also been reported [46, 49], focusing again on the impact of the FSW settings on the process. Composites, such as high-density polyethylene/carbon black, have also been investigated, with research focusing on parameters such as the impact of the developed temperature on the response of the weld [50].
Polycarbonate (PC) is a transparent engineering thermoplastic featuring high impact and toughness properties. It is a versatile thermoplastic applied in various applications from the automotive sector to electronics [51]. In coatings, it has been applied in the automotive sector, in optical [52], electronics [53], and medical applications [54]. In composites form, it has been employed for biomedical [55], electronics, electrical, aircraft, automobiles, construction, and other types of applications [56]. In 3D printing, its performance has been investigated [57,58,59] in pure form and polymer/ceramic composites [60,61,62,63]. For the study and optimization of the experimental data, tools for statistical modeling are the common approach followed [64,65,66,67]. This is obligatory due to the usual complex relations of the experiment parameters, which make the estimation of their effect on the parts’ performance a difficult, not straightforward task [68, 69]. Therefore, a similar approach was used in the current research, although it was further developed and optimized to employ more suitable control parameter levels, as will be explained below.
In the FSW joining method, PC, as expected, has been extensively studied. Dissimilar joints have been achieved [70]. The effect of the developed loads and temperature on the weld morphology has been reported [43]. Modeling implements, such as finite element analysis, have been incorporated into the process [71]. The effect of lubrication has been reported [72], and also the quality of the joint [73]. Modeling tools investigated the material flow [74], and the effect of tilt angle has been reported [75], as well as the influence of the tool geometry on generated loads [76]. Sensors have been used to monitor the process [77]. It has been reported that the FSW parameters highly influence the mechanical response of the welds, by investigating the rotational and travel speed, and the tilt angle, on 10 mm thick PC sheets, using one welding tool (25 mm shoulder, 7 mm pin) [78]. The impact of the welding tool’s rotational speed on the mechanical performance of the weld has been studied [79]. Spot [80] and lap [81] joints have also been achieved.
The study herein for the first time investigates in depth the weld tool geometry, the rotational speed, and the travel for their effect on the mechanical response of 4 mm thick PC sheets incorporated into the FSW procedure. Regarding the tool geometry, the shoulder and the pin diameter were individually investigated for their effect on the performance of the welds, which were evaluated on both tensile and flexural tests. Research on the shoulder geometry for polymeric materials is still limited [82]. The shoulder-to-pin ratio is an important metric for the efficiency of the weld tool in the FSW process, as it has been reported in the literature, and investigated only for the joining of aluminum parts so far [83], to the authors’ best knowledge. The effect on the weld geometry and morphology, along with the developed temperatures during the process, was also investigated. Moreover, for the determination of the control parameter levels, a two-step screening process was applied for the first time. First, an L9 Taguchi array was formed, and the control parameter levels that produced acceptable results were then used to form a successive L9 Taguchi array to derive the optimum results for the response metrics, related to the performance of the produced welds. Through this analysis, the importance of the FSW factors on the joint’s behavior was highlighted. Additionally, valuable information regarding the control parameter values producing improved welds is provided for direct use, along with modeling equations with proven reliability for the estimation of the performance-related response measures studied.
2 Materials and methods
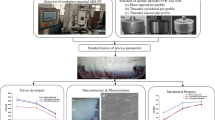
Figure 1 highlights the primary experimental and methodological procedures undertaken in the present study for the FSW course and the assessment of joint performance.

On the left side the algorithm followed in the study is presented. Point no 6 (decision making) highlights the feedback in the system regarding the efficiency of the control parameter levels during the selection of their values. On the right side, screenshots from the processes are presented (a) preparation of the sheets, (b) manufacturing of the welding tools, (c) FSW of the samples, (d) the completed weld sample, (e) quality control, (f) welded tensile test samples, (g) mechanical testing (three-point-bending), and (h) morphological analysis
2.1 Materials and welding tool preparation
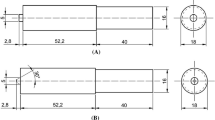
Four millimeter thick solid PC sheets were procured from Isik Plastic (Kocaeli, Turkey) [42, 44]. The tensile strength of the specific PC grade, according to the datasheet of the manufacturer, is >60 MPa (ISO 527), its density is 1.2 g/cm3 (ISO 1183), Vicat temperature (50 N, 50°C, ISO 306) of 148°C, nominal operating temperature 120°C, and class B1 fire resistance. Their thermal behavior was verified with thermogravimetric analysis (TGA) (Perkin Elmer Diamond, 30–550°C heating course with a 10°C/min step) and differential scanning calorimetry (from TA Instruments DSC 25 apparatus, 25-220–25°C heating cycle, 15°C/min step). This was necessary to verify that the material’s solid state remains during the FSW treatment, to be compatible with the process. Samples for the FSW processing were prepared in the Haas VF2 vertical machining center. The fixture used for the FSW process was designed, and manufactured by this research team and is analytically presented in previous works [42, 44]. Welding tools were produced using AISI304L stainless steel bars on a Haas SL20 CNC lathe. The welding tools were designed with different shoulder and pin diameters to assess their impact on the process.
2.2 FSW experiments and welding performance
In each FSW experimental course, two samples were welded on their long side, producing a linear seam. The welded part was then cut off (with a flat-end cutting milling tool of 2 mm diameter) in three (3) sets of four (4) samples, welded with different FSW conditions (twelve samples in total). The procedure is analytically presented in previous works of this research team [47]. The FSW process was carried out in a Haas VF2 vertical machining center. Throughout the joining FSW process in each set of samples, the developed temperature in the seam was monitored (Flir One Pro thermal imaging camera). This was necessary to guarantee the samples’ solid state during the process.
The weld performance was evaluated through two standard mechanical tests, i.e., tensile and three-point-bending flexural tests (52 mm span). For the tensile tests, the welded specimen was cut off into dumbbell shape specimens, while for the flexural tests, prismatic shape samples were cut off. All experiments were performed on an Imada MX2 material testing machine with the elongation speed set at 10 mm/min. Reference samples with identical dimensions to the welded ones were also prepared from the PC sheets and tested as control samples.
Apart from the mechanical response, the weld performance was also assessed through its morphological characteristics. A high-quality caliper was used to quantify the weld thickness, and optical microscopy (Kern OKO 1) and stereoscopy (KERN OZR5) were used to analyze the weld region (NZ, TMZ, and HAZ). Images were captured with a 5-MP KERN ODC 832 digital camera. SEM was also employed to evaluate the morphological characteristics of the welds, on a field emission SEM, model JSM-IT700HR by Jeol. Samples were gold-sputtered to avoid charging since a 20-kV accelerating voltage was set for the SEM observations.
2.3 Two-step screening and optimization design of experimental process
As mentioned above the FSW parameters, and more specifically, the travel speed, the rotational speed, and the weld tool geometry highly affect the performance of the produced weld [78]. Therefore, they were selected in the current study as the control parameters. The weld tool geometry was evaluated with two control parameters, i.e., the shoulder (SD) and the pin diameter (PD). As mentioned above, these parameters were evaluated and it was found that the shoulder-to-pin ratio achieves the best results regarding the performance of the weld, justifying also for the polymeric materials the importance of this metric in the efficiency of the weld. Since there are no similar research studies on 4 mm thick PC sheets, the specific grade, and the exact control factors, as well as their levels could not be accurately estimated. An L9 Taguchi array was initially formed with the four control settings, each having three levels. The values were estimated by the literature and are presented in Table 1. By analyzing the conducted experiments, the spectrum of the control parameter values that produced acceptable outcomes (seams without visual defects, etc.) was used to form a second L9 Taguchi array, with the same control parameters, which is shown in Table 2. With this approach, the range of the control parameter values was initially optimized. Based on this second L9 array, a second round of experiments was conducted for the analysis of the impact of each control parameter in the response metrics and the optimization of the process. Eight different response metrics were evaluated and optimized, i.e., the welding temperature, the thickness of the weld zone (compared to the nominal specimen’s dimensions), the tensile and flexural strength, toughness, and modulus of elasticity (energy absorbed by the specimen during the mechanical test, derived by the integration of the produced stress vs strain as shown in the plot of the experimental data). Following, an analysis of variance (ANOVA) was employed and equations for the eight (8) response measures were created, as a function of the control variables. Their expected accuracy was calculated, and their reliability was evaluated with confirmation runs.
3 Results
3.1 Screening process results
The screening process experimental results are depicted in Fig. 2 for various runs carried out. The different issues that occurred are evident in the images in specific runs, due to the control parameter values, with the produced seams having discontinuities and cavities. In specific runs, such as run 6, a pseudo tool was formed, as shown in Fig. 2d. Such formation has been reported in the literature and negatively affects the weld tool wear [84] and as a result the produced seam. The morphological characteristics of the produced welds during the screening process were also examined with stereoscopic microscopy, to observe the topography of the welds on a micro-scale (Fig. 3). In specific runs, the produced runs faced defects, such as cracks in the HAZ and welding debris (Fig. 3a), micro-inclusions at the HAZ and cavitations at the TMZ (Fig. 3b), material pile up around the weld zone and surface downside (Fig. 3c), and cavitations at the sample’s base (Fig. 3d). Such issues in the specific runs showed the importance of the control parameter values on the weld result and that in the specific runs the control parameter levels were not appropriate for the process, so these values should be excluded. By examining the produced seams and evaluating the results, the control parameter values for the second step of the process, as explained above, were formed.

Screening process results demonstrating the issues occurred (a) run 3 (seam quality issues), (b) run 4 (discontinuities in the seam), (c) run 7 (discontinuities in the seam), (d) run 6 (pseudo tool), (e) run 6 welding process

SEM and microscopic morphological analysis of the samples of run 8 during the screening process (a) SEM image depicting cracks and welding debris formation in the HAZ, (b) stereoscopic image from the side of the sample showing the welding zone; the surface downside and the material pile up at the limits of the welding zone are visible (c) stereoscopic image from the size focused on the limits between the TMZ and the HAZ, depicting micro inclusions at HAZ and cavitations at the TMZ, respectively, (d) stereoscopic image from the size showing the welding zone, in which cavitations at the base of the sample are visible
3.2 Experimental results by optimized control parameters (second experimental round)
Figure 4 presents the FSW process for runs 1, 5, and 9, of the second stage of the experimental procedure, in which the control parameter values were the optimized ones, as they were determined by the screening process. These three runs are selected to be presented, as they have low (run 1), medium (run 5), and high (run 9) control parameter values. The highest developed temperature in each run is depicted in the photos (Fig. 4a, d, and g) along with the temperature distribution in the region in a color scale. As shown, the increase in the travel speed increases the developed temperatures, with their values, still below the temperature at which the material begins to melt. The maximum recorded temperature as shown in Fig. 4g was 114.3°C, 31.2°C higher than the maximum temperature of run 1 (83.1°C). In aluminum welds produced with the FSW process, an increase in the traverse speed leads to a reduction in the heat input while an increase in the rotational speed leads to an increase in the heat input. This is not the case here, attributed to the different tribological responses of the polymeric materials, compared to the aluminum ones. The current findings are in agreement with the corresponding literature on the FSW of polymeric materials [42, 44,45,46,47].

Maximum developed temperature during the FSW process for run 1 (a), along with the completed seam (b) and the tensile specimens produced, along with the sample cross-section and the tool used (c). (d), (e), and (f) present the corresponding results for run 5, while (g), (h), and (i) for run 9
The resulting seam in the three runs is depicted in Fig. 4b, e, and h correspondingly. As shown, at least visually, a defect-free continuous seam is produced. This was examined and verified afterward by microscopic observations. Figure 4c, f, and i show the welded dumbbell shape sample, with the weld tool of the run. The inset images show the weld region. The transparency of the material facilitates the visual qualitative evaluation of the welded joint.
Figure 5a shows a randomly selected produced seam weld of each one of the nine runs implemented according to the L9 array, along with a photo of the corresponding weld tool. Figure 5b shows the tensile stress vs strain graph of a randomly selected sample from each one of the nine runs, comparatively to the control sample’s graph (not welded sample). As shown, run 8 (TS 6 mm/min, RS 800 rpm, SD 8 mm, and PD 4 mm, SD/PD 2) is the least efficient weld, while run 6 (TS 4 mm/min, RS 1000 rpm, SD 8 mm, and PD 3 mm, SD/PD 2.66) is the most efficient one. All graphs illustrate the welding efficiency of 100%, which represents the ratio of the strength of the welded sample to the strength of the unwelded sample on a percentage scale. A welding effectiveness of 60% has been reported for the ABS polymer [85]. For polymeric materials (polypropylene), efficiency up to 89% has been reported with preheating of the materials [86]. Herein, without preheating or any other processing, welding efficiency up to almost 90% was achieved, as presented in Fig. 5b for run 6. Figure 5c shows the corresponding results for the flexural tests. In this case, experiments were terminated at 5% strain, to be consistent with the ASTM D690 standard. Again, run 8 showed an inferior mechanical response in the test, while the differences between the responses of the remaining runs were not that high. Run 9 had the highest flexural strength among the runs, the same as the tensile tests. In this test, welding efficiency of up to almost 73% was achieved, which is a well-acceptable result. As expected, samples failed in the weld region, which is the downside of the cross-section in this area, due to the weld, contributing further to this outcome. The variations between the performance of the specimens in the various runs justify the need for further analysis and optimization of the control parameter levels, to achieve the best possible mechanical performance in the samples.

a Seam weld and tool for the nine runs of the optimized step, (b) tensile stress vs strain curves from a random sample of each one of the nine runs, and (c) the corresponding flexural stress vs strain curves
Figure 6 presents top-view stereoscopic pictures from the fracture area of a randomly chosen sample from each one of the nine runs. The fracture mechanism of parts welded with the FSW process has been investigated and reported in the literature [87,88,89]. As shown, the fracture mode differs between the runs, with samples having failed with a clear brittle failure (no visual deformation, for example, run 9, Fig. 6i), while in other cases a more ductile fracture occurred (for example, run 1, Fig. 6a). Figure 7 shows the corresponding stereoscopic images of the fracture. Such fracture morphology and mechanism have been reported before in the literature for polymeric materials joined with the FSW process [42, 44,45,46,47].

Stereoscopic images of the fractured area (top view) after the tensile test of a random specimen from each one of the nine optimization runs (a)–(i) (magnification 2.5×)

Stereoscopic images of the fractured area after the tensile experiment of a random specimen from each one of the nine optimization runs (a)–(i) (magnification 5.0×)
The observations from the top verified in these images what was estimated from the top-view images. Run 9 showed a brittle failure, along with runs 2, 4, 5, and 6. The remaining runs show some limited deformation but again the failure can be characterized as brittle. Run 8, which had the lower mechanical performance, shows slightly higher deformation in the fractured surface. Overall, the brittleness of the failure does not seem to be somehow connected to the performance of the samples, as both runs 8 and 9 showed a brittle failure, with run 8 showing the lowest mechanical performance and run 9 the highest. Still, in run 9, the deformation on the fractured surface was slightly higher as mentioned above. Figure 8 shows top-view images of the fractured areas captured with SEM, at 25× magnifications, and the fractured areas at two different magnifications, i.e., 22× and 300×. Again, one randomly selected sample from each run is depicted. In the top-view images, the boundaries of the weld region along with the circular pattern formed in the region due to the FSW process are visible. In the cross-section, SEM micrographs, the fracture mechanism observed in the stereoscopic images was again evident. In run 1 (Fig. 8b), part of the cross-section has developed sufficient deformation before failure. This phenomenon is decreased in run 5 (Fig. 8e), while the run 9 sample (Fig. 8h) has failed with a clear brittle failure.

25× SEM image from the top of the run 1 sample (a), along with 22× SEM image (b) and 300× SEM image from its fractured surface (c). (d), (e), and (f) show the related micrographs from a run 5 sample, and (g), (h), and (i) from a run 9 sample
Figure 9a presents the DSC curve produced for the PC polymer. The solid-state of the polymer is preserved up to 260°C. Overall, most of the developed temperatures during the FSW of the various cases studied are below the glass transition point of the PC polymer. Still, in some cases, they are around or marginally higher than the glass transition point. As shown below, the run with such developed temperatures (run 8) showed inferior mechanical performance than the runs with lower temperatures, which obviously can be attributed also to the phase change of the PC polymer during the FSW process. Because of the rapid strain rate experienced by the polymers while being stirred and subsequently cooled, voids resulting from shrinkage are generated [90]. This is more evident in the microscope images of the fractured surface of run 8. With an increase in heat input, there is a corresponding rise in peak temperature, which in turn impacts the crystallinity and molecular weight of the polymer being processed [27]. As a result, there is a proportional growth in shrinkage, leading to the creation of larger pores within the stirred zone [26]. This formation of shrinkage voids contributes to a reduction in the mechanical strength of the welded polymer [90].

a Recording of the highest temperature values throughout the FSW procedure, correlated with the corresponding DSC graph, and (b) the TGA graph
Figure 9b shows the corresponding TGA graph for the PC polymer, which shows that the PC thermoplastic starts to degrade at 470°C. The temperature was recorded throughout the FSW process, as explained above and the maximum recorded temperatures are correlated with the DSC curve (Fig. 9a). It was verified that the PC polymer’s solid state was retained throughout the process. Additionally, no thermal degradation of the PC polymer occurred throughout the FSW processing. As shown, the maximum developed temperature during the FSW process was marginally higher than 150°C.
3.3 L9 experimental process results
Table 3 presents the mean values and the calculated deviation for the thickness (surface downside) of the samples in each run. The second column shows the % percentage from the nominal sample dimension. As shown, in run 8, the sample downside is impressively more intense than the remaining runs, justifying the inferior mechanical performance of the samples of the specific run. The third column shows the maximum developed temperature and its deviation for each run. Table 4 presents the corresponding results for the tensile strength, toughness, and modulus of elasticity. The second column depicts welding efficiency. Table 5 depicts the corresponding results for the flexural tests. The analytic experimental results for each sample in each run are exhibited in the supplementary file of the study.
Figure 10 displays the main effect plots (MEP) for the control factors studied vs two response metrics, i.e., the welding temperature and the residual thickness. The welding temperature needs to satisfy the smaller-the-better criterion, while the residual thickness needs to satisfy the higher-the-better criterion. The TS is the dominant parameter for the welding temperature (rank 1), while the SD is the least important parameter for the welding temperature (rank 4). The increase of TS increases the welding temperature by almost 30°C. The increase in the welding tool pin diameter also increases the welding temperature. The residual thickness is significantly decreased at the highest TS tested (6 mm/min). TS is rated as the no 1 control factor for the metric. The median RS (800 rpm) decreases the residual thickness, while the lowest and highest RS values maintain high residual thickness values. The increase in SD increases the residual thickness, while the increase in PD has the opposite effect.

Main influence plots for (a) WT and (b) residual thickness
Figure 11 exhibits the MEP for the tensile test metrics (tensile strength, modulus of elasticity, and toughness). The higher-the-better criterion needs to be satisfied for these metrics. The RS control parameter is rated as the no 1 control factor for all three metrics. The SD control parameter is the no 4 ranked control parameter for the tensile strength and the tensile toughness, while TS is rated as the no 4 control factor for the tensile modulus of elasticity. Median TS and PD values and high RS and SD values optimize all three metrics. Figure 12 exhibits the associated MEP for the flexural test metrics. SD was the no 1 ranked control parameter for flexural strength and flexural toughness, while TS was the no 1 ranked control parameter for flexural modulus of elasticity, while it was rated as the no 4 control factor for the other two metrics, showing the complication of the relations of the control settings with the response metrics. Median TS, SD, and PD values increase flexural strength, while the highest RS value increases the metric. High flexural modulus of elasticity is achieved with high TS and PD values, median RS values, and low SD values. TS has a mild effect on flexural toughness. High flexural toughness values are achieved with high RS and SD values and median PD values.

Main effect plots for (a) tensile strength, (b) tensile modulus of elasticity, and (c) tensile toughness

Main effect plots for (a) flexural strength, (b) flexural modulus of elasticity, and (c) flexural toughness
From the MEP graphs, the complex relations involving the control factors are evident (antagonistic and synergistic relations), but MEP diagrams provide no such information. To derive such information, interaction plots were formed for each response metric. For the welding temperature (Fig. 13a), only the TS and PD relation is synergistic and the remaining relations between the control parameters are antagonistic. For the residual thickness, all the control parameters show antagonistic relations (Fig. 13b). The same is observed for the tensile strength (Fig. 14a) and the tensile modulus of elasticity (Fig. 14b). For the flexural strength (Fig. 14c), the SD and PD, and the SD and RS show synergistic relations; the remaining control parameter relations are antagonistic. For the flexural modulus of elasticity (Fig. 14d), the TS and PD relation is synergistic, and the remaining control parameter relations are antagonistic. The interaction plots supported the complexity of the interactions among the three control variables and the investigated response factors. Traditional mathematical models lack the capability to adequately describe these relationships or accurately forecast their impact on the response settings.

Interaction plot charts (a) welding temperature and (b) residual thickness

Interaction plot charts (a) tensile strength, (b) tensile modulus of elasticity, (c) flexural strength, and (d) flexural modulus of elasticity.
3.4 ANOVA analysis and modeling
The reduced quadratic regression model (RQRM) for each performance is computed:
where k stands for the quality result (e.g., temperature, thickness, tensile strength, tensile toughness, tensile modulus of elasticity, flexural strength, flexural toughness, flexural modulus of elasticity), a is the steady value, b is the coefficients of the linear stipulations, c is the coefficients of the quadratic stipulations, e is the error and xi the six (n = 4) control factors, i.e., the welding tool shoulder diameter and pin diameter, the welding travel, and rotation speed.
In the supplementary file of the study, the ANOVA tables for each performance are presented. In all response metrics, the R values are very high, higher, or almost 90% in most cases, while only in flexural toughness, and R value was calculated to be 76.47%. These results of the calculated models are sufficient for the prediction of the response metrics studied. Based on the ANOVA tables, corresponding modeling equations were formed for the expectation of each response metric, as a function of the control settings investigated [91]. The compiled equations for each response metric are presented in the following equations (2)–(9):
To depict the statistically influential control factors for each response measure, Pareto charts were formed and are depicted in the supplementary material of the work. Along with the Pareto charts, actual vs predicted graphs are formed, indicating how the actual values converge with the predicted ones. In this direction, two metrics are calculated, i.e., average absolute proportion error (MAPE) [92] and Durbin Watson (indicating positive, <2, neutral, between 2 and 3, or negative >3 autocorrelation of the results) [93]. For all response metrics, the reliability of the prediction models was verified since the indicators were more than acceptable. Figure 15 presents in a three-dimensional surface graph the relationship between the response metrics and the two highest-ranked control parameters for each metric.

Surface charts of the tensile strength (a), (b), the tensile modulus of elasticity (c), flexural strength (d), (e), flexural modulus of elasticity (f), residual thickness (g), (h), and WT (i)
3.5 Confirmation experiments
Two additional runs, i.e., runs 10 and 11, were carried out, to estimate the accuracy of the prediction models. The control parameter values for the two confirmation runs are depicted in Table 6. Tables 7, 8, and 9 show the response metrics’ average values and deviations for each run. The convergence with the nominal values is also depicted. The analytic experimental results for each sample in each run are depicted in the supplementary file of the study. In Table 10, the real (experimental) and the anticipated values for the response metrics are shown, alongside their deviation in percentage scale. As shown, the absolute error is as low as 3.95%, while the highest deviation found was 13.21% in the tensile strength of run 10, which is still a very accurate calculation, confirming the reliability of the prediction models presented herein. Such high accuracy can be credited to the screening procedure followed initially for the selection of the control parameters levels. Still, it is expected that the precision of the prediction models will decrease when control parameter values are selected outside the range of the values used in the study.
4 Discussion
The initial screening process conducted established the value of the control parameters levels on the quality of the weld. Specific runs produced seams with obvious defects when inspected visually. On the other hand, the levels selected, following the outcome of the screening process, produced good-quality seams. Still, as expected, differences were evident in the mechanical performance of the welded samples and the morphological characteristics of the produced seams, justifying the need for the modeling process followed. The accuracy and reliability of the developed prediction models were high, which can also be attributed to the selection of proper control parameter levels by considering the screening process outcome.
The RS was the most significant parameter regarding the tensile properties of the welded samples, where the median value produced low tensile properties and the highest value was achieved with the high RS value. The differences between the highest and the lowest tensile strength only by changing the RS value reached 40%. The SD was the dominant factor for the flexural strength with the difference between the highest and the lowest flexural strength reaching 30% only by changing the SD. Such differences in the mechanical performance of the produced welds show the importance of the FSW parameter values in the process. The complex interactions between the control factors also justify the need for modeling and consideration of the experimental outcomes.
Additionally, for the first time, a thorough investigation of the weld tool geometry was conducted, by evaluating the effect of the SD and the PD in the weld performance individually. By this investigation, the SD/PD ratio, studied in metal parts only so far, as mentioned above, was assessed herein. The SD/PD ratio was between two and four, with the weld tool dimensions studied. It was found that the best mechanical performance occurred when the SD/PD ratio was between 2.5 and 3. Lower and higher SD/PD ratio values produced inferior results in the mechanical response of the welded parts. Overall, the welding effectiveness accomplished reached 90%, which is higher than the welding efficiency usually reported for polymeric materials, as mentioned above. This can be also attributed to the control parameter values derived from the screening process.
As mentioned, PC sheets have been investigated before in FSW for the performance of the welds, among other parameters. Still, no research has investigated 4 mm thick PC sheets in the FSW parameter value range studied herein and the weld tool geometry. Therefore, the outcomes reported cannot be directly associated with the literature. By comparing the tensile properties from the conducted experiments herein with works in the literature on the FSW of PC sheets, the results are very similar [73, 79]. Still, in these works, significantly higher TS were investigated, RS was rather similar, and the welding tool was different, with works not studying the weld tool geometry. The outcomes reported herein are in good agreement also with a study on spot welds [80]. Another study on lap joints conducted both tensile and flexural experiments, the same as the current work, and the presented outcomes are also in good accordance with the findings provided herein [81]. These comparisons verify the reliability of the research conducted herein and highlight its novelty, which is toward different directions, i.e., the screening process followed, the specific grade and thickness PC sheets, the modeling approach implemented, the study on the weld tool geometry, and finally the range of the FSW parameters’ values.
5 Conclusions
In this study, the mechanical performance of welds produced with the FSW process on 4 mm thick PC sheets is presented. A two-step L9 Taguchi design of experiments was implemented, to analyze and optimize the effect of optimum control parameter levels on metrics related to the geometrical characteristics of the produced weld and the mechanical properties of the welded samples. Regarding the weld tool geometry, SD/PD ratio was evaluated for the first time in polymeric materials in the FSW process. The solid-state of the PC sheets throughout the FSW process was confirmed with temperature measurements. The TS was the most important parameter regarding the developed temperature and the geometry of the weld, while the RS affected more the tensile strength and the SD the flexural strength. The samples welded with TS 4.0 mm/min, RS 1000 rpm, SD 8 mm, and PD 3 mm (2.66 SD/PD ratio) showed the greatest mechanical behavior in both the tensile and the flexural tests. On the other hand, the specimens welded with TS 6 mm/min, RS 800 rpm, SD 8 mm, and PD 4 mm (2 SD/PD ratio) showed the lowest mechanical performance in both the tensile and the flexural tests. The produced ANOVA prediction models proved their reliability in the confirmation runs carried out, providing valuable calculation tools. Such tools can be directly employed in the industry for the prediction of the mechanical performance of PC sheets welded with the FSW process. The outcome can be used as a roadmap on the control parameter levels, providing instructions for the selection of the appropriate value range that will produce better performance and quality seams. In future work, the range of the control factor levels can be extended, and supplementary control factors can be assessed for a more complete assessment of the behavior of 4 mm thick PC sheets when joined with the FSW process.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
Abbreviations
- ANOVA:
-
Analysis of variances
- AS:
-
Advancing side
- CCW:
-
Counterclockwise
- CNC:
-
Computer numeric control
- CW:
-
Clockwise
- DOE:
-
Design of experiment
- DSC:
-
Differential scanning calorimetry
- E:
-
Tensile modulus of elasticity
- FSW:
-
Friction stir welding
- HAZ:
-
Heat-affected zone
- HAM:
-
Hybrid additive manufacturing
- MAPE:
-
Mean absolute percentage error
- MEP:
-
Main effect plot
- NZ:
-
Nugget zone
- PC:
-
Polycarbonate
- RS:
-
Rotational speed
- RT:
-
Residual thickness
- RTS:
-
Retreating side
- RPM:
-
Revolutions per minute
- sB:
-
Tensile strength
- SEM:
-
Scanning electron microscopy
- SV:
-
Side view
- Tg:
-
Glass transition temperature
- TGA:
-
Thermogravimetric analysis
- TMZ:
-
Thermomechanically affected zone
- TS:
-
Travel speed
- TV:
-
Top view
- WE:
-
Weld efficiency
- WT:
-
Welding temperature
References
Threadgilll PL, Leonard AJ, Shercliff HR, Withers PJ (2009) Friction stir welding of aluminium alloys. Int Mater Rev 54:49–93. https://doi.org/10.1179/174328009X411136
Chien CH, Lin WB, Chen T (2011) Optimal FSW process parameters for aluminum alloys AA5083. J Chin Inst Eng, Transactions of the Chinese Institute of Engineers, Series A 34:99–105. https://doi.org/10.1080/02533839.2011.553024
Vidakis N, Vairis A, Diouf D et al (2016) Effect of the tool rotational speed on the mechanical properties of thin AA1050 friction stir welded sheets. J Eng Sci Technol Rev 9
Heinz B, Skrotzki B (2002) Characterization of a friction-stir-welded aluminum alloy 6013. Metall Mater Trans B: Process Metall Mater Trans Processing Science 33:489–498. https://doi.org/10.1007/s11663-002-0059-5
Sakthivel T, Sengar GS, Mukhopadhyay J (2009) Effect of welding speed on microstructure and mechanical properties of friction-stir-welded aluminum. Int J Adv Manuf Technol 43:468–473. https://doi.org/10.1007/s00170-008-1727-7
Fujii H, Cui L, Maeda M, Nogi K (2006) Effect of tool shape on mechanical properties and microstructure of friction stir welded aluminum alloys. Mater Sci Eng A 419:25–31. https://doi.org/10.1016/j.msea.2005.11.045
Dimopoulos A, Vairis A, Vidakis N, Petousis M (2021) On the friction stir welding of al 7075 thin sheets. Metals 11:1–12. https://doi.org/10.3390/met11010057
Mironov S, Inagaki K, Sato YS, Kokawa H (2015) Effect of welding temperature on microstructure of friction-stir welded aluminum alloy 1050. Metall Mater Trans A Phys Metall Mater Sci 46:783–790. https://doi.org/10.1007/s11661-014-2651-0
Li H, Gao J, Li Q (2018) Fatigue of friction stir welded aluminum alloy joints: a review. Appl Sci 8. https://doi.org/10.3390/app8122626
Suresh S, Elango N, Venkatesan K et al (2020) Sustainable friction stir spot welding of 6061-T6 aluminium alloy using improved non-dominated sorting teaching learning algorithm. J Mater Res Technol 9:11650–11674. https://doi.org/10.1016/j.jmrt.2020.08.043
Suresh S, Natarajan E, Shanmugam R et al (2022) Strategized friction stir welded AA6061-T6/SiC composite lap joint suitable for sheet metal applications. J Mater Res Technol 21:30–39. https://doi.org/10.1016/j.jmrt.2022.09.022
Bagheri B, Abdollahzadeh A, Sharifi F et al (2021) RETRACTED: recent development in friction stir processing of aluminum alloys: microstructure evolution, mechanical properties, wear and corrosion behaviors. Proc Inst Mech Eng, Part E: J Pro Mech Eng:09544089211058007. https://doi.org/10.1177/09544089211058007
Bagheri B, Sharifi F, Abbasi M, Abdollahzadeh A (2021) On the role of input welding parameters on the microstructure and mechanical properties of Al6061-T6 alloy during the friction stir welding: experimental and numerical investigation. Proc Inst Mech Eng L: J Mater: Design and Applications 236:299–318. https://doi.org/10.1177/14644207211044407
Abbasi M, Bagheri B, Abdollahzadeh A, Moghaddam AO (2021) A different attempt to improve the formability of aluminum tailor welded blanks (TWB) produced by the FSW. Int J Mater Form 14:1189–1208. https://doi.org/10.1007/s12289-021-01632-w
Abbasi M, Abdollahzadeh A, Bagheri B et al (2021) Study on the effect of the welding environment on the dynamic recrystallization phenomenon and residual stresses during the friction stir welding process of aluminum alloy. Proc Inst Mech Eng L: J Mater: Design and Applications 235:1809–1826. https://doi.org/10.1177/14644207211025113
Suresh S, Natarajan E, Franz G, Rajesh S (2022) Differentiation in the SiC filler size effect in the mechanical and tribological properties of friction-spot-welded AA5083-H116 alloy. Fibers 10
Abdollahzadeh A, Bagheri B, Abbasi M et al (2021) A modified version of friction stir welding process of aluminum alloys: analyzing the thermal treatment and wear behavior. Proc Inst Mech Eng L: J Mater: Design and Applications 235:2291–2309. https://doi.org/10.1177/14644207211023987
Kavathia K, Badheka V (2022) In: Parwani AK, Ramkumar PL, Abhishek K, Yadav SK (eds) Application of friction stir welding (FSW) in automotive and electric vehicle. Recent advances in mechanical infrastructure. Springer Nature Singapore, Singapore, pp 289–304
Kumar S, Mahajan A, Kumar S, Singh H (2022) Friction stir welding: types, merits & demerits, applications, process variables & effect of tool pin profile. Mater Today Proc 56:3051–3057. https://doi.org/10.1016/j.matpr.2021.12.097
Sheets T, Petousis M, Mountakis N, et al (2022) The effect of tool geometry on the strength of FSW aluminum
Antoniadis A, Vidakis N, Bilalis N (2002) Fatigue fracture investigation of cemented carbide tools in gear hobbing, part 2: the effect of cutting parameters on the level of tool stresses - a quantitative parametric analysis. J Manuf Sci Eng 124:792–798. https://doi.org/10.1115/1.1511173
Balamurugan S, Jayakumar K, Anbarasan B, Rajesh M (2022) Effect of tool pin shapes on microstructure and mechanical behaviour of friction stir welding of dissimilar aluminium alloys. Mater Today Proc. https://doi.org/10.1016/j.matpr.2022.08.459
Arif M, Kumar D, Noor Siddiquee A (2022) Friction stir welding and friction stir spot welding of polymethyl methacrylate (PMMA) to other materials: a review. Mater Today Proc 62:220–225. https://doi.org/10.1016/j.matpr.2022.02.621
Eslami S, Tavares PJ, Moreira PMGP (2017) Friction stir welding tooling for polymers: review and prospects. Int J Adv Manuf Technol 89:1677–1690. https://doi.org/10.1007/s00170-016-9205-0
Mishra D, Sahu SK, Mahto RP, Pal SK, Pal K (2020) Friction stir welding for joining of polymers. Springer Nature Singapore Pte Ltd.
Huang Y, Meng X, Xie Y et al (2018) Friction stir welding/processing of polymers and polymer matrix composites. Compos Part A Appl Sci Manuf 105:235–257. https://doi.org/10.1016/j.compositesa.2017.12.005
Kumar R, Singh R, Ahuja IPS et al (2018) Weldability of thermoplastic materials for friction stir welding - a state of art review and future applications. Compos Part B Eng 137:1–15. https://doi.org/10.1016/j.compositesb.2017.10.039
Banjare PN, Sahlot P, Arora A (2017) An assisted heating tool design for FSW of thermoplastics. J Mater Process Technol 239:83–91. https://doi.org/10.1016/j.jmatprotec.2016.07.035
Nath RK, Maji P, Barma JD (2022) Effect of tool rotational speed on friction stir welding of polymer using self-heated tool. Production Engineering 16:683–690. https://doi.org/10.1007/s11740-022-01123-0
Khalaf HI, Al-Sabur R, Demiral M et al (2022) The effects of pin profile on HDPE thermomechanical phenomena during FSW. Polymers 14. https://doi.org/10.3390/polym14214632
Arif M, Kumar D, Siddiquee AN (2023) Mechanical properties and defects in friction stir welded acrylonitrile butadiene styrene polymer. Proc Inst Mech Eng L: J Mater: Design and Applications:14644207231161188. https://doi.org/10.1177/14644207231161189
Elyasi M, Derazkola HA (2018) Experimental and thermomechanical study on FSW of PMMA polymer T-joint. Int J Adv Manuf Technol 97:1445–1456. https://doi.org/10.1007/s00170-018-1847-7
Kumari S, Bandhu D, Muchhadiya A, Abhishek K (2023) Recent trends in parametric influence and microstructural analysis of friction stir welding for polymer composites. Adv Mater Process Technol 00:1–21. https://doi.org/10.1080/2374068X.2023.2193447
Rudrapati R (2022) Effects of welding process conditions on friction stir welding of polymer composites: a review. Compos C: Open Access 8:100269. https://doi.org/10.1016/j.jcomc.2022.100269
Kumar S, Roy BS (2022) A comparative analysis on friction stir welding of similar and dissimilar polymers: acrylonitrile butadiene styrene and polycarbonate plates. Weld World 66:1141–1153. https://doi.org/10.1007/s40194-022-01294-5
Patel AR, Kotadiya DJ, Kapopara JM et al (2018) Investigation of mechanical properties for hybrid joint of aluminium to polymer using friction stir welding (FSW). Mater Today Proc 5:4242–4249. https://doi.org/10.1016/j.matpr.2017.11.688
Barakat AA, Darras BM, Nazzal MA, Ahmed AA (2023) A comprehensive technical review of the friction stir welding of metal-to-polymer hybrid structures. Polymers 15. https://doi.org/10.3390/polym15010220
Correia AN, Santos PAM, Braga DFO et al (2023) Effects of processing temperature on failure mechanisms of dissimilar aluminum-to-polymer joints produced by friction stir welding. Eng Fail Anal 146:107155. https://doi.org/10.1016/j.engfailanal.2023.107155
Haghshenas M, Khodabakhshi F (2019) Dissimilar friction-stir welding of aluminum and polymer: a review. Int J Adv Manuf Technol 104:333–358. https://doi.org/10.1007/s00170-019-03880-2
Sandeep R, Arivazhagan N (2021) Innovation of thermoplastic polymers and metals hybrid structure using friction stir welding technique: challenges and future perspectives. J Braz Soc Mech Sci Eng 43:27. https://doi.org/10.1007/s40430-020-02750-3
Singh S, Prakash C, Gupta MK (2020) On friction-stir welding of 3D printed thermoplastics. 75–91. https://doi.org/10.1007/978-3-030-18854-2_3
Vidakis N, Petousis M, Korlos A et al (2022) Friction stir welding optimization of 3D-printed acrylonitrile butadiene styrene in hybrid additive manufacturing. Polymers 14:2474. https://doi.org/10.3390/polym14122474
Lambiase F, Paoletti A, Grossi V, Di Ilio A (2019) Analysis of loads, temperatures and welds morphology in FSW of polycarbonate. J Mater Process Technol 266:639–650. https://doi.org/10.1016/j.jmatprotec.2018.11.043
Vidakis N, Petousis M, Mountakis N, Kechagias JD (2022) Material extrusion 3D printing and friction stir welding: an insight into the weldability of polylactic acid plates based on a full factorial design. Int J Adv Manuf Technol 121:3817–3839. https://doi.org/10.1007/s00170-022-09595-1
Vidakis N, Petousis M, Mountakis N, Kechagias JD (2022) Optimization of friction stir welding parameters in hybrid additive manufacturing: weldability of 3D-printed poly(methyl methacrylate) plates. J Manuf Mater Process 6. https://doi.org/10.3390/jmmp6040077
Petousis M, Mountakis N, Vidakis N (2023) Optimization of hybrid friction stir welding of PMMA: 3D-printed parts and conventional sheets welding efficiency in single- and two-axis welding traces. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11632-6
Vidakis N, Petousis M, Mountakis N, Kechagias JD (2022) Optimization of friction stir welding for various tool pin geometries: the weldability of polyamide 6 plates made of material extrusion additive manufacturing. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-10675-5
Iftikhar SH, Mourad AHI, Sheikh-Ahmad J et al (2021) A comprehensive review on optimal welding conditions for friction stir welding of thermoplastic polymers and their composites. Polymers 13. https://doi.org/10.3390/polym13081208
Tiwary VK, Padmakumar A, Malik VR (2022) Investigations on FSW of nylon micro-particle enhanced 3D printed parts applied to a Clark-Y UAV wing. Weld Int 0:1–15. https://doi.org/10.1080/09507116.2022.2104141
Sheikh-Ahmad JY, Ali DS, Deveci S et al (2019) Friction stir welding of high density polyethylene—carbon black composite. J Mater Process Technol 264:402–413. https://doi.org/10.1016/j.jmatprotec.2018.09.033
Jadhav VD, Patil AJ, Kandasubramanian B (2022) In: Mallakpour S, Hussain CM (eds) Polycarbonate nanocomposites for high impact applications. Handbook of consumer nanoproducts. Springer Nature Singapore, Singapore, pp 257–281
Schmauder T, Nauenburg KD, Kruse K, Ickes G (2006) Hard coatings by plasma CVD on polycarbonate for automotive and optical applications. Thin Solid Films 502:270–274. https://doi.org/10.1016/j.tsf.2005.07.296
Pedrosa P, Alves E, Barradas NP et al (2012) TiNx coated polycarbonate for bio-electrode applications. Corros Sci 56:49–57. https://doi.org/10.1016/j.corsci.2011.11.008
Pan K, Zhang W, Shi H et al (2022) Zinc ion-crosslinked polycarbonate/heparin composite coatings for biodegradable Zn-alloy stent applications. Colloids Surf B Biointerfaces 218:112725. https://doi.org/10.1016/j.colsurfb.2022.112725
Chen C, Hou Z, Chen S et al (2022) Photothermally responsive smart elastomer composites based on aliphatic polycarbonate backbone for biomedical applications. Compos Part B Eng 240:109985. https://doi.org/10.1016/j.compositesb.2022.109985
Kausar A (2018) A review of filled and pristine polycarbonate blends and their applications. J Plast Film Sheeting 34:60–97. https://doi.org/10.1177/8756087917691088
Vidakis N, Petousis M, Kechagias JD (2022) A comprehensive investigation of the 3D printing parameters’ effects on the mechanical response of polycarbonate in fused filament fabrication. Prog Addit Manuf 7:713–722. https://doi.org/10.1007/s40964-021-00258-3
Vidakis N, Petousis M, Korlos A et al (2021) Strain rate sensitivity of polycarbonate and thermoplastic polyurethane for various 3D printing temperatures and layer heights. Polymers 13:2752. https://doi.org/10.3390/polym13162752
Vidakis N, Petousis M, Velidakis E et al (2021) Mechanical performance of fused filament fabricated and 3D-printed polycarbonate polymer and polycarbonate/cellulose nanofiber nanocomposites. Fibers 9:74. https://doi.org/10.3390/fib9110074
Vidakis N, Petousis M, Mangelis P, et al (2022) Thermomechanical response of polycarbonate/aluminum nitride nanocomposites in material extrusion additive manufacturing
Petousis M, Vidakis N, Mountakis N et al (2022) Silicon carbide nanoparticles as a mechanical boosting agent in material extrusion 3D-printed polycarbonate. Polymers 14:1–20. https://doi.org/10.3390/polym14173492
Vidakis N, Petousis M, Mountakis N et al (2022) On the thermal and mechanical performance of polycarbonate/titanium nitride nanocomposites in material extrusion additive manufacturing. Compos C: Open Access 8:100291. https://doi.org/10.1016/j.jcomc.2022.100291
Vidakis N, Petousis M, Grammatikos S et al (2022) High performance polycarbonate nanocomposites mechanically boosted with titanium carbide in material extrusion additive manufacturing. Nanomaterials 12:1068. https://doi.org/10.3390/nano12071068
Vidakis N, Petousis M, David CN et al (2023) Mechanical performance over energy expenditure in MEX 3D printing of polycarbonate: a multiparametric optimization with the aid of robust experimental design. J Manuf Mater Process 7:38. https://doi.org/10.3390/jmmp7010038
Vidakis N, Petousis M, Mountakis N et al (2023) Mechanical strength predictability of full factorial, Taguchi, and Box Behnken designs: optimization of thermal settings and cellulose nanofibers content in PA12 for MEX AM. J Mech Behav Biomed Mater 142:105846. https://doi.org/10.1016/j.jmbbm.2023.105846
Petousis M, Vidakis N, Mountakis N et al (2023) Functionality versus sustainability for PLA in MEX 3D printing: the impact of generic process control factors on flexural response and energy efficiency. Polymers 15:1232. https://doi.org/10.3390/polym15051232
David C, Sagris D, Petousis M et al (2023) Operational performance and energy efficiency of MEX 3D printing with polyamide 6 (PA6): multi-objective optimization of seven control settings supported by L27 robust design. Appl Sci 13
Vidakis N, David CN, Petousis M et al (2022) Optimization of key quality indicators in material extrusion 3D printing of acrylonitrile butadiene styrene: the impact of critical process control parameters on the surface roughness, dimensional accuracy, and porosity. Mater Today Commun 34:105171. https://doi.org/10.1016/j.mtcomm.2022.105171
Petousis M, Vidakis N, Mountakis N et al (2023) Compressive response versus power consumption of acrylonitrile butadiene styrene in material extrusion additive manufacturing: the impact of seven critical control parameters. J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11202-w
Derazkola HA, Khodabakhshi F (2020) Development of fed friction-stir (FFS) process for dissimilar nanocomposite welding between AA2024 aluminum alloy and polycarbonate (PC). J Manuf Process 54:262–273. https://doi.org/10.1016/j.jmapro.2020.03.020
Meena SL, Murtaza Q, Walia RS et al (2021) Modelling and simulation of FSW of polycarbonate using Finite element analysis. Mater Today Proc 50:2424–2429. https://doi.org/10.1016/j.matpr.2021.10.260
Ahmed MMZ, Elnaml A, Shazly M, El-Sayed Seleman MM (2021) The effect of top surface lubrication on the friction stir welding of polycarbonate sheets. Int Polym Process 36:94–102. https://doi.org/10.1515/ipp-2020-3991
Sahu SK, Pal K, Das S (2020) Parametric study on joint quality in friction stir welding of polycarbonate. Mater Today Proc 39:1275–1280. https://doi.org/10.1016/j.matpr.2020.04.218
Derazkola HA, Eyvazian A, Simchi A (2020) Modeling and experimental validation of material flow during FSW of polycarbonate. Mater Today Commun 22:100796. https://doi.org/10.1016/j.mtcomm.2019.100796
Lambiase F, Grossi V, Paoletti A (2020) Effect of tilt angle in FSW of polycarbonate sheets in butt configuration. Int J Adv Manuf Technol 107:489–501. https://doi.org/10.1007/s00170-020-05106-2
Lambiase F, Paoletti A, Di Ilio A (2016) Effect of tool geometry on loads developing in friction stir spot welds of polycarbonate sheets. Int J Adv Manuf Technol 87:2293–2303. https://doi.org/10.1007/s00170-016-8629-x
Sahu SK, Mishra D, Pal K, Pal SK (2021) Multi sensor based strategies for accurate prediction of friction stir welding of polycarbonate sheets. Proc Inst Mech Eng C J Mech Eng Sci 235:3252–3272. https://doi.org/10.1177/0954406220960772
Shazly M, Ahmed MMZ, El-Raey M (2014) Friction stir welding of polycarbonate sheets. In: TMS Annual Meeting, pp 555–564. https://doi.org/10.1002/9781118888056.ch65
Lambiase F, Grossi V, Paoletti A (2019) Advanced mechanical characterization of friction stir welds made on polycarbonate. Int J Adv Manuf Technol 104:2089–2102. https://doi.org/10.1007/s00170-019-04006-4
Lambiase F, Paoletti A, Di Ilio A (2015) Mechanical behaviour of friction stir spot welds of polycarbonate sheets. Int J Adv Manuf Technol 80:301–314. https://doi.org/10.1007/s00170-015-7007-4
Aghajani Derazkola H, Simchi A, Lambiase F (2019) Friction stir welding of polycarbonate lap joints: relationship between processing parameters and mechanical properties. Polym Test 79:105999. https://doi.org/10.1016/j.polymertesting.2019.105999
Eslami S, Ramos T, Tavares PJ, Moreira PMGP (2015) Shoulder design developments for FSW lap joints of dissimilar polymers. J Manuf Process 20:15–23. https://doi.org/10.1016/j.jmapro.2015.09.013
Khan NZ, Khan ZA, Siddiquee AN (2015) Effect of shoulder diameter to pin diameter (D/d) ratio on tensile strength of friction stir welded 6063 aluminium alloy. Mater Today Proc 2:1450–1457. https://doi.org/10.1016/j.matpr.2015.07.068
Zuo L, Shao W, Zhang X, Zuo D (2022) Investigation on tool wear in friction stir welding of SiCp/Al composites. Wear 498–499:204331. https://doi.org/10.1016/j.wear.2022.204331
Mendes N, Loureiro A, Martins C et al (2014) Effect of friction stir welding parameters on morphology and strength of acrylonitrile butadiene styrene plate welds. Mater Des 58:457–464. https://doi.org/10.1016/j.matdes.2014.02.036
Rezaee Hajideh M, Farahani M, Alavi SAD, Molla Ramezani N (2017) Investigation on the effects of tool geometry on the microstructure and the mechanical properties of dissimilar friction stir welded polyethylene and polypropylene sheets. J Manuf Process 26:269–279. https://doi.org/10.1016/j.jmapro.2017.02.018
Alizadeh M, Shamsipur A (2022) A new investigation into Al-Cu dissimilar joint by SiC nanoparticle during the FSSW process: influence of rotational speed and dwell time. Res Sq:1–25
Vaneghi AH, Bagheri B, Shamsipur A et al (2022) Investigations into the formation of intermetallic compounds during pinless friction stir spot welding of AA2024-Zn-pure copper dissimilar joints. Weld World 66:2351–2369. https://doi.org/10.1007/s40194-022-01366-6
Bagheri B, Abbasi M, Hamzeloo R (2020) Comparison of different welding methods on mechanical properties and formability behaviors of tailor welded blanks (TWB) made from AA6061 alloys. Proc Inst Mech Eng C J Mech Eng Sci 235:2225–2237. https://doi.org/10.1177/0954406220952504
Lambiase F, Derazkola HA, Simchi A (2020) Friction stir welding and friction spot stir welding processes of polymers—state of the art. Materials 13
Phadke MS (1995) Quality engineering using robust design, 1st edn. Prentice Hall PTR, USA
Swamidass PM (2000) MAPE (mean absolute percentage error). In: Swamidass PM (ed) Encyclopedia of production and manufacturing management. Springer US, Boston, MA, USA, p 462
White KJ (1992) The Durbin-Watson test for autocorrelation in nonlinear models. Rev Econ Stat 74:370–373. https://doi.org/10.2307/2109675
Acknowledgements
The authors would like to thank Aleka Manousaki from the Institute of Electronic Structure and Laser of the Foundation for Research and Technology, Hellas (IESL-FORTH), for taking the SEM images presented in this work.
Funding
Open access funding provided by HEAL-Link Greece.
Author information
Authors and Affiliations
Contributions
Nectarios Vidakis: conceptualization, methodology, resources, supervision, project administration, writing—review and editing; Nikolaos Mountakis: software, formal analysis, investigation, data curation; Amalia Moutsopoulou: investigation, data curation; Constantine David: data curation, writing—review and editing; Nektarios Nasikas: investigation, data curation; Markos Petousis: methodology, formal analysis, writing—original draft preparation, writing—review and editing. The manuscript was written through the contributions of all authors. All authors have approved the final version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vidakis, N., Mountakis, N., Moutsopoulou, A. et al. The impact of process parameters and pin-to-shoulder diameter ratio on the welding performance of polycarbonate in FSW. Int J Adv Manuf Technol 128, 4593–4613 (2023). https://doi.org/10.1007/s00170-023-12192-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12192-5