
Abstract
The traditional tools used in steam-chest moulding technologies for the shaping of expanded polymers can be replaced today by lighter moulds, accurately designed and produced exploiting the additive manufacturing technology. New paradigms have to be considered for mould design, assuming that additive manufacturing enables the definition of different architectures that are able to improve the performance of the moulding process. This work describes the strategies adopted for the design and manufacturing by Laser powder bed fusion of the moulds, taking into specific consideration their functional surfaces, which rule the heat transfer to the moulded material, hence the quality of the products and the overall performance of the steam-chest process. The description of a case study and the comparison between the performance of the traditional solution and the new moulds are also presented to demonstrate the effectiveness of the new approach. This study demonstrates that the re-design and optimization of the mould shape can lead to a significant reduction of the energy demand of the process, thanks to a homogeneous delivery of the heating steam throughout the part volume, which also results in a remarkable cutting of the cycle time.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Bead foaming by steam-chest moulding is one of the most popular technologies adopted for shaping of expanded polymers (EP), typically polypropylene, polystyrene and polyurethane. It makes use of expandable or already expanded polymer beads that are injected into a mould and sintered under the action of steam pressure and temperature. The melting process takes place by a flow of water steam at temperature up to 150∘C and pressure up to 8 bar, which promotes the interdiffusion of the polymer chains, forming the physical links among the polymer beads [1, 2].
A schematic plot of the process steps is summarized in Fig. 1. Once the moulds are closed (mould closure), the cavity is filled with the loose polymer beads (filling) that are subsequently heated to promote their sintering (melting). The steam volume is then evacuated and the mould chambers are filled with cold water (cooling) to fasten the cooling phase before extracting the moulded part (mould opening).

Schematic of the main process steps of the steam-chest moulding
The strict control of the moulding process parameters is the key to achieve polymer foams with the best mechanical and functional properties. This control is aimed at assuring the uniform delivery of the steam throughout the volume occupied by the polymer beads during the shaping process, and the uniform cooling of the mould surfaces, just before the extraction of the finished product. In fact, while a uniform cooking process of the beads allows achieving the required polymer foam properties, a controlled phase of cooling has important effects on the dimensional shape of the final product. If the product is ejected too early, warpage or uncontrolled expansion may occur, leading to shape distortions [1].
The traditional moulds adopted for steam-chest moulding of EP are built by massive aluminium-alloy castings. They are mounted on press machines into specific sealed compartments, so that the rear surfaces of the mould can be wetted by the flow of the heating steam and of the cooling water. In order for the steam to pass through the walls of the mould and reach the shaping chamber filled with the polymer beads, a discrete set of nozzles is placed on the mould surface.
EP products are appreciated in everyday life thanks to their thermal—and acoustic—insulation properties and their ability to absorb shocks. These properties make their application attractive in a variety of industrial sectors such as packaging, building insulation or impact protection systems, just to name a few [3]. This wide diffusion makes research on their production technology of strategical importance, targeting the reduction in energy consumption and in the cycle times of the forming process.
It is worth considering that the thickness of the mould walls (as defined by structural and manufacturing requirements) and the mass of the steam injection system in the moulding chamber affect the heating and cooling times of the process, making it energetically and time expensive since unnecessary thermal fluctuations are imposed also on the moulds.
The improvement of the steam compartment insulation, by using low conductive metals or suitable coatings [4] and the replacement of the chest by injectors and nozzles appropriately positioned on the rear surface of the mould [5] are some examples of patented solutions proposed in the past for this purpose. Radio-frequency and microwaves technologies have also been investigated as the heating medium instead of steam [6, 7]. Finally, studies about the use of hot air as secondary medium for heat transport were conducted, demonstrating a reduction of energy consumption and of cycle time [2]. Concurrently, approaches based on the manufacturing of moulds using additive manufacturing (AM) technologies have also been proposed, taking advantage of the increased flexibility in shape design [8,9,10].
The present paper aims at highlighting the novel design strategies for EP moulds which are made possible using the opportunities offered by the AM techniques, in particular by the laser powder bed fusion process. In the following sections, these strategies for the manufacturing of innovative lighter moulds will be discussed. It will also be demonstrated through the description of a case study that significant improvements in energy efficiency of the forming process can be achieved.
2 New opportunities for mould architectures offered by AM
AM techniques enable the production of physical parts directly based on three-dimensional (3D) digital models. The physical object is generated by progressively adding thin layers of material, one on top of the other, according to the geometry of the digital CAD model. Materials such as polymers, ceramics and metal alloys can be used in such processes. The adoption of the AM techniques for the production of parts for industrial, transport and medical applications has today exceeded its initial target concerned with prototype manufacturing, thanks to technological maturity and the high level of quality recently reached. Among the existing AM technologies, powder bed fusion (PBF) is considered as the most suitable technique for the manufacturing of small- to medium-size parts with good accuracy [11, 12]. The term PBF encompasses all those techniques in which a laser beam (LPBF) or an electron beam (EBM) is used to selectively melt a metallic powder. The powder, contained in special hoppers is spread on the build surface through a recoater in distinct layers, generally of 20–60-μm thickness, which will then be selectively scanned and melted by the beam according to the desired geometry. After the scanning has been completed, the build surface is lowered, a new powder layer is spread and the process is repeated until the 3D object is fully formed. Support structures are generally used to allow the regular generation of overhang surfaces, to bind the workpiece under construction to the baseplate and to enhance heat diffusion away from the melted regions. Support structures are designed to be easily removed from the workpiece after the print. Considering the ability of LPFB technique to fabricate small geometrical features with a resolution of the order about 0.1 mm and to create internal channels and cavities that are impossible by conventional machining routes, it is understood why large efforts are devoted to the development of new products using AM techniques, especially in the tooling industry [13,14,15].
Considering the moulds for steam foaming technology, the two main design concept to be targeted are the reduction of the wall thickness and the creation of a uniform distribution of small holes for the steam access to the melting chamber, creating a sort of porous wall. As discussed, reducing the walls thickness allows speeding up the heating and cooling phases, while the distribution of small holes, replacing the distinct nozzles, allows a more homogeneous steam flow to be achieved, hence improved bead cooking conditions. To implement these design features into the mould, a proper management of the fluid flows during the steam-chest process is required. The adoption of these design features also implies the creation of a special chamber and related inlet/outlet channels to replace the chest compartment, and to adopt measures to assure the required mould structural strength. A contribution to increased structural strength of the mould walls with reduced thickness can be created by implementing 3D lattice structures into the mould design, which enable the flow of the fluids across the occupied volume while contributing to mould stiffness [8, 10].
Finally, the mould design cannot avoid considering a proper selection of the materials which should match at best the requirements set by the described innovative concepts. Up to now, cast aluminium alloys have been considered as the reference materials for traditional steam-chest moulds due to their good castability, high thermal diffusivity and reduced heat capacity. However, the described trend toward the use of much thinner mould walls (of the order of 1–2 mm) and the ability to quickly deliver heat to the polymer beads through the diffused pores might favour the choice of different materials. Indeed, materials characterized by lower thermal conductivity and heat capacity could be adopted to reduce as much as possible the amount of heat transferred to the mould material during the thermal cycles, hence saving energy and time, while reducing the required amount of cooling before starting the following cycle. It can be inferred that possible alternatives to cast aluminum alloys such as the 316 stainless steel, commercially pure Ti or the more popular Ti-6Al-4V alloy could be favourably considered for the new AM mould design.
3 Design and manufacturing of the moulds
The design of moulds cannot be performed without considering both the shape of the final product to be obtained and the constraints involved by the manufacturing process. The main benefit associated to the AM techniques is that they allow placing the material only where it is required, that is, only on those surfaces and structural volumes of the component where it is needed to fulfill a specific function. In this respect, two important surfaces must be considered for steam-chest moulds: the surface in direct contact with the EP beads, which is the main element devoted to define the shape of the final product, and the surface needed to fit the mould in the press machine. Once the volume occupied within these surfaces have been defined, the design of the remaining features of the mould are conditioned by the AM process requirements and ruled by the thermal and structural performances of the mould material.
As stated, one of the main requirements set by energy saving concerns is the reduction of the mould wall thickness in contact with the beads, to speed up heating and cooling cycles. Limitation to this solution given by structural integrity and shape stability when the wall becomes too thin can be counterbalanced increasing the stiffness of these thin surfaces by adding ribs or creating a sandwich panel structure (where one of the two surfaces is the mould wall) filled with a structural lattice core [8, 10]. In particular, it is assumed that the adoption of a structural 3D lattice could also be exploited to effectively convey process fluids across the mould chamber, allowing for a large reduction in the amount of fluids adopted during each process cycle. However, it is necessary to consider that the lattice within the conveying chamber also affects the fluid flow pattern and could impair the homogeneous thermal flow delivered to the polymer beads if not properly designed.
Figure 2 shows two case studies of EP moulds which were recently designed and printed by LPBF using the above-described approach. The sectioned views highlight the presence of a cellular lattice within the process-fluid chamber for structural purposes. It must be specified that accurate computer fluid dynamics (CFD) simulations have been carried out to verify and optimize the fluid flow inside the chamber occupied by the lattice. As expected, there exist parts and corresponding mould geometries, which are more prone to produce a smooth flow within the process chamber. Figure 2(a) is an example for such a situation. Here, the sandwich design concept was applied to a mould for EP helmets with excellent results, leading to a reduction of the cycle time of 75% and energy saving of about 80% [10]. Figure 2(b) ia a further example of a box featuring sharp-edged surfaces which could be more critical in terms of process fluid flow optimization.

The use of the sandwich design concept for moulds. Views of a sectioned half mould for a helmet (a) and for a box (b)
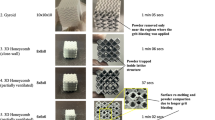
To improve the efficiency during the fast heating and cooling cycles, it is necessary to allow the inlet of the steam into the melting chamber as homogeneously as possible. According to the conventional massive mould design, small steam nozzles are used for this purpose, to be inserted into specifically created holes. In general, they are distributed along the surface of the mould at a distance of about 25 millimetres from each other. Their imprint is often clearly visible on the surface of the moulded products, as shown in Fig. 3. Even though the same solution can be adopted also for the innovative AM moulds, thanks to the increased process flexibility, it is possible to replace these discrete nozzles with a larges number of tiny holes directly created during the mould fabrication by AM, without additional cost and manufacturing time. This allows a more uniform distribution of the holes increasing the overall inlet area for the steam, with further obvious energy saving and product-quality advantages.

Example of a steam nozzle and evidence of its imprints on the surface of a part produced by traditional steam-chest moulding
4 Case study: box lid
A very large number of boxes and box lids are worldwide produced with expanded polystyrene (EPS) to satisfy the demand of lightweight protective packaging for the storage and delivery of foods. In fact, polystyrene foam is a lightweight material since it can contain more than 95% of air, it is valued for its insulating and cushioning properties, for its durability and resistance to water damage. The geometry of these boxes is usually rather simple and it may include reinforcing ribs. The size greatly varies depending on the volume of the content to be protected. Therefore, depending on their size, their production can require either single- or multi-cavity moulds while their use requirements ask for a full control of the quality of the moulded material in any region of the product, to guarantee both strength and lightweight. Considering the mass production characteristics, the expected mould life, together with cycle times, energy wastes and environmental sustainability become factors of primary importance.
In this work, we considered the case study of a mould for the manufacturing of the box lid in EPS with size of 400 × 300 × 30 mm depicted in Fig. 4. The production by a single-cavity mould was investigated.

3D model of the box lid
The flat shape of the box lid makes the requirement of uniform distribution of the thermal fluids along the functional surfaces of the moulds rather challenging. For this reason, an open mould architecture was preferred with respect to the sandwich design above described. The mould was then installed in an open chest machine which assures the heat exchange by the flow of the process fluids.
In order to maintain a suitable structural stiffness to reduce the deformation of the mould wall during the process (hence the lid shape), a net of ribs has been designed on the back side of the mould wall. These ribs have been defined considering a compromise between the need to limit the mass subjected to the thermal cycles and the required stiffness. Also, in this case, a network of small holes has been designed throughout the melting wall to homogeneously deliver the steam, replacing the distinct nozzles adopted in conventional moulds (Fig. 5).

Example of surfaces of EP parts moulded with distinct nozzles for steam delivery (a) and with the use of a network of small holes (b)
The shape definition is finally bound to rules set by the LPBF fabrication (see for instance ref. [16]) and to size limitation of the available building volume of the commercially available equipment. An optimization approach is important, taking into consideration the expected accuracy of the part, the building time and the surfaces quality [17]. The shape and size of the lid suggested to modify the mould architecture, dividing it into the four parts, as depicted in Fig. 6, so as to fill the building volume of a standard LPBF system and consequently decreasing the final printing time and costs. The four parts are then fitted in a frame and mechanically joined to form the single mould.

3D exploded models of the box lid moulds
For the LPBF printing, the single sectors have been oriented vertically (parallel to build direction) to optimize the building volume, as reported in Fig. 7. Such orientation also allowed to reduce the amount of support structures (to be removed after the print) and to improve surface quality of the walls in contact with the polymer beads. Finally, the network of ribs on the back of the mould sectors was specifically designed in order to be manufactured without any support structure, allowing a further reduction in manufacturing times.

Vertical arrangement of the four parts of the male mould of the box lid
To fully exploit the new architecture of the moulds and the potential advantage in terms of energy and time savings, a more efficient moulding press has also been designed. This new press system is structured for housing both moulds designed according to traditional concepts and the innovative moulds produced by LPBF. When configured for the new mould architecture, the press system directly implements the process fluid chamber (for heating steam and cooling water) in the cavity left between the rear side of the mould wall and the frame holding the mould sectors.
Figure 8(a) shows the finished female mould of the box lid fitted to the innovative moulding press, while in Fig. 8(b) a general view of the moulds installed in the moulding press is depicted. The female part of the mould has been mounted on the fixed side of the moulding system (left side in Fig. 8(b), while the male part of the mould has been mounted on its moving side (right side in Fig. 8(b)). The beads are injected from four orifices on the rear of the male mould part, not visible in the figures.

Female mould of the box lid (a) and arrangement of the moulds on the press (b). The vertical orientation of the moulds displayed in the figures is in accordance to the actual configuration of the press system in service
5 Moulding performance of the new system
After the fabrication by LPBF, machining of some surfaces and assembly, the innovative moulds and the moulding machine have been tested. This last step of the research was focused on the comparison between the performance of the system adopting traditional massive moulds and that achievable by using the innovative moulds.
On a purely qualitative basis, it can be recalled that the new design approach allows significant steam savings to be achieved. The reduced mass of the moulds implies lower amount of material to be heated and subsequently cooled at end of the moulding cycles. Moreover, the restricted volume of the fluid chamber can limit vapour consumption and vapour condensation phenomena during transient periods, hence reduced pressure drops within the mould chamber. The diffused holes built on mould surface for the delivery of vapour to the polymer beads also contribute to increased bead cooking efficiency, therefore reducing the cooking times and related energy wastes.
In Figs. 9 and 10, the operation-time tables of the two processes are compared. It can be assumed that the moulding process of the EP beads can be split into three main phases: a preliminary phase concerned with filling of the mould with the feedstock; a cooking phase where the beads are melted/sintered, followed by the cooling phase before the extraction of the moulded part. In the reported tables, the first phase corresponds to steps 4 to 7, while the cooking and cooling phases to steps 9 to 14 and 15 to 20, respectively.

Measured duration of the different process steps during moulding of the box lid according to the traditional steam-chest moulding approach

Measured duration of the different process steps during moulding of the box lid according to the innovative approach
The process has been detailed considering all the process steps, and assuming that some steps are not needed anymore for the innovative moulding system (e.g. steps 12, 13 related to the flushing in the moving part and to the second cross flow of the steam, respectively, and steps from 21 to 27 concerned to the final phase of product extraction). Machine movements and service system operations are included in the time tables for completeness, even if they are not directly affected by the different mould architectures. In fact, the two mentioned processes require the same time, namely 6.5 s (light orange strips in Figs. 9 and 10).
Similarly, the so-called service system time, corresponding to the time required for the preparation of the polymer beads before they are injected into the melting chamber of the mould, and the time required to bring back the excess of feedstock into the hopper, do not differ between the two processes. The reported time difference concerned with the “filling material hopper” step (cyan strips in Figs. 9 and 10) is due to the different arrangement of the two production lines specifically considered since the data for the traditional process have been obtained by a production machine with two moulds installed, while the data of the new mould have been obtained by testing a system with only one single AM mould installed (steps 5 and 6 in Figs. 9 and 10).
A significant difference between the two processes can be observed already in the first phase, when the beads are blown in the melting chamber. It is possible to record a time reduction of 2 s between old and new moulding solution. This gain is associated to the more uniform distribution of the holes on the melting wall of the new mould that allows the air to escape faster during the filling phase of the material. A further difference is observed at the beginning of the cooking phase (steps 9 and 10) and during the cooling phase (steps 16 and 17). For all these four steps the new solution leads to a reduction by 50% of the process time. This is due to the smaller cavity volumes of the innovative moulds.
The main reduction in time of the innovative process becomes very evident considering step 19 corresponding to the time required to generate vacuum in the mould, before the cooling phase is carried out using a flow of water. Also for this case, the reduction is due to the more uniform distribution of the inlet holes on the surface of the mould.
In summary, the collected data highlight that the main difference between the massive moulds of the traditional process and the innovative moulds greatly depends on the smaller volume that is filled by the heating/cooling media and on the lower mould mass that is subjected to the temperature fluctuations for the new architecture. When comparing the productivity for the printing process of the same type of box lid, this results in an overall reduction of the cycle time greater than 40%.
Finally, it is worth considering that the adoption of slightly different moulding steps and mould architectures for the two processing variants also implies the definition of different optimized process parameters. The final quality of the EP products produced by the innovative moulding process might also reveal to be different from that achieved by the conventional processing route. However, the investigation about the achieved material properties is out of the scope of the current research and it will be presented in a future report.
6 Conclusions
The forming process of expanded polymer parts makes use of a feedstock of expandable or already expanded foamed beads that are injected into a mould by air pressure and welded together under the action of pressure and temperature. The shaping process requires a wide use of energy during each thermal cycle. Most of this energy is wasted for the heating and cooling of the massive moulds conventionally adopted.
The adoption of the additive manufacturing technology allows the use of more lightweight moulds but also requires new approaches for their design, creating different architectures, making use of the ability of placing the material only where it is needed, implementing cellular lattice structures for improved stiffness, and shaping the moulds targeting an improved thermal efficiency of the whole moulding process.
After a review of these innovative design opportunities offered by additive manufacturing for polymer moulds, a case study for the innovative moulding of expanded polystyrene box lids was presented. Lighter moulds were designed and produced with the laser powder bed fusion technology. The novel design approach allowed reaching a significant reduction of the moulds mass, resulting in a remarkable reduction of the cycle times and in energy consumption. The production data acquired during mould evaluation were compared to data referred to a traditional steam-chest moulding process using massive moulds. When shaping the same type of box lid, a reduction of cycle time exceeding 40% was achieved.
The adoption of metal additive manufacturing technology allows using new materials and creating moulds with more complex and advanced shapes, that can be tuned for the needs of the specific manufacturing process. This new paradigm opens new opportunities for innovation, even in apparently consolidated industrial areas.
References
Raps D, Hossieny N, Park CB et al (2015) Past and present developments in polymer bead foams and bead foaming technology. Polymer 56:5–19. https://doi.org/10.1016/j.polymer.2014.10.078, https://www.sciencedirect.com/science/article/pii/S003238611401012X, polymer Foams
Hossieny N, Ameli A, Park CB (2013) Characterization of expanded polypropylene bead foams with modified steam-chest molding. Ind Eng Chem Res 52(24):8236–8247. https://doi.org/10.1021/ie400734j
Jin FL, Zhao M, Park M et al (2019) Recent trends of foaming in polymer processing: a review. Polymers 11(6). https://doi.org/10.3390/polym11060953 , https://www.mdpi.com/2073-4360/11/6/953
Behl EK (1994) Method of manufacturing moulded articles from cellular plstic and a mould for carryng out the method. Patent EP 0666796 B1
Bruning J, Lang E, Ziegler M et al (2005) Energy efficient automatic molding machine for production of particulate foam products has no steam chamber and media distribution inside the tool. Patent DE 102004004657 A1
Allen RB, Kim BM, Miller IIIDS (1991) Expanding thermoplastic resin beads with very high frequency energy. Patent EP 0425886 A2
Akyel C, Bilgen E (1989) Microwave and radio-frequency curing of polymers: energy requirements, cost and market penetration. Energy 14(12):839–851. https://doi.org/10.1016/0360-5442(89)90038-8 , https://www.sciencedirect.com/science/article/pii/0360544289900388
Schütz J, Beck J, Schmledeck M et al (2018) Druckfrisch in die zukunft der partikelschaumverarbeitung. Kunstoffe 8:70–73. https://www.hofmann-impulsgeber.de/wp-content/uploads/2020/03/Druckfrisch-in-die-Zukunft-der-Partikelschaumverarebeitung-Kunststoffe-08-2018.pdf
Biedermann M, Meboldt M (2018) Swiss am guide 2018: exploring new applications in additive manufacturing
Alessio F, Alessio M, Vedani M et al (2021) Novel concepts for the design of moulds and equipment for expanded polymer bead foams. Prog Addit Manuf 6(2):339–346
DebRoy T, Wei H, Zuback J et al (2018) Additive manufacturing of metallic components – process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001. https://www.sciencedirect.com/science/article/pii/S0079642517301172
Sames WJ, List FA, Pannala S et al (2016) The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 61(5):315–360. https://doi.org/10.1080/09506608.2015.1116649
Klocke F, Arntz K, Teli M et al (2017) State-of-the-art laser additive manufacturing for hot-work tool steels. Procedia CIRP 63:58–63. https://doi.org/10.1016/j.procir.2017.03.073, https://www.sciencedirect.com/science/article/pii/S2212827117302196, manufacturing Systems 4.0 – Proceedings of the 50th CIRP Conference on Manufacturing Systems
Mazur M, Brincat P, Leary M et al (2017) Numerical and experimental evaluation of a conformally cooled h13 steel injection mould manufactured with selective laser melting. Int J Adv Manuf Technol 93(1):881–900. https://doi.org/10.1007/s00170-017-0426-7
Yasa E, Poyraz O, Cizioglu N et al (2015) Repair and manufacturing of high performance tools by additive manufacturing. In: 8th international conference and exhibition on design and production of MACHINES and DIES/MOLDS - 18-21 JUNE 2015, Kusadasi, Aydin, Turkey, pp 245–252
Association EPM (1999) Introduction to additive manufacturing technology - a guide for designers and engineers - 3rd edition. https://www.epma.com/european-additive-manufacturing-group. Accessed 01 Sept 2022
Matos MA, Rocha AMA, Pereira AI (2020) Improving additive manufacturing performance by build orientation optimization. Int J Adv Manuf Technol 107(5):1993–2005. https://doi.org/10.1007/s00170-020-04942-6
Acknowledgements
The Italian Ministry of Education, University and Research is acknowledged for the support provided through the project “Department of Excellence LIS4.0 - Lightweight and Smart Structures for Industry 4.0”.
Funding
Open access funding provided by Politecnico di Milano within the CRUI-CARE Agreement. This work has received research support from Alessiotech Srl company and from the Italian Ministry of Education, University and Research.
Author information
Authors and Affiliations
Contributions
All authors equally contributed to the study conception, the design and the experimental activities.
Corresponding author
Ethics declarations
Conflict of interest
Authors F. Alessio, M. Alessio and P. Savoldelli declare to work at Alessiohitech Srl. Authors R. Viganò and M. Vedani declare to have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alessio, F., Alessio, M., Savoldelli, P. et al. Design of additively manufactured moulds for expanded polymers. Int J Adv Manuf Technol 125, 4899–4908 (2023). https://doi.org/10.1007/s00170-023-10936-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-10936-x