
Abstract
Additive manufacturing (AM) opens up manifold possibilities to influence the heat transfer between fluid and die in high-pressure die casting (HPDC), eventually allowing to minimize the total cycle time of the process. AM already has been exploited to establish near-contour temperature control systems in industrial applications. However, AM not only allows to influence the position of tempering channels in dies but it also allows to influence the fluid dynamics itself, e.g., by imprinted static mixers. Up to now, such flow-influencing mixing elements have not been considered in metal AM. In the present work, the impact of such metallic static mixers and most relevant processing conditions is investigated experimentally as well by computational fluid dynamics (CFD) simulation. In a first step, conventional static mixer elements are integrated into straight tempering channels to stimulate turbulences of the flowing tempering medium, finally resulting in an increase of the heat transfer up to 33%. In a second step, laser-based powder bed fusion of metals (PBF-LB/M) is applied to realize static mixers. Results obtained reveal that tempering channels without negative influences on the general flow behavior compared to conventional static mixers in straight tempering channels can be realized. In conclusion, the presented results show a positive impact on heat transfer and, thus, allow to further increase the economic efficiency of the HPDC process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-pressure die casting (HPDC) is a highly economic and productive process, e.g., for processing of aluminum, magnesium, zinc, or copper alloys. HPDC components are characterized by complex multifunctional geometries and can be used for realization of near-net-shape thin wall designs with high tolerance requirements [1, 2]. Exemplary applications for HPDC components are transmission housings, cylinder crankcases, structural components of the body of passenger cars, and also components for the e-mobility sector, such as battery housings [3]. Within a few milliseconds and under high pressure, the molten metal is pressed into a metallic permanent die. The process is divided into different process steps, as shown in Fig. 1. A quasi-static temperature condition is paramount for a constant quality of the HPDC parts, i.e., the temperature of the die at the beginning of each shot needs to be the same. For this purpose, the die comprises tempering channels (for internal temperature control), which are operated with water or heat transfer oil [4]. The tempering channels have a significant influence on the total cycle time of the HPDC process, on the die lifetime, the solidification behavior of the metal, the microstructural characteristics, and, eventually, on the functionality and the final mechanical properties of the components.

Schematic cycle of the cold-chamber HPDC process
An efficient temperature control is primarily characterized by a high heat transfer in a short time. One approach for an increased efficiency is a higher flow rate of the fluid. However, the flow rate is limited since an increased flow rate leads to a high-pressure loss due to pipe friction. A well-defined relation between the pump flow rate and the pressure loss results. Therefore, reduction of pipe friction and pressure losses, respectively, of valves and fittings in the tempering channel is often addressed to increase the temperature control performance [4]. Another approach to improve the heat transfer between die and tempering fluid is to increase the turbulence of the flowing medium. Static mixers can be implemented in the tempering channel, leading to a higher turbulence of the fluid. An overview of different static mixer geometries being used in tubes to influence the thermal behavior of the fluid can be taken from the investigations of Skullong et al. [5]. Simple mixer geometries are helical mixers, which are already used in heat exchangers. Kwon et al. [6] were able to show the positive effect of helical mixers on heat transfer between fluid and the inner wall inside heat exchangers. Moreover, Röders et al. [7] demonstrated that static mixer elements like open metal spirals in different sizes and Hi-Trans elements (product of the company Galvin) lead to a significant higher tempering performance in HPDC dies. However, the application of these conventionally manufactured tempering inserts requires straight drillings and, thus, the application within the channels is limited.
Additive manufacturing (AM) offers the possibility to build spiral elements at nearly any location within the channels. Thereby, AM is suitable to gain a better control of the thermal conditions close to the die surface. Such effects cannot be accomplished by conventional manufacturing techniques. Thus, higher processing rates and a better production quality for the casting parts can be expected.
The idea of using AM in the tool industry emerged already in the 1990s. Heymadi and McAlea [8] used laser-based powder bed fusion of metals (PBF-LB/M) to produce a steel–copper composite die. However, it took almost another 10 years until Gibbson et al. [9] were able to provide a proof of principle for the production of internal tempering channels in a die made of a conventional hot-working steel AISI H13. Using electron beam powder bed-fusion (PBF-EB/M), they were able to realize a reasonable density of the as-built structure and a relatively high build-up rate as compared to the PBF-LB/M processed tools. In another study, Rännar et al. [10] showed the possibility to increase the dimensional accuracy and tempering efficiency by using the PBF-EB/M process for realizing internal tempering channels in injection dies. However, the removal of sintered powder in tempering channels can be difficult [11]. This is thought to be one reason for the fact there is only one study [12] available in open literature focusing on the properties of PBF-EB/M H13 parts in recent years. Numerous articles, being summarized in [13], are available focusing on the processing of H13 processed via PBF-LB/M. Still, components made from H13 suffer from various issues in terms of cracking during PBF-LB/M, these being summarized in [14].
It is well known that surfaces of parts processed by powder bed fusion processes (PBF processes) are characterized by a relatively high surface roughness. Dahmen et al. [15] determined the surface roughness of PBF-LB/M processed 17-4PH stainless steel channels to be in a range between 7 and 20 µm (Ra), depending on the inclination angle of the channels with respect to the build direction. To investigate the influence of surface roughness on the flow behavior, flowability, and heat transfer, investigations on PBF-LB/M small channels were carried out by Stimpson et al. [16]. One of the key findings of their study was the inferior flowability within the channels, rationalized by a higher surface roughness as a result of the AM-induced surface characteristics. The overall heat transfer was inferior as well, however, not decreased to the same degree as the flowability since the larger surface area resulting from the high surface roughness additionally promotes heat transfer. Zhu et al. [17] pointed out that in the laminar flow region, regardless of the diameter of the channel, no significant differences in the friction factor between a PBF-LB/M processed and a drilled tempering channel prevail. However, in a turbulent flow region, especially for PBF-LB/M processed channels with a diameter smaller than 10 mm, a significant deviation to higher values of friction factors was seen. Eventually, PBF-LB/M processed channels with a diameter larger than 10 mm show friction factors similar to drilled channels in the laminar flow as well as the turbulent flow region.
The majority of recent studies focusing on AM used PBF-LB/M to process position-optimized conformal tempering channels. In die castings, Armillotta et al. [18] used tempering channels to minimize spray cooling, shrinkage porosity, and cycle time. Also, Fiorentini et al. [19] use conformal channels for a more efficient cooling system in die casting of lightweight components. Shinde and Ashtankar [20] provide an overview of AM-assisted conformal cooling in injection molding and conclude that AM can replace conventional tooling in complex structures also in terms of quality and productivity. Mazur et al. [21] further investigated the possibilities of exploiting conformal cooling and lattice structures for PBF-LB/M produced tempering channels. In very recent studies, Chan et al. [22] reported on the possibilities of hybrid AM for realization of cooling channels. However, to the best of the authors’ knowledge, approaches to improve the heat transfer behavior by influencing the fluid dynamics using the full potential of the geometrical design freedom offered by AM processes, exceeding the imprinting of lattice structures [23], cannot be found in open literature.
In order to close this research gap, the present study reports on the effect of different helical mixer geometries on the flow behavior and, thus, the heat transfer between fluid and die wall in conventionally manufactured dies. Based on simulations and experimental investigations, it is evaluated whether helical mixers are suitable for application in HPDC tools. Considering the full potential of the design flexibility of PBF-LB/M processes, it is studied whether these elements can be manufactured through PBF-LB/M and whether the higher surface roughness and the dimensional deviations from the CAD geometry influence the tempering performance compared to mixer elements in conventionally manufactured dies.
2 Experimental
2.1 Theoretical background of heat transfer
Considering the heat transfer mechanisms in the area of the die tempering channel, two physical heat transfer phenomena are responsible for the thermal balance of the process: the conductive heat transfer inside the tool steel and the convective heat transfer mechanism between the tempering fluid and the tempering channel and between the die and the environment [24]. Since the convective heat transfer between the fluid and the tempering channel is the most important for the present study, the following equations introduce the basic principles of the convective heat transfer mechanism inside tempering channels. The local heat flux density \(\dot{q}\) specifies the dependencies between the logarithmic temperature difference \({\Delta \vartheta }_{ln}\) and the local heat transfer coefficient α according to Stephan et al. [25]:
with
where \({\vartheta }_{W}\) is the temperature of the inner wall of the tempering channel, \({\vartheta }_{I}\) is the initial temperature of the fluid, and \({\vartheta }_{O}\) is the final temperature of the fluid. However, the heat transfer coefficient between the fluid and the tempering channel wall is difficult to determine in real applications. Therefore, the dimensionless Nusselt number \(Nu\) is defined based on the similarity theory to characterize convective heat mechanisms.
The Nusselt number describes the correlation between the heat transfer coefficient α, the thermal conductivity of the liquid \(\lambda\), and the characteristic length \(L\). Considering tube flows, the characteristic length is the inner pipe diameter \({d}_{i}\) [25].
The relationship between the Nusselt number and the dimensionless Reynolds number \(Re\) has been applied in many empirical studies since decades, and it is still valid for current technical questions [26]. Based on the empirical investigation of Gnielinski, the heat transfer coefficient depends on the material properties of the tempering medium like the Prandtl number \(Pr\), geometrical factors like length of the pipe \(l ,\) the inner pipe diameter \({d}_{i}\), and the type of flow. It can be described as follows:
with
The Nusselt number \(Nu\) number according to Eq. (4) is valid for a turbulent flow characteristic with \(Re\) numbers above 104 and Prandtl numbers \(Pr\) between 0.6 and 103, assuming a constant heat flow density or wall temperature.
The Prandtl number \(Pr\) describes the relationship between the dynamic velocity \(\eta\), thermal capacity \({c}_{P}\), and the thermal conductivity \(\lambda\) of the flowing medium at an average fluid temperature:
The Reynolds number \(Re\) is a parameter that describes the flow conditions for a fluid with the density ρ and the flow velocity \(w\). According to Gnielinski [26], the flow is completely turbulent, if \(Re>\mathrm{10,000}\), and completely laminar if \(Re<2300\). In the intermediate interval, laminar and turbulent flow conditions prevail simultaneously. A more detailed definition of laminar or turbulent flows is not considered here. In-depth definitions can be taken from literature, e.g., detailed in [26].
2.2 Test setup
To evaluate the heat transfer between the tempering medium and the inner wall of the tempering channel qualitatively, a conventional and an AM test rig were installed. The conventionally manufactured test body, shown in Fig. 2a, is based on a 120 × 105 × 60-mm steel block made of hot work tool steel H13 (X40CrMoV5-1). The tempering channels with a diameter of 15 mm, in which conventionally helical mixers can be inserted, were conventionally drilled. The inflow and outflow are connected with fittings and extensions each made of brass castings. The hole being present on the side of the conventionally manufactured part to create the U-shaped channel was closed with a blind plug made from brass.

Test rig for assessment of the heating process of a conventionally manufactured steel block made of X40CrMoV5-1 (a). The experiments were carried out in the same fashion using AM helical mixer elements (b)
The AM modular test body shown in Fig. 2b consists of PBF-LB/M processed channels, which are generally modular in design. In present work, AM pipe segments with and without helical mixer (shown in Fig. 3) were connected to a U-profile realizing a press connection (shown in Fig. 2b). The AM pipe segments with helical mixing element as well as the pipe segments without mixing element can be replaced using the setup. The inflow and outflow channels were connected to the conventional test set-up by brass fittings. By using the setups detailed in Fig. 2, the comparison of AM and conventionally manufactured tempering channels on the one hand, and the comparison of different mixer types on the other hand, was possible.

Photographs showing the PBF-LB/M processed flow-optimized helical mixer geometry separated into two parts (a) and single helical mixers (b)
Each mixer in the forward and return flow consisted of a spiral-shaped sheet metal structure with a diameter of 15 mm. The mixer elements in the forward and return flow consisted of four individual elements with a length of 15 mm, which are rotated by 90° to each other and mounted in opposite directions of rotation, cf. Figure 4. These specific geometries can be found numerously in literature, termed “Kenics” or “helical mixer,” and have been used for years in the chemical industry for the homogenization of different substances [27]. An alternative, in the present work referred to as “flow-optimized mixer,” has an identical design, except that in this version all four individual elements have an identical direction of rotation. This design was established to achieve a compromise between improved mixing of the flowing fluid and reduction of inferior pressure losses through the mixer element. Both mixer variants and the position of the elements inside the steel block are shown in Fig. 4.

Technical drawing with dimensions of the tempering body made of hot work tool steel X40CrMoV5-1 (a–c). The temperature is measured in the forward and return flow at a distance of 2, 5, and 10 mm of the tempering channel, cf. (a) and (c). CAD model of the tempering body with helical mixer (d). For the experiments, two different conventionally manufactured helical mixers were used with 4 single elements each with a length of 15 mm and a length-to-diameter ratio of 1 (e). In each experiment, only the same kind of mixer was used in the forward and return flow channel
The effective length of the flow path within the tempering geometry was approximately 190 mm for all tests. According to Eqs. (1), (3), (4), (5), and (7), a higher turbulence and, thus, a higher \(Re\) number eventually promote an increase in the heat transfer coefficient \(\alpha\). In order to be able to prove this effect experimentally, the tempering block in Fig. 2 was tempered without the use of any mixers, with regular helical mixers (alternating direction of rotation of all elements) and a flow-optimized mixer (identical direction of rotation of all elements), under variation of the fluid temperature. The different setups of the conventional test rig were used to assess if the efficiency of the conventional tool tempering system in HPDC tools can be increased by using helical mixers. During the tests, the test block was heated from 25 to 120 °C by using water or tempering oil—Transtherm 617 (from Petrofer). The material properties of the oil used for the simulation are shown in Fig. 5. Because of the higher boiling point, all tests with oil were also carried out at temperatures up to 200 °C. In each experiment, the medium was preheated in a bypass to the corresponding flow temperature of 120 or 200 °C, respectively. Thus, each measurement was started with a constant flow temperature. In order to measure the temperature distribution within the block, three type K thermocouples were applied at distances of 2, 5, and 10 mm from the wall of the tempering channel in the region of the inflow as well as in the region of return flow. In addition, the temperatures of the fluid in the forward and return flow were monitored by using a PT100 thermosensor. The temperature on the surface was recorded by using four type K thermocouples and thermographic images. The flow temperature was controlled using the Robamat temperature control units 2212 (for water) and 5212 (for oil), respectively, in which volume flow measurements were carried out. In addition, the pressure at the forward and return flow was measured with the same type of measuring device with 0.5-bar resolution.

2.3 Additive manufacturing
In order to demonstrate the processability of the helical mixers, a test tempering channel with the same flow length of the fluid as in case of the conventional test body was built. Due to the restrictions of the build plate featuring a 90-mm diameter, the whole tempering channel was separated into three parts as shown in Fig. 3. For manufacturing of parts, gas atomized AISI H13 powder was used. The powder’s particle size was 45–106 µm with a nominal chemical composition of 0.4% C, 5.3% Cr, 1.4% Mo, 1% V, and balance Fe (in weight percent). For processing, a SLM 280HL PBF-LB/M machine from SLM Solutions, equipped with a high-temperature module, was used. The module was operated at 200 °C. The outer surfaces of the AM tempering channels facing the build plate were built with support structures as it can be seen in Fig. 3, while the inner surfaces of the tempering channels remained unsupported. Here, the removal of the supports would not have been possible in the freely formed tempering channels. The layer scanning strategy consisted of a contour path followed by a hatch melting of the inner area of the part. For hatch melting, a chess-type build-up strategy was applied, limiting the maximum scan line length to 10 mm. The platform was lowered by 50 µm and the scan strategy was rotated by 90° after each layer. The parameters of the build process are shown in detail in Table 1. After manufacturing, the parts were cut from the build platform by electrical discharge machining (EDM).
The surface topographies of the AM and the conventionally manufactured mixers were investigated using a Keyence VHX-5000 microscope. The roughness parameters were determined in accordance with DIN EN ISO 4287 [30], taking into account the measurement section length detailed in DIN EN ISO 4288 [31].
2.4 Numerical simulation
The simulation was performed using MAGMA 5.4.2 software. MAGMA is a numerical simulation application based on the finite difference method (FDM) for solving three-dimensional flow and solidification problems of molten metal in various casting processes such as HPDC, low-pressure die casting, sand casting, and gravity casting. Specific boundary conditions of the casting process, such as sand corrosion when using sand molds and cores, the casting chamber filling in HPDC, or a variable heat transfer coefficient based on the flow profile in the tempering channels of a die in HPDC can be modeled. In the present work, the tempering channel with the helical mixers was filled with the tempering medium heated to the target temperature. The boundaries of the tempering channel were the inlet, the outlet, the walls to the test body as well as two fittings and a plug (cf. Fig. 6a). The pressure loss through the helical mixers was evaluated by the pressure difference between inlet and outlet. The mesh of the model consisted of about 2 million cartesian cells (the actual number depending on the model of the helical mixers). The tempering channel itself and the area in the test body around the tempering channel were finer meshed compared to the rest of the test body. In a preparation cycle, the different heat transfer coefficients (HTCs) were determinate by considering the flow in the tempering channel. Afterwards, the heating process with the calculated HTCs was simulated. The design of the model is illustrated in Fig. 6.

The design of the simulation model in Magma V5.4.2.0 starts with the modeling including all relevant parts (a), the meshing (b), and the visualization and evaluation of the results, here depicted without the extension and blind plug (c). Schematic representation of the simulation workflow, divided into the preparation and stimulation phase (d)
Material data for water were taken from the MAGMA 5.4.2.0 database (water_flow datasheet) [28], for the thermal oil from manufacturer specifications [29], for the tool steel and helical mixers from the Magma 5.4.2.0 database (X40CrMoV5_1 datasheet) [28], and for brass casting parts, extension, and blind plug also from the Magma 5.4.2.0 database (copper_vent_1 datasheet) [28]. The connection between the die and the brass casting parts was assumed to be a joined part and a heat transfer coefficient of 109 W/m2 K was set. Material data as a function of temperature are shown in Fig. 5. As a boundary condition for the radiation of the outer surface of the die, the emissivity was set to 0.3. The summarized simulation settings are listed in Table 2.
3 Results and discussion
3.1 Simulation
In direct analogy to the experiments the heating process was simulated. At the beginning of the simulation, the initial temperature of the test body is 25 °C to ensure constant starting conditions. The fluid and the helical mixers have the target temperature of 120 and 200 °C, respectively. Due to the low mass and wall thickness of the mixers, they rapidly absorb the temperature of the surrounding fluid medium. Thus, it is assumed that the temperature of the mixers has no significant influence on the results. The thermal conductivity of the mixer material influences the heat flow through the material. Due to the small contact area between the mixer and the die, the influence of the mixer material is assumed to be negligible.
After about 1 s, a constant flux profile is established and, thus, a constant heat transfer profile is observable, as shown in Fig. 7. The flow rate was assumed to be 30 l/min. This value corresponds to the flow rate measured on the heating/cooling device. The HTC distribution depends on the mixer geometry and the inlet velocity of the fluid. The variant without mixer is characterized by an increase in the speed of the tempering medium after passing the first 90° bending angle and, thus, a higher HTC in the respective section (cf. Fig. 7a). Both mixer variants show increased speed of fluids at the position of the mixers again leading to higher HTC values. At the first bend, the speed in the tempering channel decreases since the effective cross-section for the tempering medium is enlarged in the area of the tempering channel without mixers. To determine the effectiveness of the mixers, the total HTC in the tempering channel and the pressure loss at the return were calculated. The boundary conditions applied, and the resulting data are summarized in Table 3. For simulations with heat transfer oil Transtherm 617, the simulation predicted a total HTC of 3152 W/m2 K for the version without static mixers for a forward flow temperature of the tempering medium of 200 °C. The version with helical mixer shows an HTC of 4185 W/m2 K, this value being about 33% higher compared to the version without helical mixer. The total HTC is the average of all HTC values in the simulated cooling channel. Due to the redirection of the flow, as well as an approximately 9% reduction of the channel cross-section due to the geometry of the static mixer, an increase in the velocity of the fluid is observed. Eventually, this fact increases the Reynolds number, which in turn is related to the heat transfer coefficient. However, at the same time the pressure loss in the tempering channel increases up to about 2 bar. The version with the flow-optimized helical mixer shows a pressure loss in the tempering channel of only 0.9 bar, but at the same time an about 30% higher HTC (4098 W/m2 K) in comparison to the version without mixer. The behavior at 120 °C forward flow temperature (not shown for the sake of brevity) is similar to the behavior at 200 °C.

Results of the simulation with Magma V5.4.2.0 after 420 s. Thermal oil and a flow rate of 30 l/min were considered. Profiles shown depict the actual heat transfer coefficient, differences eventually resulting from the flow profile in the tempering channel for the versions without mixer (a), with flow-optimized mixer (b), and with regular mixer (c)
The results of the simulation with water as tempering medium qualitatively again were similar to the results of the simulations with heat transfer oil as tempering medium. The total HTC for the versions without helical mixer was approximately 19,491 W/m2 K, with static mixer approximately 25,550 W/m2 K and the total HTC for flow-optimized helical mixers was approximately 25,065 W/m2 K. The pressure loss for the variant without static mixer is approximately 0.1 bar, for the variant with the flow optimized helical mixer approximately 0.9 bar, and the regular helical mixers are characterized by a simulated pressure loss of approximately 2 bar.
Among others, the HTC and the pressure loss increase as a function of the flow rate and, thus, with increasing flow velocity and Reynolds number. In comparison to previous investigations, using constant HTC [6], the HTC here is calculated according to the flow conditions in the tempering channel. This leads to an inhomogeneous local distribution and a higher average HTC in the tempering channel, which is locally higher than 65,000 W/m2 K and, thus, more than three times higher as the average HTC. These findings are in good agreement with the conclusion made by [32], these shows that the calculated HTC values can be three to four times higher than the average HTC.
3.2 Experiments with conventional manufactured helical mixers
To evaluate the efficiency of tempering and to compare the results with the simulated data, the heating cycle within the first 420 s was evaluated experimentally. Only the heating phase was considered in order to keep constant initial conditions for all variants at the beginning. Figure 8 shows the temperature measurements of the thermocouples mounted at a distance of 2 mm from the tempering channel wall. The measurements at distances of 5 and 10 mm, respectively, and the measurements at the positions in the return flow confirmed these measurements and are, therefore, not shown. As it can be seen in Fig. 9, the test body was heated up faster when mixer elements were used, independent of the mixer design and the fluid. As an example, by using oil at a forward flow temperature of 120 °C, a temperature of 100 °C was obtained after about 100 s in both variants with mixers, whereas it took about 150 s in the version without mixers. Thus, based on the assessment of the temperature gradient, a higher HTC can be obtained by implementing a mixer element into the tempering channel. By using the mixer variant with an alternating direction of rotation, the temperature gradient becomes the highest during the heating phase. Moreover, further experiments revealed that the test body in the test setup with the mixers posing alternating rotation directions cooled faster after the experiments, clearly confirming the improved heat transfer imposed by the static mixers. The infrared measurements of the blackened surface of the test body in different test configurations are shown in Fig. 9, whereby the tests without mixing element, with the flow-optimized mixing element, and the conventional mixing element (i.e., with alternating direction of rotation) are shown. The infrared measurements were taken 180 s after beginning of the heating process. Again, higher temperatures can be seen in the test setups with mixers, which is in good agreement to the results shown and discussed before.

Temperature curves obtained during the heating process from room temperature to 120 and 200 °C, respectively. The temperature profiles are for the test specimens without and with a helical mixer in the forward and return flow channel

Temperature distribution after 180 s with an oil flow temperature of 120 °C comparing the test run without helical mixer (a), with flow-optimized mixer (constant direction of rotation) (b), and with helical mixer (alternating direction of rotation) (c)
A direct comparison of the real tests and the simulation data reveals a fairly good agreement in all tested conditions. This fact can be deduced from data shown in Fig. 8. However, it should be noted that a certain discrepancy occurs between the experimental tests and the simulation in case the 120 °C oil is used as the tempering fluid. As it is predicted by the simulation (and highlighted by the results shown above), both mixer variants lead to a faster heating and an increased heat transfer. Here, even the change in direction of rotation probably leads to an improved mixing and, thus, to a higher increase in heat transfer between the fluid and the block. However, as can be seen in Table 4, the alternating direction of rotation of the mixers simultaneously promotes a pressure loss of 2.5 bar (at 120 °C input temperature) and 2.0 bar (at 200 °C input temperature). Subsequently, the flow rate decreases by approximately 3 l/min. It is further thought that the loss of pressure is mainly caused by the deflection of the flow and not by the reduction of the effective cross-section by the mixers since the setup with flow-optimized mixer with constant direction of rotation shows only a pressure loss of 0.5 bar, this value being similar to the setup without mixers. Eventually, the pressure drop is based on the summed loss factors of the individual diverters. The loss factor related to a deflection depends on the deflection radius, the bend length, the change in the channel diameter, and the local flow velocity.
Since the pump delivery capacity is limited in the real HPDC process, a pressure loss is unfavorable in any industrial application and, thus, flow-optimized helical mixer seems to offer a good compromise between good heat transfer and minimized loss of pressure. Going into detail, oil with temperatures of about 160 °C often is used in industry [4]. In the present work, the differences in the heating process of both helical mixer variants were found to be fairly small in the tests with an oil forward flow temperature of 200 °C; however, pressure loss was by far lower when using the flow-optimized mixer.
The experiments with helical mixer elements clearly reveal that the heating process can be accelerated by using helical mixer elements, although this can be accompanied by slight pressure loss. The results show that the heating process is only slightly affected using mixing elements if water is used as tempering medium (shown in Fig. 8). However, the heat transfer can be significantly improved by the mixers when oil as tempering medium is used. This is probably due to the low viscosity of the water. Thus, a high turbulent flow can already be assumed without the presence of mixer elements in water, eventually decreasing the effect of the static elements on additional turbulences. In contrast, additional turbulences and, thus, the heat transfer seems to be highly improved in case oil with a higher viscosity is used. Therefore, flow-optimized helical mixers seem to be highly promising for oil flow tempering channels to compensate temperature fluctuations occurring during the HPDC process as a consequence of the melt and solidification processes. Eventually, it is expected that the casting cycle time can be significantly improved due to the mixers.
3.3 Suitability of AM for direct integration of helical mixer elements of arbitrary shape in die casting tools
As already mentioned above, it is often difficult or even impossible to incorporate complex mixer geometries in conventionally manufactured cast molds in application. However, to overcome this issue, AM opens completely new possibilities for the integration of these elements. As shown in Fig. 10, mixers can be positioned specifically in die areas where a high heat transfer is required. In the following, the production of such elements by means of PBF-LB/M will be addressed and, in addition, it will be tested if the process induced surface roughness has a negative impact on the pressure loss during application. Based on the results obtained, most important aspects for future developments are discussed.

Prospects of AM for design of dies with integrated helical mixers highlighted in red. Total view of the tool insert (a) and detailed view of the implemented helical mixer in the die (b). The component processed and shown in Fig. 4 already captures most characteristic features of the tool insert; however, it was adapted to the build envelope
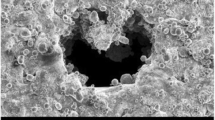
The positive effects of helical mixers on heat transfer are well known [6] and confirmed in the present study for direct application in HPDC. In literature, the diameter of tempering channels in AM is usually limited to about 8 mm since the channels are usually built without support structures. As is well known, above a certain diameter inaccuracies occur in the upper area due to the collapse of the surface layers [33]. This phenomenon is also highlighted in Fig. 11b. However, the static mixer inside the tempering channel leads to a local support effect (Fig. 11a). Thus, the collapse of the round geometry is avoided locally and, eventually, tempering channel diameters larger than 8 mm become manufacturable.

Comparison of tempering channels considering two different cases: PBF-LB/M “with” (b) and “without” (a) helical mixer. The build direction is highlighted by the black arrow
In order to study in how far geometrical deviations or the high internal surface roughness have an influence on the flow rate, the pressure losses were investigated using the test set-up shown in Fig. 2b. The surface roughness of the AM mixers being characterized by an Ra value (arithmetical mean deviation) of 27.84 µm is in agreement to the surface roughness reported for PBF-LB/M processed materials detailed in literature [15], although a powder particle size distribution common for the electron beam melting processes was used in the present study. It can be deduced that the surface inside of the AM tubes has the same surface roughness as the surface roughness of the mixers mentioned before. Obviously, local deviations may occur; however, these are not in the scope of the present study. Measurements of the conventionally manufactured mixer revealed a surface roughness Ra of 0.45 µm. To investigate the influence of the rough AM surface with respect to the flow behavior, the pressure loss during the experiment was determined and compared with the results shown before. Table 5 lists the test parameters and the resulting pressure losses for tubes with and without imprinted flow-optimized mixers. By comparing the results shown in Table 5 with the results shown in Table 4, it becomes obvious that the surface roughness has almost no influence on the pressure loss in the application considered here. Moreover, similar to the conventionally processed set-up, no differences between the variant with and the variant without mixers are seen. This result can be rationalized considering the small contribution of the surface roughness as compared to bulk effect, i.e., the diameter of the tube [34]. In conclusion, it can be stated that the AM mixers can be applied in a way similar to conventionally manufactured mixers. Moreover, it can be expected that the thermal influence, as determined for example by Kwon [6] or Röders [7], can be transferred to AM mixer geometries. Eventually, this allows to add value in HPDC in terms of higher cooling rates, shorter heating times during start-up and interruptions, shorter cycle times and, as a result of these advantages, also lower energy requirements. Consequently, reduced environmental pollution through CO2 arises. By choosing a suitable mixer geometry, the resulting pressure loss can be effectively limited. Thus, a direct application in series production seems to be feasible. In addition, the geometric possibilities of the AM process offer the potential to optimize the mixer geometry in terms of maximizing heat transfer while minimizing the pressure loss at the same time.
Up to now, the cylindrical tempering channel geometry continues to be used in die casting for AM tool inserts. Based on the findings elaborated in the present work, the efficiency of fluid-based temperature control systems in casting dies can be increased and also locally adapted. This applies in particular to die areas that have to be tempered most effectively due to a high energy input, e.g., in the case of material accumulations. In case AM technologies are used, e.g., for near-contour temperature control, only minor additional costs are incurred due to the integration of mixer elements.
In future work, mixing elements will be integrated into a real HPDC mold application. In addition to economic and energy savings through the mixing elements, the resulting influence on the microstructure formation through higher temperature gradients will be studied.
4 Conclusions
The heat transfer between fluid and die in HPDC is a very important factor in terms of process performance. Improvements allow to minimize the total cycle time. Based on simulation and experimental work conducted in the present study, it is revealed that the use of static mixing elements such as helical mixers increases the heat transfer efficiency and, thus, the heat exchange between the tempering fluid and the die. Most importantly, it is shown that such structures can be imprinted by metal AM at reasonable cost without detrimental effects on the tempering performance.
From the results elaborated, the following main conclusions can be drawn:
-
By using static mixers, up to 33% higher heat transfer efficiency could be predicted based on simulation. Actual values depend on the tempering medium and the static mixer geometry.
-
Flow-optimized mixers showed no differences in pressure loss compared to parts without mixers. By using AM, it is possible to implement mixer elements at any position in the tempering channel. The manufacturability of static mixers by means of PBF-LB/M was proven and test bodies were finally produced.
-
The surface roughness of the AM mixers and tubes is much higher compared to conventionally manufactured mixers and tempering channels. Based on the fact that no differences in terms of pressure loss were found in direct comparison between the conventional and the AM parts, it is deduced that the increased surface roughness of AM tempering channels has no negative influence on the general flow behavior in the application considered here. Thus, it is revealed that mixer elements manufactured by PBF-LB/M are highly promising for industrial applications.
The results of the present study clearly reveal the high potential of static mixers imprinted by AM to improve the heat transfer in HPDC. Due to the good agreement between the experiments and the simulation, it seems to be feasible to use the simulation for the development of tempering systems with implemented AM helical-mixer elements. Flow optimization of integrated mixers as well as the influence of different materials will be in focus of future studies.
References
dos Santos SL, Antunes RA, Santos SF (2015) Influence of injection temperature and pressure on the microstructure, mechanical and corrosion properties of a AlSiCu alloy processed by HPDC. Mater Des 88:1071–1081. https://doi.org/10.1016/j.matdes.2015.09.095
Bonollo F, Gramegna N, Timelli G (2015) High-pressure die-casting: contradictions and challenges. JOM 67:901–908. https://doi.org/10.1007/s11837-015-1333-8
Messer J (2019) The 4 Challenges in Aluminum HPDC—Aluminum Foundry Industry Is Changing. Johannes Messer Consulting GmbH. Available online: https://johannes-messer-consulting.de/pdf/the_4_challenges_in_aluminum_hpdc.pdf. Accessed 26 Oct 2022
Gorbach P (2001) Handbuch der Temperierung mittels flüssiger Medien, 6. Aufl. Plastpraxis, vol 11. Hüthig, Heidelberg
Skullong S, Promvonge P, Thianpong C et al (2017) Thermal behaviors in a round tube equipped with quadruple perforated-delta-winglet pairs. Appl Therm Eng 115:229–243. https://doi.org/10.1016/j.applthermaleng.2016.12.082
Kwon B, Liebenberg L, Jacobi AM et al (2019) Heat transfer enhancement of internal laminar flows using additively manufactured static mixers. Int J Heat Mass Transf 137:292–300. https://doi.org/10.1016/j.ijheatmasstransfer.2019.03.133
Röders G (2006) Optimierung der Energiebilanz beim Aluminium-Druckguss: Abschlussbericht; Entwicklungsprojekt gefördert unter dem Az: 22197, Soltau
Hejmadi U, McAlea K (1996) Selective laser sintering of metal molds: The RAPIDTOOL™ process. In Proceedings of the Solid Freeform Fabrication Symposium, pp 97–104
Gibbons GJ, Hansell RG (2005) Direct tool steel injection mould inserts through the Arcam EBM free-form fabrication process. Assem Autom 25:300–305. https://doi.org/10.1108/01445150510626433
Rännar L-E, Glad A, Gustafson C-G (2007) Efficient cooling with tool inserts manufactured by electron beam melting. Rapid Prototyp J 13:128–135. https://doi.org/10.1108/13552540710750870
Rochman A, Kate Borg A (2014) Design and manufacture of injection mold inserts using electron beam melting. J Manuf Sci Eng 136. https://doi.org/10.1115/1.4028541
Kahlert M, Brenne F, Vollmer M et al (2021) Influence of microstructure and defects on mechanical properties of AISI H13 manufactured by electron beam powder bed fusion. J Mater Eng Perform 30:6895–6904. https://doi.org/10.1007/s11665-021-06059-7
Bajaj P, Hariharan A, Kini A et al (2020) Steels in additive manufacturing: a review of their microstructure and properties. Mater Sci Eng A 772:138633. https://doi.org/10.1016/j.msea.2019.138633
Wu L, Das S, Gridin W et al (2021) Hot work tool steel processed by laser powder bed fusion: a review on most relevant influencing factors. Adv Eng Mater 23:2100049. https://doi.org/10.1002/adem.202100049
Dahmen T, Klingaa CG, Baier-Stegmaier S et al (2020) Characterization of channels made by laser powder bed fusion and binder jetting using X-ray CT and image analysis. Addit Manuf 36:101445. https://doi.org/10.1016/j.addma.2020.101445
Stimpson CK, Snyder JC, Thole KA et al (2016) Roughness effects on flow and heat transfer for additively manufactured channels. J Turbomach 138. https://doi.org/10.1115/1.4032167
Zhu Y, Zhou L, Wang S et al (2020) On friction factor of fluid channels fabricated using selective laser melting. Virtual Phys Prototyp 15:496–509. https://doi.org/10.1080/17452759.2020.1823093
Armillotta A, Baraggi R, Fasoli S (2014) SLM tooling for die casting with conformal cooling channels. Int J Adv Manuf Technol 71:573–583. https://doi.org/10.1007/s00170-013-5523-7
Fiorentini F, Curcio P, Armentani E et al (2019) Study of two alternative cooling systems of a mold insert used in die casting process of light alloy components. Procedia Struct Integr 24:569–582. https://doi.org/10.1016/j.prostr.2020.02.050
Shinde MS, Ashtankar KM (2017) Additive manufacturing–assisted conformal cooling channels in mold manufacturing processes. Adv Mech Eng 9:168781401769976. https://doi.org/10.1177/1687814017699764
Mazur M, Leary M, McMillan M et al (2016) SLM additive manufacture of H13 tool steel with conformal cooling and structural lattices. RPJ 22:504–518. https://doi.org/10.1108/RPJ-06-2014-0075
Chan YL, Diegel O, Xu X (2021) A machined substrate hybrid additive manufacturing strategy for injection moulding inserts. Int J Adv Manuf Technol 112:577–588. https://doi.org/10.1007/s00170-020-06366-8
Tan C, Wang Di, Ma W et al (2020) Design and additive manufacturing of novel conformal cooling molds. Mater Des 196:109147. https://doi.org/10.1016/j.matdes.2020.109147
Nogowizin B (2011) Theorie und Praxis des Druckgusses. Schiele & Schön, Berlin
Stephan P, Kabelac S, Kind M et al (2019) VDI-Wärmeatlas. Springer, Berlin
Gnielinski V (1975) Neue Gleichungen für den Wärme- und den Stoffübergang in tubulent durchströmten Rohren und Kanälen. Forsch Ingenieurwes 41:8–16
Pahl MH, Muschelknautz E (1979) Einsatz und Auslegung statischer Mischer. Chem Ing Tec 51:347–364. https://doi.org/10.1002/cite.330510504
MAGMA Gießereitechnologie GmbH (2020) MAGMA 5.4.2: Material Database. MAGMA Gießereitechnologie GmbH, Aachen
Schuhmacher L (2020) Produktinformation Transterm 617: Syntetisches Wärmeübertragungsöl, Hildesheim
Deutsches Institut für Normung e. V. (2010) Geometrische Produktspezifikation (GPS) – Oberflächenbeschaffenheit: Tastschnittverfahren - Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit 01.040.17; 17.040.30(4287), Berlin
Deutsches Institut für Normung e. V. (1998) Geometrische Produktspezifikationen (GPS) - Oberflächenbeschaffenheit: Tastschnittverfahren: Regeln und Verfahren für die Beurteilung der Oberflächenbeschaffenheit; Ersatz für DIN 4775 : 1982–06(4288), Berlin
Hopmann C, Nikoleizig P (2013) Thermal mold design in consideration of the temperature control fluid flow. Int Polym Proc 28:361–367. https://doi.org/10.3139/217.2697
Gebhardt A, Kessler J, Schwarz A (2019) Produktgestaltung für die Additive Fertigung. Hanser, München
Achenbach E (1977) The effect of surface roughness on the heat transfer from a circular cylinder to the cross flow of air. Int J Heat Mass Transf 20:359–369. https://doi.org/10.1016/0017-9310(77)90157-0
Acknowledgements
The authors acknowledge the support of the MAGMA Gießereitechnologie GmbH, as well as the assistants who supported the experimental work conducted.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conceptualization and methodology. Material preparation, data collection, and analysis were performed by MS. The manufacturing of the AM parts was carried out by MK and TA. The simulations were performed by APF. The first draft of the manuscript was written by MS and the authors MK, TA, APF, MV, TN, and MF revised previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sode, M., Kahlert, M., Arold, T. et al. Tailoring flow behavior and heat transfer in tempering channels for high-pressure die casting—analysis of potentials of commercial static mixers and prospects of additive manufacturing. Int J Adv Manuf Technol 125, 5463–5477 (2023). https://doi.org/10.1007/s00170-023-10920-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-10920-5