
Abstract
This paper describes a future-proof Design of Experiment (DoE) method, namely the Parameter Space Investigation (PSI) method. This method reduces the number of test points compared to other DoE approaches, such as single factor design, full factorial design, fractional factorial design, and central composite design, and the number of test points is sufficient for statistical analysis. It allows an efficient analysis of process phenomena, among others, some cutting effects and surface texture forming. It has been shown that in the space of cutting parameters studied, changes in the chip thickness ratio Kh have extreme points, which can be caused by vibration or the build-up-edge formation, and different types of chip shapes are observed. Changes in Kh correlate with chip shapes. In the ranges of depth of cut ap = 0.2 − 1.2 mm and feeds f = 0.05 − 0.4 mm/rev, depending on cooling conditions, the changes in cutting force reach up to 80%. For cutting speeds vc = 50 − 200 m/min and feed rates f = 0.03 − 0.17 mm/rev, the relationships Ra = f(vc,f) are complicated, and the PSI method ensures finding minimum Ra values and areas of physicochemical phenomena. Optimizing the turning conditions over a wide range, at the first stage, the minimum Sa values were obtained in the area of vc = 150 − 300 m/min and f = 0.05 − 0.22 mm/rev, and at the second stage in the areas of vc > 240 m/min and f = 0.03 − 0.07 mm/rev and vc = 100 − 120 m/min and f = 0.01 − 0.13 mm/rev. In addition, the shaping of the machined surface was affected by vc, f, and their interaction. Compared to the first optimization stage, the second stage provided Sa values almost 2 times smaller. It has been proven that the PSI method is effective and can be widely used in various areas of multivariate experimental research and optimization of cutting processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Today planning of testing is widely used in scientific and industrial practice as a measurement methodology to carry out research realization. Nowadays, statistical methods of research planning are used to reduce the cost and time of research. Rational planning of experiments using adequate statistical methods, with the presence of the many constraints present, makes it possible to obtain results that are often impossible to obtain or significantly reduces the financial outlay.
It is a known fact for a long time that experiment planning and their statistical analysis allow understanding of the effect of different variables on other variable(s). This procedure in today’s research is defined as Design of Experiments (DoE). There are a number of DoE methods; the basic principles, merits, and demerits of which for multi-factorial systems will be discussed below. It should be also said that only some of the most frequently used DoE methods will be discussed.
In single factor designs (SFDs), only one factor is analyzed, and it is determined as the response considerably different at different factor levels. The factor tested may be qualitative or quantitative. In the case of qualitative factors (different materials, elements, etc.), no changes can be made outside the levels studied and only the effect of the tested factor on the response can be determined. But when the factor is quantitative, both effect studies and impact prognostication can be done, if sufficient data are available. SFD analysis examples were described by Selvamuthu and Das [1] and also by Montgomery [2]. Such analysis, named time from time also “one-factor-at-a-time” analysis, would require an extremely large number of repeatedly computerized FEM or DEM simulations or experiments (see below).
Full factorial designs (FFDs) are designs of 2 k or 3 k types, where level number for each of k factors is accordingly 2 or 3. Such limitation of levels reduces the number of tests that allows all factors and their interactions to be evaluated. If all factors are quantitative, then the data from such experiments can be used for prognostic purposes, providing the linear regression equation is adequate to model the response (since only two levels are used, curvature cannot be described). It should be added that all DoE methods described below allow choosing number of experimental points and their placement into space tested. But statistical analysis and graphical image of results were realized using different methods of statistical calculations, for example response surface (RS) method.
RS designs are special designs that can be used to specify factor settings and to achieve an optimal value of the response, as Montgomery [2] described. The statistical methods are used to detect differences between the mean values of experimental data retrieval. They are required in experimental plans with one dependent variable, which is a continuous result measure, or several experimental data retrievals within one or more independent variables. It is mathematically based on linear regression and linear models that quantify the relationship between the independent variable(s) and the dependent variable.
General features of FFD have been described by Montgomery [2] and JiJu [3], and the use of this method is extensive. Razavykia et al. [4] realized the experimental tests using the 32 FFD and 1 categorical factor at 2 levels that means 18 total tests. DoE results are calculated statistical calculations and regression models are obtained to describe the relationship among cutting parameters (independent variables) and surface roughness and cutting force (response variables) when dry turning Al–Mg-Si metal matrix composite. Similar investigations were described by Razavykia et al. [5]. Mandolfino et al. [6] used FFD of 22 type d to analyze the effect of the substrate and the type of processing gas on the shear strength of adhesive bonded joints. The effect of laser power and scanning speed on material and mechanical properties of AlSi12 alloy under L-PBF processing was described by Gheysen et al. [7].
According Montgomery [2] and JiJu [3], fractional factorial designs (FrFDs), another screening designs or half factorial designs, are a special category of two-level plans in which not all combinations of factor levels are included and the experimentalist can choose which combinations to exclude. Statistical analysis and graphical image of results may be realized using response surface (RS) or ANOVA methods.
Two types of FrFD planes may be used, namely 2 k–1 or 2 k–p, where p is the number of factors that were swapped when generating plane. Due to the elimination of combinations, certain interactions between factors cannot be determined. FrFD planes are used to analyze different technological processes. For example, Galetto et al. [8] described the effects of different deposition parameters on FDM effectiveness using plane of 26–1 type. It was shown that multi-component interactions are typical for FrDD; in particular, 2-factor interactions are connected to 4-factor interactions, as well as main effects are connected to 5-factor interactions.
Central composite designs (CCDs) are formed basing on full or fractional plans with the addition of star points and the number of points at the center, as Montgomery [2], Park et al. [9], and Ahn [10] described. These additional points in the experimental area allow the curvature of the response surface to be estimated and affect the precision of the estimation.
CCD is one of the most frequently used DoE methods, because it allows describing curvilinear surfaces. Cipolla et al. [11] used the CCC plane to test a model of a structural mass prediction relevant for the initial design of the aircraft. It was also revealed that FFD is less accurate than the CCC. According to Magdum et al. [12], the impact of laser power, pulse frequency, gas pressure, and cutting speed on the surface roughness was analyzed using CCD with continued use of different software. Umashankar et al. [13] studied the linear and geometric sizes in milling thin wall areas using SFC with continued RS modeling. The cutting speed, feed, and depth of cutting were optimized. Emminghaus et al. [14] used a CCC approach to study the influence of a laser power, scanning speed, and hatch spacing on the surface roughness and porosity of additively manufactured Ti-6Al-4 V alloy. By varying three factors at five levels each, it allowed to evaluate first- and second-order effects, including dual-factor interactions. Javidikia et al. [15] performed an experimental study in which they used a CCD approach to optimaze surface roughness as a function of turning parameters and environment. Different software methods allowed achieving regression models for Ra and Rz surface roughness parameters and then obtaining their optimum values. Litwa et al. [16] used a CCF design in machining optimization for CrMnFeCoNi high entropy alloy. It was found that alloy tested may be successfully machined achieving minimum surface roughness and defects. The CCD with RS method has been used by Sharma et al. [17] to calculate models for removal rate and roughness of aero-engine parts produced with the WEDM process. The CCD consisted of full, factorial, or fractional designs, which included factorial points, axial or star points, and also center points. Sivamaran et al. [18] have chosen the RS design based on CCD to study the effects of reinforcement of SiC, CNTs on the hardness, and wear rate of the hybrid Al-based composite. Sivamaran et al. [19], taking into account the high cost of milling machining tests and the non-linearity of the parameters studied, used the same CCD planes for quantitative (cutting speed and chip thickness) and qualitative (cutting edge angle and coating of the cutting tool) factors. Basing on the RS method, regression relationships where found for surface roughness parameter, vibration levels, cutting forces, material removal rate, and others. The face-centered CCD was used by Santhosh et al. [20] to analyze effects of CNC machining parameters (feed rate, speed, and cutting depth) on Ra parameter. The empirical model was generated using the RS approach and then optimal turning parameters were forecasted using a target graph. Chinchanikar and Choudhury [21] studied the cutting tool performance while turning hardened AISI 4340 steel. CCD was used to plan the experiments. The relationships between cutting parameters and cutting forces, surface roughness, and cutting tool life were determined using multiple linear regression models. Singh et al. [22] measured the chip morphology and carried out multi-criteria optimization of cutting parameters (feed, speed, and depth of cut) when turning AISI 4340 steel. Statistical models of chip reduction coefficient, surface roughness, and chip tooth height were calculated using response surface methodology. The compiled models and the effect of the studied cutting parameters were controlled using analysis of variance.
Robust parameter designs (Taguchi orthogonal tables) are high-fractionation designs used to estimate main effects with only a few experimental runs as it was described by Montgomery [2] and Roy [23]. These designs are not only applicable to two-level factorial experiments, but can also examine main effects when factors have more than two levels. Designs are also available to study main effects for some mixed-level experiments in which the factors included do not have the same number of levels. Taguchi tables are widely used in different approaches. Taguchi’s L9 orthogonal table was employed by Suresh and Diwakar [24] to optimize process parameters in plasma arc cutting of steel plates with different software methods. Such approach allows to find the optimal material removal rate, surface roughness, and time of cut depending on voltage, current, and speed of cut. The effect of welding parameters on the tensile strength of mild steel welds that are investigated in this study was studied by Odiaka et al. [25] using Taguchi’s L4 orthogonal arrays. The parameters tested were welding voltage, welding current, and titanium powder reinforcement. The software was used to determine significant process parameters. Krishnan et al. [26] investigated brass turning with L9 Taguchi array and effects of cutting parameters on surface roughness, cutting temperature, and cutting force were obtained by software. Taguchi L27 array was used by Yang et al. [27] to examine the effect of processing parameters on surface roughness when laser powder bed fusion of AlSi10Mg alloy. Base laser processing parameters, namely laser power, scanning speed, and scanning angle, were studied. Barbosa et al. [28] applied Taguchi L16 array and statistical analysis to study the effect of jet-to-jet spacing, nozzle-to-plate distance, Reynolds number, and target plate geometry on multiple air jets impinging a surface. Kumar et al. [29] used Taguchi L16 array with 3 control parameters (normal force, disc speed, and pin temperature) against 4 levels to analyze the mass loss coefficient of friction for environment-friendly composite materials and their optimal values were found. Mia [30] analyzed the cutting energy consumption, surface roughness, and oil mist generation conditions under minimum quantity lubrication (MQL) conditions while finish milling of AISI 4140 hardened steel. Taguchi L27 plan was used for mono-object optimization. Kumar [31] also used Taguchi L27 plan while studying the effect of spindle rotation speed, feed rate, and depth of cut on surface roughness and material removal rate in micro turning of C360 copper alloy, which allowed calculating optimum cutting conditions. Viswanathan et al. [32] measured and optimized the operating properties of AZ91D magnesium alloy after dry turning and under MQL using. The effects of feed rate, speed, and depth of cut on tool wear, surface roughness, cutting forces, and temperature were analyzed. Mono-objective optimization using Taguchi L16 method followed by multi-objective optimization based on grey relational analysis was carried out. Optimal conditions for dry machining and MQL using were determined.
Summarizing, it can be claimed that the commonly used DoE methods are very effective in the study of phenomena and processes in various domains. They make it possible to reduce the number of measurements, the use of materials, time and labor very significantly, and at the same time make it possible to offer adequate equations to describe the process and determine the optimal conditions for its realization (maximum or minimum achievable values). On the other hand, the regression equations used in DoE are generally limited by models of the first or second degree with or without interaction in the overwhelming majority of cases. At the same time, it is recommended to analyze areas with monotonous change of the function under study or the area of the assumed extreme.
However, the real experimental dependences can be very complex (Fig. 1), and in this case one should look for new approaches in the DoE methodology.

The example of surface with some extreme areas (based on [33])
One of such approach is the PSI method proposed by Statnikov and Matusov [34]. It is based on the search of the hiperparallelepiped space with points of uniformly distributed sequences of uniform pseudo-random numbers (e.g., LPτ sequences).
The PSI method has been effectively used in solving multi-criteria problems in engineering design, in particular automotive valve gear design, experimental determination of the spindle unit characteristics, the rear axle housing for a truck, and so on that was described by Statnikov and Statnikov [35]. Leksycki et al. [36] showed the possibility of the PSI method to analyze the chip shaping and topography of the 17–4 PH steel machined surface; however, the possibilities of the optimization were not presented. It can be expected that integrating PSI fundamental analyses with actual software capabilities will provide effective optimization of the technological processes under study.
It can be concluded that the main limitations of the PSI method application in typical research are no information available for test point coordinates in multidimensional hiperparallelepiped space and no possibility to realize calculated cutting parameters on conventional machine tools. On the other hand, the PSI method application allows to assess trends of changes of the factors tested (decrease or increase of the total cutting force or the boundaries of the chip shape partitioning).
The aim of this paper is to demonstrate the successful application of a new DoE method, namely PSI, in various areas of cutting process research, of important aspects of machining, i.e. times of cutting, chip thickness ratio, chip shapes and types, cutting force values, and 2D and 3D surface texture parameters. Variable cutting parameters (feed rate, speed, and depth of cut) in narrow and wide ranges were used to execute the turning process, and powder metallurgy steels (PMSs) and hard-to-cut stainless steel were studied.
2 Materials and methods
2.1 Materials tested
Different structural materials were tested, conventional as well as unconventional. The SAE 316L (X2CrNiMo17-12–2) grade stainless steel was treated as the conventional material. This steel is widely used in industry and is the second most common austenitic stainless steel after 304 stainless steel. Its composition is shown in the Table 1. It is the low carbon version of 316 stainless steel. When cold worked, this steel is characterized by high yield 720 MPa and tensile strengths of 930–1100 MPa. Its main advantages are high fracture and fatigue toughness and corrosion resistance. It is commonly used in chemical and petrochemical industries, in food processing, pharmaceutical equipment, medical devices and implants [37], in marine applications [38], and architectural applications near the seashore or in urban areas [39].
As unconventional, powder metallurgy steels (PMSs) were tested. These steels were fabricated with Fe, Gr, and Cu powders (Table 2). When fabricating, powder components were mixed carefully, then pressed and sintered in electrical furnaces. In more detail, the manufacturing process is described by Feldshtein and Dyachkova [40].
Advantages of parts manufactured using powder metallurgy processes are as follows:
-
it is possible fabricating artificial materials, such as pseudo-alloys and porous materials,
-
the powder metallurgy method requires little or no further mechanical processing; it can greatly save metal, reduce product cost,
-
because the powder metallurgy process does not melt materials in the production process, and sintering is usually carried out under vacuum and reducing atmosphere, it is not afraid of oxidation and do not cause any material pollution,
-
powder metallurgy can ensure the accuracy and homogeneity of material composition.
The FeGr2 and FeGr1Cu3 PMSs are widely used in industry as structural and antifriction materials. The FeGr2 grade had microstructure that consisted perlite, ferrite, and doped cementite lattice, and FeGr1Cu3 grade had microstructure that consisted of perlite and ferrite.
2.2 Testing conditions and instrumentation
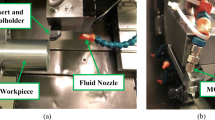
Turning was realized using the TB-320 lathe of increase precision and 316L steel turning was carried out using the CTX 510 machining center, the CKE6136i CNC lathe, and the CU502 universal lathe. When turning, cemented carbide inserts were used. The FeGr2 steel was turned using K20 grade, the FeGr1Cu3 steel was turned using P10 grade and 316L steel was turned using S1115 grade. Research areas and turning conditions for materials analyzed are presented in Table 3. For the minimum quantity lubrication (MQL) machining conditions, the ECOCUT MIKRO 20 E emulsifying oil was used. Oil mist generation parameters were as follows: air flow 5.8 l/m, oil flow 39.4 ml/h, pressure 0.48 MPa, and distance from the cutting zone 0.2 m. Maruda et al. [41] have shown that such parameters provide favorable results when machining structural materials.
Surface texture parameters for PMSs were measured with the PP252 tester and for 316L steel with Sensofar S Neox 3D optical profilometer using Mountains Maps Premium 7.4 software. The Fc cutting force was registered with a Kistler 9129AA piezoelectric dynamometer using DynoWare software. The registration frequency was of 10,000 Hz. The chip thickness ratio Kh was calculated basing on the Wright and Trent [42], while the hD average undeformed chip thickness was calculated according to Astakhov and Outeiro [43].
2.3 PSI method features and software
According calculation principles PSI method, coordinates of 20 points for 5 variables were calculated (Table 4). Examples of these points’ location in relation to the axes X1-X2 and X3-X5 are presented in Fig. 2.

The location of 20 points for the axes X1-X2 (a) and X3-X5 (b)
To analyze changes of Ra roughness parameter for PMSs, 17 and 12 PSI points were used, and to analyze Sa texture parameter for 316L steel, 7 PSI points were used. Such a number of points was chosen based on previous studies that revealed that such a number of points is sufficient to correctly describe the tested dependency.
In order to facilitate the results of PSI analyses, they were integrated with software Statistica 13 possibilities.
3 Results and discussion
3.1 Times of cutting investigations
The results of the time of cutting (Tc) analysis as a function of cutting speed vc and feed rate f are shown in Fig. 3. It can be seen that real dependence Tc = (vc,f) is similar to classical dependences of this type, but for each value of f, the dependence Tc = (vc) has a slightly different shape. The calculated regression equation (Eq. 1) is parabolic and takes into account interactions and second orders of factors tested:

The effect of cutting parameters on Tc values when turning FeGr2 PMS
Its shape is a hyperbolic paraboloid. Thus, with the need to have information about the changes in the Tc for different combinations of vc − f, plans of the SFD type should be realized, which will significantly increase the time of investigations and their costs. Using the PSI method solves this problem easily. Increasing vc reduces Tc, while f does not affect this time significantly. Minimum Tc was observed in the range of vc = 160 − 200 m/min and whole f area studied.
3.2 Investigations of chip formation and cutting forces
The results of the chip thickness ratio Kh testing as a function of vc and f are shown in Fig. 4. Minimum Kh values were obtained in two testing areas, namely in the ranges of vc = 200–250 m/min and f = 0.15–0.3 mm/rev and vc = 350–400 m/min and f = 0.3–0.45 mm/rev. On the graph, an area of extremes was observed in the range of vc = 275–325 m/min and f = 0.35–0.45 mm/rev, where maximum Kh values were registered. In the area of such cutting parameters, undesirable phenomena, i.e., vibration [44] or the built-up-edge formation [45], may occur when machining 316L steel.

The effect of cutting parameters on chip thickness ratio changes when turning 316L steel
The chip shape changes and their partition boundaries when turning 316L steel under MQL conditions are shown in Fig. 5. Three types of chip shapes are observed in the space tested: entangled chip in the range of vc = 150–300 m/min and f = 0.05–0.2 mm/rev, long spiral chips in the range of vc = 300–500 m/min and f = 0.05–0.2 mm/rev, and short spiral chips in the whole range of vc and f = 0.2–0.4 mm/rev. According to Maruda et al. [46], such a chip shape does not cause scratching of the machined surface and ensures easy chip removal from the cutting area. The partition boundaries of the chip shapes indicated by red lines are clearly observable. It is possible to reveal that and how changes in Kh values correlated with chip shapes.

Chip shape changes and their partition boundaries when 316L steel turning under MQL conditions
The results of the main cutting force Fc as a function of depth of cut ap and feed rate f are shown in Fig. 6. The minimum Fc values were achieved in two test areas, that is, in the ranges of f = 0.05–0.07 and whole ap tested, and f = 0.4–0.45 mm/rev and ap = 0.2–0.3. It can be expected that in these areas the load on the cutting tool and thus its wear will be lower, as well as energy consumption of the machine tool will be lower too [47].

The graphical 3D (a) and contour plot (b) interpretations of cutting force changes when 316L steel turning
The percentage changes and in the main force Fc changes when turning 316L steel under MQL machining conditions compared to dry machining are shown in Fig. 7. Compared to dry machining, under MQL conditions, up to 8% lower Fc forces are generated in the range ap = 0.2–0.4 mm and f = 0.3–0.4 mm/rev (the change boundaries are marked with a green line), and an increase from 3–10% to 36–80% is observed in the range ap = 0.9–1.2 mm and whole f tested rate. Clear trends of changes are observed in the tested space (indicated by arrows), which indicate that compared to dry machining when turning with MQL, Fc forces increase with increasing depth of cut.

Percentage changes and trends of the main force Fc changes when turning 316L steel with MQL compared to dry machining
3.3 Investigation of surface roughness parameters and their optimization
The results of Ra analyzing for PMSs are introduced in Fig. 8. It can be concluded that for a wide range of cutting speeds and feeds, the dependences of Ra = f(vc, f) are quite complicated and the application of typical DoE methods of SFD, FFD, or FrFD type will not come to success. However, even in the first stage of testing, a range of turning parameters can be found, in which Ra values are minimal. This range is vc = 50–100 m/min and f = 0.03–0.08 mm/rev for FeGr2, and vc = 180–200 m/min and f = 0.18–0.20 mm/rev for FeGr1Cu3. It confirms that the chemical composition of PMSs affects the surface texture.

Surface texture changes after turning of PMSs: (a) FeGr2-K20 cemented carbide, (b) FeGr1Cu3-P10 cemented carbide
Revealing the presented dependencies allows speculating that the formation of surface texture when turning PMSs is assisted by a number of physicochemical phenomena, for example, side flow effect, pore closuring, and so on. In the future, areas where such phenomena are found can be deliberately investigated. Such areas can be observed for both FeGr2 and FeGr1Cu3 steels in the range vc = 180–200 m/min and f = 0.06–0.08 mm/rev. In these areas, the cutting speed is high and causes an increase of temperature in the cutting zone. As described by Klink et al. [48], the increase in temperature affects the increase of micro-cracks and surface porosity, as a result of which the surface roughness may increase.
While studying the dependence Sa = f(vc,f) for 316L steel, the PSI method was used for optimizing the turning conditions to ensure minimum surface roughness. The study was performed in two stages: testing over a wide range of turning parameters, determining a range of smaller roughness, testing over a narrower range of turning parameters, and achieving minimum roughness parameters. The calculated regression equation and graphical image for the first step are shown in Eq. 2 and in Fig. 9.

The graphical 3D (a) and contour plot (b) interpretations of the first step results after turning 316L steel
Analyzing the results of the first step, it can be concluded that the texture formation of the machined surface is affected not only by vc and f directly, but also by their interaction and second-order effects. Traditionally, the optimization of surface roughness parameters as a function of cutting parameters is performed in ongoing research, while the mutual interactions of vc and f are usually not considered, as is applied in Selvaraj et al.’s [49] study. In such analyses, it is not possible to determine the preferred areas of changes occurring and to continue research in these areas. The smallest Sa parameter can be achieved in the range vc = 150–300 m/min and f = 0.05–0.22 mm/rev (the red line in Fig. 9).
The calculated regression equation and graphical image for the second step are shown in Eq. 3 and in Fig. 10.

The graphical 3D (a) and contour plot (b) interpretations of the second step results after turning 316L steel
Analyzing the results of the second step, the effect of vc and f directly, their interaction, and second-order effects can also be concluded. However, minimal Sa values can be achieved at two areas: in the range vc > 240 m/min and f = 0.03–0.07 mm/rev and in the range vc = 100–120 m/min and f = 0.01–0.13 mm/rev (red lines in Fig. 10). So, after the second step, the achievable Sa value is almost 2 times smaller compared to the first step.
4 Conclusions
In this research, the potential for successful approach of a new DoE method, namely the Parameter Space Investigation, was described to plane and optimize some aspects of finish turning. Two types of functional materials were used to study, namely powder metallurgy steels and stainless steel. Some cutting and surface texture parameters were analyzed, i.e., times of cutting, chip thickness ratio, chip shapes and types, cutting forces, and 2D and 3D surface texture parameters. The following conclusions were made basing on the results obtained:
-
For materials tested, real dependence of Tc–(vc,f) is similar to classic dependences of this type, but for each f value, the dependence Tc–vc has a slightly different shape and takes into account interactions and second orders of factors tested. Its general shape is a hyperbolic paraboloid.
-
The PSI method revealed that changes of chip thickness ratio when turning 316L steel are very complicated and have some extreme points. Different types of chip shapes are observed in the area tested and it has been proved that changes in chip thickness ratio correlated with chip shapes. The method proposed allowed effective comparison of cutting force when turning 316L steel depending on machining conditions; its changes are in the range from 3–10% to 36–80% between dry and MQL conditions.
-
Basing the results on Ra analysis, it was concluded for powder steels that relationships tested are quite complicated; however, even in the first stage of testing, a range of turning parameters can be found, in which Ra values are minimal. The optimization of cutting parameters over a wide range revealed the achievement of minimum surface roughness. For 316L steel, tests were realized with two steps. Minimal Sa values were established in the range of vc = 150–300 m/min and f = 0.05–0.22 mm/rev for the first iteration, then in the range of vc more than 240 m/min and f = 0.03–0.07 mm/rev and vcvc= 100–120 m/min i f = 0.01–0.13 mm/rev for the second iteration.
-
A future-proof Design of Experiment method, namely the PSI, is effective and can be widely used in various areas of experimental multivariate engineering approach.
Data availability
The datasets used and analyzed during the current study are available from the corresponding author on reasonable request.
References
Selvamuthu D, Das D (2018) Introduction. In: Introduction to statistical methods, design of experiments and statistical quality control. Springer, Singapore
Montgomery DC (2013) Design and analysis of experiments, 8th edn. John Wiley & Sons Inc, Hoboken
JiJu A (2014) Design of Experiments for engineers and scientists, 2nd edn. Elsevier Ltd., London
Razavykia A, Farahany S, Yusof NM (2015) Evaluation of cutting force and surface roughness in the o dry turning of Al–Mg2Si in-situ metal matrix composite inoculated with bismuth using DOE approach. Measurement 76:170–182. https://doi.org/10.1016/j.measurement.2015.08.032
Razavykia A, Yusof NM, Yavari MR (2015) Determining the effects of machining parameters and modifier on surface roughness in dry turning of Al-20%Mg2Si-PMMC using design of experiments (DOE). Procedia Manuf 2:280–285. https://doi.org/10.1016/j.promfg.2015.07.049
Mandolfino C, Cassettari L, Pizzorni M, Saccaro S, Lertora E (2021) A design-of-experiments approach to estimate the effect of plasma-treatment parameters on the mechanical resistance of adhesive-bonded joints. J Manuf Proc 67:177–194. https://doi.org/10.1016/j.jmapro.2021.04.054
Gheysen J, Marteleur M, Van der Rest C, Simar A (2021) Efficient optimization methodology for laser powder bed fusion parameters to manufacture dense and mechanically sound parts validated on AlSi12 alloy. Mater Des 199:109433. https://doi.org/10.1016/j.matdes.2020.109433
Galetto M, Verna E, Genta G (2021) Effect of process parameters on parts quality and process efficiency of fused deposition modeling. Comput. Industr Eng 156:107238. https://doi.org/10.1016/j.cie.2021.107238
Park SH, Kim HJ, Cho JI (2008) Optimal central composite designs for fitting second order response surface linear regression models. Recent advances in linear models and related areas. Physica-Verlag, Heidelberg, pp 323–339
Ahn H (2015) Central composite design for the experiments with replicate runs at factorial and axial points. In: Gen M, Kim K, Huang X, Hiroshi Y (eds) Industrial engineering, management science and applications 2015. Lecture notes in electrical engineering, vol 349. Springer, Berlin, Heidelberg, pp 969–979
Cipolla V, Salem KA, Palaia G, Binante V, Zanetti D (2021) A DoE-based approach for the implementation of structural surrogate models in the early stage design of box-wing aircraft. Aerosp Sci Technol 117:106968. https://doi.org/10.1016/j.ast.2021.106968
Magdum VB, Kittur JK, Kulkarni SC (2022) Surface roughness optimization in laser machining of stainless steel 304 using response surface methodology. Mater Today: Proceed 59(1):540–546. https://doi.org/10.1016/j.matpr.2021.11.570
Umashankar S, Manjunath HV, Sumesh CS (2021) Experimental and numerical optimization of process parameters for thin wall machining of bearing housings. Mater Today: Proceed 46(10):4925–4934. https://doi.org/10.1016/j.matpr.2020.10.336
Emminghaus N, Hoff C, Hermsdorf J, Kaierle S (2021) Residual oxygen content and powder recycling: effects on surface roughness and porosity of additively manufactured Ti-6Al-4V. Addit Manuf 46:102093. https://doi.org/10.1016/j.addma.2021.102093
Javidikia M, Sadeghifar M, Songmene V, Jahazi M (2021) Analysis and optimization of surface roughness in turning of AA6061-T6 under various environments and parameters. Procedia CIRP 101:17–20. https://doi.org/10.1016/j.procir.2021.02.004
Litwa P, Hernandez-Nava E, Guan D, Goodall R, Wika KK (2021) The additive manufacture processing and machinability of CrMnFeCoNi high entropy alloy. Mater Des 198:109380. https://doi.org/10.1016/j.matdes.2020.109380
Sharma P, Chakradhar D, Narendranath S (2021) Measurement of WEDM performance characteristics of aero-engine alloy using RSM-based TLBO algorithm. Measurement 179:109483. https://doi.org/10.1016/j.measurement.2021.109483
Sivamaran V, Kavimani V, Bakkiyaraj M, Selvamani ST (2022) Multi response optimization on tribo-mechanical properties of CNTs/nSiC reinforced hybrid Al MMC through RSM approach. Forces Mech 6:100069. https://doi.org/10.1016/j.finmec.2021.100069
Chibane H, Dubois S, De Guio R (2021) Innovation beyond optimization: application to cutting tool design. Computers Industrial Eng 154:107139. https://doi.org/10.1016/j.cie.2021.107139
Santhosh AJ, Tura AD, Jiregna IT, Gemechu WF, Ashok N, Ponnusamy M (2021) Optimization of CNC turning parameters using face centered CCD approach in RSM and ANN-genetic algorithm for AISI 4340 alloy steel. Results Eng 11:100251. https://doi.org/10.1016/j.rineng.2021.100251
Chinchanikar S, Choudhury SK (2013) Effect of work material hardness and cutting parameters on performance of coated carbide tool when turning hardened steel: an optimization approach. Measurement 46(4):1572–1584. https://doi.org/10.1016/j.measurement.2012.11.032
Singh BK, Roy H, Mondal B, Roy SS, Mandal N (2019) Measurement of chip morphology and multi criteria optimization of turning parameters for machining of AISI 4340 steel using Y-ZTA cutting insert. Measurement 142:181–194. https://doi.org/10.1016/j.measurement.2019.04.064
Roy RK (2001) Design of Experiments using the Taguchi approach: 16 steps to product and process improvement. John Wiley & Sons Inc., Hoboken
Suresh A, Diwakar G (2021) Optimization of process parameters in plasma arc cutting for TWIP steel plates. Mater Today: Proceed 38(5):2417–2424. https://doi.org/10.1016/j.matpr.2020.07.383
Odiaka T, Akinlabi SA, Madushele N, Fatoba OS, Hassan S, Akinlabi ET (2021) Statistical analysis of the effect of welding parameters on the tensile strength of titanium reinforced mild steel joints using Taguchi’s DoE. Mater Today: Proceed 44(1):1202–1206. https://doi.org/10.1016/j.matpr.2020.11.240
Krishnan Y, Sundar SP, Karthikeyan L, Ajay CV, Manisekar K (2021) Experimental optimization of cutting parameters in turning of brass alloy using Taguchi method. Mater Today: Proceed 42(2):377–382. https://doi.org/10.1016/j.matpr.2020.09.561
Yang T, Liu T, Liao W, Wei H, Zhang C, Chen X, Zhang K (2021) Effect of processing parameters on overhanging surface roughness during laser powder bed fusion of AlSi10Mg. J Manuf Process 61:440–453. https://doi.org/10.1016/j.jmapro.2020.11.030
Barbosa FV, Sousa SDT, Teixeira SFCF, Teixeira JCF (2021) Application of Taguchi method for the analysis of a multiple air jet impingement system with and without target plate motion. Int J Heat Mass Transf 176:121504. https://doi.org/10.1016/j.ijheatmasstransfer.2021.121504
Kumar S, Priyadarshan GSK (2021) Statistical and computational analysis of an environment-friendly MWCNT/NiSO4 composite materials. J Manuf Process 66:11–26. https://doi.org/10.1016/j.jmapro.2021.04.001
Mia M (2018) Mathematical modeling and optimization of MQL assisted end milling characteristics based on RSM and Taguchi method. Measurement 121:249–260. https://doi.org/10.1016/j.measurement.2018.02.017
Kumar SPL (2019) Measurement and uncertainty analysis of surface roughness and material removal rate in micro turning operation and process parameters optimization. Measurement 140:538–547. https://doi.org/10.1016/j.measurement.2019.04.029
Viswanathan R, Ramesh S, Subburam V (2018) Measurement and optimization of performance characteristics in turning of Mg alloy under dry and MQL conditions. Measurement 120:107–113. https://doi.org/10.1016/j.measurement.2018.02.018
Laboratory 8. Matlab. https://iist.uwb.edu.pl. Accessed 15 Jan 2022
Statnikov RB, Matusov JB (1995) Multicriteria optimization and engineering. Springer Science+Business Media, Dordrecht
Statnikov R, Statnikov A (2011) The Parameter Space Investigation method toolkit. Artech House, London
Leksycki K, Feldshtein E, Królczyk GM, Legutko S (2020) On the chip shaping and surface topography when finish cutting 17–4 PH precipitation-hardening stainless steel under near-dry cutting conditions. Materials 13(9):2188. https://doi.org/10.3390/ma13092188
Applications for stainless steel in the water industry (1999) Water Industry Information and Guidance Note, Steel Construction Institute, WRc, Swindon, IGN 4-25-02
Todd B (1978) Nickel containing materials for marine applications, Anti-Corros. Method M. https://doi.org/10.1108/eb007073
Nickel Institute (2020) Design guidelines for the selection and use of stainless steel. A Designers’, Handbook Series No 9014
Feldshtein EE, Dyachkova LN (2014) On the properties and tribological behaviors of P/M iron based composites reinforced with ultrafine particulates. Compos B: Eng 58:16–24. https://doi.org/10.1016/j.compositesb.2013.10.015
Maruda RW, Krolczyk GM, Feldshtein E, Pusavec F, Szydlowski M, Legutko S, Sobczak-Kupiec A (2016) A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int J Mach Tools Manuf 100:81–92. https://doi.org/10.1016/j.ijmachtools.2015.10.008
Trent EM, Wright PK (2000) Metal cutting, 4th edn. Butterworth-Heinemann, Woburn
Astakhov V, Outeiro J (2008) Metal cutting mechanics, finite element modelling. In: Machining. Springer, London
Wang WK, Wan M, Zhang WH, Yang Y (2022) Chatter detection methods in the machining processes: a review. J Manuf Process 77:240–259. https://doi.org/10.1016/j.jmapro.2022.03.018
Ahmed YS, Arif AFM, Veldhuis SC (2020) Application of the wavelet transform to acoustic emission signals for built-up edge monitoring in stainless steel machining. Measurement 154:107478. https://doi.org/10.1016/j.measurement.2020.107478
Maruda RW, Krolczyk GM, Nieslony P, Krolczyk JB, Legutko S (2016) Chip formation zone analysis during the turning of austenitic stainless steel 316L under MQCL cooling condition. Procedia Eng 149:297–304. https://doi.org/10.1016/j.proeng.2016.06.670
Hernandez-Gonzalez LW, Curra-Sosa DA, Perez-Rodriguez R, Zambrano-Robledo PD (2021) Modeling cutting forces in high-speed turning using artificial neural networks. TecnoL 24(51):e1671. https://doi.org/10.22430/22565337.1671
Klink A, Guo YB, Klocke F (2011) Surface integrity evolution of powder metallurgical tool steel by main cut and finishing trim cuts in wire-EDM. Procedia Eng 19:178–183. https://doi.org/10.1016/j.proeng.2011.11.098
Sevaraj DP, Chandramohan P, Mohanraj M (2014) Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using Taguchi method. Measurement 49:205–215. https://doi.org/10.1016/j.measurement.2013.11.037
Funding
The authors gratefully acknowledge the financial support from the program of the Polish Minister of Science and Higher Education under the name “Regional Initiative of Excellence” in 2019—2023, project no. 003/RID/2018/19, funding amount 11 936 596.10 PLN.
Author information
Authors and Affiliations
Contributions
K. Leksycki: conceptualization, methodology, software, validation, formal analysis, investigation, data curation, visualization, supervision, writing—reviewing and editing, project administration. E. Feldshtein: conceptualization, methodology, formal analysis, investigation, data curation, visualization, writing—reviewing and editing.
Corresponding author
Ethics declarations
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Leksycki, K., Feldshtein, E. Study of the finish turning process based on the Parameter Space Investigation method. Int J Adv Manuf Technol 126, 5487–5499 (2023). https://doi.org/10.1007/s00170-023-11484-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11484-0