
Abstract
A CuCoBe–diamond composite was used to reinforce a laser textured 410 stainless steel piston ring by hot-pressing. Different hot-pressing parameters were used to optimize the sintering process of the CuCoBe particles (P = 25 and 50 MPa, T = 820 and 980 °C, and t = 15 and 30 min). The results showed an increase in the hardness of the hot-pressed samples (50.5% and 48.5% for P = 25 and 50 MPa, respectively). Three textures with different track widths and distances between them were produced by laser on the compression piston rings’ surface. The composite powders were used for the reinforcement of the textures by hot-pressing at the optimized sintering parameters (T = 980 °C, P = 25 and 50 MPa, and t = 15 min). The tribological results revealed that larger texture dimensions led to enhanced tribological performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the automotive industry, the constant enhancement of the final performance is related to the use of top-of-the-line materials. The better the material’s response, the more significant the improvement in the final part’s performance. Thus, automotive and other demanding industries have researched to develop in situ metal matrix composites (MMCs) [1]. MMCs are widely used in automotive parts due to the variety of their properties [2, 3]. The artificial introduction of rigid particles (or fibers) in a ductile metal or alloy matrix can improve the final material’s properties. In addition, powder metallurgy shows remarkable advantages in the production of parts and components from an economic as well as environmental point of view. The reduced granulometry of the reinforcement particles makes these materials (named discontinuous reinforced materials) more cost-effective and valuable in production [4].
The tribological, thermal, and mechanical properties are critical when the material’s end-use is in the internal combustion engine [5,6,7,8]. The current target of the compression piston ring investigation is improving those properties. Due to its primary role (the combustion chamber sealing), the compression ring functional surface is continuously under hard tribological and thermal conditions. The conventional solution comprises a ceramic coating layer of a wear-resistant chemical compound deposited through a physical vapor deposition technique. However, the surface wear is not uniform along the whole surface and other relevant characteristics, such as thermal conductivity, are unsuitable for transferring the heat from the combustion chamber. According to the demanding performance, the most recent approach is to develop a multifunctional surface by incorporating different composite materials (such as a wear protective material) in a confined surface area on the radial surface cavities [9].
Several MMCs under development allow the simultaneous improvement of tribological and thermal performances. Copper-based composites have been selected due to their high thermal conductivity, good ductility, high wear resistance, and low cost [10]. Copper is used as a metal matrix in composites applied in-plane bearings for automobiles, drive shafts and roller bearings, spherical bushings for automotive transmissions, and overhead railways for dams and flood gates.
An advantage of producing new ceramic reinforced–metal matrix composites is combining the good mechanical properties of the metals (such as ductility and toughness) with the high strength and modulus of the ceramic reinforcement. The most common reinforcement materials for those applications are graphite particles, hBN, TiC, SiC, and diamond [11,12,13]. Diamond offers a group of characteristics: excellent thermal conductivity, great hardness, high wear resistance associated with a low coefficient of friction (COF), and good chemical stability [14]. Micro- and nanodiamond particles are embedded in matrix support for wear protection or abrasive applications. The diamond-reinforced copper matrix composite forms a powder composite of a ductile metal shell with a wear-resistant core. Excellent thermal stability represents a fundamental property of diamond particles. However, carbon tends to degrade at high temperatures, with its conversion into a more thermodynamically stable phase (graphite) [12, 15,16,17,18]. Some authors reported the surface graphitization of diamond particles for vacuum temperatures in the range of 700–1400 °C [19,20,21]. Most recently, Qian et al. [17] investigated the graphitization of diamond powders with sizes from 5 nm to 40 µm at high pressure and temperature conditions and concluded that it strongly depends on diamond particle size. This effect occurs due to the large surface-to-volume ratio and high thermal conductivity of nanodiamonds. The onset temperature for nanodiamond graphitization was reported to be 666 °C (both in an inert gas at atmospheric pressure), while bulk diamond begins to graphitize above 1526 °C [22].
The manufacturing technology and processing techniques are limited to preserving these effective characteristics of the diamond particles. This constraint defines the upper limit to be implemented during manufacturing to avoid modifying the crystalline diamond structure. Moreover, an adequate wetting of the dispersed reinforcement to the matrix prevents the failure of the composite. Conversely, particle clusters may generate high stress in those regions.
Hot-pressing has been shown as an effective and accurate sintering method [23,24,25,26,27], allowing the production of near-net-shaped parts from powders. The hot-pressing is related to high compression rates at high pressures. The mixed powder is simultaneously heated and pressed, producing a final part with enhanced physical properties. The sintering process occurs at 66–75% of the matrix melting point. The contact surface increases in proportion to the pressure applied. The applied external force increases the contact area and changes the shape of particles. The consequence of growth in the contact surface is raising the product’s strength. The cohesion of particles in a powder pressing is caused by mechanical contact and interlocking among the surface ridges and irregularities of the particles. The temperature increases decrease the amount of pressure necessary for compacting the powder.
The main advantages of hot-pressing are to produce a material with a density up to 95% of the theoretical density and to reach properties close to the solid materials. Greater density is achieved with slower pressing resulting in enhanced final properties.
Few studies use exclusively diamond-reinforced Cu matrix composites without including a third element [28,29,30,31]. Some researchers reported poor interfacial bonding between Cu and diamond particles [32,33,34,35,36,37]. Some strategies to overcome this constraint have been proposed, such as coating the diamond particles or alloying the metal matrix material. In both approaches, the primary purpose is the introduction of a carbide-forming element (Ti [34, 38, 39], Cr [35, 40,41,42], or Mo [32, 43]). The result is forming an interfacial carbide layer at the surface of the diamond particles, physically separating the particles from the metal matrix material. However, in applications where the thermal resistance is determinant, the presence of an interlayer and the interlayer’s properties will influence the results. In this case, the metal matrix alloying could be more effective.
To achieve enhanced thermal conductivity, several authors studied the alloying of the Cu matrix using boron as the third element [36]. However, the interfacial bonding for alloyed metal matrix composites is not fully understood, and the interlayer characterization is lacking.
From the standpoint of the leading project, the main goal was to develop, through powder metallurgy technology, a multi-material surface, as illustrated in Fig. 1. In an earlier proposal [9] demonstrated in Fig. 1a, the composite material (for tribological purposes) would be applied in a confined and isolated bore. The composite material is introduced in the textured cavities in the most recent design (Fig. 1b). The multi-material surface comprehends multiple regions strategically distributed along the piston ring surface, with the introduced material surrounding rectangular pillars.

Illustration of two different approaches for the production of piston ring multifunctional surfaces: (a) early design with the proposal of the piston ring surface reinforcement and (b) adapted design to the hot-pressing manufacturing technique (adapted from [9])
Cunha et al. [44, 45] explored the combination of a diamond-reinforced Cu-based alloy and a textured SS substrate with a similar distribution for tribological purposes. These authors focused on the composite performance using different diamond particle sizes with distinct sintering techniques.
This study aimed to improve the surface properties of a 410 stainless steel (from now on referred to as 410 SS) piston ring by a CuCoBe–diamond composite.
In the first stage of this work, different hot-pressing parameters were used for composite optimization (mainly physical and metallurgical properties). Then, based on the results obtained, a bi-material (multifunctional surface) piston ring was produced by hot-pressing, consisting of a partial reinforcement of a previously laser-textured 410 SS by the CuCoBe–diamond composites. Different texturing densities (surface ratios between the 410 SS and the composite) and arrangements were produced and analyzed. The friction results and the wear resistance of the developed samples are assessed and discussed.
In the near future, the aim is to develop different materials for distinct purposes, such as heat conduction or friction reduction, using the same methodology.
2 Experimental procedure
2.1 Powder characterization
Commercial CuCoBe (1.5 wt.% Co and 0.5 wt.% Be) alloyed powders from Testbourne Ltd, England, with 99.9% purity, and diamond particles supplied by PlasmaChem GmbH, Germany, were used for the composite fabrication. The powders’ morphology was characterized using an ultra-high-resolution field-emission scanning electron microscope (SEM) (Nova NanoSEM 200 microscope, FEI). The SEM micrographs of the CoCuBe powder and the diamond particles are presented in Fig. 2a and b, respectively.

SEM micrographs of the a CoCuBe alloy and b diamond particles
The CoCuBe powders present a dendritic morphology with a size of a few tens of micrometers. The diamond powders are sub-micrometers with relatively regular crystal form.
The CoCuBe particles were submitted to thermal analysis for a more effective manufacturing process control and an accurate definition of the hot-pressing conditions. Differential scanning calorimetry (DSC) measurements were performed using the SDT 2960 equipment (TA Instruments). The samples (with 40–60 mg) were placed in sealed alumina pans under argon purge at a 100 ml/min flow rate. The samples were heated from 25 to 1140 °C at an average heating rate of 15 °C/min.
Figure 3 presents the DSC results obtained. The melting temperature of the CoCuBe alloy was determined as 1084 °C.

Differential scanning calorimetry (DSC) curve of the CoCuBe particles
2.2 Manufacturing process
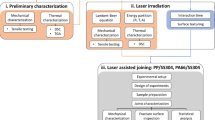
The methodology used to fabricate the samples is represented in Fig. 4. In the first stage of this work, the particles of CoCuBe and diamond were blended in an ultrasonic processor, using 5 wt.% of diamond particles. The powder mixture was placed inside the graphite mold (diameter of 14 mm) and hot-pressed with different parameters (applied pressure, temperature, and time) to optimize the hot-pressing procedure.

Experimental protocol applied in the hot-pressing manufacturing process
After this preliminary stage, a 410 SS piston ring was laser textured and reinforced with the CuCoBe–diamond composite by hot-pressing to obtain a functionalized piston ring.
2.2.1 Stage I: optimization of the hot-pressing process and production of the CuCoBe–diamond composite
The CoCuBe particles were placed inside a graphite mold (diameter of 14 mm) and hot-pressed with different parameters (Table 1). Two sintering temperatures (820 and 980 °C, corresponding to 75% and 90% of the melting temperature of the copper alloy, respectively), pressures (25 and 50 MPa), and dwell times (15 and 30 min) were studied. The permitted compressive strength of graphite mold limited the higher pressure value. The surface of the graphite die cavity was painted with ZrO2 to prevent carbon contamination of the samples from the mold. A thermocouple fitted in the graphite die controlled the temperature. The pressure-assisted sintering process was performed in a high-frequency induction furnace in a vacuum (10−2 mbar) atmosphere. Hot-pressing was served with a heating rate was 3 °C/s in a vacuum. The samples were cooled down to room temperature inside the die.
After optimization of the hot pressing process, a mixture of CuCoBe with 5 wt.% of diamond particles was blended in an ultrasonic processor with 5 wt.% of diamond particles. The powder mixture was then hot-pressed at 980 °C, with applied pressures of 25 MPa (T980_P25(C)_t15) and 50 MPa (T980_P50(C)_t15) for 15 min. The objective was to achieve the desired properties at the shorter sintering time possible at the maximum sintering temperature [46].
2.2.2 Stage II: fabrication of a functionalized piston ring
The radial surface of commercial 410 SS piston rings was textured through an Nd: YAG laser (Sisma Laser) with a wavelength of 1064 nm, laser power of 5 W, a scan speed of 1000 mm/s, number of passes of 32, and frequency of 50 kHz. The geometry of the surface textures was designed to create channels for the composite material. The texture arrangement determined the density area and distribution of the composite material. The textured rings were filled with the CoCuBe–diamond particles. An upper punch with a concave geometry was used to fill the textured cavities. The reinforced samples were then hot pressed with the parameters as the CuCoBe–diamond composites.
2.3 Characterization of the samples
The morphology and microstructure of all the samples were characterized by SEM. The fracture surface analysis of the hot-pressed CuCoBe alloy was performed through SEM cross-sectional evaluation. Their density was measured by Archimedes’ method. The theoretical density was calculated by the rule of mixtures. The density of copper was considered 8.94 g/cm3 [47] and the density of diamond particles of 3.5 g/cm3 [28]. The relative density of the samples was determined by the measured and the theoretical densities ratio.
X-Ray diffraction (XRD) using a Bruker D8 Discover diffractometer was used for phase analysis, with a Bragg–Brentano geometry from 20 to 100°and CuKα radiation. The step size and the acquisition time were 0.04° and 4 s/step, respectively.
All the samples were mechanically characterized through hardness measurements using EMCO-TEST (DuraScan model) equipment. Five Vickers hardness indentations were made in each sample with an applied load of 30 kgf and a dwell time of 20 s. The microhardness values were calculated based on optical micrographs and image processing software (ImageJ).
The tribological performance of the reinforced surfaces was evaluated using a home-developed tribometer [48]. The wear tests were conducted at a sliding speed of 0.3 m/s and an axial load in the range of 350–380 N for 240 min. The lubrication contact was established using a 0W20 fully flooded film at 135 ± 5 °C, containing alumina particles of 5 μm. The coefficient of friction was assessed with a normal load of 10–11 N at a low speed (0.026 m/s) to simulate the top dead center operating conditions. The boundary lubrication regime in the sliding direction reversal was created using a syringe with 0.0258 ml of oil dosage dispensed into the contacting area.
All tribological experiments were performed using the samples of a gray cast iron commercial cylinder liner from a heavy-duty diesel engine. The cylinder liner surface represented in Fig. 5 exhibits a cross-hatched honing texture used to lodge small abrasive particles and distribute the lubrication oil through the inner wall. The morphology and topography of the produced piston rings and the cylinder counterpart were assessed by SEM before and after tribological testing.

The cross-hatched texture of the cylinder liner’s inner surface
3 Results and discussion
3.1 Hot-pressing of the CuCoBe powders
Figure 6 presents the SEM microstructures of the cross-section fractures of the CuCoBe samples manufactured with different hot-pressing parameters.

SEM micrographs of the cross-sectional fracture of the hot-pressed CuCoBe samples produced at T = 820 and 980 °C, P = 25 and 50 MPa, and t = 15 and 30 min
For the sintering temperature of 820 °C (temperature below the threshold temperature), the porosity of the samples was relatively high, even for the most elevated applied pressure (50 MPa) and dwell time (30 min). This means that the sintering process was ineffective, possibly due to the insufficient presence of the liquid phase. The fracture surfaces exhibit many dimples, corresponding to a ductile transgranular failure.
The SEM images of the samples hot-pressed at 980 °C (T980_P25_t15 and T980_P50_t15) show a decrease in the number and depth of dimples, corresponding to a more brittle failure. Moreover, a grain size increase was observed compared to the samples processed at 820 °C.
The hardness measurement results are presented in Fig. 7.

Hardness measurement results of the composite samples produced at sintering temperatures of 820 and 980 °C
The hardness results are consistent with the literature. Values 71.05 HV [43] and 65 HV [42] are reported in the literature for pure copper produced by hot-pressing. The applied pressure and dwell time had a negligible influence on the hardness of the samples processed at 820 °C. Conversely, a smaller grain size was observed for 980 °C. The increase of the applied pressure restrained the grain growth during sintering with a corresponding hardness increase. The hardness of specimen T980_P50_t15 was enhanced by 23% compared with specimen T980_P25_t15. Contrarily, the increase in dwell time led to a hardness decrease.
3.2 Hot-pressing of the CuCoBe–diamond composite
Figure 8 shows SEM images of the polished surface of the sintered samples. An effective reinforcement dispersion into the matrix powder material was achieved for both sintering conditions.

SEM micrographs of the CuCoBe–diamond samples processed at 980 °C, with pressures of a 25 and b 50 MPa and a dwell time of 15 min (T980_P25(C)_t15 and T980_P50(C)_t15, respectively)
The results of the hardness and density measurements are exhibited in Fig. 9.

Hardness results and measured density of the hot-pressed samples
The relative density of the non-reinforced samples was improved by increasing the hot-pressing pressure. At 50 MPa, the Cu matrix alloy achieved a relative density of 94.1%, representing an improvement of approximately 5%. Compared to the CuCoBe samples, the diamond-reinforced composite samples processed at 25 and 50 MPa revealed a hardness increase of 50.5 and 48.5%, respectively.
The density of the composite samples decreased compared with the CuCoBe alloy. However, the increase in hot-pressing pressure positively affected the final density. The presence of the diamond particles inhibited the particle rearrangement and, consequently, the coarsening and grain growth during sintering. The fractured morphology of the composite samples is presented in Fig. 10.

SEM micrographs of the cross-sectional fracture of the a T980_P25(C)_t15 and b T980_P50(C)_t15 composite samples
As expected, the diamond particles affected the morphology of the cross-sectional fracture. The fractures of the composite samples present inhomogeneous dimple cavities, with larger grains exhibiting a brittle fracture and small and deep grains of a ductile fracture mechanism. Moreover, they presented a decreased grain size and a denser morphology when compared to the corresponding unreinforced samples. Figure 11 shows the XRD patterns of the composite samples.

XRD patterns of the CuCoBe–diamond samples produced at T = 980 °C, and (a) P = 25 MPa and (b) 50 MPa
For both hot-pressing conditions, the XRD diffractograms show one intense peak located at 2θ ~ 43.32° and three peaks with relatively lower intensities (50.4°, 74.1°, and 89.8°), corresponding to the FCC copper phase. The main diffraction peak of the diamond (111) is detected just for the sample sintered at the lower pressure (P = 25 MPa), suggesting that graphitization occurred only for the maximum applied pressure. This observation is not in agreement with the bibliography data [17], but the diamond particle size might explain it. It is established that the pressure and temperature variations result in a more significant effect on the diamond’s thermal stability of smaller particles. Particles 0.5 µm in size have higher surface defects and lower activation energies than bigger ones [49]. In the present work, the increase of the sintering pressure (for the same temperature and holding time conditions) raised the composite powder’s contact surface and triggered the diamond to graphite phase transition.
3.3 Testing of composite reinforced piston rings
Figure 12 exhibits the three distinct textures, A, B, and C, with different texturing densities and arrangements.

Textures A, B, and C machined in the piston ring functional surface through laser surface texturing
All the textures consisted of rectangular-like elements. Texture A exhibits a higher surface textured area (75%) than the other two (B and C). These two have similar texturing densities but different track widths and distances.
Figure 13 shows SEM images of the surfaces of the CuCoBe–diamond reinforced laser textured samples before and after the tribological trials. In the same figure are exhibited the morphology of counterpart worn surfaces.

SEM images of the reinforced textured surfaces before and after wear tests and the respective worn counterpart
Figure 13A to C show that the hot-pressing process did not alter the surface texture geometry. Wear tracks in the 410 SS material are perceptible along the composite lines, revealing the sliding movement direction. This effect is more noticeable in texture B. The absence of grooves and scratches in the texture C surface indicates its enhanced wear resistance.
In all cases, an abrasive effect on the counterpart surface was detected. Like in the sample rings’ surface, this effect is more pronounced for textures A and B.
The wear resistance of the functionalized surfaces was quantified through the weight balance of piston rings and liners samples. Figure 14 presents the samples’ weight balance and friction coefficient results of a baseline piston ring and functionalized A, B, and C textures. Ferreira et al. [46] obtained the baseline results for weight balance using the same wear test protocol but with a 5W30 lubrication oil. The friction coefficient measurement of the conventional piston ring solution (used as a baseline) was performed in the present study, following the test parameters of the remaining samples.

Weight balance of piston rings and counterpart samples and friction coefficient results
Regarding the piston ring samples’ weight loss and wear resistance, texture A exhibited a similar result to the baseline piston ring. Textures B and C achieved an almost negligible weight loss (B) or even an increase in the final weight (C). The attachment of wear debris or counterpart material might cause the piston ring weight to increase. This result is consistent with the morphology exhibited in Fig. 13 for the worn surface of texture C.
The enhanced wear resistance of the functionalized piston rings had an abrasive effect on the cylinder liner, with an increased weight loss of the respective counterpart surface compared with the baseline results. The obtained friction coefficient values are distributed in a narrow range, from 0.103 to 0.125. Textures A and B revealed higher COF values than baseline. However, those are consistent with the literature [48] for top dead-center operating conditions. The texture with larger SS geometries improved by 4.5% the COF.
The main goal of the piston ring–cylinder liner pair is enhancing the piston ring surfaces’ wear resistance without threatening the counterpart tribological performance. The leading design corresponding to texture C, with enhanced wear resistance, presented a reduced weight loss of the counterpart.
4 Concluding remarks
Laser surface texturing and hot-pressing were disclosed as effective manufacturing techniques to produce functionalized piston ring surfaces:
-
The hot-pressed CuCoBe–diamond composites revealed improved density and hardness properties with increasing sintering temperature and pressure;
-
The reinforced samples processed at 25 and 50 MPa showed a hardness increase of 50.5 and 48.5%, respectively;
-
The dimensional characteristics of the surface textures were revealed to have a more significant influence on the piston ring tribological performance than the surface area ratio of each material;
-
The texture with larger SS geometries improved the wear resistance of the piston ring surface (presented lower weight loss) and reduced by 4.5% the COF.
References
Tung SC, McMillan ML (2004) Automotive tribology overview of current advances and challenges for the future. Tribol Int 37:517–536. https://doi.org/10.1016/j.triboint.2004.01.013
Barbezat G (2005) Advanced thermal spray technology and coating for lightweight engine blocks for the automotive industry. Surf Coatings Technol 200:1990–1993. https://doi.org/10.1016/j.surfcoat.2005.08.017
Dahlström M, Larsson M, Giraud Y (2013) High performance PM components heat treated by low pressure carburizing and gas quenching. International Powder Metallurgy Congress and Exhibition, Euro PM 2013:1–7
Mitra R (2018) Intermetallic matrix composites – properties and applications. Elsevier
Dellis PS (2019) Piston-ring performance: limitations from cavitation and friction. Int J Struct Integr 10:304–324. https://doi.org/10.1108/IJSI-09-2018-0053
Wang H, Liu X, Chen T, Xu S (2021) Prediction and evaluation of fatigue life via modified energy method considering surface processing. Int J Damage Mech 31:. https://doi.org/10.1177/10567895211045120
Liu X, Liu J, Wang H, Yang X (2022) Prediction and evaluation of fatigue life considering material parameters distribution characteristic. Int J Struct Integr 13:309–326. https://doi.org/10.1108/ijsi-11-2021-0118
Liu X, Wu Q, Su S, Wang Y (2022) Evaluation and prediction of material fatigue characteristics under impact loads: review and prospects. Int J Struct Integr 13:251–277. https://doi.org/10.1108/IJSI-10-2021-0112
Ferreira R, Martins J, Carvalho Ó et al (2020) Tribological solutions for engine piston ring surfaces: an overview on the materials and manufacturing and manufacturing. Mater Manuf Process 35:498–520. https://doi.org/10.1080/10426914.2019.1692352
Yoshida K, Morigami H (2004) Thermal properties of diamond/copper composite material. Microelectron Reliab 44:303–308. https://doi.org/10.1016/S0026-2714(03)00215-4
Boland JN, Li XS (2010) Microstructural characterisation and wear behaviour of diamond composite materials. Materials (Basel) 3:1390–1419. https://doi.org/10.3390/ma3021390
Jianxin D, Hui Z, Ze W, Aihua L (2011) Friction and wear behavior of polycrystalline diamond at temperatures up to 700 °C. Int J Refract Met Hard Mater 29:631–638. https://doi.org/10.1016/j.ijrmhm.2011.04.011
Tran QP, Chin TS, Kuo YC et al (2018) Diamond powder incorporated oxide layers formed on 6061 Al alloy by plasma electrolytic oxidation. J Alloys Compd 751:289–298. https://doi.org/10.1016/j.jallcom.2018.04.089
Zhang C, Cai Z, Tang Y et al (2018) Microstructure and thermal behavior of diamond/Cu composites: effects of surface modification. Diam Relat Mater 86:98–108. https://doi.org/10.1016/j.diamond.2018.04.020
Fedoseev DV, Vnukov SP, Bukhovets VL, Anikin BA (1986) Surface graphitization of diamond at high temperatures. Surf Coatings Technol 28:207–214. https://doi.org/10.1016/0257-8972(86)90059-9
Butenko YV, Kuznetsov VL, Chuvilin AL et al (2000) Kinetics of the graphitization of dispersed diamonds at “low” temperatures. J Appl Phys 88:4380–4388. https://doi.org/10.1063/1.1289791
Qian J, Pantea C, Huang J et al (2004) Graphitization of diamond powders of different sizes at high pressure-high temperature. Carbon N Y 42:2691–2697. https://doi.org/10.1016/j.carbon.2004.06.017
Westraadt JE, Sigalas I, Neethling JH (2015) Characterisation of thermally degraded polycrystalline diamond. Int J Refract Met Hard Mater 48:286–292. https://doi.org/10.1016/j.ijrmhm.2014.08.008
Uspenskaya KC, Tormashev UN, Fedoceev DV (1982) Oxidization and graphitization of diamond in condition of low pressure atmosphere. J Phys Chem 56:495–496
Breusov ON, Drobishev VN, Ivanchihina GE, et al. (1987) Effect of high temperature vacuum annealing on properties of detonation synthetic diamond. In: Proceedings of International Symposium on Physico-chemical Properties of Ultra-hard Materials. pp 48–53
Fedoseev D V., Buhovets VL, Vnukov SP, et al. (1985) Graphitization of diamond at high temperatures, surfacial and thermo-physical properties of diamond. In: Proceedings of International Symposium on Physico-chemical Properties of Ultra-hard Materials. pp 6–9
Xu NS, Chen J, Deng SZ (2002) Effect of heat treatment on the properties of nano-diamond under oxygen and argon ambient. Diam Relat Mater 11:249–256. https://doi.org/10.1016/S0925-9635(01)00680-X
Romanski A (2007) Phase transformation in hot pressed cobalt and cobalt-diamond materials. Powder Metall 50:115–119. https://doi.org/10.1179/174329007X153260
Ji G, Tan Z, Lu Y et al (2016) Heterogeneous interfacial chemical nature and bonds in a W-coated diamond/Al composite. Mater Charact 112:129–133. https://doi.org/10.1016/j.matchar.2015.12.013
Mechnik VA, Bondarenko NA, Dub SN et al (2018) A study of microstructure of Fe-Cu-Ni-Sn and Fe-Cu-Ni-Sn-VN metal matrix for diamond containing composites. Mater Charact 146:209–216. https://doi.org/10.1016/j.matchar.2018.10.002
Hou M, Guo S, Yang L et al (2018) Fabrication of Fe–Cu matrix diamond composite by microwave hot pressing sintering. Powder Technol 338:36–43. https://doi.org/10.1016/j.powtec.2018.06.043
Hou M, Guo S, Yang L et al (2019) Microwave hot press sintering: new attempt for the fabrication of Fe–Cu pre-alloyed matrix in super-hard material. Powder Technol 356:403–413. https://doi.org/10.1016/j.powtec.2019.08.055
Guillemet T, Geffroy PM, Heintz JM et al (2012) An innovative process to fabricate copper/diamond composite films for thermal management applications. Compos Part A Appl Sci Manuf 43:1746–1753. https://doi.org/10.1016/j.compositesa.2012.04.015
Wu Y, Sun Y, Luo J et al (2019) Microstructure of Cu-diamond composites with near-perfect interfaces prepared via electroplating and its thermal properties. Mater Charact 150:199–206. https://doi.org/10.1016/j.matchar.2019.02.018
Liu D, Tian H, Lin L, Shi W (2019) Microstructure, mechanical and elevated temperature tribological behaviors of the diamond/Cu composites prepared by spark plasma sintering method. Diam Relat Mater 91:138–143. https://doi.org/10.1016/j.diamond.2018.10.022
Cunha Â, Marques A, Monteiro F, et al (2020) Tribological behavior of 316l stainless steel reinforced with cucobe + diamond composites by laser sintering and hot pressing: a comparative statistical study. Lect Notes Comput Sci (including Subser Lect Notes Artif Intell Lect Notes Bioinformatics) 12251 LNCS: https://doi.org/10.1007/978-3-030-58808-3_18
Kang Q, He X, Ren S et al (2013) Effect of molybdenum carbide intermediate layers on thermal properties of copper-diamond composites. J Alloys Compd 576:380–385. https://doi.org/10.1016/j.jallcom.2013.04.121
Chu K, Jia C, Guo H, Li W (2013) On the thermal conductivity of Cu-Zr/diamond composites. Mater Des 45:36–42. https://doi.org/10.1016/j.matdes.2012.09.006
Che QL, Zhang JJ, Chen XK et al (2015) Spark plasma sintering of titanium-coated diamond and copper-titanium powder to enhance thermal conductivity od diaamond/copper composites. Mater Sci Semicond Process 33:67–75
Cui W, Xu H, Chen J et al (2016) Effect of sintering on the relative density of Cr-coated diamond/Cu composites prepared by spark plasma sintering. Int J Miner Metall Mater 23:716
Bai G, Wang L, Zhang Y et al (2019) Tailoring interface structure and enhancing thermal conductivity of Cu/diamond composites by alloying boron to the Cu matrix. Mater Charact 152:265–275. https://doi.org/10.1016/j.matchar.2019.04.015
Wei C, Cheng J, Chen P et al (2019) Facile electroless copper plating on diamond particles without conventional sensitization and activation. Adv Powder Technol 30:2751–2758. https://doi.org/10.1016/j.apt.2019.08.022
Zhang Y, Zhang HL, Wu JH, Wang XT (2011) Enhanced thermal conductivity in copper matrix composites reinforced with titanium-coated diamond particles. Scr Mater 65:1097–1100. https://doi.org/10.1016/j.scriptamat.2011.09.028
Li J, Zhang H, Zhang Y et al (2015) Microstructure and thermal conductivity of Cu/diamond composites with Ti-coated diamond particles produced by gas pressure infiltration. J Alloys Compd 647:941–946. https://doi.org/10.1016/j.jallcom.2015.06.062
Schubert T, Ciupiński ZW et al (2008) Interfacial characterization of Cu/diamond composites prepared by powder metallurgy for heat sink applications. Scr Mater 58:263–266. https://doi.org/10.1016/j.scriptamat.2007.10.011
Chu K, Liu Z, Jia C et al (2010) Thermal conductivity of SPS consolidated Cu/diamond composites with Cr-coated diamond particles. J Alloys Compd 490:453–458
Grzonka J, Kruszewski MJ, Rosiński M et al (2015) Interfacial microstructure of copper/diamond composites fabricated via a powder metallurgical route. Mater Charact 99:188–194. https://doi.org/10.1016/j.matchar.2014.11.032
Kang Q, He X, Ren S et al (2013) Preparation of high thermal conductivity copper-diamond composites using molybdenum carbide-coated diamond particles. J Mater Sci 48:6133–6140
Cunha A, Ferreira R, Trindade B, et al (2020) Production of a laser textured 316L stainless steel reinforced with CuCoBe + diamond composites by hot pressing: influence of diamond particle size on the hardness and tribological behaviour. Tribol Int 146:106056. https://doi.org/10.1016/j.triboint.2019.106056
Cunha A, Ferreira R, Trindade B et al (2020) Reinforcement of a laser-textured 316L steel with CuCoBe-diamond composites through laser sintering. Mater Manuf Process 35:1032–1039. https://doi.org/10.1080/10426914.2020.1758331
Upadhyaya GS (2014) Powder metallurgy technology. Cambridge Int Sci Publ 1–5. https://doi.org/10.1073/pnas.0703993104
Fu X, Hu Y, Tao J (2016) Synthesis and tribological properties of copper-alumina nanocomposites prepared by coprecipitation technique. J Wuhan Univ Technol Mater Sci Ed 31:1123–1130. https://doi.org/10.1007/s11595-016-1500-y
Ferreira R, Carvalho PJ et al (2022) A new tribometer for the automotive industry: development and experimental validation. Exp Mech 62:483–492. https://doi.org/10.1007/s11340-021-00805-7
Chang C, Liao Y, Wang GZ, et al (2003) CVD diamond growth. Cryst Growth Technol 93–141
Funding
Open access funding provided by FCT|FCCN (b-on). This work was supported by the Fundação para a Ciência e Tecnologia (FCT) and MAHLE, Componentes de Motores, S.A. (grant number SFRH/BDE/110654/2015); the FCT via UID/EEA/04436/2019 and UIDB/00285/2020; and LA/P/0112/2020 and by FEDER funds through the COMPETE 2020 – Programa Operacional Competitividade e Internacionalização (POCI) (reference project POCI-01–0145-FEDER-030416).
Author information
Authors and Affiliations
Contributions
RF: conceptualization, investigation, methodology, validation, roles/writing—original draft. ÂC: investigation, methodology, writing—review and editing. ÓC: methodology, investigation, supervision. BT: methodology, validation, roles/writing—original draft, writing—review and editing. LS: funding acquisition, project administration, supervision. SC: supervision, writing—review and editing. FS: funding acquisition, methodology, project administration, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ferreira, R., Cunha, Â., Carvalho, Ó. et al. Design, manufacturing, and testing of a laser textured piston ring surface reinforced with a CuCoBe–diamond composite by hot-pressing. Int J Adv Manuf Technol 125, 2349–2362 (2023). https://doi.org/10.1007/s00170-023-10871-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-10871-x