
Abstract
Nitinol, a widely used shape memory alloy in actuator industries, often encounters limitations in joint strength, heat resistance and corrosion resistance when joined to mechanical systems using conventional joining processes such as crimping, screwing or adhesive bonding. To address these challenges, a novel process chain is introduced to produce all-in-one Nitinol micro flanges by laser rod end melting (LREM) in a unique system. A laser beam melts the end of a Nitinol wire into an accumulated spherical liquid, which is subsequently reshaped in a die cavity with different die speeds, die temperatures, and delay time between both steps. Unlike cold forming of solidified preforms, the utilization of a partially solidified melt allows for the fabrication of a flange without cracks and visible oxidation. The resulting flange comprises a partially in the initial shape solidified preform, surrounded by a newly distributed zone. The fabricated flanges show comparable surface quality, size, and microstructure distribution across the range of the studied die speeds and die temperatures. However, achieving the desired flange shape necessitates the selection of an appropriate delay time. This study creates the basis for a process to fabricate Nitinol flanges and examines the influencing factors during the flange processing.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Nitinol, a nickel-titanium (NiTi) alloy known for its super elasticity and shape memory effects, has been developed for applications in actuators and sensors. These unique properties have been explored in aerospace, as reported by McDonald [1], and in automobiles, as by Jani et al. [2], where Nitinol wires are generally active components. At present, common methods for attaching actuator wire to mechanical systems are crimping and screwing stated by Mertmann and Vergani [3] and adhesive bonding stated by Lin et al. [4]. However, Oliveira et al. [5] warned of the limited heat resistance of joints joined by adhesives in extreme environments such as cyclic temperature change and corrosion. Therefore, the design of an all-in-one Nitinol micro-flange may alternate adhesive bonding, which acts as an anchor that hooks a wire directly to an actuated component. For example, the wire ending can be attached to a clevis located at the forceps, making it suitable for high-temperature SMAs as reported by Ma et al. [6] in aggressive environments such as reactors, gas turbines, or space stations. Hodgson and Russel [7] outlined a fabrication approach for the flange, which involves initially hot working an as-cast Nitinol ingot to achieve a near-net shape with desired wrought properties. This is followed by a series of cold working and annealing steps to attain the final shape. However, they pointed out the challenges associated with cold forming, such as its ductility limitations and work-hardening properties. Given these limitations, the development of a robust joining method becomes imperative.
To fabricate an all-in-one flange, a two-step laser process has been studied for over a decade and summarized by Vollertsen et al. [8]. The process involves laser rod end melting (LREM) followed by upsetting. A scanned laser beam is utilized to melt a wire end, resulting in the formation of a spherical accumulating melt due to the balance between surface tension and gravitational force. This melt is solidified to form a preform, which can be subsequently reshaped into cone-shaped flanges. Based on this concept, Brüning [9] conducted a comprehensive investigation using 1.4301 steel to explore micro-flange, demonstrating that the master forming stage allows for achieving geometrical tolerance of IT9 in the preform diameter. Moreover, Brüning et al. [10] reported that the eccentricity of the preform relative to the wire’s symmetric axis is determined by the laser absorption mechanism, involving keyhole and Fresnel absorption. The reduction of eccentricity can be achieved by generating a large melt to counterbalance the gravitational force against surface tension and by reducing the oscillation of the melt caused by keyhole formation.
Recently, the authors [11] have proved that the LREM can fabricate the all-in-one Nitinol flange in a partially solidified state, whose tensile strength is about half of that of the original wire. In addition, the finding indicates that the tensile behavior of the Nitinol flange is mainly dependent on the LREM rather than the flange processing. This is attributed to the fact that the microstructure distribution crossing the fusion line, where the fracture occurs, is primarily determined by the LREM. Although this process chain appears similar to semisolid metal processing, it is important to note that the latter process necessitates a mixture of solid and liquid metal slurries, where non-dendritic solid particles are dispersed within a liquid matrix [12]. In contrast, the described process chain rapidly reshapes the melt as soon as its temperature reaches the liquidus temperature during cooling. During the forming process, the combination of small size and high-temperature gradients within the accumulated melt results in the coexistence of solid, liquid, and semisolid areas. Furthermore, regarding the morphology of microstructure after solidification, the non-dendritic solid particles have a spheroidal shape, while the Nitinol flange contains columnar dendrites [11]. Thus, it is evident that LREM with flange processing does not fall under the category of semisolid metal processing. In the following context, the material during and after the flange processing is defined as “a partially solidified melt” and “a partially solidified preform”, respectively.
Considering that the LREM and laser welding have a similar process mechanism, Mehrpouya et al. [13] pointed out that grain size and composition of Ni/Ti may vary in the fusion zone, depending on the solidification condition and the precipitation of Ni3Ti or Ni4Ti3 compounds. Given that Nitinol wire is directly welded to mechanical components from other engineering materials, Mehrpouya et al. [14] reported that dissimilar laser welding can be problematic with poor mechanical strength due to the formation of brittle intermetallic and phase segregation in the fusion zone. The comparison of tensile strength ratios between the Nitinol flange and the dissimilar laser-welded butt joint to the original wire reveals significant differences. Despite the presence of fractures in the fusion zone, the Nitinol flange exhibits a higher strength ratio (52.7%) [11], surpassing the ratios observed in NiTi-1.4301 steel (15.0%) [15] and NiTi-CuAlMn (27.5%) [16]. This indicates that the LREM with flange processing offers superior advantages for connecting Nitinol wire to mechanical components compared to dissimilar laser welding.
In a previous study, the authors examined the impact of flange processing parameters on the tensile behavior of the Nitinol flange. In this work, the focus is on investigating the effects of cooling conditions controlled by different die temperatures, die speeds, and delay time between the LREM and the flange processing. The study aims to evaluate the flange’s surface quality and microstructure and size accuracy. In addition, the cold upsetting of the preform is conducted for reference.
2 Methodology
2.1 Laser rod end melting of Nitinol
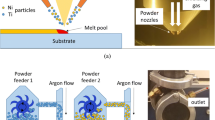
This study involves the fabrication of the Nitinol flange through a two-step process: the LREM and the flange processing in a partially solidified state. The experimental setup, as depicted in Fig. 1, comprises a laser scanning system, processing chamber, flange processing system, die temperature controlling system, and a LabView-based controlling program. The Nitinol material used in the study, obtained from Hupp Micro Engineering, was supplied as a straight wire with a diameter of 500 μm. Detailed chemical compositions of Nitinol are provided in Table 1. The delivered wire has a slightly oxidized layer. To ensure the integrity of the experiment, the wires were cleaned with ethanol and guided vertically into the chamber by a feed system, but the oxide layer was intentionally left intact.

Experimental devices of the LREM and the flange processing, and temperature monitoring of the LREM without flange processing
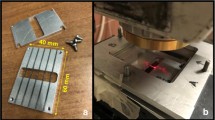
In the process chamber, the upper die exhibited a plain surface, while the lower die had a truncated-cone cavity, with both dies manufactured from 1.4305 steel. The length of the wire feed was designed such that the connection between the generated preform and the wire was positioned at the exit of the upper die. Besides the room temperature, the upper and lower dies were heated and maintained at 200 °C and 300 °C, using a temperature controller. The calibration of both dies at the set temperatures was performed five times using a thermocouple (Testo), and the results are shown in Fig. 2. A structural design resulted in a gap between the heat plate and the lower die, as illustrated in Fig. 1, while the upper die maintained a comparable temperature to the set value. Although the lower die temperature was slightly lower, both dies exhibited stable temperatures at the different set points. In this case, the upper die temperature is set to the designed value.

Determination of the oxygen content in the process chamber, die temperature, and lower die speed
Argon gas was used to minimize oxidation of Nitinol melt and preform during the LREM. The introduction of argon gas displaced oxygen from the chamber, resulting in a decrease in oxygen content. The oxygen content was measured at the exit of the upper using a gas analyzer (BA3, Bühler Technologies GmbH), and the time course of oxygen content with a gas flow of 80 ls/min is presented in Fig. 2. The average oxygen content, determined from six measurements, was used to assess the influence on the microstructure of the Nitinol preform and flange. After comparing different oxygen content levels, an average value of 306 ppm was selected as the processing atmosphere. This was achieved by maintaining a gas flow rate of 80 ls/min for 40 s, ensuring efficient utilization of the argon gas.
To generate Nitinol melt and preform, a continuous wave Gaussian laser (YLR-100-AC, IPG Laser GmbH) was applied. The laser beam was guided through a deflection unit (AXIALSCAN-30, RAYLASE GmbH) and applied laterally to the wire end (see Fig. 1). Operating at a wavelength of 1070 nm, the laser beam was negatively defocused to achieve a beam size of 1 mm (SP300, Ophir Spiricon Europe GmbH). This approach aimed to minimize eccentricity resulting from keyhole formation and ensure efficient energy coupling into the growing melt. To evaluate the potential displacement of the laser beam from the wire during the laser melting, the lateral deviation of the wire end from the die axis was investigated, as shown in Fig. 1. By using a coaxial monitoring camera and laser program software (weldMARK 3, RAYLASE GmbH), the lateral coordinates of the upper die exit and the wire end were measured, and the deviation was calculated as the difference between them. Based on five measurements, the deviation was determined to be 271 μm ± 21 μm. However, considering the large laser beam size of 1 mm and resulting preform diameter exceeding 2.3 mm (see Table 3), which is significantly larger than the observed deviation, it can be concluded that the laser beam remains consistently on the melt throughout the process.
2.2 Flange processing in a partially solidified state
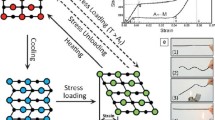
The time sequence diagram of the LREM and the flange processing, depicted in Fig. 3 using pictograms, illustrates the various stages of the process. During the laser melting, the surface temperature of the melt reached a maximum of around 1450 °C (see Fig. 1). As the laser is turned off, the surface temperature gradually decreases, passing through the liquidus and solidus temperature of Nitinol. Here, a liquid-solid transition occurs locally. To ensure proper synchronization between the LREM and the flange processing, a delay time td is introduced after the laser is turned on. After this delay time, a pneumatic cylinder moves the lower die upwards at a defined speed vd. The objective is for the lower die to completely close when the melt undergoes the liquid-solid transition. The die speed was controlled by adjusting the compressed air pressure and was measured indirectly using a laser displacement sensor (LK-G402, KEYENCE Deutschland GmbH). Figure 2 demonstrates that the lower die moves linearly with time, except during the acceleration and deceleration phases. The average die speed was determined based on the linear section of the movement, and data from five tests for each speed are summarized in Table 4.

Time sequence diagram of the LREM and the flange processing of Nitinol melt
To ensure proper synchronization of the processes, a LabView program was used to control the delay time td between the laser deflection system and the automatic gas valve, as depicted in Fig. 3. The calculation of delay time considers the following factors:
-
Heat dissipation mechanisms: The heat dissipation during solidification differs between the melt in the argon atmosphere and the closed dies, and the latter cannot be measured. Therefore, the solidification of the melt surface in the argon atmosphere was chosen as a reference.
-
Avoid premature contact: It is crucial to prevent the moving lower die from coming into contact with the incompletely generated melt before it reaches the upper die exit. This ensures that the desired solidification and shaping of the melt can occur undisturbed.
-
Complex temperature distribution: It is expected that there exists a complex temporal and spatial temperature distribution in the melt. This leads to different local processing conditions when the dies close, ranging from casting to hot forming.
To characterize the cooling and solidification behavior of the melt during the preform generation, the cooling time tcool and the solidification time ts were determined using a quotient thermal camera (HDRC@-Q-PyroCam GigE, IMS CHIPS Stuttgart) in the chamber without illumination (see Fig. 1). An additional notch filter (TECHSPEC OD 6.0, Edmund Optics GmbH) was employed to eliminate the laser source signal at a wavelength of 1070 nm. An evaluation algorithm, developed by Tyralla and Seefeld [17], was utilized to extract temperature signals from a small area of the melt in a 5 × 5 pixel matrix (1 pixel ≈ 95 μm). These temperature signals were used to calculate the mean surface temperature, which served as the global temperature of the melt for analysis. The cooling time tcool is defined as the duration during which the temperature decreased from the peak temperature to the liquidus temperature. In addition, the global solidification time ts was determined by identifying the intersections of three linear regressions corresponding to the melt, mushy zone, and solidified preform at the liquidus and solidus temperatures. The average values were determined based on five measurements of the melt with the same process parameter listed in Table 2.
Considering the given conditions, the valid range of td and vd can be determined by solving Eq. (1) to Eq. (5):
To investigate the influence of die temperature, die speed, and delay time on the microstructure of the end form, a fixed set of laser parameters (laser power: 85 W, scan speed: 5 mm/s, scan track: 22 mm) were applied. The experiments were divided into three groups, as outlined in Table 2. Each parameter combination was repeated five times. In addition, a summary of all the relevant parameters during the LREM and the flange processing can be found in Table 3. Specifically, Table 4 presents five variables of die speeds along with their corresponding delay time.
Because the processing system cannot deform the preform, instead its cold upsetting was conducted in a universal test machine (Zwick Z250, ZwickRoell). The preform was inserted in a hole located in the center of a hardened steel plate, which served as the stationary lower die. The upper die moved downwards at a speed of 0.1 mm/s. Upon contact with the preform, the upsetting started and stopped when the axial diameter of the preform was reduced by 70 %.
To analyze the microstructure of the specimens, longitudinal sections were prepared. These sections were embedded in acrylic resin, followed by polishing and etching with a Kroll solution (93 mL H2O, 5 mL HNO3, and 2 mL HF) for about 2 min. However, it should be noted that the polishing process results in variations in wire width along the longitudinal sections displayed in the subsequent figures. Additionally, due to limitations in the preparation capability during the polishing process, the etched samples exhibited surface scratches.
Prior to the metallographic preparation, an analysis was conducted to examine the surface topography and microstructure of the generated preforms and flanges was characterized. The surface topography was characterized by an optical microscope (VHX-7000, Keyence Deutschland GmbH) equipped with a universal zoom lens at a magnification of 100×. The side view of the preforms and the flanges were captured using a digital depth composition function. In addition, the 3D profile of flanges was recorded using a confocal microscope (VK-X3000, Keyence Deutschland GmbH), with a representative intensity image displayed in Fig. 4. Based on the 3D flange profile, a cross-sectional profile was extracted every 45 degrees along the symmetric axis of the flange for each specimen.

Schematic of determination of flange size regarding the diameter of top and base surface and height
The average values \({\overline{L}}_i\) and standard deviation σi (i = Dft, Dfb or Hf) of the flange size, including flange top and base diameter Dft and Dfb as well as the flange height Hf, were calculated from each profile. It is important to note that the flange height was determined between the top surface and the burr surface. The intentional formation of the burr facilitated the complete filling of the melt in the die cavity and allowed for convenient measurement of the flange height. The reproducibility of the flange processing with respect to the mentioned dimensions was defined using a dimensionless coefficient of variation, as suggested by Brüning [9]:
In addition, the accuracy of the fabricated flange regarding the mentioned size parameters is determined by the ratio of average values \({\overline{L}}_i\) to the corresponding cavity size Lj (j = Dde, Ddb or Hd):
3 Results
3.1 Microstructure and surface quality of preform and flange
Figure 5 shows the exemplary geometries, surface qualities, and microstructures of the preform and the flanges from different process chains. The naturally solidified preform has a quasi-spherical shape with pronounced oxidized ripple structures but no cracks. In contrast, the cold upsetting of the preform to a quasi-cylindrical flange results in significant cracks. However, when a partially solidified melt is reshaped, the resulting flange closely resembles the cavity geometry and exhibits a comb structure without evident oxidation or crack.

Geometries, surface qualities, and microstructures of the naturally solidified preform (left), the cold-formed flange from the preform (middle), and the flange processed in a partially solidified state (right)
The preform and cold-formed flange exhibit distinct zones, including the heat-affected zone with grown grains (zone A) and fusion zones characterized by columnar dendrites (zone B and zone C). In the preform, zone A is connected to zone B, where columnar dendrites grow from the fusion line, and the grains become thicker with increasing distance. Zone B is then surrounded by zone C, which consists of relatively smaller grains compared to zone B, with the grains in both zones orienting towards each other. Upon cold forming of the preform, the dendrites in zone B and zone C undergo deformation, and additional cracks appear at the boundary between zone A and zone B. In comparison, the flange fabricated from a partially solidified melt exhibits zone D, where the grain orientation and size resemble those of the initial preform. This zone is surrounded by a newly distributed zone (zone E) characterized by stripe-shaped columnar dendrites. Notably, the boundary between zone D and zone E in the flange appears smoother compared to the boundary between zone B and zone C in the preform and the cold-formed flange.
Figure 6 presents the surface qualities and microstructures of the preforms and flanges after the flange processing under various argon gas atmospheres with different oxygen contents. It is observed that all shielding conditions lead to discoloration of the preform surface due to oxidation, with higher oxygen content leading to a blue color and lower oxygen content resulting in a yellow color. However, the surface of all flanges shows minimal signs of oxidation. Despite the variations in the shielding conditions, the microstructures of the preforms and flanges do not exhibit significant differences. Considering the cost and the absence of noticeable influence on the microstructures, an oxygen content of 306 ppm was selected for subsequent experiments.

Surface qualities and microstructures of the Nitinol preforms and flanges fabricated in the argon atmospheres with different oxygen contents
3.2 Effect of delay time, die speed, and temperature on flange surface quality and microstructure
Based on the selected shielding condition and the parameters in Fig. 1 and Table 2 to Table 4, the preforms were reshaped into the flanges with different delay time, die temperatures, and die speeds. Figure 7 shows the influence of delay time on the surface, geometric quality, and microstructure distribution of flanges. Notably, all the fabricated flanges exhibit no evident surface oxidation. The calculated delay time of 5.345 s was determined based on the moment when the lower die reaches the melt, coinciding with its surface temperature dropping to the liquidus temperature. The corresponding flange demonstrates geometry that closely matches the lower die cavity, accompanied by intentionally formed burrs on the base surface. Furthermore, the top surface of the flange shows dense comb-like structures, which become less distinct as the delay time increases. In terms of material distribution along the radial direction of the base material, there is a reduction from a positive burr to a negative burr, ultimately revealing a partially solidified preform. Along the axial direction, the flange height turns to be larger with the delay time. From the perspective of microstructure, the volume of the partially solidified preform (zone D in Fig. 5) increases with the delay time. However, an excessively long delay time can lead to the formation of cracks in zone D.

Surface quality and microstructure of the Nitinol flanges fabricated under different delay time
Figure 8 shows the representative flanges fabricated at different die speeds and die temperatures, displaying similar microstructure distributions and surface qualities as described in Fig. 5. However, it is observed that the striped-shaped columnar dendrites in the newly distributed zone have a smaller size at higher die speeds and die temperatures. In addition, the presence of voids as defects is noticeable in the flanges, particularly at the boundary between the partially solidified preforms and the newly distributed zones. Nevertheless, these defects are not found at the transition zone from the wire to the flange.

Microstructure of the Nitinol flanges fabricated under different die temperatures and die speeds
3.3 Effect of delay time, die speed, and temperature on flange size accuracy
Figure 9 presents the flange sizes regarding the top and base diameter Dft and Dfb as well as flange height Hf. In general, the die temperature and die speed have almost no influence on the flange size. However, it is observed that the flange height increases and the flange base diameter decreases when the delay time exceeds 5.345 s. The average values of coefficient of variation ϕ and accuracy η regarding both the flange diameters and the flange height were calculated for each group and are summarized in Table 5. The selected flanges show good reproducibility, with coefficients of variation smaller than 3%, indicating the successful fabrication of Nitinol flanges using the flange processing in a partially solidified state. In terms of accuracy, the flange height slightly exceeds the die cavity depth, while the diameter of the flange base and top surfaces is generally smaller than the corresponding cavity size in the horizontal direction. In addition, the top surface exhibits the lowest accuracy compared to the cavity bottom. By appropriately determining the wire length, flanges without burr formation can be fabricated, as shown in Fig. 10.

Flange sizes fabricated under different die speeds, die temperatures, and delay time, where parameter sets for group 1 to group 3 are listed in Table 2. Noted that the error bars for each dimension size cannot be well distinguished due to a small standard deviation

Nitinol flanges fabricated without burr formation
4 Discussion
This study shows the attempt to fabricate Nitinol micro flanges as connectors between actuator wires and mechanical systems. The studied processes include the LREM with the flange processing from partially solidified melts and the cold upsetting of the preforms. The possible end forms are summarized in Fig. 11 based on the experimental design and results:
-
The designed experiment has a contact time tc (max. 0.03 s, see Table 4) that is significantly smaller than the surface solidification time ts (1.486 s, see Table 3). Thus, it is reasonable to assume that the newly distributed melt remains in a liquid state when the die closes and the redistribution of the remaining melt is complete.
-
Figure 5 demonstrates that the dendrite grain in both zones orientates towards each other, indicating that the solidification starts at the surface and the solid-liquid front progresses inwards.
-
Figure 7 illustrates that the size of the partially solidified preform expands with a delay time in flange processing. This observation suggests that this zone must be in a solid state, allowing the remaining molten material to envelop it, as indicated by all the metallographs.
-
Figure 9 demonstrates that when the delay time is too long, the longitudinal size of partially solidified preform exceeds the depth of the die cavity, resulting in incorrect progression of the flange processing. Moreover, the cold forming process causes cracks in the preform.

Flowchart of the laser rod end melting with the immediate flange processing, and shapes of solidified Nitinol end form fabricated by different processes
In the range of the LREM, the diagram indicates that the final shape of the flange is determined by the volume difference between the melt and die cavity (cf. Fig. 8 and Fig. 10) as well as the delay time. Despite the intentional burr formation on the base surface observed in most flanges, they show good accuracy in terms of the flange size, including top diameter (> 94%), based diameter (99%), and flange height (< 103%), without considering the burr formation. The slightly lower accuracy in the top diameter should be attributed to the closed space sealed by melt and corners of the cavity bottom, where trapped gas may hinder further movement. This phenomenon is illustrated in the flow chart in Fig. 11. By appropriately selecting the wire length, flanges without burr formation can be fabricated (see Fig. 10). The presence of a negative burr in the flange in Fig. 7 (delay time: 5.595 s) is a result of volumetric compensation due to increased flange height (see Fig. 9). Considering the surface oxidation (cf. Fig. 6), a similar tendency of discoloration at varying oxygen contents was observed in the laser-welded seam of titanium alloys [18]. The specific temper color was found crossing a range of oxygen content rather than a specific value, consistent with the similar color observed at the oxygen content of 83 ppm and 173 ppm. While the previous literature did not provide a direct explanation for the discoloration, another study on oxidized titanium alloys revealed that the oxide layer primarily consisted of TiO2 (white), TiO (golden), and Ti2O3 (blue) [19]. These findings suggest that the observed discoloration may be attributed to the type of titanium oxide. In comparison, the flanges maintained a natural silver color despite varying oxygen content, indicating that surface oxidation occurs during solidification. As the melt fills the die cavity (see Fig. 9), the gas is mostly squeezed out, resulting in a negligible atmosphere condition between the flange and cavity and minimal surface oxidation during solidification.
Based on the results, all flanges exhibit the presence of partially solidified preforms and surrounding newly distributed zones, indicating that the former fusion zone solidifies earlier than the latter. The fusion zone is formed by the application of the same laser parameters, and there is no direct contact between this zone and the die cavity. Therefore, a similar heat flux is expected to pass from the fusion zone into the wire, leading to comparable microstructures (cf. Fig. 8). Regarding the newly distributed zone, it was observed that the flanges fabricated by higher die speeds and temperatures exhibit thinner dendritic grains. This could be the result of changed solidification conditions. In addition, the volume ratio of the partially solidified preform and newly distributed zone depends on the delay time. The heat dissipation in the flange involves two processes: the heat conduction from the partially solidified preform to the connected wire and the thermal contact conductance from the newly distributed zone to the disconnected die cavity. This is visually represented by the arrow depicted in Fig. 11. The first process should facilitate a higher heat flow, leading to accelerated heat dissipation and solidification. This is reflected in the increasing size of the partially solidified preform with longer delay time (cf. Fig. 7). Conversely, the second process acts as a resistance to the heat flow. As a result, it slows down the heat dissipation rate and solidification.
Some voids were observed in the flanges at the interface between the partially solidified preform and the newly distributed zones (see Fig. 8), and the typical location is highlighted in Fig. 11. These voids are formed during the reshaping of the melt in the flange processing. As the melt is pushed by the lower die and squeezed along the cavity wall (see Fig. 11) in too short contact time (< 0.03 s, see Table 4), gas trapped in the melt can become confined within the mentioned location and subsequently turn into voids after solidification. The void, however, should not adversely affect the strength of the flange connection, as observed by Lu and Radel [11], where the fracture under loading consistently occurred at the flange-wire connection, away from the voids. In addition, the gas was trapped in the void at the melting point of Nitinol (above 1300 °C, see Fig. 1). After solidification, the gas pressure within the void should decrease by approximately 65 times according to the ideal gas law. Meanwhile, the flange remains structurally stable. Thus, the cyclic heating to high temperature should not cause deformation of the voids or failure of the joints despite the gas expansion.
Based on the analysis of flanges in terms of surface quality, size accuracy, and microstructure, a comparison is made between the advantages and disadvantages of the studied processes for connecting Nitinol wires with mechanical systems and existing approaches, shown in Table 6. According to the application scenario, LREM with flange processing can be potentially applied on high-temperature SMAs in aggressive environments such as reactors, gas turbines, or space stations, where dissimilar welding and adhesive bonding may not work properly.
5 Conclusions
The following conclusions can be drawn based on the investigation:
-
The laser rod end melting of Nitinol wire enables the reshaping of the accumulated melt into flanges, free from cracks and visible oxidation due to negligible gas in the die cavity, while the preform cracking occurs during cold upsetting.
-
The Nitinol flanges consist of the partially solidified preform and the surrounding newly distributed zone. The solidification of the former zone takes place earlier than the latter due to the different heat dissipation mechanisms. Thus, the delay time between the LREM and flange processing is critical in controlling the size of the former zone, thereby affecting the accuracy of the flange geometry. Conversely, the die speed and die temperature have limited effects on cooling conditions and resulting microstructure.
-
The flange dimensions, including the top and base diameters and heights, are unaffected by the die speed and die temperature. By selecting an appropriate delay time for correct flange processing, the flange dimensions exhibit good reproducibility (coefficient of variation < 3%) and size accuracy (> 94%) compared to the die cavity size, disregarding the intentional burr formation.
Abbreviations
- D :
-
Distance between dies, mm
- D 0 :
-
Initial distance between dies, mm
- D d :
-
Depth of lower die cavity, mm
- D fb :
-
Flange base diameter, mm
- D ft :
-
Flange top diameter, mm
- D db :
-
Die bottom diameter, mm
- D de :
-
Die entrance diameter, mm
- D p :
-
Preform (melt) diameter, mm
- H d :
-
Die cavity depth, mm
- H f :
-
Flange height, mm
- L :
-
Laser deflection length, mm
- P :
-
Laser power, W
- T d :
-
Die temperature, °C
- T max :
-
Maximum temperature, °C
- T p :
-
Preform (melt) surface temperature, °C
- T r :
-
Room temperature, °C
- T l :
-
Liquidus temperature of Nitinol, °C
- T s :
-
Solidus temperature of Nitinol, °C
- t c :
-
Contact time in melt reshaping, s
- t cool :
-
Cooling time when Tm drops to Tl, s
- t d :
-
Delay time after laser on, s
- t l :
-
Laser process time, s
- t s :
-
Solidification time from Tl to Ts, s
- t 0 :
-
Die closing time, s
- v d :
-
Die speed, mm/s
- v l :
-
Laser deflection speed, mm/s
- V p :
-
Preform (melt) volume, mm3
- V d :
-
Die cavity volume, mm3
- η :
-
Flange size accuracy, -
- ϕ :
-
Coefficient of variation for flange size, -
- LREM:
-
Laser rod end melting
References
McDonald SL (1991) Shape memory alloy applications in space systems. Mater Design 12(1):29–32. https://doi.org/10.1016/0261-3069(91)90089-M
Jani JM, Leary M, Subic A (2014) Shape memory alloys in automotive applications. AMM 663:248–253. https://doi.org/10.4028/www.scientific.net/AMM.663.248
Mertmann M, Vergani G (2008) Design and application of shape memory actuators. Eur Phys J Spec Top 158(1):221–230. https://doi.org/10.1140/epjst/e2008-00679-9
Lin F-Y, Bergeles C, Yang G-Z (2015) Biometry-based concentric tubes robot for vitreoretinal surgery. Annu Int Conf IEEE Eng Med Biol Soc 2015:5280–5284. https://doi.org/10.1109/EMBC.2015.7319583
Oliveira JP, Miranda RM, Braz Fernandes FM (2017) Welding and joining of NiTi shape memory alloys: a review. Prog Mater Sci 88:412–466. https://doi.org/10.1016/j.pmatsci.2017.04.008
Ma J, Karaman I, Noebe RD (2010) High temperature shape memory alloys. Int Mater Rev 55(5):257–315. https://doi.org/10.1179/095066010X12646898728363
Hodgson D, Russell S (2000) Nitinol melting, manufacture and fabrication. Minim Invasive Ther Allied Technol 9(2):61–65. https://doi.org/10.3109/13645700009063051
Vollertsen F, Friedrich S, Kuhfuß B, Maaß P, Thomy C, Zoch H-W (2020) Cold micro metal forming. Springer International Publishing, Cham
Brüning H (2016) Prozesscharakteristiken des thermischen Stoffanhäufens in der Mikrofertigung. Universität Bremen, Dissertation
Brüning H, Jahn M, Vollertsen F, Schmidt A (2016) Influence of laser beam absorption mechanism on eccentricity of preforms in laser rod end melting. 11th International Conference on Micro Manufacturing
Lu Y, Radel T (2022) Tensile strength of Nitinol flanges produced by laser rod end melting and immediate flange processing in a not fully solidified state. Proc CIRP 111:721–725. https://doi.org/10.1016/j.procir.2022.08.028
Ji S, Wang K, Dong X (2022) An overview on the process development and the formation of non-dendritic microstructure in semi-solid processing of metallic materials. Crystals 12(8):1044. https://doi.org/10.3390/cryst12081044
Mehrpouya M, Gisario A, Brotzu A, Natali S (2018) Laser welding of NiTi shape memory sheets using a diode laser. Opt Laser Technol 108(5):142–149. https://doi.org/10.1016/j.optlastec.2018.06.038
Mehrpouya M, Gisario A, Lavvafi H, Dehghanghadikolaei A, Darafsheh A (2021) Laser welding of nickel-titanium (NiTi) shape memory alloys. In: Advanced welding and deforming. Elsevier, pp 203–230
Mirshekari GR, Saatchi A, Kermanpur A, Sadrnezhaad SK (2013) Laser welding of NiTi shape memory alloy: comparison of the similar and dissimilar joints to AISI 304 stainless steel. Opt Laser Technol 54:151–158. https://doi.org/10.1016/j.optlastec.2013.05.014
Oliveira JP, Zeng Z, Andrei C, Braz Fernandes FM, Miranda RM, Ramirez AJ et al (2017) Dissimilar laser welding of superelastic NiTi and CuAlMn shape memory alloys. Mater Design 128:166–175. https://doi.org/10.1016/j.matdes.2017.05.011
Tyralla D, Seefeld T (2021) Thermal based process monitoring for laser powder bed fusion (LPBF). AMR 1161:123–130. https://doi.org/10.4028/www.scientific.net/AMR.1161.123
Bergmann JP (2003) Beitrag zum Laserstrahlschweißen von Titanwerkstoffen: Untersuchungen zum Einfluß einer innovativen Schutzgasabschirmung und zur Schweißbarkeit von fahrzeugbautypischen Fügegeometrien. Aachen: Shaker
Peng W, Zeng W, Zhang Y, Shi C, Quan B, Wu J (2013) The effect of colored titanium oxides on the color change on the surface of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. J Materi Eng and Perform 22(9):2588–2593. https://doi.org/10.1007/s11665-013-0573-4
Niccoli F, Alfano M, Bruno L, Furgiuele F, Maletta C (2014) Mechanical and functional properties of nickel titanium adhesively bonded joints. J Materi Eng Perform 23(7):2385–2390. https://doi.org/10.1007/s11665-014-0890-2
Funding
Open Access funding enabled and organized by Projekt DEAL. The authors gratefully acknowledge the financial support for the project “Laserschmelzen im Gesenk” funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project number 449377606.
Author information
Authors and Affiliations
Contributions
The authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Yang Lu. The first draft of the manuscript was written by Yang Lu and both authors commented on previous versions of the manuscript. Both authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lu, Y., Radel, T. Nitinol flanges fabricated by laser rod end melting and immediate flange processing. Int J Adv Manuf Technol 128, 4139–4151 (2023). https://doi.org/10.1007/s00170-023-12137-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12137-y