
Abstract
Additive manufacturing (AM) is claimed to be a green technology because of its potential in improving material use efficiency. Electron beam melting (EBM) is among the most popular AM techniques adopted to manufacture titanium parts for medical and aerospace applications, as the technology offers an effective way of producing lightweight and complex parts. Nevertheless, additively manufactured parts hardly ever meet industrial quality standards, so post-treatments are always required resulting in additional resources and energy consumption. Moreover, still few works exist on joint analysis of energy consumption and roughness in milling EBMed parts by means of a non-typical tool, and this study aims to fill this gap of knowledge. Three EBM Ti6Al4V cylindrical samples were manufactured into a single job of the ARCAM A2X machine in the same process conditions. Three lengths, 120° apart from each other, were defined along the direction parallel to the axis of each cylinder to perform the milling by varying spindle speed, depth of cut, and machining speed. A high-performance complex-shaped insert has been used to perform the milling process to improve the surface finishing of the Ti6Al4V EBMed samples. Total energy consumption has been calculated as the sum of the machining time and the non-machining time. A joint investigation of both the surface roughness and the energy consumption in machining led to understanding which the best cut strategies are to perform milling with a complex cutting tool from a sustainability perspective. Results showed that it is not sustainable to choose the minimum depth of cut to obtain a fixed total depth of material removed as non-machining time showed to play a crucial role in the total energy consumption of the milling process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Ti6Al4V is a titanium alloy widely used in industry for aerospace applications [1]. This is due to its good properties such as low density and high fracture toughness and strength. Also, its high corrosion resistance led this alloy to be extended to marine and chemical industries. Moreover, it is biocompatible, so Ti6Al4V found its wide acceptance in biomedical industry for applications such as bridges and implants.
Nevertheless, this titanium alloy shows some critical issues. For instance, it is highly chemically reactive with oxygen, hydron, and nitrides [2]. Also, it is highly reactive with the cutting tool. Its low thermal conductivity results in heat concentration during machining. In addition, its low modulus of elasticity causes chattering and vibration and, then, the deflection of the workpiece [3]. Furthermore, tool wear and machinability are paramount problems in machining Ti6Al4V.
Thus, it is of primary importance to optimize the process parameters in machining Ti6Al4V alloy to try to overcome or at least minimize these critical issues.
Conventional manufacturing of Ti6Al4V parts consists of forging, casting, and rolling of bulk feedstock materials. These processes are responsible for a large amount of material waste as well as high costs and long lead time. This results in non-sustainability of the process to manufacture a part [4].
In this regard, additive manufacturing (AM) is an advanced manufacturing technology of producing near-net shape structures by adding material layer by layer directly from the CAD models. It holds some beneficial advantages. It allows the manufacturability of complex and novel geometries, often impossible to realize by means of traditional technologies. Then, the cradle-to-gate environmental footprint of manufacturing parts is reduced since the absence of usage of tools, dies, and material scrap. These considerations result in improving material efficiency and reducing life-cycle impact when compared to traditional manufacturing [4].
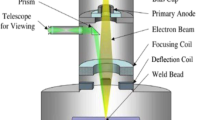
Electron beam melting (EBM) process is among the most widely used AM technologies to manufacture Ti6Al4V parts [5]. In this process, a focused electron beam selectively melts a powder bed to 750–850 °C. Once the melting process on a single layer has been completed, the build platform is lowered, and a new layer of powder is deposited. Thus, the process is realized layer by layer until the part is manufactured. The elevated temperature adopted during EBM process results in lower residual stresses as well as finer microstructure in the final parts in comparison with traditional technologies [6].
However, EBMed parts show a high surface roughness that is a challenge that needs to be addressed. In fact, EBM parts never are used as built as they do not meet industrial quality standards. Thus, post-processing is always required, including machining, heat treatments, laser polishing, electrochemical polishing, and laser polishing [7,8,9].
2 Literature review
Actually, the microstructural heterogeneity and anisotropy can be considered other drawbacks of metal AM parts, thus affecting stiffness and cutting forces in post-building machining. Pérez-Ruiz et al. [10, 11] carried out an experimental campaign to investigate the effect of the process parameters in laser powder bed fusion (LPBF) of Inconel 718 on anisotropy and cutting forces involved in peripheral milling. They found that a correlation exists between material anisotropy, cutting forces, and tool position that can be explained by the crystallographic and grain morphology. More precisely, as a high-energy density is correlated with steeper melt pools and dense crystallographic textures [8], they showed, through their analysis, how the Taylor factor is a predictor of the cutting forces on dependence on the tool position variation. In this regard, EBM can lead to more complex issues.
Wang et al. [12] investigated the implication of the anisotropic characteristic of porosity and microstructure on mechanical properties of as-built EBM Ti6Al4V samples in three different orientations. They found that anisotropy of porosity and microstructure is of significance to enhance mechanical properties in process development. In particular, they discovered that porosity anisotropy in terms of morphology, size, and number occurred in the as-EBM samples and that the major axes of the elongated pores are always perpendicular to the build direction during EBM.
Some studies exist in the literature on the energy consumption of machining processes. Albertelli et al. [13] developed an analytical model able to estimate the machine tool energy consumption while processing a workpiece. They found that the cutting condition corresponding to the minimum energy consumption is obtained by setting both the radial depth of cut and the feed rate at their maximum allowable technological values. Also, they demonstrated that the proper cutting parameter selections can be effective for both minimizing energy consumption and production time. Newman et al. [14] presented a framework to validate the introduction of energy consumption in the objectives of process planning for CNC machining. Through a mathematical representation of the logic adopted for energy efficiency, they demonstrated that energy consumption can be added to multi-criteria process planning systems. Their results showed that energy consumption of interchangeable machining processes can differ significantly by at least 6% of the total energy consumption of the machine in new loads and can reach up to 40% at higher loads. Li et al. [15] presented an innovative method to support the quantitative analysis of carbon emissions. It consists in the combination of raw sensor data with energy-related knowledge schema. Their results are highly useful to control the sustainability of manufacturing processes, which is beneficial for leading to low carbon footprint (CF) products, sustainable production lines, and CF transferring and trading. Nevertheless, some issues still exist in this regard such as how to ensure the reliability of collected data and how to build the CF trading platform.
As expressed before, one of the main issues in titanium machining is represented by the fact that titanium is characterized by a low thermal conductivity value, and this implies that the heat generated during the cutting action is not dissipated by conduction inside the workpiece but focuses on the cutting edge and rake face. In particular, the high temperatures reached can lead to tempering and relative blunting of the cutting edges of the tools, which consequently generates a further increase in temperature and cutting forces and a decrease in tool life. This increase in temperature generates an increase in the reactivity of the titanium with the tool material and the oxidation process of the machined surface. This is precisely due to the high chemical reactivity of titanium with almost all materials, especially at high temperatures. This can lead to the formation of abrasions and micro-welds with cutting tools. The wear that is created on the tool during machining is therefore of a chemical nature and leads to the phenomenon of cratering.
For all these reasons, the choice of the process parameters in machining and the type of cutting tool are a challenge today. Also, an increase in cutting forces results in higher power consumption and then in higher energy consumption of the process by reducing the sustainability of the processes.
All of these considerations are the driving force motivating this experimental study. In literature, a lot of studies focus on the milling of titanium alloys, and cutting tools having well-known shape inserts were always used [16,17,18,19]. Also, sustainable machining is increasing attention nowadays. But still few works exist on joint analysis of energy consumption and roughness in milling EBMed parts by means of a non-typical tool as a multi-objective optimization.
To address these issues, cylindrical Ti6Al4V samples, manufactured by EBM, had been post-processed along defined lengths by using different combinations of process parameters. Then, a detailed analysis was performed to understand how to properly choose process parameters in milling by obtaining a lower surface roughness by minimizing the energy consumption.
3 Material and methods
Three Ti6Al4V cylindrical samples were manufactured by electron beam melting (EBM) process with the axes parallel to the building direction. All of them have a height of 175 mm and a diameter of 19.2 mm as geometrical dimensions and were obtained by means of Arcam EBM A2X machine which worked in automatic mode so that both the beam current and the beam speed were defined by an internal algorithm. The EBM process conditions and characteristics of the powders used to manufacture the samples are those adopted by Cozzolino et al. [7].
In this study, three milling operations were processed on three lengths of each sample, 120° apart from each other, along the direction parallel to the axis of cylindrical samples, for a total of nine milling operations. Face milling is the operation that has been performed on the surface of the cylindrical samples; in fact, milling cutting was placed perpendicular to the workpiece. Each milling operation was performed a length L of 100 mm by means of Adria Machine PBM-4EVS. Pramet 10L2R050A16-SZP10 6,761,626 was adopted as a milling cutter. It has got a connection diameter of 16 mm, an overall length of 160 mm, an usable length maximum of 22.3 mm, and two peripherical effective cutting edge count. It is equipped with two inserts Pramet ZP10ER-FM:M8345 having length of 10 mm and a fixing hole diameter of 2.2 mm. The choice of the use of a complex-shaped milling cutter depends on the necessity of machining Ti6Al4V EBM samples having curved and highly rough surfaces. In fact, as-built samples manufactured by EBM process do not meet industrial quality requirements and require post-processing, like machining the surface finishing. Ti6Al4V processed by EBM has high surface roughness, so roughing operations are required, and the specific milling cutter adopted in this study allows to achieve this purpose.
In this study, a right-hand cutting tool has been adopted. As previously said, two inserts were adopted for each milling operation. At the end of each machining process, they were observed by means of the microscope Nikon Stereo Microscope SMZ745T, having 7.5 × zoom and 115-mm working distance. All the milling operations were executed by using lubricant oil Siroil Emulg 3/10 under flooding lubrication conditions to avoid overheating and prevent tool wear.
3.1 Process parameters
The choice of process parameters in machining operations is crucial for the final quality of the parts. Although all the process parameters influence the final parts, not all of them influence them in the same way. For this reason, in this study, some process parameters have been fixed and other ones varied. In particular, process parameters of the milling operations were chosen by taking into account the best results obtained in the literature in terms of surface roughness [19,20,21]. In their work, Oosthuizen et al. [19] aimed to understand the effect of cutting parameters on surface integrity in milling Ti6Al4V to ensure that machined components are within the required surface quality tolerances. They varied the cutting speed in the range of 50–90 m/min, the feed rate in the range of 0.3–0.6 mm/z, and fixed the depth of cut equal to 0.5 mm. Their results showed that surface roughness increased with a greater feed rate and a decrease in cutting speed. Aslantas et al. [20] investigated the effects of the cutting parameters on the surface quality and burr width were investigated in the micro milling of Ti-6Al-4 V alloy. They selected three different levels of depth of cut (0.05, 0.1, and 0.2 mm), and the tests were conducted at three different feed rates in the range of 0.125, 0.25, and 0.5 μm. They found that higher depth of cuts lead to increases in the tool wear rate and Ra values and distortions in the tool geometry. Rahman et al. [21] investigated the process parameters in face milling of Ti5Al4V by means of Taguchi and gray relation analysis. They selected three levels of cutting speed (50, 57.5, 65 m/min) and three levels of feed rate (0.2, 0.25, 0.3 mm/rev). They found that the optimal parameters are cutting speed 65 m/min and feed rate 0.2 mm/rev.
In this study, feed rate f was fixed equal to 0.2 mm/rev for all the milling operations. Three levels of spindle speed n (1600 rpm, 2500 rpm, 3500 rpm) were combined with three levels of depth of cut ap (0.3 mm, 0.6 mm, 0.9 mm) and machining speed vf (300 mm/min, 500 mm/min, 750 mm/min). Other parameters are direct consequences of those varied in this study, such as the cutting speed (vc) and material removal rate (MRR), according to the following equations:
where \(D\) is the cutter diameter and \(W\) is the width of cut. Both of them were chosen equal to 10 mm, and a total depth of cut of 1.8 mm was removed by the milling process for all the process conditions. Table 1 contains the nine combinations of process parameters in milling adopted in this study, including the number of cutting passes \({n}_{c}\).
3.2 Surface roughness
Surface finishing of the milled lengths on each cylindrical sample manufactured by EBM was characterized before and after the milling operations by means of the 3D Optical Surface Metrology System Leica DCM3D. It has a resolution of 0.1 nm, and after the surface acquisition, roughness measurements have been carried out by means of Leica Map software. As the curve shape of the samples, a leveling of the surfaces has been needed to perform a roughness analysis without considering of the curvature. The software adopted for roughness measurements gives as output lots of roughness parameters (Ra, Rz, Rq, etc.) in accordance with the international standard EN ISO 4287. Ra has been chosen as roughness parameter to characterize the surface finishing of the samples before and after milling operations as it is the most commonly used within such countries and industries [22]. Roughness was measured both along the parallel and perpendicular directions and to the samples’ axes. In accordance with EN ISO 4288, Ra along the parallel direction was measured by fixing an evaluation length of 12.5 mm and a cut-off length of 2.5 mm, whereas Ra along the perpendicular direction was measured by fixing an evaluation length and a cut-off length equal to 4 mm and 0.8 mm, respectively.
3.3 Energy consumption
As previously mentioned, very few works exist on the energy consumption to perform milling on EBMed parts, and this study aims to fill this gap of knowledge. Also, a joint investigation of both the surface roughness and the energy consumption in machining has been performed to understand which the best cut strategies are to perform milling with a complex cutting tool from a sustainability perspective. Power consumption and time rule the energy consumption, so power has been recorded over time to estimate it. In particular, power has been measured during all the milling operations of the experimental campaign by means of a power monitoring device, that is the Qualistar Plus Power and Energy Quality Analyser CA8331. It is equipped with three current sensors MiniFLEX MA 193–350, four tension cables, and four crocodile clips. The milling machine is provided with a three-phase connection without neutral 32 A 380 V so that the data acquisition was carried out by means of three tension cables, three crocodile clips, and three current sensors. The sampling period for data acquisition was chosen equal to one second. Figure 1 depicts the experimental setup adopted to acquire power consumption data during the milling processes.

Experimental setup: a) the power device, b) the milling process, c) the electrical cabinet, d) the current sensors, e) the tension cables
A sustainability index for machining processes is the specific cutting energy (SCE). It is widely used in the literature [23], as it takes into account the effective power consumption to cut the material for a fixed material removal rate. In fact, SCE (J/mm3) formula is:
where \({P}_{cut}\) is the effective power consumption to cut the material. It is calculated as follows:
where \({P}_{air}\) is the power consumption of the milling machine while it is working, but the tool is not engaged in cutting the material; \({P}_{actual}\) is the power consumption of the milling machine while the tool is engaged with the material. Between two passes of milling on the same sample, power consumption of the milling machine results in energy consumption for non-machining time. Thus, for each sample machined, total energy consumption was calculated as follows:
where \({E}_{m}\) is the energy consumption during the machining time and \({E}_{nm}\) is the energy consumption during the non-machining time. They are calculated as follows:
where \({n}_{c}\) is the number of cutting passes to turn 1.8 mm of material in total, according to the specific combination of process parameters, and \({T}_{m}\) is the machining time (min) calculated as:
where \({v}_{f}\) is the machining speed and L is the total table feed length that in our study is 110 mm. It is given by the sum of the workpiece length (100 mm) and the cutter diameter (10 mm).
The non-machining time, \({T}_{nm}\), is the time required to move the turning tool from the compensation position to the front cutting position [24, 25], and it is estimated to be equal to 5 s between the passes. It is important to take into account the non-machining time in the energy consumption calculations to demonstrate its crucial role in the total energy consumption of the milling process and then in the optimal choice of the process parameters in milling from a sustainable perspective.
4 Results
As expected, the automatic mode of EBM machine made the manufacturing of the Ti6Al4V cylindrical samples feasible. Figure 2a illustrates the cylindrical samples manufactured by EBM and then post-processed by milling, whereas Fig. 2b depicts the cross section of sample number 2.

a Cylindrical samples manufactured by EBM process, b cross section of sample number 2
The roughness of the as-built Ti6Al4V samples, ranging from 14.2 to 24.9 \(\mathrm{\mu m}\), as typical result of the EBM process [26, 27], was not acceptable for industrial quality requirements. Post-process milling allowed an improvement in the surface finishing. Roughness, energy consumption, and tool were investigated to understand how to optimize the process parameters in the milling process from a sustainable perspective.
4.1 Roughness
The surface finishing of the cylindrical samples was investigated before and after the milling process according to EN ISO 4287, as explained in the 3.3 subsection. Figure 3 depicts macroscopic pictures of the surface finishing after milling all the profiles of the experimental campaign, whereas Fig. 4 depicts SEM images at 50 × magnification before and after the milling process of the same profile, 2C, as representative of all the profiles. Granular micro surface textures from melting and binding powder feedstocks are visible in the SEM image of the as-built EBM surface (Fig. 4a), due to a low process resolution and layering effects, resulting in higher surface roughness. Instead, roughness on the machined surface is caused by the feed marks as a direct consequence of the feed rate applied in milling (Fig. 4b). The roughness of the machined surface of EBMed Ti6Al4V is usually higher than that of the wrought material due to more severe plowing and tool rubbing effects [28]. The plowing action of the cutting tool on the surface of the workpiece material causes flaws including side flow, adhesion, tearing, and jagged feed marks. Slip bands emerging at the surface are visible in the SEM image at 2000 × magnification of the surface after the milling process performed with the combination of process parameters 2C (Fig. 5). The white square in Fig. 4 is representative of the magnification adopted for the SEM image in Fig. 5.

Macroscopic pictures of the surface finishing after milling all the profiles

SEM image (magnification 50 ×) of the surface before a and after b the milling process (combination 2C)

SEM image (magnification 2000 ×) of the surface after the milling process (combination 2C)
Ra parameter was measured three times for each milled length of samples: in particular, three measurements were done along the direction parallel to the cylindrical axis, and three measurements were done along the direction perpendicular to the cylindrical axis. Table 2 contains all the averages of roughness measurements that were acquired before and after the machining process along the principal directions of the cylinders for every process condition.
The as-built samples showed a very similar roughness from each other both along the directions parallel and perpendicular to the cylindrical axes according to the fact that they were manufactured into the same job of EBM process in the same process conditions. Figure 6 illustrates the roughness, measured on three different lengths on the same as-built sample, along the two principal directions of the samples. It can be appreciated that in all the cases, roughness along the parallel direction is slightly higher than that along the perpendicular direction. This is due to the staircase effect that is a consequence of the layer-by-layer strategy of all the AM processes. In fact, the deposition of all the layers on the top of each other results in steps created on the inclined surfaces [29]. Also, according to the non-repeatability in metal additive manufacturing [30], there is variability in roughness by doing measurements on different lengths of the same cylindrical sample. These values are in line with those of the literature on the Ti6Al4V manufactured by EBM [26, 27]. Nevertheless, as explained above, good surface finishing in terms of roughness is required for high performances in aerospace applications, and, for this reason, post-processing is needed.

Roughness average in the perpendicular and parallel direction on three lengths of three samples
Ra along the direction parallel to the cylindrical axis, \({\mathrm{Ra}}_{//}\), showed values ranging from 20.1 to 24.9 µm, whereas Ra along the perpendicular direction, Ra⏊, showed values ranging from 14.2 to 24.7 µm. Thanks to the post-process milling, the surface finishing of the samples improved. In particular, the lowest and the highest values of \({\mathrm{Ra}}_{//}\) obtained after milling were 1.2 µm and 5.9 µm, respectively; the lowest and the highest values of Ra⏊ were 1.6 µm and 4.5 µm, respectively. The results obtained in terms of roughness are a consequence of the process parameters adopted in milling. Also, the roughness obtained in this study is in line with that obtained in the literature by using similar process parameters for milling Ti6Al4V [8, 31]. Figures 7 and 8 show the effect of the spindle speed and depth of cut on the roughness along the principal directions of the samples. In Fig. 7, it can be seen that a depth of cut of 0.3 mm and 0.6 mm leads to the highest \({\mathrm{Ra}}_{//}\) values when selecting n equal to 2500 rev/min. Conversely, the highest \({\mathrm{Ra}}_{//}\) by selecting a depth of cut of 0.9 mm is obtained with n = 1600 rev/min. Figure 8 shows how the spindle speed and depth of cut influence on the roughness along the perpendicular direction of the samples. It can be observable that the highest roughness is obtained with n = 2500 rev/min by selecting depth of cut of 0.6 mm and 0.9 mm, whereas the highest roughness with a depth of cut of 0.3 mm is with n = 3500 rev/min.

Influence of the spindle speed and depth of cut on the roughness along the parallel direction

Influence of the spindle speed and depth of cut on the roughness along the perpendicular direction
The results in terms of Ra percentage reduction in Table 2 show that the best results of both \({\mathrm{Ra}}_{//}\) and Ra⏊ were obtained by fixing both the minimum depth of cut and the minimum spindle speed of our experimental design.
4.2 Energy consumption
Power and energy consumption measurements were carried out as described in subSect. 3.3. Actual power, \({P}_{actual},\) and air power, \({P}_{air}\), measurements allowed to calculate the effective cut power, \({P}_{cut}.\) Actual power, \({P}_{actual}\), is the average power consumption during the cutting passes of the same milling operation measured during the advancement of the cutting tool. Thanks to these measurements and calculations, specific cutting energy (SCE) was estimated (Eq. 3) to estimate the efficiency of the post-process milling for each combination of process parameters. Moreover, machining time and energy consumption to perform all the milling operations were done by means of Eqs. 5, 6, 7, and 8. Table 3 contains all the results obtained from the power and energy consumption analysis.
As expected, a linear relationship exists between spindle speed and material removal rate, and, according to the Eq. 2, the curve in Fig. 9 is shifted upwards by increasing the depth of cut. A similar trend has been observed by investigating the cut power against the spindle speed. In fact, in Fig. 10, it can be seen that \({P}_{cut}\) increases by increasing the spindle speed. Moreover, by fixing the spindle speed, \({P}_{cut}\) is higher when choosing a higher depth of cut. The curve representing the relationship between cut power and spindle speed shows a steeper slope by increasing the depth of cut. As a result, a linear relationship exists between the material removal rate and the cut power (Fig. 11), as well as a linear relationship exists between cutting force and MRR [32]. Thus, an increase in the material removal rate leads to a rise in power, that is the energy per second, to cut the work material. The effort of the machine in terms of power consumption is explained by the increase of cutting forces by selecting a higher material removal rate [33]. For the same reasons, according to Eq. 4, actual power increases by increasing the material removal rate. Cutting forces are not taken into account in \({P}_{air}\) since it does not involve the cut of material: for this reason, it only measures the power consumption machine working at a specific spindle speed. As expected, also \({P}_{air}\) increases by increasing the spindle speed.

Relationship between spindle speed and material removal rate

Relationship between spindle speed and cut power

Relationship between material removal rate and cut power
Regarding the specific cutting energy (SCE), the highest value and the lowest value obtained according to our experimental campaign are 0.03 J/mm3 and 0.01 J/mm3, respectively (Table 3). No clear trend has been found between SCE and spindle speed, whereas similar values can be observable by selecting the same depth of cut (Fig. 12).

Influence of process parameters in milling on the specific cutting energy
For a lower spindle speed (1500 rev/min), it can be seen, in Fig. 12, that specific cutting energy (SCE) increases by increasing depth of cut. In this case, SCE increases linearly with the depth of cut. This is due to a flow-softening phenomenon of the material at a specific temperature, but it gradually weakens with the increase in the deformation temperature. In fact, by choosing a higher spindle speed, results show that there is no more a linear relationship between SCE and depth of cut, by fixing the spindle speed. This is a result of the higher temperatures involved and the saturation phenomenon, which is typically shown by many metals in work hardening at very large strains, due to the balance between dislocation generation and annihilation. Thus, according to our experimental results, 1500 rev/min is the spindle speed value after which SCE and spindle speed are no more linearly dependent.
Figure 13 shows two power trends over time, related to the first and the second milling passes, on length 3C of the cylindrical sample 3. It can be observed that the two curves are almost overlapping, although the curve representing the power consumption over the first pass of milling is slightly shifted up to the second one, as a result of the machining process. Indeed, higher cutting forces are involved at the beginning of the milling process, that is when the cutting tool engages the surface of the as-built sample, because of the higher surface roughness of the as-built sample’s surface. Thus, the first milling pass required more energy than the second one as it is a roughing operation to smooth the undulations. In Fig. 13, actual power \({P}_{actual}\) and air power \({P}_{air}\) can be identified. It can be noted that at the beginning of the process power increases as the cutting forces increase linearly over time when the tool approaches the sample, assuming the specific cutting pressure is constant. While the cutting tool advances, power consumption is almost constant as the cutting forces involved are constant. Conversely, the power consumption decreases linearly when the tool moves away from the sample surface. All these results agree with the literature [7, 34].

Power trend over time of the two milling passes on the combination 3C (N = 3500 rpm, ap = 0.9 mm)
5 Discussion
As mentioned in subSect. 3.1, in this experimental campaign, the same total depth of cut was fixed for each combination of process parameters. In fact, the purpose of this study is, by fixing the same objective in terms of surface roughness, to understand which optimal choice is to obtain a good surface roughness by minimizing the total energy consumption and removing a given amount of material.
Power and energy consumption were measured by means of a power device described in 3.3 subsection for each milling pass of each combination of process parameters. Actual power has been distinguished from the air power: the first one is the power consumption measured by the power device during the cutting process, whereas the air power is that measured when the cutting tool is not in contact with the surface of the sample and the milling machine is electrically energized. The difference between actual power and air power is the cut power. Figure 13 shows the typical trend over time of the machining process.
As previously discussed, non-machining time, \({T}_{nm}\), is the time required to move the turning tool from the compensation position to the front cutting position, and it is estimated to be equal to 5 s between the passes. As the first objective of this study consists in the evaluation of the energy consumption by performing the machining process by varying the process parameters to understand how to optimally choose them to reduce the energy consumption, we used a new cutting tool to perform each process condition to avoid taking into account the wear of the tool due to the previous machining process.
The total energy consumption required to obtain the material removal up to 1.8 mm of depth of cut was calculated for each combination of process conditions by means of Eqs. 5, 6, 7, and 8. The results obtained show that total energy consumption decreases by increasing the spindle speed by fixing the depth of cut as well as it decreases by increasing the depth of cut and by fixing the spindle speed (Fig. 14). In fact, the highest value of \({E}_{TOT}\) obtained is 97 kJ by choosing the minimum depth of cut of the experimental campaign, whereas the lowest value of \({E}_{TOT}\) obtained is 28 kJ by choosing the maximum depth of cut. Thus, the choice of doing a lower number of cutting passes to achieve the same total depth of cut results in higher energy consumption for each single pass, but the total energy consumption is lower. This is because, in this way, a lower amount of time is required to machine the sample by achieving the same objective, in terms of the total depth of cut.

Relationship between spindle speed and total energy consumption
According to Eq. 1 and Eq. 2, the relationship between \({E}_{TOT}\) and MRR would be the same as that shown between \({E}_{TOT}\) and spindle speed.
By considering only the minimization of the energy consumption as output of the experimental campaign, Fig. 14 shows evidence that the best scenario is obtained by selecting the medium spindle speed and the maximum depth of cut of our experimental campaign, whereas the worst scenario is achieved by choosing both the lowest spindle speed and depth of cut. It seems to represent the best compromise among the different process conditions to achieve the minimum total energy consumption. Thus, if only the main objective of the study was the minimization of the total energy consumption in milling process, the optimal choices in terms of process parameters are a depth of cut of 0.9 mm and a spindle speed of 2500 rev/min. However, the purpose of this study is to understand how to optimally choose the process parameters to perform milling on Ti6Al4V samples manufactured by EBM to improve the surface quality while reducing the energy demand. Roughness measurements were carried out both as built and machined samples along the two principal directions of the cylindrical samples, parallel and perpendicular to the axis, as explained in subSect. 3.1. Table 2 contains the results of the roughness measurements. Although the same EBM process conditions adopted to manufacture the samples, roughness has been observed to be variable along different lengths of the same sample (Fig. 6), and this is intrinsic of the EBM process. Quite similar range values in roughness along the parallel and perpendicular directions to the cylindrical axis have been observed: their best results were obtained by choosing the lowest depth of cut and the lowest spindle speed (Fig. 15). A similar trend of the roughness measurements against the cut power can be observed in Fig. 16, according to the linear relationship between material removal rate and cut power (Fig. 11).

Roughness after the milling process along the principal directions of the cylindrical samples against the material removal rate

Roughness after the milling process along the principal directions to the axis of the cylindrical samples against the cut power
By jointly investigating roughness and total energy consumption in the milling process, it can be observed that higher values of roughness have been obtained both along the parallel and perpendicular directions with lower total energy consumption (Fig. 17).

Roughness in parallel and perpendicular directions after the milling process against the total energy consumption
Figures 18 and 19 depict respectively energy consumption during machining time and non-machining time by varying the process parameters. It can be observed that by increasing the spindle speed, energy consumption, during both machining time and non-machining time, decreases. In addition, fixed the spindle speed, energy consumption during the machining time decreases by increasing the depth of cut (Fig. 18). Conversely, energy consumption during the non-machining time increases by increasing the depth of cut, although data trends are almost overlapping (Fig. 19).

The energy consumption during the machining time

The energy consumption during the non-machining time
Finally, Fig. 20 and Fig. 21 show the cooperative visualization of surface roughness, material removal rate, and total energy consumption. These diagrams surely could help in decision-making in milling EBMed Ti6Al4V as they show which MRR ensures a good surface roughness by minimizing the energy consumption.

Contour plot of material removal rate, total energy consumption in machining, and roughness along the parallel direction to the building one

Contour plot of material removal rate, total energy consumption in machining, and roughness along the perpendicular direction to the building one
Practical reasons exist behind the observations reported in this study, which are linked to the physics of the milling process. As previously mentioned, an increase in cutting power results in higher cutting forces [35]. Also, an increase in material removal rate leads to higher cutting forces, as a result of the linear relationship between material removal rate and cut power (Fig. 11). Furthermore, the cutting forces are correlated with the flow stress locally, which is a function of strain rate and temperature.
The Johnson–Cook constitutive model can better reflect the mechanical behavior of the Ti6Al4V titanium alloy under the milling process. The starting temperature has a significant effect on the milling process of titanium alloys. In particular, Ren et al. [36] found that the milling surface residual stress decreases gradually when the initial temperature increases. Also, the milling speed significantly influences the directional stress. In particular, they found that the X-direction stress gradually decreases or even becomes compressive stress. The initial temperature and the milling speed have little effect on the Y-direction stress of the milling surface. Instead, regarding the Z-direction, the initial has little effect on the stress of the milling surface, whereas the milling speed has a remarkable influence on it. In particular, the Z-direction compressive stress of the milling surface gradually increases as the milling speed increases. They concluded from their investigation that the increasing initial preheating temperature and the milling speed are beneficial in reducing the residual stress and improving the surface equality of the workpiece. These results justify the fact that by increasing the spindle speed, the energy consumption during the machining time decreases, as residual stress is reduced (Fig. 18).
The results of this study aim to fill the gap of knowledge existing in the literature on the post-process machining of Ti6Al4V parts manufactured by EBM. AM objects hardly ever meet the industrial quality requirements, especially because their surface roughness is not acceptable for specific applications. For this reason, post-processing is always required and machining is often performed. The combination of AM and subtractive manufacturing fits into the concept of hybrid manufacturing where the combined use of two different manufacturing technologies is applied. Still little research has been done on hybrid manufacturing, and few guidelines exist on how to make these manufacturing processes more energy efficient as well. Moreover, it can be seen from the literature that only a few studies have been reported concerning the machinability of the additively manufactured components to achieve the improved surface roughness of the 3D-printed parts.
Milton et al. [37] investigated the heat flux and the effects of temperature using both milling and tribological experiments on Ti6Al4V produced by EBM process. Their results provided a better understanding of the thermal effects while milling EBM-Ti6Al4V and proved that cutting conditions have to be optimized to ensure higher material removal rates and better surface integrity of the parts. Dabwan et al. [38] investigated the influence of the main process parameters in milling Ti6Al4V manufactured by EBM in different part orientations. They found that the EBM parts show different machining performances for different part orientations regarding the tool feed direction even when the same milling conditions are employed. Also, they investigated the cutting forces induced during milling Ti6Al4V produced by EBM as well as the surface quality of the milled surfaces. According to their results, cutting speed is proportional to the resultant cutting force at any cutting conditions, while the surface roughness improved significantly with the increase in cutting speed and radial depth of cut. Safari et al. [39] also investigated the influence of the cutting forces induced during high-speed end milling of Ti6Al4V as well as the surface quality of the milled surfaces. The results showed that feed rate is proportional to cutting force in all directions regardless of tool type. Moreover, they found that both cutting forces and surface roughness are lower if using uncoated tools. Similar results were also obtained by Cozzolino et al. [8]. Festas et al. [40] investigated the difference in cutting forces and the surface roughness of the Ti6Al4V EBMed part post-processed by CNC turning. They found that EBM has a lower machining resulting force but slightly higher roughness values compared to wrought titanium due to its lower density and mechanical properties.
Hence, the major contribution of the present study compared to the existing literature is the investigation of the power consumption during the post-process machining of EBMed Ti6Al4V as an indicator of both the energy consumption required from the milling process and the resultant surface roughness. Additionally, according to the linear relationship between the power consumption and the cutting forces involved, the results of the present study could be used to estimate the cutting forces and their effect on the surface roughness and morphology. Another novelty of the present work is the optimization of the milling conditions from an energy-saving perspective.
6 Conclusions
Ti6Al4V EBMed cylindrical samples have been post-processed by milling on specific lengths by varying the process conditions. Results showed how to optimize the process parameters in post-processing by milling and by minimizing the energy consumption without sacrificing both the surface roughness and the tool life.
The main conclusions of this study are as follows:
-
According to our results, roughness values of the as-built samples along the parallel direction are typically higher than those along the perpendicular one. The different process behavior is a direct consequence of the layer-by-layer strategy of all the AM processes, called the staircase effect, which gives the perception of a staircase along the building direction.
-
After the post-process milling, the surface finishing of the samples improved. In particular, the lowest and the highest values of the roughness along the parallel direction obtained after milling were 1.2 µm and 5.9 µm, respectively; the lowest and the highest values of the roughness along the perpendicular direction were 1.6 µm and 4.5 µm, respectively. A wider variability of roughness has been observed along the parallel direction than the perpendicular one as a result of the face milling performed along the parallel direction.
-
Cut power increases by increasing the spindle speed. Moreover, by fixing the spindle speed, cut power is higher when choosing a higher depth of cut. Also, a linear relationship exists between the material removal rate and the cut power.
-
Higher power consumption is required at the beginning of the milling process because of the higher surface roughness of the as-built sample surface. Thus, the first milling pass required more energy than the second one as it is a roughing operation to smooth the undulations.
-
The highest value of total energy consumption in milling (97 kJ) has been obtained by choosing the minimum depth of cut of the experimental campaign, whereas the lowest one (28 kJ) by choosing the maximum depth of cut. A depth of cut of 0.9 mm and a spindle speed of 2500 rev/min led to minimizing total energy consumption in milling.
-
An increase in the spindle speed led to a decrease in energy consumption, during both machining time and non-machining time, as well as, by fixing the spindle speed, energy consumption during the machining time decreases by increasing the depth of cut.
-
If the only objective is obtaining the best surface roughness, it is needed to select the lowest spindle speed (1600 rev/min) and lowest depth of cut (0.3 mm). Instead, if the only objective is obtaining minimum total energy consumption, it is needed to choose the medium spindle speed (2500 rev/min) and the maximum depth of cut (0.9 mm) of our experimental campaign, although leading to a slightly higher roughness than the other process conditions.
Abbreviations
- a p :
-
Depth of cut [mm]
- \(D\) :
-
Cutter diameter [mm]
- \({E}_{m}\) :
-
Energy consumption during the machining time [KJ]
- \({E}_{nm}\) :
-
Energy consumption during the non-machining time [KJ]
- \({E}_{TOT}\) :
-
Total energy consumption [KJ]
- f :
-
Feed rate [mm/rev]
- L :
-
Total table feed length [mm]
- MMR :
-
Material removal rate [mm3/min]
- \(n\) :
-
Spindle speed [rpm]
- \({n}_{c}\) :
-
Number of cutting passes
- \({P}_{actual}\) :
-
Actual power [W]
- \({P}_{air}\) :
-
Air power [W]
- \({P}_{cut}\) :
-
Cut power [W]
- Ra// :
-
Roughness along the direction parallel to the building one of sample [µm]
- Ra⊥,:
-
Roughness along the direction perpendicular to the building one of sample [µm]
- SCE:
-
Specific cutting energy [J/mm3]
- \({T}_{m}\) :
-
Machining time [s]
- \({T}_{nm}\) :
-
Non-machining time [s]
- v c :
-
Cutting speed [m/min]
- \({v}_{f}\) :
-
Machining speed [mm/min]
- \(W\) :
-
Width of cut [mm
References
Narayan V, Aswathy VG (2015) COfMulti-response optimization in turning of titanium alloy using grey relational analysis. Int J Innov Res SciEng Technol Titanium Alloy Using Grey Relational Analysis:11841–11847. https://doi.org/10.15680/IJIRSET.2015.0412025
Barry J, Byrne G, Lennon D (2001) Observations on chip formation and acoustic emission in machining Ti – 6Al – 4V alloy. Int J Mach Tools Manuf 41(7):1055–1070
Tanzil SU, Saifullah KA (2017) A study on machinability of Ti6Al4V—Process and optimization. Tech. Rep:1-21. https://doi.org/10.13140/RG.2.2.32387.14882/1
Huang R et al (2016) Energy and emissions saving potential of additive manufacturing : the case of lightweight aircraft components. J Clean Prod 135:1559–1570. https://doi.org/10.1016/j.jclepro.2015.04.109
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy a review. Mater Des 164:107552. https://doi.org/10.1016/j.matdes.2018.107552
Giannatsis J, Dedoussis V (2009) Additive fabrication technologies applied to medicine and health care : a review. Int J Adv Manuf Technol 40:116–127. https://doi.org/10.1007/s00170-007-1308-1
Cozzolino E, Astarita A, Borrelli R, Franchitti S, Lopresto V, Pirozzi C (2022) A preliminary investigation of energy consumption for turning Ti6Al4V EBM cylindrical parts. 926:2355–2362. https://doi.org/10.4028/p-vm4f1y
Cozzolino E, Franchitti S, Borrelli R, Pirozzi C, Astarita A (2023) A Energy consumption assessment in manufacturing Ti6Al4V electron beam melted parts post ‑ processed by machining. Int J Adv Manuf Technol 125:1289–1303. https://doi.org/10.1007/s00170-022-10794-z
Manco E, Cozzolino E, Astarita A (2022) Laser polishing of additively manufactured metal parts : a review. Surf Eng 38(3):217–233. https://doi.org/10.1080/02670844.2022.2072080
Pérez-Ruiz JD, de Lacalle LNL, Urbikain G, Pereira O, Martínez S, Bris J (2021) On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int J Mach Tools Manuf 170:103801. https://doi.org/10.1016/j.ijmachtools.2021.103801
David P, Marin F, Martínez S, Lamikiz A, Urbikain G, López de Lacalle LN (2022) Stiffening near-net-shape functional parts of Inconel 718 LPBF considering material anisotropy and subsequent machining issues. Mech Syst Signal Process 168:1–18. https://doi.org/10.1016/j.ymssp.2021.108675
Wang M, Li HQ, Lou DJ, Qin CX, Jiang J, Fang XY, Guo YB (2018) Microstructure anisotropy and its implication in mechanical properties of biomedical titanium alloy processed by electron beam melting. Mater Sci Eng A 743. https://doi.org/10.1016/j.msea.2018.11.038
Albertelli P, Keshari A, Matta A (2016) Energy oriented multi cutting parameter optimization in face milling. J Clean Prod 137:1602–1618. https://doi.org/10.1016/j.jclepro.2016.04.012
Newman ST, Nassehi A, Dhokia V (2012) Energy efficient process planning for CNC machining. CIRP J Manuf Sci Technol 5(2):127–136. https://doi.org/10.1016/j.cirpj.2012.03.007
Li P, Cheng K, Jiang P (2021) Investigation on quantitative analysis of carbon footprint in discrete manufacturing by using the innovative energy dataspace approach. Manuf Lett 27:58–62. https://doi.org/10.1016/j.mfglet.2020.11.002
Kuram E, Ozcelik B (2017) Optimization of machining parameters during micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials using Taguchi method. Proc Inst Mech Eng Pt B J Eng Manufact 231(2): 228–242. https://doi.org/10.1177/0954405415572662
Krishnaraj V, Samsudeensadham S, Sindhumathi R, Kuppan P (2014) A study on high speed end milling of titanium alloy. Procedia Eng 97. https://doi.org/10.1016/j.proeng.2014.12.248
Saini A, Chauhan P, Pabla BS, Dhami S (2018) Multi-process parameter optimization in face milling of Ti6Al4V alloy using response surface methodology. Proc Inst Mech Eng Pt B J Eng Manufact 232(9):1590–1602. https://doi.org/10.1177/0954405416673682
Oosthuizen T, Nunco K, Conradie P, Dimitrov D (2016) The effect of cutting parameters on surface integrity in milling TI6AL4V. South African J Ind Eng 27. https://doi.org/10.7166/27-4-1199
Aslantas K, Ekici E, Çiçek A (2018) Optimization of process parameters for micro milling of Ti-6Al-4V alloy using Taguchi-based gray relational analysis. Measurement 128(June):419–427. https://doi.org/10.1016/j.measurement.2018.06.066
Al T, Tx K, Rob A, Srivastava AK (2020) ScienceDirect ScienceDirect ScienceDirect Modeling and of process parameters in face milling USA of Modeling and of process parameters in face milling of Ti6Al4V alloy using Taguchi and grey relational analysis using Taguchi and parameters grey relational analysis Modeling and of process in milling Modeling and alloy optimization of process parameters in face face milling of of Ti6Al4V alloy using Taguchi and relational a analysis alloy Taguchi and relational. Procedia Manuf 53:204–212. https://doi.org/10.1016/j.promfg.2021.06.023
Whitehouse D (2004) Surface and they measurement, p 432
Peng T, Lv J, Majeed A, Liang X (2021) An experimental investigation on energy-effective additive manufacturing of aluminum parts via process parameter selection. J Clean Prod 279:123609. https://doi.org/10.1016/j.jclepro.2020.123609
Shi J, Hu J, Ma M, Wang H (2021) An environmental impact analysis method of machine-tool cutting units based on LCA. J Eng, Des Technol 19(5):1192–1206. https://doi.org/10.1108/JEDT-06-2020-0247
Fernando R, Gamage J, Karunathilake H (2022) Sustainable machining : environmental performance analysis of turning. Int J Sustain Eng 15(1):15–34. https://doi.org/10.1080/19397038.2021.1995524
Vayssette B, Saintier N, Brugger C, Vayssette B, Vayssette B (2018) ScienceDirect Conference of on Ti-6Al-4V roughness parts obtained by Logo Logo E ff ect the High parts Cycle Fatigue by Surface EBM : roughness of on obtained SLM and Surface roughness of parts obtained by SLM the High Cycle Fatigue Surface EBM : roughness of on parts obtained by SLM and and a ff ect ect on the High Cycle Fatigue EBM : E ff ect on Etienne the High Cycle Fatigue life. Pessard b. Procedia Eng 213:89–97. https://doi.org/10.1016/j.proeng.2018.02.010
Atzeni E, Genna S, Menna E, Rubino G, Salmi A, Trovalusci F (2021) Surface finishing of additive manufactured ti-6al-4v alloy: a comparison between abrasive fluidized bed and laser finishing. Materials (Basel) 14(18):1–14. https://doi.org/10.3390/ma14185366
Li G, Chandra S, Abdul R, Rashid R, Palanisamy S (2022) Machinability of additively manufactured titanium alloys a comprehensive review. J Manuf Process 75:72–99. https://doi.org/10.1016/j.jmapro.2022.01.007
Liu Y, Chou T (2020) Additive manufacturing of multidirectional preforms and composites : from three-dimensional to four-dimensional. Mater. Today Adv 5:100045. https://doi.org/10.1016/j.mtadv.2019.100045
Dowling L, Kennedy J, Shaughnessy SO, Trimble D (2020) A review of critical repeatability and reproducibility issues in powder bed fusion. Mater Des 186:108346. https://doi.org/10.1016/j.matdes.2019.108346
Composites C, Channabasavaraja HK, Nagaraj PM, Srinivasan D Prediction of surface roughness in turning of Ti- 6Al-4V using cutting parameters, forces and tool vibration prediction of surface roughness in turning of Ti-6Al-4V using cutting parameters , forces and tool vibration. https://doi.org/10.1088/1757-899X/346/1/012037
Song K-H, Choi Y-J, Lee Y-S (2019) A study on the deformation behavior of a microstructure depending on its shape and the cutting section in the precision cutting of a functional part. Appl Sci 9:2940. https://doi.org/10.3390/app9142940
Nguyen H, Hsu Q (2017) Study on cutting forces and material removal rate in hard milling of SKD 61 alloy steel. J Chin Soc Mech Eng 38(1):41–51
Wang Q, Zhang D, Chen B, Zhang Y, Wu B (2019) Energy consumption model for drilling processes based on cutting force. Appl Sci 9:4801. https://doi.org/10.3390/app9224801
Song M, Buck D, Yu Y, Du X, Guo X, Wang J, Zhu Z (2023) Effects of tool tooth number and cutting parameters on milling performance for bamboo-plastic composite. Forests 14:433. https://doi.org/10.3390/f14020433
Ren Z, Zhang X, Wang Y, Li Z, Liu Z (2021) Finite element analysis of the milling of Ti6Al4V titanium alloy laser additive manufacturing parts. Appl Sci 11:4813. https://doi.org/10.3390/app11114813
Milton S, Morandeau A, Duchosal A, Chalon F, Leroy R, Morandeau A (2019) Thermal study during milling of Ti6Al4V produced by Electron Beam Melting (EBM) process. J Manuf Process 38:256–265. https://doi.org/10.1016/j.jmapro.2018.12.027
Dabwan A, Anwar S, Alsamhan A (2020) Effects of milling process parameters on cutting forces and surface roughness when finishing Ti6al4v produced by electron beam melting. Int J Mech Mater Eng 14:373–377
Safari H, Sharif S, Izman S, Jafari H, Kurniawan D (2014) Cutting force and surface roughness characterization in cryogenic high-speed end milling of Ti–6Al-4V ELI. Mater Manufac Process 29:350–356. https://doi.org/10.1080/10426914.2013.872257
Festas A (2022) Machining of Ebm Ti-6AL-4V titanium alloy functional femoral cone, pp 1–18
Acknowledgements
The authors want to thank Stefania Franchitti and Rosario Borrelli (Italian Aerospace Research Center) for their contribution in printing the Ti6Al4V samples.
Funding
Open access funding provided by Università degli Studi di Napoli Federico II within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
Ersilia Cozzolino: Conceptualization, methodology, formal analysis, investigation, data curation, writing—original draft, writing—review and editing, visualization. Antonello Astarita: Conceptualization, methodology, validation, resources, writing—review and editing, supervision, project administration, funding acquisition.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cozzolino, E., Astarita, A. Energy saving in milling of electron beam–melted Ti6Al4V parts: influence of process parameters. Int J Adv Manuf Technol 127, 179–194 (2023). https://doi.org/10.1007/s00170-023-11502-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11502-1