
Abstract
Additively manufactured (AMed) titanium products are typically produced by electron beam melting (EBM), since oxidation of titanium alloy surface can be suppressed in vacuum environment. The surface roughness of AMed titanium products becomes more than 200 µm Rz, and the very rough surface would lead to reduction in fatigue strength. Therefore, a post surface finishing process is required. Abrasive blasting is one of the common surface smoothing processes of AMed metal products. Large surface roughness can be decreased, and compressive residual stress can be introduced to the surface. However, there is a limitation to reduction of surface roughness to several µm Rz. On the other hand, it was recently found that AMed metal surface produced by powder bed fusion with laser beam could be smoothed by large-area electron beam (LEB) irradiation. However, it is difficult to smooth surface with large initial surface roughness, and a tensile residual stress may be generated on the surface. In this study, surface smoothing and change in residual stress of AMed titanium alloy (Ti-6Al-4 V) were proposed by combination of grit blasting and LEB irradiation. Surface roughness of AMed Ti-6Al-4 V alloy significantly decreases from 265 to about 2.0 µm Rz by combination of grit blasting and LEB irradiation. Reduction rate of surface roughness by LEB irradiation linearly increases with decreasing mean width of blasted surface. Influence of the mean width on smoothing effect by LEB irradiation can be explained by thermo-fluid analysis. Moreover, tensile residual stress caused by LEB irradiation can be reduced when LEB is irradiated to blasted surface.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) process for metal products has been developed recently. This process is suitable for producing three-dimensional (3D) objects with complex shapes such as porous structure, lattice structure, and metal mold with complex cooling channel, as reported by Bennett et al. [1] and Guddati et al. [2]. Schmidt et al. [3] showed application of AM process by using laser beam in industry and academia. Powder bed fusion (PBF) and directed energy deposition (DED) have been commonly applied to produce the AMed metal products in the industry field [4, 5]. In the PBF process, metal powders are selectively melted and re-solidified by scanning the laser beam or electron beam (EB), layer by layer. Then, AMed metal products with relatively high shape accuracy can be produced by the PBF.
Titanium alloys such as Ti-6Al-4 V alloy have been widely applied for metal implants in human body, since they have excellent corrosion resistance and strength. Electron beam melting (EBM) is typically applied to producing AMed titanium alloy products, since oxidation of titanium alloy surface can be suppressed by EBM in vacuum environment [6]. Yan et al. [7] showed that three-dimensional mesh titanium scaffold can be produced by the EBM. Patient-specific titanium cellular meshes can be successfully fabricated according to a wide range of designs and modified directly from CAD data. However, in general, AMed metal products have rough surface, since relatively large beads are arranged on the surface of AMed metal products. In particular, the surface roughness of AMed metal products by EBM becomes more than 200 µm Rz, which is very large roughness. In addition, surface irregularities such as spatter and cavity are generated on the AMed metal surface. The rough surface and surface irregularities would lead to reduction in fatigue strength. Therefore, post surface finishing processes are required to smooth the surface of AMed metal products [8].
Abrasive blasting has been commonly applied for efficient surface finishing of AMed metal products. In this process, blasting media gives a large impact to the surface, and large surface roughness can be decreased efficiency. In addition, Żebrowski et al. [9] showed that surface topography of blasted surface is changed by blasting conditions and shape of blasting media such as shot media with circular shape and grit media with angular shape. In addition, compressive residual stress can be also introduced to the blasted surface, and fatigue strength is improved. However, there is a limitation to reduction of surface roughness to several μm Rz and blasting media may remain on the AMed metal surface. Gong et al. [10] reported that milling has been also applied for shaping and surface smoothing of AMed products. Although high shape accuracy can be obtained by milling, this process needs longer processing time, and larger tool wear would occur in milling of AMed metal products than in that of bulk ones. Electro-chemical polishing can smooth freeform surfaces of lattice and porous structures [11], but it is difficult to maintain shape accuracy and this technique leads to environmental burden. Recently, Alfieri et al. [12] and Lee et al. [13] revealed that surface roughness of AMed metal products is reduced by laser polishing. However, it is difficult to smooth the wide area of metal surface uniformly, since laser beam with small spot diameter must be scanned and overlapped on the surface.
On the other hand, in large-area electron beam (LEB) irradiation method, the LEB with 60 mm in diameter can be used for melting the wide area of metal surface uniformly and instantly. Proskurovsky et al. [14] showed that surface smoothing can be performed efficiently by the LEB irradiation. This technique could be applied to the surface smoothing and modification of mold steel [15], titanium alloy [16], stainless steel [17], and cemented carbide [18]. Bottom surface of high aspect ratio hole could be also smoothed by guiding LEB under control of magnetic field [19]. Shinonaga et al. [20] recently found that surface irregularities such as spatter and cavity of AMed maraging steel and aluminum alloy produced by PBF with laser beam could be repaired efficiency by the LEB irradiation. Moreover, the surface roughness of AMed metal products could be reduced to several µm Rz. Since electrons easily concentrate on the convex parts [21], the convex parts of bead and spatter of AMed metal products are preferentially melted and/or evaporated by the LEB irradiation. However, it is not easy to smooth the surface with large surface roughness of more than 100 µm Rz by the LEB irradiation. In addition, tensile residual stress may be generated on workpiece surface by rapid heating and cooling of surface during the LEB irradiation. Therefore, it is highly expected that the combination technique of grit blasting and LEB irradiation may have great potential to reduce surface roughness significantly and reduction of tensile residual stress.
In this study, surface smoothing and change in residual stress of AMed titanium alloy (Ti-6Al-4 V) were proposed by combination of grit blasting and LEB irradiation. At first, the AMed Ti-6Al-4 V alloy surface was blasted by using grit media to reduce the initial large surface roughness to some extent. Surface topography such as maximum height in surface roughness Rz and mean width in roughness curve Rsm was changed by blasting conditions. Then, LEB was irradiated to the blasted surface to further reduce the surface roughness. Influence of surface topography of blasted surface on smoothing effect by LEB irradiation was investigated and discussed by thermo-fluid analysis. Finally, residual stress distributions in depth direction of AMed Ti-6Al-4 V alloy after grit blasting and LEB irradiation were measured to investigate the possibility for reduction of tensile residual stress caused by LEB irradiation.
2 Experimental procedure
2.1 Formation of AMed Ti-6Al-4 V alloy by electron beam melting (EBM)
Titanium alloy (Ti-6Al-4 V) powder was used in the EBM process. The particle size is in the range of 45 to 106µµ. Thermal and physical properties of Ti-6Al-4 V alloy [22,23,24,25] are shown in Table 1. Figure 1 schematically shows scanning pattern in EBM process. Table 2 shows the EBM conditions. Arcam EBM A2X machine was used for EBM process. In the EBM process, an EB with a spot diameter of 500 μm was scanned on the metal powder. The EB scan spacing was fixed to 100µm, and the layer thickness was also fixed to 50 µm. The EB scanning direction was alternated with orthogonal directions (90°), layer by layer. AMed Ti-6Al-4 V alloy with cuboid shape of 25 × 25 × 25 mm was produced.

Schematic of scanning pattern in EBM process
2.2 Grit blasting method
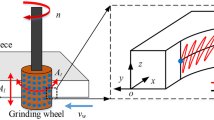
A set-up for grid blasting is schematically shown in Fig. 2(a). The steel grit with angular shape was used as the blasting media. SEM images of the steel grit with different sizes are shown in Fig. 2(b). Grit blasting conditions are listed in Table 3. In the case of blasting condition F, first and second conditions were used. After workpiece surface was blasted with condition first of F, the surface was blasted with condition second of F. Steel grit gives impact to the side surface of AMed Ti-6Al-4 V alloy, and nozzle stand-off distance was set to 150 mm. Then, an area with 25 × 25 mm was blasted by moving the stage under constant nozzle feed rate of 200 mm/min. Figure 3 shows maximum height in surface roughness Rz and mean width in roughness curve Rsm of the blasted surface with different blasting conditions. As shown in the figure, the surface topography of blasted surface is changed by the blasting conditions. The blasted surfaces with almost same surface roughness of 63 µm Rz and different mean width Rsm of 390 µm Rz and 690 µm Rz were obtained as shown in Fig. 4. Meanwhile, the blasted surfaces with almost same mean width Rsm of 390 µm and different surface roughness of 54, 62, and 72 µm Rz were also obtained.

Grit blasting method and SEM images of steel grit

Surface roughness and mean width of blasted surface with different blasting conditions

Optical images and roughness curve of blasted surface with different mean width
2.3 LEB irradiation method
Figure 5 schematically shows LEB irradiation equipment (Sodick Co., Ltd., PF-00A). The LEB irradiation is performed at pressure of 10−2 Pa under argon (Ar) gas ambience. The LEB with high energy density and uniform distribution can be irradiated to the workpiece surface by explosive electron emission from cathode. Principle of the explosive electron emission is explained by Mesyats G.A [26]. The LEB of approximately 60 mm in diameter can instantly and uniformly melt metal surface without focusing the beam. In the experiment, the LEB was irradiated to a side surface of AMed Ti-6Al-4 V alloy after grit blasting. LEB conditions are listed in Table 4. Energy density Ed was fixed to 15 J/cm2, and number of irradiation N was also fixed to 50 shots.

Schematic of LEB irradiation equipment
3 Experimental results
3.1 Smoothing effect by grit blasting or LEB irradiation
At first, smoothing effect of AMed Ti-6Al-4 V alloy only by grit blasting or only by LEB irradiation was examined. Figure 6 shows optical images and roughness curves of the AMed Ti-6Al-4 V alloy surface, that after grit blasting and that after LEB irradiation. Surface roughness was measured in perpendicular to bead direction by a contact type surface profilometer (TOKYO SEIMITSU CO., LTD., SURFCOM-1400D). The surface roughness measurement was performed, based on standard of ISO 4288: 1996. Then, maximum height in surface roughness Rz and mean width in roughness curve Rsm were evaluated. As shown in the figure, the AMed Ti-6Al-4 V alloy surface by EBM has very large surface roughness of about 265 μm Rz. After grit blasting, surface topography is changed to small protrusion with small mean width, since steel grit with angular shape gives impact to the AMed Ti-6Al-4 V alloy surface. Mean width in roughness curve Rsm decreases from 510 to 390 µm. However, the surface roughness of blasted surface is about 63 µm Rz, and it is still large.

Optical images and roughness curves of the AMed Ti-6Al-4 V alloy surface, that after grit blasting and that after LEB irradiation
On the other hand, the small convex parts of AMed titanium alloy surface are melted, and smoothed by the LEB irradiation. However, the large undulation of AMed Ti-6Al-4 V alloy surface still remains after the LEB irradiation. The mean width of LEBed surface is 550 µm, and surface roughness of about 48 µm Rz is still large. These results indicate that it is difficult to reduce the very large surface roughness with more than 200 μm Rz of AMed Ti-6Al-4 V alloy to several μm Rz only by grit blasting or only by LEB irradiation.
3.2 Influence of surface topography of blasted surface on smoothing effect by LEB irradiation
Influence of surface topography of blasted surface on smoothing effect by LEB irradiation is investigated in this section. Figure 7 shows optical images and roughness curves of blasted surface with different mean width Rsm before and after LEB irradiation. The LEB is irradiated to the blasted surfaces with almost same surface roughness of 63 µm Rz and different mean width of 390 and 692 µm. The surface roughness of blasted surface with small mean width of 390 µm decreases to 4.3 µm Rz by LEB irradiation. Meanwhile, the surface roughness of blasted surface with large mean width of 692 µm decreases to 9.9 µm Rz. Then, the reduction rate of surface roughness by LEB irradiation α was calculated. The reduction rate α is expressed as following Eq. (1),
where Rza is the surface roughness after LEB irradiation, Rzb is the surface roughness before LEB irradiation. The reduction rate α on blasted surface with small mean width of 390 µm is as very high as 93%, while the reduction rate with large mean width of 692 µm is 84%. These results suggest that smaller mean width is effective for the reduction of surface roughness by LEB irradiation. Thus, influence of mean width of blasted surface on reduction rate of surface roughness α is investigated.

Optical image and roughness curve of blasted surface with different mean width before and after LEB irradiation
Figure 8(a) shows relationship between mean width Rsm of blasted surface and reduction rate of surface roughness α. As shown in the figure, there is a good relationship between the reduction rate of surface roughness and the mean width of each blasted surface. The reduction rate almost linearly increases with decreasing mean width of blasted surface. Correlation coefficient between mean width of blasted surface and reduction rate is − 0.95. Influence of surface roughness Rz on reduction rate of surface roughness α is also shown in the Fig. 8(b). As shown in the figure, the reduction rate is not influenced by the surface roughness of blasted surface. The correlation coefficient between surface roughness of blasted surface and reduction rate is 0.12. It was made clear that smoothing effect by LEB irradiation is much improved when the LEB is irradiated to blasted surface with appropriately small mean width.

Influence of (a) mean width Rsm and (b) surface roughness Rz of blasted surface on reduction rate of surface roughness for AMed Ti-6Al-4 V alloy
The reduction rate reaches about 93% and surface roughness becomes 2.3 µm Rz in the case of blasted surface with small mean width of 309 µm as shown in Fig. 9. Thus, the surface roughness of AMed Ti-6Al-4 V alloy surface significantly reduces from 265 to about 2.0 µm Rz by the combination of grit blasting and LEB irradiation.

Optical image and roughness curve of blasted surface with appropriate mean width before and after LEB irradiation
3.3 Residual stress distributions
Possibility for reduction of tensile residual stress caused by LEB irradiation was investigated. The residual stress was measured by X-ray residual stress measurement system (PLUSETEC Industrial Co., Ltd., µX-360 s). Debye ring was captured by the system with cos α method. X-ray irradiation angle was set to 25° and spot size of X-ray on the workpiece surface was about 1 mm in diameter. In order to measure the residual stress distribution in depth direction, the workpiece surface was electropolished for each measurement. It was reported that AMed metal product has anisotropic characteristics, and residual stress of AMed metal product is changed in scanning direction and/or building direction [27, 28]. In the X-ray residual stress measurement, the residual stress for side surface of AMed Ti-6Al-4 V alloy was measured perpendicular to the building direction regardless of grit blasting and/or LEB irradiation.
Figure 10 shows the residual stress distributions in depth direction from the top surface of AMed Ti-6Al-4 V alloy that after grit blasting, that after LEB irradiation, and that after grit blasting and LEB irradiation. In the case of AMed Ti-6Al-4 V alloy, there is almost no residual stress. Meanwhile, compressive residual stress of about 600 MPa can be introduced to top surface only by grit blasting, and the compressive residual stress is introduced into a depth of about 250 μm. On the other hand, tensile residual stress of 670 MPa is generated on the top of AMed Ti-6Al-4 V alloy surface only by LEB irradiation, and the tensile residual stress remains from top surface to a depth of about 150 μm.

Residual stress distributions in depth direction from the top surface of AMed Ti-6Al-4 V alloy, that after grit blasting, that after LEB irradiation, and that after grit blasting and LEB irradiation
In contrast, in the case of blasted and LEBed surface, the maximum tensile residual stress of top surface reduces to about 600 MPa, and the depth of tensile residual stress also reduces to about 25 μm as shown in the Fig. 11. In addition, the compressive residual stress generated by grit blasting remains at a depth of more than 25 μm. It was made clear that the tensile residual stress caused by LEB irradiation reduces and depth of tensile residual stress also reduces, when the LEB is irradiated to blasted surface.

Reduction of maximum tensile residual stress and depth of residual tensile strength by combination of grit blasting and LEB irradiation
4 Discussion
Previous chapter shows that the mean width of blasted surface greatly affects the reduction rate of surface roughness by LEB irradiation. In this section, mechanism for improvement of smoothing effect by LEB irradiation to blasted surface with smaller mean width was discussed. Thermo-fluid analysis was conducted to investigate flow and re-solidification of molten metal in LEB irradiation. Commercial software (Flow Science, Inc., FLOW-3D) was used for the analysis. Thermo-fluid analysis model using the volume-of-fluid (VOF) method was build, which can consider the flow of molten metal as a liquid with free surface [29]. In the VOF method, the analysis model is generally divided into cubic cells and fluid fraction is defined in each cell. The fluid fraction shows the state of each cell. The fluid fraction of 0 indicates a void region, and the fluid fraction of 1.0 indicates a fluid region. In addition, the fluid fraction between 0 and 1.0 indicates boundary of free surface. The fluid fraction can be calculated in each cell at each time by using this advection equation. Then, the shape and motion of the free surface is determined. Therefore, unsteady state of molten metal flow and material temperature distribution can be calculated by the thermo-fluid analysis with VOF method.
Figure 12 shows the schematic of our analysis model. The workpiece has same maximum height in surface roughness Rz of 50 µm, and different mean width Rsm of 300 and 600 µm. A vacuum atmosphere of 2.0 × 10−2 Pa was set above the workpiece surface. The analysis conditions of the model are shown in Table 5. Ambient temperature was kept constant at 300 K, since the temperature did not change in the chamber when the temperature was measured with a thermocouple set about 200 mm far from the workpiece. Emissivity of workpiece surface was set at 0.2 which was measured by using an infrared thermo viewer. Heat transfer from workpiece to vacuum environment was set to 0, since it is known that the heat transfer by convection of gas can be neglected under the pressure of 10−2 Pa [30]. Thermo-physical properties of Ti-6Al-4 V alloy shown in Table 1 were used in the analysis. On the other hand, a heat energy input with considering the waveform of cathode voltage in pulse duration of 2.0 µs [31] was given on the workpiece surface.

Thermo-fluid analysis model
Figure 13 shows the time variations of liquid fraction distributions of workpiece with different mean width at shot number of 1shot. In the liquid fraction, the region above the melting point is defined as the liquid phase (liquid fraction of 1.0), and the range of the melting region is shown by contour. At the time of 2.0 µs which is the finish time of heat input, the workpiece surface is uniformly melted during LEB irradiation. Then, the convex parts round due to surface tension and difficulty of heat diffusion at the parts. At the time of 5.0 μs, the depth of the molten metal increases due to heat transfer from top surface, and the molten metal at the convex parts flows into the concave parts significantly. The thickness of molten metal at the convex parts for smaller mean width of 300 µm is larger than that of larger mean width of 600 µm. These results suggest that the temperature of molten metal at the convex parts for smaller mean width is higher than that of larger mean width. Thus, temperature distributions are investigated at the time of 5.0 µs.

Time variations of liquid fraction distributions of AMed Ti-6Al-4 V alloy with different mean width of 300 and 600 µm in LEB irradiation
The temperature distributions and liquid fraction at the time of 5.0 µs are shown in the Fig. 14. In the case of small mean width of 300 µm, temperature at convex parts is higher than that of mean width of 600 µm, since heat accumulation at convex parts with smaller mean width easily occurs compared with the larger mean width. Then, preferential melting at the convex parts increases, and amount of molten metal also increases. In addition, the molten metal begins to flow from convex parts with high temperature to inclined surface with low temperature due to surface tension, since the surface tension at low temperature parts is larger than that at high temperature parts. It is expected that the molten metal on workpiece with smaller mean width more flows than larger mean width, since temperature at convex parts is higher than that of mean width of 600 µm. At the time of 10.0 μs, it is confirmed that the molten metal on workpiece with smaller mean width significantly flows at inclined surface near the convex parts due to surface tension as shown in Fig. 15.

Temperature distributions and liquid fraction distributions of AMed Ti-6Al-4 V alloy with different mean width of 300 and 600 µm at 5.0 µs in LEB irradiation

Liquid fraction distributions of AMed Ti-6Al-4 V alloy with different mean width of 300 and 600 µm at 10.0 µs in LEB irradiation
After the molten metal flows into the concave parts, the molten metal completely re-solidified at about 25.0 µs in the case of small mean width of 300 µm as shown in Fig. 13. The time of re-solidification in the case of large mean width of 600 µm is about 24.0 µs, which is slightly earlier than that of 300 µm. Then, the height difference between convex and concave part after re-solidification in the case of small mean width of 300 µm is smaller than that of large mean width of 600 µm. Thus, analytical results show that smoothing effect by LEB irradiation is much improved when the LEB is irradiated to the workpiece surface with smaller mean width.
5 Conclusions
Surface smoothing of AMed Ti-6Al-4 V alloy with very large surface roughness by combination of grit blasting and large-area EB (LEB) irradiation was proposed. Influence of surface topography of blasted surface on smoothing effect by LEB irradiation was also examined and discussed by thermo-fluid analysis. In addition, the possibility for reduction of tensile residual stress caused by LEB irradiation was investigated. Main conclusions obtained in this study are as follows:
1. It is difficult to reduce very large surface roughness with more than 200 μm Rz of AMed Ti-6Al-4V alloy to several µm Rz only by grit blasting or only by LEB irradiation.
2. Surface roughness of AMed Ti-6Al-4V alloy can be significantly reduced to about 2.0 µm Rz by combination of grit blasting and LEB irradiation.
3. Reduction rate of surface roughness by LEB irradiation almost linearly increases with decreasing mean width of blasted surface. Thus, smoothing effect by LEB irradiation is much improved when LEB is irradiated to blasted surface with appropriately small mean width.
4. Influence of mean width of blasted surface on smoothing effect by LEB irradiation can be explained by thermo-fluid analysis. The analytical results show that temperature at convex parts of small mean width is higher than that of large mean width, since heat accumulation at convex parts for smaller mean width easily occurs compared with the larger mean width. Then, preferential melting at convex parts for smaller mean width increases, and the amount of molten metal also increases. The molten metal at the convex parts for smaller mean width significantly flows into the concave parts due to surface tension. Finally, height difference between convex and concave part after re-solidification in the case of small mean width is smaller than that of large mean width.
5. Tensile residual stress caused by LEB irradiation reduces and depth of tensile residual stress also reduces, when LEB is irradiated to blasted surface.
6. Combination of grit blasting and LEB irradiation is effective for surface smoothing and change in residual stress of AMed Ti-6Al-4V alloy.
References
Bennett J, Webster S, Byers J, Johnson O, Wolff S, Ehmann K, Cao J (2022) Powder-borne porosity in directed energy deposition. J Manuf Process 80:69–74
Guddati S, Kiran ASK, Leavy M, Ramakrishna S (2019) Recent advancements in additive manufacturing technologies for porous material applications. Int J Adv Manuf Technol 105:193–215
Schmidt M, Merklein M, Bourell D, Dimitrov D, Hausotte T, Wegener K, Overmeyer L, Vollertsen F, Levy GN (2017) Laser based additive manufacturing in industry and academia. CIRP Ann Manuf Technol 66:561–583
Govekar E, Jeromen A, Kuznetsov A, Levy G, Fujishima M (2018) Study of an annular laser beam based axially-fed powder cladding process. CIRP Ann Manuf Technol 67:241–244
Liu L, Wang D, Deng G, Han C, Yang Y, Chen J, Chen X, Liu Y, Bai Y (2022) Laser additive manufacturing of a 316L/CuSn10 multimaterial coaxial nozzle to alleviate spattering adhesion and burning effect in directed energy deposition. J Manuf Process 82:51–63
Cunningham R, Nicolas A, Madsen J, Fodran E, Anagnostou E, Sangid MD, Rollett AD (2017) Analyzing the effects of powder and post-processing on porosity and properties of electron beam melted Ti-6Al-4V. Mater Res Lett 5(7):516–525
Yan R, Luo D, Huang H, Li R, Yu N, Liu C, Hu M, Rong Q (2018) Electron beam melting in the fabrication of three-dimensional mesh titanium mandibular prosthesis scaffold. Sci Rep 8:750
Maleki E, Bagherifard S, Bandini M, Guagliano M (2021) Surface post-treatments for metal additive manufacturing: pProgress, challenges, and opportunities. Addit Manuf 37:101619
Żebrowski R, Walczak M (2018) The effect of shot peening on the corrosion behaviour of Ti-6Al-4V alloy made by DMLS. Adv Mater Sci 18(3):43–54
Gong Y, Li P (2019) Analysis of tool wear performance and surface quality in post milling of additive manufactured 316L stainless steel. J Mech Sci Technol 33:2387–2395
Tyagi P, Goulet T, Riso C, Stephenson R, Chuenprateep N, Schlitzer J, Benton C, Garcia-Moreno F (2019) Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and Electropolishing. Addit Manuf 25:32–38
Alfieri V, Argenio P, Caiazzo F, Sergi V (2017) Reduction of surface roughness by means of laser processing over additive manufacturing metal parts. Materials 10:30
Lee S, Ahmadi Z, Pegues JW, Mahjouri-Samani M, Shamsaei N (2021) Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt Laser Technol 134:106639
Proskurovsky DI, Rotshtein VP, Ozur GE (1997) Use of low-energy, high-current electron beams for surface treatment of materials. Surf Coat Technol 96:117–122
Okada A, Okamoto Y, Uno Y, Uemura K (2014) Improvement of surface characteristics for long life of metal molds by large-area EB irradiation. J Mater Process Technol 214:1740–1748
Walker JC, Murray JW, Nie M, Cook RB, Clare AT (2014) The effect of large-area pulsed electron beam melting on the corrosion and microstructure of a Ti6Al4V alloy. Appl Surf Sci 311:534–540
Murray JW, Walker JC, Clare AT (2014) Nanostructures in austenitic steel after EDM and pulsed electron beam irradiation. Surf Coat Technol 259:465–472
Okada A, Kitada R, Okamoto Y, Uno Y (2011) Surface modification of cemented carbide by EB polishing. CIRP Ann Manuf Technol 60:575–578
Shinonaga T, Lu J, Kimura M, Inoue M, Okada A (2022) Bottom surface smoothing of high aspect ratio hole by guiding large-area electron beam with magnet. Int J Adv Manuf Technol 119:4979–4990
Shinonaga T, Yamaguchi A, Okamoto Y, Okada A (2021) Surface smoothing and repairing of additively manufactured metal products by large-area electron beam irradiation. CIRP Ann Manuf Technol 70:143–146
Shinonaga T, Okada A, Miyoshi T (2016) Prediction of rounding phenomenon at corner tips in large-area electron beam irradiation. Int J Mach Tools Manuf 110:18–26
Veiga C, Devim JP, Loureiro AJR (2012) Properties and applications of titanium alloys: a brief review. Rev Adv Mater Sci 32(2):133–148
Boivineau M, Cagran C, Doytier D, Eyraud V, Nadal M, Wilthan B, Pottlacher G (2006) Thermophysical properties of solid and liquid Ti-6Al-4V (TA6V) alloy. Int J Thermophys 27:507–529
Wunderlich R (2008) Surface tension and viscosity of industrial Ti-alloys measured by the oscillating drop method on board parabolic flights. High Temp Mater Processes (London) 27:401–412
Zhou K, Wei B (2016) Determination of the thermophysical properties of liquid and solid Ti-6Al-4V alloy. Appl Phys A 122:248
Mesyats GA (1998) Explosive electron emission. URO-Press, Ekaterinburg
Simson T, Emmel A, Dwars A, Böhm J (2017) Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit Manuf 17:183–189
Li C, Liu ZY, Fang XY, Guo YB (2018) Residual stress in metal additive manufacturing. Procedia CIRP 71:348–353
Hirt CW, Nichols BD (1981) Volume of fluid (VOF) method for the dynamics of free boundaries. J Comput Phys 39:201–225
Kanaya K, Okayama S (1972) Penetration and energy-loss theory of electrons in solid targets. J Phys D Appl Phys 5:43–58
Uno Y, Okada A, Uemura K, Raharjo P, Furukawa T, Karato K (2005) High efficiency surface finishing process for metal mold by large-area electron beam irradiation. Precis Eng 29:449–455
Funding
Open access funding provided by Okayama University. This research was partially supported by JSPS KAKENHI Grant Number 21K03807.
Author information
Authors and Affiliations
Contributions
Togo Shinonaga performed the conceptualization and original draft. Hiroya kobayashi contributed to the experiments for large-area EB irradiation and simulation. Akira Okada revised this manuscript. Toshiya Tsuji conducted the experiments for blasting and measurement of residual stress.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent to publish
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shinonaga, T., Kobayashi, H., Okada, A. et al. Surface smoothing of additively manufactured Ti-6Al-4V alloy by combination of grit blasting and large-area electron beam irradiation. Int J Adv Manuf Technol 127, 5127–5137 (2023). https://doi.org/10.1007/s00170-023-11857-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11857-5