
Abstract
Structural bonding of batch hot-dip galvanized components poses a particular challenge against the background of the build-up of the zinc coating in the form of different zinc-iron phases. As part of a research project, parameters influencing the zinc coating, the pre-treatment of the zinc substrate, and the adhesive were investigated with regard to the load-bearing capacity of a bonded joint. The variation of the zinc coatings was achieved by using four different steel grades in combination with four batch galvanizing processes. Therefore, small-scale, thick shear tensile specimens were uniformly fabricated, galvanized, bonded in pairs, and mechanically tested. A second series of tests was aimed at the feasibility of an adhesive bond of batch galvanized, medium-scale components under realistic boundary conditions. The test specimens were produced by varying the surface preparation and the adhesive and tested mechanically to shear failure. The results of both test series show that zinc-coated components can be adhesively bonded well and reliably, and, by this, a high load-bearing capacity can be achieved in the bonded joint. The small-scale tests clearly show that the type of zinc coating and its structure obviously have a significant influence on the load-bearing capacity. In summary, it can be stated that the relevant material and process-related influences on the shear load-bearing behavior of bonded joints of batch hot-dip galvanized components were demonstrated by means of the two test series, and the basis for implementing such joints on real load-bearing structures was laid. The presented procedure (small-scale tests and component tests) can be used as a suggestion for a later application in practice.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hot-dip galvanizing is one of the most important and reliable corrosion protection methods for a wide range of steel components in many fields of applications. In Europe, 1.3 million tons of zinc are used for hot-dip galvanizing of approximately 33 million tons of steel every year, using two production techniques, therefore: continuous hot-dip galvanizing for thin sheet (~ 25 million tons galvanized) and general batch hot-dip galvanizing for pre- or semi-fabricated steel components (~ 8 million tons galvanized) [1, 2]. Regarding the resulting zinc-coating characteristic, both methods must be distinguished. Even if the main process step is the same in terms of dipping steel in a hot liquid zinc melt, the resulting zinc layers are widely different, affecting to a high degree the possible post-galvanizing processing of such galvanized steel. The reason for the different zinc-coating characteristics lies in the different steel products, which are galvanized in the one and the other process. Continuous galvanizing is used for thin steel sheets or wires, which are running continuously through the zinc bath at relatively high speed, resulting in rather low reaction times between steel and liquid zinc of 10–40 s. The zinc layer thickness is adjusted via stripping devices, which are positioned directly after the steel leaves the zinc bath. As a result, the zinc layers produced with this method are characterized by one homogenous, ductile phase, which show the solidification structure of the zinc alloy used in the process, at a thickness of 7–40 μm within tight tolerances. The post-galvanizing processing of such galvanized steel sheet foresees typically the cutting of two-dimensional matrices out of the coil material with subsequent forming and joining, e.g., spot welding, clinching, and/or adhesive bonding. These techniques are in use in high-quality and high-quantity applications since long, e.g., automotive industries, white goods, and installation systems, thus, the processing steps are well investigated and state of the art [3–8].
In contrast, zinc coatings gained in the general batch hot-dip galvanizing process are more inhomogeneous and thicker, leading to much more limited or, at least, to much more complex post-galvanizing possibilities. The reason for the fundamentally different zinc coating characteristic lies in the different types of steel geometry, which are typically galvanized with this method. Batch galvanizing mainly focuses on semi- and pre-fabricated steel components with thicknesses in a range from 3 up to several 10 mm. Due to the batch-wise dipping process of such components into the zinc bath, including the vertical immersion and withdrawal, the galvanizing time is between 4 and 30 min (depending on the thickness and the geometrical construction of the steel material) and therefore much longer in comparison to continuous galvanizing. During the long reaction time between the steel and the zinc, melt diffusion processes between both metals start, leading to the growth of intermetallic zinc-iron phases. The kind and thickness of these phases strongly depend on the composition of the steel, especially the silicon content, as well as the zinc alloy, the temperature of the galvanizing process, and the reaction time. The specific influence of the steel silicon content and the process temperature on the diffusion kinetic and resulting zinc-iron-phase structure is given in Fig. 1.

Formation of the phase structure of conventional batch hot-dip galvanizing coatings as a function of the Si content of the steel according to [9]
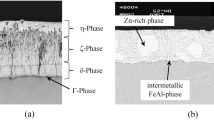
Figure 2 shows the microscopic crosscut of a typical zinc coating gained during conventional batch hot-dip galvanizing with its intermetallic phases and the specific phase characteristics. The zinc layer build-up is as follows:
-
Γ-phase: the reaction layer is formed directly on the contact surface of the steel. Despite only being some 100 nm thin, its high iron content (18–21 wt%) means that it is a very strong layer.
-
δ1-phase: this layer is characterized by its compact structure. Its thickness is typically between 20 and 50 μm; its hardness is up to 350 HV, which is higher than the bulk material in the case of mild steels.
-
ζ-phase: it allows for the build-up of iron and zinc and is, therefore, responsible for the thickening of the zinc coating due to its zinc-rich layer structure of hard zinc crystals (iron content, 3.7–7.5 wt%).
-
η-phase: a ductile, pure zinc layer, which forms on the grown zinc-iron phase when the steel component is withdrawn out of the molten zinc bath. The layer thickness is dependent on the roughness of the underlying zinc-iron-phase and the withdrawal speed.

Characteristic of a conventional hot-dip galvanizing coating
The thickness growth of the zinc phases is a diffusion-controlled process and strongly depends on the reactivity of the steel with the molten zinc. Especially, the steel’s silicon content and, partly, the phosphorus content play a major role in the zinc layer built-up kinetic (Fig. 3). Regarding this effect, four ranges are defined [10]:
-
≤ 0.03 wt% Si and < 0.02 wt% P: so-called low-silicon range, leading to silver shiny zinc coatings, typically within a thickness range of 60–100 μm,
-
> 0.03 wt% Si to < 0.14 wt% Si: so-called Sandelin range, leading to dull grey zinc coatings with very high thicknesses of several 100 μm,
-
≥ 0.14 wt% Si to 0.25 wt% Si: so-called Sebisty range, leading to grey-silver zinc coatings, typically within a thickness range of 100–250 μm,
-
> 0.25 wt% Si: so-called high-silicon range, leading to dull grey zinc coatings with very high thicknesses of several 100 μm.

Zinc layer thickness, depending on the melt temperature (dipping time constant at 10 min) computed by Si-content and temperature of zinc bath, own graphic according to [9]
The influence of the process temperature on the zinc layer thickness can also be seen in Fig. 3. Especially, within the temperature range of 530–560 °C, the effect is significant due to a change in the growth kinetic (see Fig. 1). The processing at this temperature is known as high-temperature galvanizing and is mainly applied on fasteners and threaded parts, e.g., bolts and screws. Within the normal range of operational galvanizing practice with a temperature between 445 and 455 °C, the influence is of reduced significance.
Even when the resulting inhomogeneity of the zinc coatings gained by batch hot-dip galvanizing has no influence on the corrosion protection performance in comparison to a pure homogenous zinc layer, the specific phase structure has nevertheless a strong influence on the post-processing properties and possibilities of such coatings. The build-up of strong zinc-iron phases means a strong barrier against mechanical impact but also a brittle layer, which leads to cracking and/or flaking of the coating in case of forming processes after galvanizing [11]. The thickness of the zinc layer leads to bad welding quality due to the high amount of vaporizing zinc during the welding process. Furthermore, the inhomogeneous surface conditions represent a much more challenging substrate for subsequent surface treatments, e.g., adhesive bonding in comparison to pure zinc layers.
The need for post-galvanizing joining of steel constructions arises from technical but also from economic reasons. The most obvious reason is that, for batch galvanizing, the grade of pre-fabrication of the steel structures in the workshop is limited to the size of the zinc kettle. Bigger structures need to be joined subsequently, which is as the state of the art done by using bolted connections. Furthermore, complex structures might be prone for cracking due to an unfavorable constructional design, which might lead, under critical circumstances, to liquid metal-induced cracking [12–15]. To avoid such critical condition, it could be necessary to reduce the complexity of the structure, e.g., to separate a framework into its single components, to galvanize these, and assemble the structure afterward. Under economical aspects, it could be more efficient to galvanize smaller components at a higher productivity instead of one complex structure.
Adhesive bonding technology offers specific advantages compared to welded and bolted solutions but is only gradually finding its way into the building industry and, especially, into steel construction. The first applications of adhesive bonding technology in steel construction are currently being developed for renovation and repair situations of bridge structures, either by using a polymer sandwich plate system [16–18] or by renovation with adhesively bonded steel patches [19, 20] or CFRP lamellas [21, 22]. Furthermore, adhesive bonding in steel façade construction is now widespread worldwide and state of the art [23, 24].
Adhesive joining of substrates with zinc coatings, which are applied in the continuous hot-dip galvanizing process, is well known and state of the art in case of continuously galvanized material [6–8]. In contrary, the knowledge regarding the applicability of adhesives in case of batch galvanized components is very limited. In [25], test series are described to investigate the adhesive strength of zinc layers on the steel substrate in dependency of the galvanizing conditions by using pull-off tests. Similar tests were carried out in [26] to clear the influence of different zinc bath compositions on the adhesive strength of the zinc layer. Both research works give no answer regarding the load-bearing capacity under shear load as typical for adhesive joint. In [27], it is reported on the strength of hybrid (adhesive prestressed bolts) joints on galvanized and coated components under shear loading, but not on adhesive joints. In [11], test series are conducted on conventional as well as thin film batch hot-dip galvanized samples made of 2 and 3 mm material but without variation of the pre-treatment and further investigations on the load-bearing mechanisms. Thus, a systematic approach to investigate the influencing parameters with respect to the structure of the zinc coating had still been missing. Against the background of the difficult characteristic of the zinc layer, the necessary pre-treatment of a batch hot-dip galvanized coating and the choice of adhesive to create durable adhesive joints was unclear. The objective of the study presented in the following was to eliminate these uncertainties by a systematic investigation on adhesive bonding of batch hot-dip galvanized coatings. For the very first time, the influences of the different zinc phases, which are gained in dependency of the hot-dip galvanizing process and steel substrate, on the load transfer under shear stress in such bonded joints are considered.
2 Methods
2.1 General conception
The inhomogeneity of hot-dip zinc coatings with their manifold possible formation of the intermetallic zinc-iron phase structure, which could depend on the steel as well as galvanizing parameters, poses a particular challenge when it comes to the load-bearing capacity of bonded joints. For this purpose, it is necessary to investigate different configurations of zinc coatings and to determine their specific behavior with regard to
-
adhesion of the zinc coating to the base material,
-
strength of the multi-phase zinc coating itself,
-
adhesion of the adhesive layer to the outer zinc phase (oxidized zinc layer, δ1-phase, ζ-phase, or η-phase).
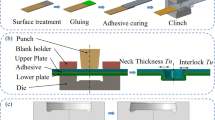
Following these considerations, a two-step approach (Fig. 4) by means of two test series was chosen for a systematic investigation of the different effects:
-
test series 1 with focus on the variation of the zinc coating and constant pre-treatment and adhesive parameters using standardized tensile shear samples, modified in accordance with DIN EN 14869-2 [28] and
-
test series 2 with focus on a real application situation, using medium-scale construction samples, optimized surface pre-treatment before adhesion and variation of the adhesive.

Flow chart for the stepwise approach
2.2 Material and galvanizing variants
Within the first test series, samples are prepared out of 12.5 mm-thick steel sheets and subsequently hot-dip galvanized. In order to obtain different configurations of the zinc coating, the test specimens were produced under variation of the steel as well as the galvanizing process. Four steel types, all mild steel grades in accordance with DIN EN 10025 [29] but with different chemical compositions according to the four silicon ranges (see above), are chosen, and pairs of thick adherend shear specimen are produced out of each material. The steel grades and their compositions are given in Table 1.
Furthermore, four batch galvanizing processes are chosen as the following:
-
1.
Conventional hot-dip galvanizing in accordance with DIN EN ISO 1461 [30] and DASt-Richtlinie 022 [31], carried out at a temperature of 450 °C (hereinafter referred to as “HDG 1461”)
-
2.
hot-dip galvanizing with subsequent centrifuging in accordance with DIN EN ISO 10684 [32] at a temperature of 450 °C (hereinafter referred to as “spin HDG”)
-
3.
hot-dip galvanizing with subsequent centrifuging in accordance with DIN EN ISO 10684 [32] at high temperature of 550 °C (hereinafter referred to as “spin HDG HT”)
-
4.
thin-film galvanizing in accordance with DIN 50997 [33], alloy composition 95 wt% zinc-5 wt% aluminium (hereinafter referred to as “Zn5Al”)
The first process is the common batch galvanizing process, which is the most widely used and applied to a wide variety of steel components. The second process with centrifuging of the parts after their withdrawal from the zinc melt is typically applied on small, threaded parts such as bolts and screws. In this process, the upper pure zinc phase of the zinc coating is spun off. In process 3, the layer structure of the zinc coating is influenced by the high temperature as well as by the centrifugal process (see Fig. 3). The fourth method has so far been used primarily in the automotive sector but is increasingly being applied in other areas as well. Therefore, a test series with the low-Si steel is carried out for the purpose to give an indication on the load-bearing behavior in comparison to the other zinc coatings.
Within the second test series, medium-scale samples are prepared from a Sebisty-steel (Table 2) and galvanized as HDG 1461 based on an evaluation regarding the practical relevance. With this selected combination of steel and galvanizing process, the majority of steel structures encountered in practice, especially in the building industry, are covered. For comparison reasons, non-galvanized samples are also tested.
2.3 Sample geometries
2.3.1 Samples in test series 1
For test series 1, thick adherend shear samples in accordance with DIN EN 14869-2 [28] are used. The specimens are pairwise adhesively bonded as shown in Fig. 5. The bond area results from the overlap length of both test specimens of 10 mm × 25 mm.

Geometry of a tensile-shear test specimen according to [28]
2.3.2 Samples in test series 2
For test series 2, a double lapped joint, representing a typical design detail in steel construction on a medium-scale level as well as a loading scenario in compliance with the load characteristic of test series 1, is chosen. Figure 6 shows the geometry and the loading situation.

Geometry of component test specimen and loading situation
The bond areas (100 mm × 100 mm) result from the overlap length of the test specimens. Five test specimens were produced, resulting in a total of 15 tests (3 adhesives × 5 specimens) in galvanized condition and 15 tests in non-galvanized condition.
2.4 Adhesive bonding
2.4.1 Test series 1
Within the first test series, a two-component high-strength epoxy resin is used as adhesive with the characteristic according to Table 3.
The adhesive layer thickness was set to 0.5 mm using gauge tape. Curing of the composites was carried out at 65 °C for 90 min. The specimens were then stored for 6 days at 23 °C and 50% relative humidity. To keep the focus of the test series on the layer formation and the adhesive strength, the pre-treatment of the zinc coatings is done uniformly by mechanical cleaning and sweep blasting and without chemical activation.
2.4.2 Test series 2
For the second series of tests, more in-depth considerations were made regarding the adhesive selection. In addition to the importance of the mechanical properties of both the adhesive and the composite, the method of application of the adhesive is significant. The rheological properties, gap-filling, adequate processing time, and curing at room temperature are also important. Environmental conditions and corrosion mediums should not reduce the bond strength of the adhesive too significantly over its lifetime, and the ability of the component to resist aging under the initial conditions (e.g., environmental conditions, load type) must be ensured; this depends on the connecting parts, the surface pre-treatment, and load type. Furthermore, the selection of the adhesive is influenced by the occupational health and safety of its use, its resulting behavior, solvent use, and economic factors (e.g., availability, cost, storage stability).
Following these considerations, a polyurethane (PU) adhesive and two epoxy resin adhesives (EP) were chosen from a group of two-component adhesives; Körapur 666 (Kömmerling Chemische Fabrik GmbH), Scotch Weld™ 7260 (3M Deutschland GmbH), and Sika Power 477 R (Sika Deutschland GmbH). The target adhesive layer thickness for the double-lapped joint specimens was set to 1 mm.
In accordance with [34], two pickling solutions were selected for the surface pre-treatment of the galvanized materials: SurTec© 479 in combination with adhesives Scotch Weld™ 7260 and Sika Power 477 R and Bref Power© for adhesive Körapur 666 (Table 4).
2.5 Mechanical testing
In test series 1, the joint strength of every variant was tested under constant shear loading in accordance with DIN EN 1465 [35]. The tests were carried out with a universal testing device, MIDI 20-10/4 × 10, from Messphysik Materials Testing GmbH under displacement-controlled loading of 5 mm/min. After failure of the joint, the fracture pattern was evaluated according to DIN EN ISO 10365 [36].
In test series 2, all samples were tested in a servo-hydraulic testing device with a 1 MN cylinder from Carl Schenck AG. A Spider8 device from Hottinger Baldwin Messtechnik (HBM) is used for data generation and processing. In addition to the applied force and the associated displacement, the relative displacement of the adhesive layer is recorded by means of laser displacement transducers.
3 Results
3.1 Results of test series 1
Figure 7 shows the stress-displacement curves recorded for the different steel-zinc coating variants in the tensile shear tests. As expected for the kind of joint and the adhesive, the behavior is characterized by a continuous increase in stress and deformation until failure occurs at relatively low displacement. The maximum shear stress at this time is taken from each curve as the joint load-bearing capacity.

Shear stress-displacement curves for varying galvanizing methods and steels (Si-content: a Si = 0.02 wt%; b Si = 0.09 wt%; c Si = 0.17 wt%; d Si = 0.30 wt%)
Examining the fracture surface of these tests shows that, under tensile shear stress, the bond strength is either determined by the adhesion between the adhesive and zinc layer or by the strength of the zinc layer itself. In Fig. 8, the fracture pattern of the five samples of the spin HDG variant for steel Si = 0.17 wt% is given exemplary. Here, an average share of 30% delamination failure (DF) and 70% adhesion failure (AF) could be determined. Macroscopic cohesive failure of the adhesive was not observed over all samples.

Fracture pattern of spin HDG-variant for steel Si = 0.17 wt%
Figure 9 summarizes the maximum tensile shear stress values and the prevailing fracture mechanism in dependency of the galvanizing method and the steel’s silicon content.

Maximum tensile shear strengths for tensile shear specimens (galvanized, sweep blasted) modified in accordance with DIN EN 14869-2 [28] as a function of the steel alloys and galvanizing methods
With regard to the different galvanizing processes, it can be seen that the greatest scatter occurs with conventional galvanizing over the four steel grades, whereby no clear tendency can be identified. With the exception of the 0.02 wt% Si-spin HDG variant, the two spin processes consistently show very high fracture stresses in the range of 28–34.6 MPa. The specimens galvanized by thin-film galvanizing and subsequently bonded show the best result within the 0.02 wt%-Si class with 23.7 MPa. Due to the thin zinc coating, adhesive failure occurs here, i.e., separation between the Zn5Al coating and the steel substrate. In all other variants, with the exception of the 0.17 wt% Si–Zn 1461 variant, shear stress failure occurred within the zinc coating.
3.2 Results of test series 2
The application of the chemical pre-treatment and the adhesive on the test samples were carried out under practice-oriented, realistic conditions. Firstly, after the treatment of the zinc surfaces, using two different pickling products SurTec® 478 and BrefPower®, respectively, the resulting zinc layer thicknesses and the adhesive thickness are measured for all of the three component test samples. The results are summarized in Table 5.
The average total zinc layer thickness lies in the typical and expectable range, which is experienced in practical applications of hot-dip galvanized components. The measurement of the zinc removal reveals a good reproducibility in case of the SurTec® treatment, which leads to a significantly higher zinc removal in comparison to the BrefPower® treatment by factor 1.5–2 at the same treatment time. Regarding the adhesive thickness, the measurement shows a very good match with the target thickness of 1.0 mm.
The load-bearing behavior under tensile shear load of the lap joints composed of galvanized and non-galvanized components, respectively, is shown in Fig. 10. In all cases, there is a linear relationship between the relative deformation of the bond and the resulting shear stress. In this context, the stiffness of the different adhesives plays a dominant role, whereas the nonlinear behavior of the adhesives has no influence on the global load-bearing behavior of the joint due to the small strains produced. In all cases, the adhesive joints of the galvanized variants show higher stiffness compared to the non-galvanized ones.

Shear stress-sliding-curves of galvanized and non-galvanized lap joints with different adhesives
When PU adhesive Körapur 666 is used, failure of the zinc layer only occurs under shear loads. In this case, the complete zinc layer separates from the steel substrate (delamination of the δ1-phase). The comparison of the maximum shear stress and deformation at the failure of the joint with the non-galvanized variant reveals that only half of these values are reached for the galvanized version.
Both epoxy resins Sika Power 477 R and Scotch Weld™ 7260 exhibit very similar behavior under shear load where the zinc coating failure is the dominant criteria and comparable load levels are reached. However, when these two adhesives are used, a delamination failure of the ζ-phase occurs, letting the δ1-phase and the Γ-phase remain on the steel substrate.
For these two adhesives, the average fracture stresses over the bond surface of the component test samples are significantly higher than those of the equivalent non-galvanized samples.
4 Discussion
As already described in the introduction, structural bonding of continuously hot-dip galvanized material has been state of the art for a long time, but transferability of the bonding mechanisms, as well as load transfer mechanisms to batch hot-dip galvanized components, was not possible due to the strongly deviating coating characteristics and the lack of knowledge on the resulting influences. Now, the tests carried out show that good adhesive properties of batch hot-dip galvanized components could be reached, but also that the presumed effects resulting from the phase characteristic of the zinc coating are significant and that these must be taken into account in the design of adhesive-bonded joints of hot-dip galvanized components. The tensile shear tests of series 1 reveal a clear influence of the zinc-coating structure, which is influenced by the galvanizing method as well as the steel composition, on the joint strength and the fracture pattern. The large scatter in the HDG 1461 variant over the four steel grades with a maximum difference of 133% between the highest and the lowest shear strength values in the shear test seems to be obviously attributed to the high influence of the steel composition on the zinc-coating characteristic as explained above. It is striking that the low-Silicon and Sebisty variants, which are to be preferred in the steel selection according to DIN EN 10025 [29] with regard to hot-dip galvanizing, as they lead to thinner, visually more appealing zinc coatings, lead to significantly lower results under shear load compared to the other two variants. In the case of these, the positive effect could be that, due to the relatively thick ζ-phase, there is a lower hardness gradient within the zinc coating, which could then prove favorable under shear load. The spin HDG and spin HDG HT substrates, which are mainly applied on small parts as screws and bolts, demonstrate an increase in strength and a change in the failure mechanism to a detachment of the zinc layer. This leads to a different adhesion of the pure zinc layer and the underlying iron-zinc alloy layers (ζ- und δ1-phase). Furthermore, for the two spin process variants, it can be assumed that the spinning off causes micro-roughness on the surface of the zinc coatings, which leads to improved adhesion and, thus, a high shear strength of the bonded joint. The influence of the high galvanizing temperature (spin HDG HT), which leads to a significantly thinner zinc coating irrespective of the Si content of the steel (cf. Fig. 3), does not appear to have any effect on the spin variants. The increased ultimate load level of the Zn5Al variant, which is 51% and 22% higher compared with the classic HDG 1461 and spin HGD variants, is attributed to the fact that this type of coating has a much more homogeneous layer structure and is also significantly thinner.
When designing a bonded joint of batch hot-dip galvanized material, the galvanizing method as well as the steel quality must therefore also be considered and specified for the subsequent application. In case of uncertainties with regard to the phase structure of the zinc coating resulting from the galvanizing process, small-scale tests should be carried out according to test series 1.
For the application-oriented test specimens in test series 2, the most widely used combination in steel construction practice was selected in the form of conventional batch galvanizing (variant HDG 1461) and a Sebisty steel, and the surface preparation methods and adhesives were varied on this basis. First, these tests confirm the good adhesion properties of batch hot-dip galvanized components already demonstrated in test series 1. With regard to the shear stress-deformation behavior, significant differences result from the selected configurations. In the case of the combinations of epoxy adhesive and pickling by means of SurTec®, it can be seen that galvanizing can significantly increase the ultimate load of the bonded joint by ~ 50% and ~ 200%, respectively, compared to the ungalvanized reference specimens. In the case of the PU adhesive Körapur 666 together with the chemical surface preparation using BrefPower®, on the other hand, a halving of the ultimate load occurs in the galvanized version. This, together with the different fracture patterns, indicates a different degree of chemical-mechanical interaction in the adhesive bond. The higher loads obtained with the toughness-modified adhesives Scotch Weld™ 7260 and Sika Power 477 R are most likely due to the additional possibilities of redistributing the stress peaks across the zinc layer. For the non-toughened adhesive Körapur 666, the effect is still evident, although not to the same extent as the other two. It is assumed that the build-up of adhesion to the zinc surfaces is favored by the tough-elasticity phase of the two epoxy resin adhesives. In comparison to the standard thick adherend shear test from test series 1, it is found that the average tensile stresses of the lap joints are lower, irrespective of whether the specimens are galvanized or non-galvanized. This can be explained by the stress peaks that are produced at the lap ends, in contrast to the average stresses.
The surface pre-treatment processes used for the specific removal of the zinc layer have been proven to be very suitable for the component test samples, and the layer removal is, consistently, in the desired order of magnitude. The experiments show that different failure mechanisms can occur depending on the type of adhesive, load type, and the morphology of the local zinc layer; no general statements can, therefore, be derived at present. The medium-scale tests enable the zinc layer of the adhesive batch hot-dip galvanized samples to be fully activated at a larger scale so that a structurally stable overall composite of steel, galvanized material, and adhesive material can be produced, where each component of the composite is utilized to the same extent and the zinc layer does not primarily fail.
The tests in the second series of trials confirm that batch hot-dip galvanized components can, in principle, be bonded well and that relevant bonding forces could be reached. Furthermore, it is shown that a precise coordination of the measures for surface preparation is necessary depending on the substrate present, here, in particular, the phase structure of the zinc coating, as well as the adhesive. On the other hand, the component tests show that upscaling of the load-deformation mechanisms from the small-scale tests is possible only to a limited extent. Accordingly, with regard to later applications, it is recommended to conduct tests as close to scale as possible. In the event that the design is only to be carried out on the basis of small-scale tests, the uncertainties can be considered by increasing the safety factors.
5 Conclusion
Although the bonding of hot-dip galvanized material has been state of the art for a long time, these applications are mainly limited to thin sheets that have been galvanized in a continuous hot-dip galvanizing process. For general steel (construction) structures, on the other hand, which are fabricated, three-dimensional components with generally much higher material thicknesses, the batch hot-dip galvanizing process must be used for corrosion protection. Here, depending on various parameters, significantly different zinc coatings with complex intermetallic phases are formed.
As part of the German research project “Adhesive bonding of hot-dip galvanized assemblies,” basic tests have now been carried out to investigate systematically for the first time the influence of the zinc-coating structure, in particular the characteristics of the zinc-iron phases, on the load-bearing behavior of bonded joints under shear load. The variation of the zinc coatings was achieved by using four different steel grades in combination with four batch-galvanizing processes. In each case, small-scale, thick shear tensile specimens were fabricated and galvanized, and then the specimens were bonded in pairs, passing through a uniform procedure and mechanically tested. A second series of tests was aimed at the feasibility of an adhesive bond of batch-galvanized components under realistic boundary conditions. For this purpose, the specimen geometry chosen was the medium-scale double-lapped connection typical in steel construction and, regarding the material, the combination of steel with a Silicon content from the Sebisty range and the conventional batch-galvanizing process most frequently encountered in practice. The test specimens were produced by varying the surface preparation and the adhesive and then tested mechanically to failure, again under shear load.
The results of both test series show that zinc-coated components can be adhesively bonded well and reliably and, by this, a high load-bearing capacity can be achieved in the bonded joint. The small-scale tests clearly show that the type of zinc coating and its structure obviously have a significant influence on the load-bearing capacity. Accordingly, the choice of steel as well as the galvanizing process must be considered when designing an adhesive bond of such components. By means of the tests on medium scale, the transferability to practical geometries was proven, whereby the influence of the surface preparation of the zinc coating and the choice of adhesive became apparent. In summary, it can be said that the relevant material and process-related influences on the shear load-bearing behavior of bonded joints of batch hot-dip galvanized components were demonstrated by means of both test series, and the basis for implementing such joints on real load-bearing structures was laid.
With regard to later applications, it is recommended to conduct tests as close to scale as possible. In the event that the design is only to be carried out on the basis of small-scale tests, the uncertainties can be considered by increasing the safety factors.
Data availability
Data are not publicly available.
Code availability
Not applicable.
References
EGGA - European General Galvanizers Association (2021) Galvanized steel and sustainable construction - solutions for a circular economy (https://www.galvanizingeurope.org/wp-content/uploads/2021/04/EGGA-Sustainability-Construction-Online-lock.pdf). Accessed 27 Jan 2023
Eurofer – European Steel Association (2021) European steel in figures 2021. https://www.eurofer.eu/publications/brochures-booklets-and-factsheets/european-steel-in-figures-2021/. Accessed 27 Jan 2023
Gedeon SA, Eagar TW (1986) Resistance spot welding of galvanized steel: part I. Material variations and process modifications. Metall Mater Trans B 17:879–885. https://doi.org/10.1007/BF02657151
Ertek Emre H (2016) Kaçar R (2016) Resistance spot weldability of galvanize coated and uncoated TRIP steels. Metals 6:299. https://doi.org/10.3390/met6120299
Abe Y, Kato T, Mori K-I et al (2014) Mechanical clinching of ultra-high strength steel sheets and strength of joints. J Mater Process Technol 214:2112–2118. https://doi.org/10.1016/j.jmatprotec.2014.03.003
Maeda S (1996) Surface chemistry of galvanized steel sheets relevant to adhesion performance. Prog Org Coat 28:227–238. https://doi.org/10.1016/0300-9440(95)00610-9
Trpčevská J, Kollárová M, Zdravecká E et al (2016) Application of bonded joints for quantitative analysis of adhesion. Adv Mater Sci and Eng 2016. https://doi.org/10.1155/2016/7415064
Ni J, Min J, Wan H et al (2020) Effect of adhesive type on mechanical properties of galvanized steel/SMC adhesive-bonded joints. Int J Adhes 97:102482. https://doi.org/10.1016/j.ijadhadh.2019.102482
Schulz W-D, Thiele M (2012) General hot-dip galvanizing. Leuze E G, Bad Saulgau
Deutsches Institut für Normung e.V (2020) DIN EN ISO 14713-2 (2020-05): Zinc coatings - guidelines and recommendations for the protection against corrosion of iron and steel in structures - part 2: hot dip galvanizing (ISO 14713-2:2019). Beuth, Berlin
Pinger T, Van den Bossche N (2021) On the influence of zinc coating and outdoor exposure on the strength of adhesive, clinched, and hybrid joints of batch hot-dip galvanized steel. Int J Adv Manuf Technol 118:4031–4042. https://doi.org/10.1007/s00170-021-08123-x
Feldmann M, Pinger T, Tschickardt D (2006) Cracking in large steel structures during hot dip galvanizing. In: Edited proceedings of the twenty-first international galvanizing conference. European General Galvanizers Association, Caterham, Surrey
Rudd W, Wen S, Langenberg P et al (2008) Failure mechanisms during galvanizing – FAMEGA, RFCS-project TGS5 – RFS CR 03021. Final Report. European Commission, Brussels. ISBN 978-92-79-08171-2. https://doi.org/10.2777/6164
Pinger T (2009) Avoidance of cracking in steel structures during hot-dip galvanizing under special consideration of liquid metal induced stress corrosion cracking (in German). Dissertation. RWTH University, Aachen
Feldmann M, Pinger T, Schäfer D et al (2010) Hot-dip-zinc-coating of prefabricated structural steel components. JRC Scientific and Technical Reports, Joint Research Centre of the European Commission. https://data.europa.eu/doi/10.2788/73644. Accessed 27 Jan 2023
Feldmann M, Sedlacek G, Geßler A (2007) A system of steel-elastomer sandwich plates for strengthening orthotropic bridge decks. Mech Compos Mater 43:271–282. https://doi.org/10.1007/s11029-007-0018-y
Stihl T, Chassard C, Feldmann M, Bild S (2013) New technology for the suspension bridge near Mettlach, Germany – a sandwich plate system Made Bridge Deck. Stahlbau 3:179–187. https://doi.org/10.1002/stab.201310029
Stihl T, Geßler A, Feldmann M et al (2016) Reconstruction of bridge decks and walkways by using steel-elastomer-compound components. Stahlbau 10:677–685. https://doi.org/10.1002/stab.201610420
Abeln B, Gessler A, Stammen E et al (2021) Strengthening of fatigue cracks in steel bridges by means of adhesively bonded steel patches. J Adhes Dent 98:1–27. https://doi.org/10.1080/00218464.2021.2006059
Stammen E, Abeln B, Ilg F et al (2022) Improvement of the fatigue strength of steel bridges by adhesively bonded steel patches – adhesives and processes. In: White CC, Miyauchi H (eds) 7th volume ASTM international durability of building and construction sealants and adhesives, West Conshohocken, pp 96–127. https://doi.org/10.1520/STP163320200060
Kasper Y, Albiez M, Ciupack Y et al (2020) Reinforcement of fatigue damaged steel structures using CFRP Lamellas - part 2: experimental crack propagation studies. Bauingenieur 4:166–172
Do B, Lenwari A (2020) Optimization of fiber-reinforced polymer patches for repairing fatigue cracks in steel plates using a genetic algorithm. J Compos Constr 2:4020006. https://doi.org/10.1061/(ASCE)CC.1943-5614.0001005
Richter C, Abeln B, Geßler A et al (2014) Structural steel–glass facade panels with multi-side bonding – nonlinear stress–strain behaviour under complex loading situations. Int J Adhes Adhes 55:18–28. https://doi.org/10.1016/j.ijadhadh.2014.07.004
Schaaf B, Richter C, Feldmann M et al (2020) Material parameter determination for the simulation of hyperelastic bonds in civil engineering considering a novel material model. Int J Adhes Adhes 103:102692. https://doi.org/10.1016/j.ijadhadh.2020.102692
Schubert P, Schulz W-D, Katzung W et al (1999) Structure and properties of hot-dip zinc coatings (in German). Metall 53:260–268
Thiele M (2008) Properties of zinc coatings from alloyed zinc melts. In: Edited Proceedings of the EGGA Assembly 2008, Copenhagen
Denkert C, Gerke T, Glienke R et al (2021) Experimental investigations on pre-tensioned hybrid joints for structural steel applications. J Adhes Dent 99:117–152. https://doi.org/10.1080/00218464.2021.2003786
Deutsches Institut für Normung e.V (2011) DIN EN 14869-2 (2011-07): structural adhesives - determination of shear behaviour of structural bonds - part 2: thick adherends shear test. Beuth, Berlin
Deutsches Institut für Normung e.V (2019) DIN EN 10025-2 (2019-10): Hot rolled products of structural steels – part 2: technical delivery conditions for non-alloy structural steels. Beuth, Berlin
Deutsches Institut für Normung e.V (2009) DIN EN ISO 1461 (2009-10): hot dip galvanized coatings on fabricated iron and steel articles - specifications and test methods (ISO 1461:2009). Beuth, Berlin
DASt Guideline 022 (2016) Hot-dip galvanizing of load-bearing steel components. In: German Committee on Steel Construction DASt. Stahlbau Verlags- und Service GmbH, Düsseldorf
Deutsches Institut für Normung e.V (2011) DIN EN ISO 10684 (2011-09): fasteners - hot dip galvanized coatings (ISO 10684:2004). Beuth, Berlin
Deutsches Institut für Normung e.V (2020) DIN 50997 (2020-08): zinc-aluminium coatings applied by thin film galvanising of steel - requirements and testing. Beuth, Berlin
Stahl JJ (2015) Kleben auf stückverzinkten Oberflächen (Bonding on batch galvanized surfaces). Dissertation. Shaker Verlag, Aachen, Germany
Deutsches Institut für Normung e.V (2009) DIN EN 1465 (2009-07): adhesives - determination of tensile lap-shear strength of bonded assemblies. Beuth, Berlin
Deutsches Institut für Normung e.V (2022) DIN EN ISO 10365 (2022-05) adhesives - designation of main failure patterns (ISO 10365:2022). Beuth, Berlin
Acknowledgements
The research center would like to thank the participating industrial representatives for their professional support and for the material donations.
Funding
Open Access funding enabled and organized by Projekt DEAL. “Adhesive bonding of batch hot-dip galvanized assemblies—KleziB,” IGF Project No. 17491 N of the German Research Association for Steel Application (Forschungsvereinigung Stahlanwendung e.V.- FOSTA) was funded by the AiF of the Collective Industrial Research (IGF) of the German Federal Ministry for Economic Affairs and Climate Action.
Author information
Authors and Affiliations
Contributions
Conceptualization, resources, supervision, and project administration: Markus Feldmann and Björn Abeln; investigation and data curation: Björn Abeln and Carl Richter; writing—review and editing: Markus Feldmann and Carl Richter; writing—original draft preparation: Thomas Pinger and Björn Abeln; all authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval
Ethical standards were considered and respected.
Consent to participate
All the authors declare their consent to participate.
Consent for publication
All the authors declare their consent to publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abeln, B., Pinger, T., Richter, C. et al. Adhesion of batch hot-dip galvanized components. Int J Adv Manuf Technol 125, 5197–5209 (2023). https://doi.org/10.1007/s00170-023-11045-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11045-5