
Abstract
The efficiency of machining operation is partly a function of the cutting parameters, such as the cutting speed, depth of cut and cutting feed rate. With an effective cutting performance of any cutting tool, manufacturing industries will remain competitive and hence strive to meet the dynamic service and functional requirements expected of the material. Hence, the purpose of this research is to experimentally perform a comparative analysis of the cutting performances of SiAlON, a ceramic alloy consisting of the elements: silicon, aluminium, oxygen and nitrogen; cubic boron nitride (CBN) and carbide cutting tools, during a titanium machining process. A face milling operation was performed on a computer numerical control (CNC) milling machine from these three different types of cutting tools, for the determination of the cutting forces, cutting temperatures, cutting vibrations produced and the surface roughness, achieved during the machining of titanium (Ti-6Aℓ-4 V) alloy. The response surface methodology was adopted for the possible combination of the cutting parameters for the determination of the practical experimental results of the cutting responses.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
For effective cutting operation during a machining process, a relative motion between the cutting tool and the workpiece material is required. A compressive force is usually applied on the workpiece material, by the cutting tool during a cutting operation, resulting in the development of residual stress in the material. Cutting takes place when the stress induced in the material exceeds its yield point. Thus, the temperature on the workpiece material and the cutting tool generates heat at the workpiece-tool interface during the cutting operation [1]. An increase in the temperature of the cutting tool softens the cutting tool, and this can lead to the gradual failure of the cutting tool [2]. The distortion or failure of the cutting tool is due to temperature increase during the cutting operation. This often results in an adverse effect on the cutting process, in terms of increase in energy consumption, poor surface finish of the workpiece and increase in the time required for the cutting process, amongst other drawbacks. Hence, in order to address the challenge of tool distortion or damage during the cutting process, many machining industries have developed and are developing special tools that can cope with the dynamic requirements of the cutting process without failure.
To achieve quicker machining times and better surface finish on machined part, the use of ceramic tools in the machining industry has increased.
It has been noted that better results are achievable when making use of ceramics over tools made of steels during machining of hard workpiece materials [3]. For effective machining process, the cutting tool material must be harder than that of the part to be machined, so that it can easily penetrate the workpiece without distortion. Another type of cutting tool that boasts of hardness is the carbide cutting tool. These tools are usually preferred when cutting hardened materials. When compared to high-speed steel tools, they perform better at high temperatures during the cutting process. One of the demerits of the carbide tool is that its performance often deteriorates with increase in the material hardness, and this can lead to a poor surface finish as a result of the wear of the cutting material, which may also impact negatively on the tool life.
Due to the characteristics of their microstructure, over the years, Ti-alloys are regarded to be a difficult-to-cut material even with the successful development of improved cutting tool materials. Due to their excellent strength-to-weight ratio, ability to retain their strength at high temperatures and their good corrosion resistance profiles [4], Ti-alloys, e.g. Ti-6Al-4 V, are widely used in the aerospace, automotive, biomedical and mining industries, amongst others [5]. The challenges faced on the workpiece material when machining Ti-alloy, include poor surface finish at low cutting speeds and feeds, high chances of vibrations at higher cutting speeds and high thermal loads and residual stress developments, amongst others [6]. From these challenges, high tool wear rates may lead to poor quality work and therefore renders the cutting process less effective, in terms of time and cost requirements. To overcome these challenges solutions, such as high pressure and cryogenic cooling, hybrid machining and thermally enhanced machining, amongst other approaches, have been adopted [7,8,9].
The low thermal conductivity of Ti-alloy also makes it to be prone to temperature rise when it is in contact with the cutting tool during a cutting operation. This may lead to a premature tool failure and a decrease in the tool life [10]. In their experimental and numerical studies on the performance of alloyed carbide tool, [11] reported that the machinability of Ti-alloys is weakened due to the low modulus of elasticity and the sustained high strength at elevated temperatures.
One of the most important parameters in a machining operation is temperature. This is because temperature changes determine the changes in workpiece’s mechanical behaviour, microstructure, surface finish and cutting tool performance. The tool life of any cutting tool often decreases when cooling is not applied during a cutting operation, which may affect the sustainability of the cutting process, in terms of energy consumption and subsequently, poor surface finish of the workpiece. To overcome this challenge, cooling should be employed to improve the quality of the workpiece and increase the tool life [12, 13]. Over the years, technologies that integrate temperature sensors into the computer numerical controlled machines for capturing and monitoring temperatures in real time have evolved. The essence is to keep the temperature of the cutting process within the permissible limits.
Some of the influential factors in the machining and behavioural change of Ti-alloy are the cutting parameters and the tool geometry. The cutting tool selection, suitable for machining Ti-alloy can, therefore, be made from the optimum range of the process parameters. Added to that, appropriate cutting force should be estimated for the determination of the material removal rate and the cycle time for the cutting operation. To achieve this, researchers have employed methods, e.g. the RSM and Taguchi approaches [14, 15].
In a study, during the milling of cold-work tool steel, [16] investigated the performance and wear behaviour of a tungsten carbide tool with different coatings, namely cermet, ceramic and CBN. The combination of the cutting tool material and coating contributed towards the cutting tools’ wear formation. Factors such as workpiece condition, cutting operation performed, generated chip, machine tool capability, cutting tool and workpiece rigidity, fixturing used for securing workpiece, selected speed and feed rates and the cutting conditions resulting from the applied cutting forces and temperatures played a vital role in the selection of a cutting tool material for a cutting operation [17].
[18] concluded that during machining of AISI 4340 with coated carbide tools, there was an increase in the surface roughness, and this made the feed rate to be more influential when compared to other cutting parameters.
It is a known fact that Ti-alloys are difficult-to-cut material; hence, the objective of this study is to comparatively analyse the cutting performance of the three cutting insert materials, namely SiAlON ceramics, CBN and carbide cutting tools. This is to guide in the selection of the best performing and cost-effective cutting tool, during the machining of Ti-alloy. To achieve this, different approaches, such as statistical and mathematical model, were executed in this study, in order to investigate the performance of the different cutting tools.
2 Methodology
In this study, a comparative investigation was undertaken through an experimental milling operation, involving trial runs. This section describes the materials, equipment used for this study, the experimental procedure, the design of experiments, data collection and the data analytical approach, employed to achieve the objectives of this research. It also describes the types of equipment, which include both the hardware and software used to conduct the experiments of this study. The research methodology is discussed together with the data analysis method applied during the experiments so that the envisioned objectives are attained. Figure 1 illustrates the machine tool (5-axis Deckel Maho CNC milling machine) and equipment used for the experimental setup. The material employed, i.e. Ti-6Aℓ-4 V alloy workpiece, is presented in Fig. 2. The equipment used is schematically highlighted in Fig. 3.

Experimental setup

Ti-6Al-4 V workpiece material

Schematic diagram of experimental set-up
Ti-6Al-4 V, which is an α-β titanium alloy, was used as a test material during the cutting operation. This particular alloy was chosen because it is the most widely used in the industry. In this work, 20 workpieces per insert grade in comparison were machined. The chemical composition of this material is presented in Table 1, while its properties are presented in Table 2.
2.1 Experimental procedure
The physical experimentation was conducted by performing a face-milling operation on a Ti-6Al-4 V workpiece material for the comparative analysis of the cutting performances of SiAlON, CBN and carbide cutting tools. Cutting operation was carried out on a 5-axis CNC milling operation with a maximum spindle speed of 18,000 rpm and a power output of 55 kW.
A SANDVIK cutting tool with a diameter of 25 mm (R200-020A25-12 M), suitable for 12-mm round-shaped cutting inserts, was used to perform the cutting exercise through the material removal from the workpiece. Face-milling operation was completed for the physical experimentation, by making use of cemented carbide, SiAlON-based ceramics and CBN cutting inserts for the comparison of their cutting performances of the machining of Ti-6Al-4 V.
The cutting forces produced were measured from The Kistler 9257A dynamometer during the cutting operation, and the values obtained were recorded by making use of the DynoWare software. To complete the process of the cutting forces, the workpiece was clamped on the dynamometer, and the dynamometer was connected to the multichannel charge amplifier used as an analogue data wave. A KISTLER DAQ device, connected to the multichannel charge amplifier, was used for the collection of data for the cutting forces. A Major Tech IRR video thermometer was used to measure and record the cutting temperature for each cutting operation, while a vibration accelerometer was used for data acquisition that relates to the cutting vibration. The LabVIEW software was employed for measuring the magnitude of the vibration. The average roughness of the machined surface was determined with the aid of a Mitutoyo roughness tester, by running three tests along the machined area of the workpiece. The cutting parameters for the experimental trials are presented in Tables 3, 4, and 5 as per the cutting inserts employed in this study.
Figure 3 shows the schematic diagram of the experimental setup, where A represents the machine spindle, B represents a cutting tool, C is the Ti-6Aℓ-4 V workpiece material, D is the dynamometer, E represents the machine table, while F is an accelerometer.
2.2 Design of experiments
Twenty experimental trials were conducted for each grade of the cutting inserts used in this comparative analysis. A cutting length of 50 mm was used for the face-milling operation on the workpiece material during machining process. The workpiece was securely clamped on the dynamometer with dog clamps, for safety reason.
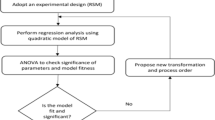
RSM was employed for the experimental design to predict the experimental results of the cutting force, cutting temperature, cutting vibration and the surface roughness for the establishment of necessary mathematical models. The relationship of the responses and their factors, during the machining operation, are determined by the mathematical model, for future work purposes.
RSM was applied for the design of experiment (DoE) in order to develop the mathematical models of the three cutting tools that are being compared in this study. This is critical to predict the experimental results of the responses. RSM was selected because it can study the cross effect of the process parameters on the measured responses of the experiment [19]. The cutting parameter values selected were reasonable as recommended by the cutting inserts supplier, SANDVIK Coromant. The designed experiment generated 20 trials whose responses were determined experimentally.
RSM was employed in the DesignExpert software package (ver. 11, StatEase Inc.,) environment that was used to carry out the DoE for the possible combination of the process parameters. Validation of the numerical experimentation results was through physical experimentation, followed by the modelling process for the predictive models of the experimental responses, which are the cutting force, cutting temperature, cutting vibration and surface roughness as the function of the independent process parameters, which are the cutting speed, feed/tooth and depth of cut.
2.2.1 Analysis of results for responses of cutting inserts
Tables 6, 7 and 8 present the significant values from the analysis of variance (ANOVA) of the model developed for the experimental responses: cutting force, cutting temperature, surface roughness, cutting vibration and the tool life for experimental results obtained from the SiAlON, CBN and carbide cutting inserts. The results show that the model F-value of the responses is significant. The P-value of the overall model parameters is less than 0.05, which means that the models for all the responses are statistically significant. The significant parameters are A, which is the cutting speed in m/min; B is the feed per tooth in mm/tooth and C is the depth of cut in mm. These are also indicated in Tables 6, 7 and 8, respectively.
Tables 9, 10 and 11 show the statistical fits of the model developed for the experimental responses’ predictions. Their predicted R2 is in reasonable agreement with their adjusted R2 with a difference of less than 0.2. This implies that the model is suitable for predictive purposes. Furthermore, the magnitude of “Adeq Precision”, which measures the signal-to-noise ratio of greater than 4, is desirable, as it indicates an adequate signal. Therefore, these models can be used to navigate the design space.
2.2.2 Equations for cutting force models
Equation 1 presents the model equation for the prediction of the magnitude of the cutting force, as a function of the independent process parameters, namely the cutting speed, feed per tooth and depth of cut. The final equation is in terms of the coded factors, and this equation is useful in identifying the relative impact of the factors by comparing the factor coefficients. This is the initial equation determined by software codes using impact factor levels before calculation could be completed:
The final equation, in terms of coded factors, is presented in Eq. 2, while Eq. 3 presents the final equation in terms of the actual factors for the prediction of the cutting force of the CBN cutting inserts. Final equation in terms of actual factors refers to the equation that uses physical factor values to the factors of consideration. Furthermore, Eq. 2 is useful in identifying the relative impact of the factors by comparing the factor coefficients.
Predictions about the response for a given level of each factor can be made by making use of Eq. 3, and this equation should not be used to determine the relative impact of each factor because the coefficients are scaled to accommodate the units of each factor, and the intercept is not the centre of the design space:
Equation 4 presents the final equation in terms of the coded factors for the prediction of the cutting force of the carbide cutting inserts. This equation is useful in identifying the relative impact of the factors by comparing the factor coefficients. Given the similar cutting conditions and process parameters, the model equations can be employed to determine the magnitude of the cutting force. This will assist the machinist to save cost and time in running similar experiments:
2.2.3 Equations for cutting temperature models
Equation 5 presents the final equation in terms of the coded factors for the prediction of the cutting temperature of the SiAlON cutting inserts. The usefulness of this equation is to identify the relative impact of the factors by comparing the factor coefficients:
Equation 6 presents the final equation in terms of the coded factors for the prediction of the cutting temperature of the CBN cutting inserts. The usefulness of this equation is to identify the relative impact of the factors by comparing the factor coefficients:
The final equation, in terms of the actual factors for the prediction of the cutting temperature of the carbide cutting tools, is presented in Eq. 7. This equation should not to be used to determine the relative impact of each factor because the coefficients are scaled to accommodate the units of each factor and the intercept is not the centre of the design space:
2.2.4 Equations for surface roughness models
Equation 8 presents the final equation in terms of the coded factors for the prediction of the surface roughness of the SiAlON cutting inserts. The usefulness of this equation is in identifying the relative impact of the factors, by comparing the factor coefficients.
Equation 9 presents the final equation in terms of the actual factors for the prediction of the surface roughness of the SiAlON cutting inserts, and this equation can be used to make predictions about the response for a given level of each factor, and it should not be used to determine the relative impact of each factor because the coefficients are scaled to accommodate the units of each factor, and the intercept is not the centre of the design space:
The final equation, in terms of the coded factors for the prediction of the surface roughness of the CBN cutting inserts, is illustrated in Eq. 10, and this equation can be used to identify the relative impact of the factors by comparing the factor coefficients:
The final equation, in terms of the coded factors for the prediction of the surface roughness of the carbide cutting inserts, is illustrated in Eq. 11, and this equation can be used to identify the relative impact of the factors by comparing the factor coefficients.
2.2.5 Equations for cutting vibration models
Equation 12 presents the final equation in terms of the coded factors for the prediction of surface roughness for the SiAlON cutting inserts and the relative impact of the factors, by comparing the factor coefficients that can be identified by using this equation:
The final equation in terms of the coded factors for the prediction of the surface roughness of the CBN cutting inserts is presented in Eq. 13, and the relative impact of the factors, by comparing the factor coefficients, can be identified by using this equation:
The final equation, in terms of the coded factors for the prediction of the cutting vibration for the carbide cutting inserts, is presented in Eq. 14. This equation is useful in identifying the relative impact of the factors by comparing the factor coefficients.
The final equation, in terms of the actual factors for the prediction of the cutting vibration for carbide cutting inserts, is presented in Eq. 15, and the predictions about the response for a given level of each factor can be achieved from this equation. However, it should not be used to determine the relative impact of each factor because the coefficients are scaled to accommodate the units of each factor, and the intercept is not the centre of the design space:
3 Results and discussion
The possible combinations of the process parameters from the numerical experimentation, involving the use of the RSM and the values of the measured responses for the cutting force, temperature, surface roughness and vibration for the SiAlON, CBN and carbide cutting inserts, are presented in Tables 12, 13 and 14, respectively. The measured responses for the cutting inserts are presented in Figs. 4, 5, 6 and 7, for the comparison of their results.

Cutting force comparison results

Cutting temperature comparison results

Surface roughness comparison results

Cutting vibration comparison results
Figure 4 presents the comparative results for the cutting forces of the SiAlON, CBN and carbide cutting inserts. The results show that the highest cutting forces were produced when cutting with the CBN when compared to the SiAlON and carbide cutting inserts. These high cutting forces experienced with the CBN cutting inserts resulted from the use of low cutting speeds and high cutting depths. [20] also observed that high cutting forces resulted from the reduction of cutting speed when they studied cutting force during laser-assisted machining of near-alpha titanium alloy. The CBN cutting inserts showed the best results of 235.84 N when a cutting speed was set at 50 m/min, feed/tooth at 0.1 mm/tooth and a depth of cut at 0.5 mm. The lowest cutting force for the SiAlON cutting inserts was 285.645 N at a cutting speed of 100 m/min, feed/tooth of 0.15 mm/tooth and a cutting depth of 0.5 mm. The use of carbide cutting inserts experienced the highest cutting force when compared to the other two, namely the SiAlON and CBN inserts. The minimum cutting force results for carbide cutting inserts were 345.337 N at a cutting speed of 40 m/min, feed/tooth of 0.1 mm/tooth and a cutting depth of 0.5 mm. The reason for this was the lower cutting speed when compared to the other cutting inserts. From these results, the CBN exemplified as the best performing cutting inserts that produced the least cutting forces, among the three inserts.
The comparison for cutting temperature data is illustrated in Fig. 5. The CBN inserts also produced high results, in most cases when compared to the other two cutting insert materials. The lowest cutting temperature produced, by employing the CBN cutting inserts, was 89.6 °C when the cutting speed was 65 m/min, feed/tooth of 0.26 mm/tooth at a cutting depth of 0.75 mm. The cutting force produced from these results was at a high of 798.706 N. The minimum cutting temperature produced from the SiAlON cutting inserts was 89.6 °C, at a cutting speed of 70 m/min, feed/tooth of 0.15 mm/tooth and a depth of cut of 1 mm. A cutting force of 364.99 N was produced from these results. The minimum cutting temperature produced for the carbide cutting inserts was 80.9 °C at a cutting speed of 45 m/min, feed per tooth at 0.15 mm/tooth and a cutting depth of 1.17 mm. Lowest cutting temperature was observed when carbide cutting insert was used, and this proved the findings of [21] in their study that the biggest influential factor for tool wear and cutting temperature is cutting speed. The cutting force observed from these results was 580.078 N. SiAlON cutting inserts showed the best cutting temperature data.
Figure 6 illustrates the surface roughness comparison data. Poorer surface finish results were observed mostly, when the cutting operation was carried out by using the CBN cutting inserts, as shown in the graph as follows. The minimum results for the surface roughness, observed when cutting with the CBN cutting inserts, are 0.49 µm at a cutting speed of 50 m/min, feed per tooth of 0.1 mm/tooth and depth of cut at 1 mm. The cutting force and temperature for these results were measured to be 364.014 N and 107.9 °C, respectively. The best surface roughness result for SiAlON cutting inserts was 0.33 µm at a cutting speed of 85 m/min, feed per tooth of 0.115 mm/tooth and a cutting depth of 0.33 mm. The cutting force and cutting temperature observed are 308.716 N and 210.7 °C, respectively. The surface roughness produced during the utilization of carbide cutting inserts was at 0.44 µm at a cutting speed of 50 m/min, feed per tooth of 0.1 mm/tooth and cutting depth of 0.5 mm. The observed cutting force and cutting speed from these results of carbide cutting inserts are 588.135 N and 110.9 °C, respectively. The high cutting temperatures softened the cutting tool and that resulted in a shortened tool service life [22]. Therefore, from the observed results, it can be argued that the carbide cutting inserts produced the best and acceptable results when compared to the SiAlON and CBN cutting inserts.
The comparative results for the cutting vibration of SiAlON, CBN and carbide cutting inserts are illustrated in Fig. 7.
CBN cutting inserts
The CBN cutting inserts experienced highest vibrations at high depths of cut and feed per tooth. The lowest cutting vibration observed during the cutting operation of the CBN cutting insert was recorded at a frequency of \(2.51{\times 10}^{-6}\) Hz, at a cutting speed of 65 m/min, feed per tooth of 0.26 mm/tooth and a depth of cut at 0.3 mm. The responses measured from this resulted in a cutting vibration that was recorded at a cutting force of 799.072 N, cutting temperature of 163.1 °C and a surface roughness of 1.09 µm. A cutting vibration recorded at a frequency of \(2.51{\times 10}^{-6}\) Hz was also observed to be the lowest while cutting with SiAlON cutting inserts. This resulted from a cutting speed of 70 m/min, a feed per tooth of 0.15 mm/tooth and a cutting depth of 1 mm. The cutting force from these results was 364.99 N, a cutting temperature of 89.6 °C and a surface roughness of 1.12 µm. The minimum results for the cutting vibration of the carbide cutting tool were measured at a frequency of \(2.54{\times 10}^{-6}\) Hz, and this was the highest value when compared to the other two inserts. From this measured cutting vibration of carbide cutting tool, the cutting speed was set at 45 m/min, feed per tooth at 0.15 mm/tooth and depth of cut at 0.75 mm. The cutting force, cutting temperature and surface roughness responses were measured to be 799.435 N, 90.3 °C and 0.75 µm, respectively. Taking into consideration the cutting temperature and surface roughness, it can be argued that the carbide cutting inserts produced best vibrational results.
4 Conclusion
This report highlights the selection of the best performing cutting inserts, during Ti-6Al-4 V alloy machining. These inserts include SiAlON, CBN and carbide cutting inserts. The following conclusions are drawn from the study:
-
1.
Feed rate is an essential factor that influences the surface roughness; hence, its increase resulted in a poorer surface finish and at its lowest, and the quality of the machined surface of the workpiece was improved. This was observed from all the cutting inserts compared.
-
2.
Higher cutting forces were experienced during cutting operation with CBN cutting inserts, and these could have resulted from high feed per tooth and high depth of cuts as compared to SiAlON and carbide cutting inserts where cutting parameters employed were much lower.
-
3.
Better results in the cutting force and surface roughness were observed when machining Ti-alloy with CBN cutting inserts. Carbide cutting inserts also performed well and were selected to be the best performing inserts of the three inserts employed in the machining of in Ti-6Al-4 V. This conclusion was arrived at, by considering their cost-effectiveness and the optimal temperature observed during the cutting operation. It was discussed in literature that the cutting temperature affects the material microstructure, which often leads to poor quality finish of the material or the premature tool failure.
Recommendations for future work
-
1.
Comparison on this cutting performance using cooling methods
-
2.
The tool-service life of the cutting inserts employed during the machining process
-
3.
Optimisation of the cutting tool performance
Change history
06 September 2023
A Correction to this paper has been published: https://doi.org/10.1007/s00170-023-12272-6
References
Daniyan IA, Tlhabadira I, Mpofu K, Adeodu AO (2020) Development of numerical models for the prediction of temperature and surface roughness during the machining operation of titanium alloy (Ti6Al4V). Acta Polytechnica J 60(5):369–390
Sarkar S, Das A (2018) Effect of different cutting tools in turning operation–a comparative study to ensure green performance. Int J Eng Res Appl (IJERA) 08(01):55–65
Pradeep AV, Suryam LV, Satya-Prasad SV, Vahini K (2018) Experimental investigation and comparison of flank wear and surface roughness in turning of AISI 4340 steel using ceramic-coated and uncoated carbide inserts. IJMPERD 8(5):337–346
Shivakoti I, Kibria G, Das S, Sharma A, Pradhan BB, Chatterjee (2021) Laser surface texturing on Ti-6-Al-4V. Mater Manuf Process 36:858–867
Nouari M, Makich H (2013) Experimental investigation on the effect of the material microstructure on tool wear when machining hard titanium alloys: Ti–6Aℓ–4V and Ti-555. Int J Refract Met Hard Mater 41:259–269
Pramanik A (2014) Problems, and solutions in machining of titanium alloy. Int J Adv Manuf Technol 70:5–8
Phokobye SN, Daniyan IA, Tlhabadira I, Masu L, Van Staden LR (2019) Model design and optimization of carbide milling cutter for milling operation of M200 tool steel. Procedia CIRP 84(84):954–959
Tlhabadira IA, Daniyan IA, Masu L, Van Staden LR (2019) Process design and optimization of surface roughness during M200TS milling process using the Taguchi method. Procedia CIRP 84:868–873
Zhu JM, Wang J, Zhang TC, Li XR (2014) Dynamic milling force measuring method based on cutting tool vibration displacement. Chinese J Sci Instrum 35:2772–2782
Ginting A, Nouari M (2006) Experimental and numerical studies on the performance of alloyed carbide tool in dry milling of aerospace material. Int J Mach Tools Manuf 46(7–8):758–768
Ginting A, Nouari M (2009) Surface integrity of dry machined titanium alloys. Int J Mach Tools Manuf 49(3–4):325–332
Kara F, Aslantaş K, Çiçek A (2016) Prediction of cutting temperature in orthogonal machining of AISI 316L using artificial neural network. Appl Soft Comput 38:64–74. https://doi.org/10.1016/j.asoc.2015.09.034
Dixit US, Joshi SN, Davim JP (2011) Incorporation of material behavior in modeling of metal forming and machining processes: a review. Mater Des 32(7):3655–3670. https://doi.org/10.1016/j.matdes.2011.03.049
Daramola OO, Tlhabadira I, Olajide JL, Daniyan IA, Sadiku ER, Masu L, Van Staden LR (2019) Process design for optimal minimization of resultant cutting force during the machining of ti-6al4v: response surface method and desirability function analysis. Procedia CIRP 84:854–860
Tlhabadira I, Daniyan IA, Machaka R, Machio C, Masu L, Van Staden LR (2019) Modelling and optimization of surface roughness during AISI P20 milling process using Taguchi method. Int J Adv Manuf Technol 102(9–12):3707–3718
Aslan E (2005) Experimental investigation of cutting tool performance in high-speed cutting of hardened X210 Cr12 cold-work tool steel (62 HRC). Mater Des 26:21–27
Davis JR (Ed.). (1995) ASM specialty handbook: tool materials. ASM international
Das SR, Kumar A, Dhupal D, Mohapatra SK (2013) Optimization of surface roughness in hard turning of AISI 4340 steel using coated carbide inserts. Int J Inf Comput Technol 3(9):871–880 (ISSN 0974-2239)
Daniyan IA, Tlhabadira I, Daramola OO, Phokobye SN, Siviwe M, Mpofu K (2020) Measurement and optimization of cutting forces during m200 ts milling process using the response surface methodology and dynamometer. Procedia CIRP 88:28–293
Gao Y, Wang G, Bermingham MS, Dargusch MS (2015) Cutting force, chip formation and tool wear during the laser-assisted machining a near-alpha titanium alloy BTi-6431S. Int J Adv Manuf Technol 79:1949–1960
Sui SC, Feng PF (2016) The influences of tool wear on Ti6Al4V cutting temperature and burn defect. Int J Adv Manuf Technol 85(9–12):2831–2838
Ogedengbe TS, Okediji AP, Yussouf AA, Abiola OA, Alabi IO, Alonge OI (2019) The effects of heat generation on cutting tool and machined workpiece. J Phys: Conf Ser 1378:022012. https://doi.org/10.1088/1742-6596/1378/2/022012
Acknowledgements
The authors are thankful to the Institute for Advanced Tooling of the Tshwane University of Technology (IAT-TUT) for allowing the use of its facility and equipment to conduct this research work at no cost.
Funding
Open access funding provided by Tshwane University of Technology. Purchasing of cutting tools was funded by Mr. Isaac Tlhabadira from Tshwane University of Technology and completion for machining experiments was supported by the Institute for Advanced Tooling at Tshwane University of Technology.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception. Material preparation, data collection and analysis were performed by Mr. Solomon Ntshiniki Phokobye. Supervision and guidance were performed by Prof Dawood Ahmed Desai, Mr. Isaac Tlhabadira and Prof Emmanuel Rotimi Sadiku. Plotting of graphs was done by Dr. Ilesanmi Afolabi Daniyan.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: Author first name “Ilesmni” should be “Ilesanmi”.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Phokobye, S.N., Desai, D.A., Tlhabadira, I. et al. Comparative analysis of the cutting performances of SiAlON ceramic, cubic boron nitride and carbide cutting tools for titanium machining. Int J Adv Manuf Technol 128, 3775–3786 (2023). https://doi.org/10.1007/s00170-023-12132-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12132-3