
Abstract
Burckhardt Compression Holding AG, based in Winterthur, is an internationally active manufacturer of reciprocating compressors who uses three-piece pistons in its Laby® reciprocating compressors. Due to their design for casting, the pistons have a high weight, which limits the size of the piston, particularly for the large diameters. For this reason, solutions are being looked for to produce pistons in lightweight design using metal additive manufacturing processes to counteract these challenges. One of the innovative techniques for weight reduction that has been applied in various fields of science and industry is laser direct metal deposition (DMD). Therefore, a project was started with Burckhardt Compression to reduce the mass enabling higher operating speeds. This study presents a workflow to manufacture a lightweight piston from martensitic steel 1.4313 by direct metal deposition (DMD) with a diameter of approximately 342 mm and a height of 140 mm. The piston is characterized by different segments, which are conventionally and additively manufactured to overcome machine limitations. The piston crown was joined to the additive manufactured part and sealed by CO2 laser welding. Reducing the laser power in DMD reduced the temperature, and hence, oxidation of manganese and silicium and reducing the carrier gas flow improved the buildup rate and reduced the turbulence induced oxidation. Alternating the feed direction per layer improved the geometrical accuracy and avoided material accumulation at sharp corners. A method was found to indicate quantitatively the geometrical accuracy of a radius in buildup direction. The welding types and seams for laser welding were selected to enable a good force flow; however, a clamping device was necessary. A double weld strategy was considered in order to reduce a notch effect at the hidden T-joints. The design enabled a 40% weight reduction resulting in a weight of 24 kg compared to the cast piston with a weight of 40 kg. Metallographic analysis and 3D scans were performed in order to evaluate the material quality and geometrical accuracy. The study shows the limitations and challenges of DMD and how to overcome machine limitations by part segmentation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Up to the present time, casting is the most common method for manufacturing large-sized metal parts in conventional manufacturing (CM) according to Korsmik et al. [1]. The parts are obtained by sand casting, centrifugal casting, or investment casting by using expensive casting molds. Besides, post processing functional surfaces is very time-intensive and can remove costly material. Additive manufacturing (AM) of metals has moved into the focus of industry and science, not only due to its benefit of low lead time and manufacturing flexibility but offering a high potential for shape optimization to reduce weight, and costs and to improve the functionality of the components. According to Korsmik et al. [2], DMD creates precise deposition with a small heat-affected zone (HAZ), good density, and metallurgical bonding as well as minimal effect on the workpiece such as distortion, and micro-cracking compared to casting. Furthermore, they state that large and complex parts can be manufactured without additional equipment within a large working chamber.
Despite all the advantages derived from AM technology, there are still a lot of unresolved obstacles that limit the application. The literature reveals notable differences regarding the suitability of DMD for large part manufacturing. In contrast to Korsmik et al. [2], Thompson et al. [3] state that material efficiency is the key factor for large part manufacturing and, precisely in this, DMD is limited [3, 4] since there is a significant waste of energy and powder during the process. Thompson et al. [3] recommended investigating more appropriate deposition methods to increase overall efficiency. Furthermore, fixed machine tables and large deposition heads reduce the flexibility of the process as shown in the study of Akbari et al. [5].
One possibility to overcome the machine limitations and increase efficiency is part segmentation. It describes the process of building parts by joining smaller sub-parts according to Zapf et al. [6]. Welding sub-parts together has been presented to overcome the limitations of SLM [7] and the geometrical limitations of wire-DMD [5].
Focusing on part segmentation with AM parts, only a few studies [5,6,7,8,9,10,11] in the scientific literature address the metallurgical and mechanical properties of AM welds. It can be expected that welded AM tensile specimens show lower elongations compared to welded CM tensile specimens based on findings from Tavlovich et al. [8] and Casalino et al. [11] but there is no literature that confirms it for stainless steel. In most cases, the AM parts are SLM parts. Solely Akbari et al. [5] welded a wire-DMD part. The grain sizes of the welds were comparable to the ones of wire-DMD. Until now, friction welding and laser welding have been considered the primary means of joining additive and conventional components by Tavlovich et al. [8].
This study provides a workflow to produce a fully sealed piston for a gas compressor with subparts that are additively and conventionally manufactured. It covers process-dependent design adjustments and deposition strategies for thin and massive geometries and overcomes the limitations of the machine and the process by part segmentation. Moreover, the process parameters such as laser type, spot size, laser power, scan speed, and layer thickness, which play a significant role in obtaining a part with optimum physical and mechanical properties [12, 13], are described in this study. In the following research, laser welding will be used for joining since DMD, and laser welding can be performed centralized on the Trumpf TruLaser Cell 7020.
2 Experimental procedure
2.1 Raw materials
The martensitic stainless steel EN X3CrNiMo13-4 (1.4313) was used as forged and as powder material. The powder was used for the DMD process and the forged material for the substrate and piston crown. The powder particles were in the range of 63–150 μm. The average powder diameter was 104 µm. The powder particles seemed to be spherical and can be described as dense, although microscopic pores were occasionally observed, as shown in the scanning electron microscopic (SEM) image in Fig. 1.

SEM of powder particles of 1.4313
A round plate with a diameter of 350 mm and a thickness of 30 mm was used as the substrate and a round plate with a diameter of 319 mm and a thickness of 4.7 mm was used as the piston crown. The chemical composition of 1.4313 can be found in Table 1.
2.2 Proposed workflow for DMD and laser welding
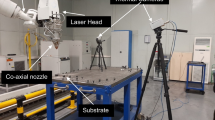
The piston was produced on a Trumpf TruLaser Cell 7020. The machine was originally equipped with a CO2 laser source and process heads for cutting and welding. Later, it was upgraded with a disk laser and a deposition head. The disk laser Trumpf TruDisk 3001 is used for the DMD process and the CO2 laser TruFlow 5000 for the laser welding process. With appropriate process heads, the same laser could be used for both processes as shown in Fig. 2. However, disk lasers are state of the art in industrial applications due to their higher efficiency and lower maintenance. The CO2 laser and the compatible welding head were only used because there was no robust laser welding head for the disk laser available.

Trumpf TruLaser Cell 7020 with its process heads
Building the DMD segment of the piston required several empirical prestudies. An overview of the proposed workflow and the necessary qualification tool are provided in Fig. 3. The workflow only shows a section of process steps. The 2D parameter study was provided by Dalaee et al. [15], and the post processing, microstructure evolution, and mechanical properties will be evaluated in further research.

Workflow to manufacture a large part with DMD and laser welding
The geometrical accuracy can be obtained by a laser scanner or conventional dial gauges. To evaluate two-dimensional (2D) profiles, the laser scanner scanCONTROL with a resolution of 4 µm, from Micro Epsilon, was used. To evaluate three-dimensional (3D) geometries the 3D laser scanner ATOS Core 135 with a resolution of max. 50 µm from GOM was used.
The internal structure qualification requires, however, metallographic analysis. For this, the specimens were cut, hot-mounted, ground, and polished. Before the polishing. The hot-mounted specimens were ground and polished on a Saphir 520, in order to obtain an even surface. After the grinding process, the specimens were washed in an ultrasonic ethanol bath. For the polishing process polishing clots, polycrystalline diamond suspension with a grain size of 6 µm and 3 µm and a constant force of 10 N and 200 rpm was used. The cross-sectional images were taken with a light microscope Keyence VHX-5000. The porosity was evaluated in a polished state. Etching with Adler was required to evaluate the weld seam geometry.
2.3 DMD
2.3.1 Design
According to the requirements of Burckhardt Compression, the piston presented in this study is designed in one sealed part to better exploit the advantages of additive manufacturing processes. For this purpose, the two piston crowns and the piston skirt as well as a section of the piston rod are combined into one component as shown in Fig. 4b. This allows correspondingly low wall thicknesses of the piston crowns, as no screw connection forces have to be transmitted. The weight reduction reduces the inertial forces, which allows for higher speeds of the compressor. The outer wall of the piston skirt had a thickness of 12 mm to ensure sufficient material for milling the labyrinth structure.

Design of the piston a joined with bolt b integrated by AM
2.3.2 Geometrical parameter study
The process parameters of single tracks were determined by Dalaee et al. [15]. The tool path is characterized by a closed tool path with the same start and ending point of the laser to lower the impact of the energy peaks by switching the laser on and off. An overlap of 71% was used to keep the wall thickness small. The used parameters are listed in Table 2.
The piston combines massive and thin-walled sections in one layer. Due to the higher catchment efficiency in massive parts, using the same parameters for both sections would change the deposition rate and endanger the process stability and geometrical accuracy [16]. The goal was to find a parameter set with the same deposition rate of the thin walls of approximately 5 g/min. This could be achieved by reducing the overlap to 50% and reducing the feed rate by 3% while ensuring process stability as shown in Table 3. The catchment efficiency η was calculated by
where \({\dot{m}}_{d}\) is the mass deposition rate and \({\dot{m}}_{p}\) is the powder flow rate. The deposition rate is calculated by
where \({A}_{t}\) is the average cross section per track, \({v}_{f}\) is the feed rate of the deposition head, and \(\rho\) is the density including the porosity. The average cross section per track is calculated by dividing the cross section \(A\) of the part by the number of tracks \(n\).
The number of fusion defects can be reduced by increasing the laser power [17,18,19]. In this study, the metallurgical structure was improved by increasing the laser power by 100 W steps according to Table 4. Blocks with a dimension of approximately 10 mm × 40 mm × 8 mm were built and cut twice perpendicular to the feed direction in three equal long parts, and the cross section afterward ground and polished. The metallographic cross section was inspected visually.
T-joints in feed (horizontal) and buildup (vertical) directions were produced. The parameters for the thin wall were used for both. The horizontal T-joint can be defined within one layer. However, a lack of bonding in the middle of the T-joint could be expected due to the hatch distance. Therefore, twelve T-joints were built based on the tool path shown in Fig. 5 and the metallographic cross section was analyzed.

Toolpath for T-joint in feed direction
A radius was implemented for the vertical T-joint since a sharp corner in the moving direction of the piston could provoke crack initiation. However, the radius in buildup direction is produced with limited accuracy as it is represented by multiple seams as shown in Fig. 6. A DoE was designed, as shown in Table 5, to enable near-net shape for the radius on the vertical T-joint. The samples were produced according to Fig. 6, and the received parts were scanned by the 2D laser scanner. A contour-based function was determined to identify quantitatively the most geometrically accurate sample.

Multilayer radius for vertical T-joint in buildup direction
Process efficiency
The consumption of gas and powder should be kept as low as possible. Both of the parameters cannot be changed during the process at the Trumpf TruLaser Cell 7020. In order to evaluate the process efficiency, samples with different powder mass and carrier gas flow were built. The powder-gas mixture was described by its specific volume
where \(\dot{V}\) is the volumetric gas flow and \({\dot{m}}_{p}\) the powder mass flow. The lower the required specific volume, the more efficient the process is. The height of single tracks for different specific volumes, according to Table 6, was measured by the 2D laser scanner. Afterward, two blocks (10 mm × 40 mm × 7.3 mm) were built with the most efficient parameters, and hot gas extraction was performed to measure the absolute O2 content and to analyze the metallographic cross section.
2.3.3 Demo parts
Quarter angular sections were built to check the process stability and geometrical accuracy. The demo parts were built with alternating feed direction per layer. The geometrical accuracy was measured by the 3D laser scanner to evaluate the geometrical accuracy.
Afterward, a demo part with a height of 8 mm with the parameters shown in Table 7 and the tool path shown in Fig. 7 was built.

Tool path of the demo part
2.3.4 Final prototype
The final prototype was built and measured by the 3D laser scanner in order to evaluate the geometrical accuracy.
2.4 Laser welding
2.4.1 Design
In order not to disturb the piston skirt with its lubrication, the welding seams were placed on the piston crown. The type of seams and joints were chosen according to common design rules that enable a good flow of forces and therefore increase the longevity of the welding seams. Square butt-welds on the outer diameter (corner joints) and square welds on the ribs (T-joint) were selected. To machine an even and straight piston crown after welding, the nominal thickness of the piston crown was increased by 0.7 mm which corresponds to the sagging of the welds.
2.4.2 Geometrical parameter study
In order to achieve the required depth for the hidden T-joints, a parameter analysis of 1.4313 was conducted. A full factorial design of experiments was used and evaluated. The width at 4 mm depth was measured in order to predict whether the full width of the rib could be joined. The laser power was set to the maximum power of 5000 W and the feed rate and depth of focal plane varied according to Table 8. The cross sections were evaluated according to DIN EN ISO 13919–1.
The qualification criteria in penetration depth were at least 5.5 mm but not more than 7 mm and in width at least 2 mm. The porosity was determined by visual inspection of 50 cross sections along the complete track length of 80 mm. The weld seams should be as dense as possible since pores provoke crack initiation, which could reduce the functionality of the final prototype.
2.4.3 Test geometries
A test geometry for the hidden T-joint was designed in order to qualify the DMD/CM welds. The top was conventionally manufactured by forging and the thin wall was additively manufactured by DMD. The parameters are derived from the previous experiment. A double weld strategy was considered since the widths of the welds were not sufficient to bond the complete width of the thin walls. However, this is required to avoid a lack of bonding and resulting crack initiation. Two different seam distances were investigated according to Table 9. The qualification was done by metallographic analysis in order to check the geometry of the welds.
2.5 Demo parts
In order to ensure positioning and hinder the piston crown from moving during welding, a clamping concept was developed. The piston crown is pressed between the clamping device and the piston body with five bolt connections as shown in Fig. 8. Afterward, the piston crown was fixed and welded to the piston body with a series of spot welds and continuous welds. The welding parameters are shown in Table 10 and the welding sequence in Fig. 9. Once all the spot welds were done, the clamping device could be removed.

Clamping device for the demo part and final prototype

a Welding strategy for fixing with spot welds and b welding sequence for continuous welds
Based on prestudies, the position of the spot welds was determined by the following rules:
-
The spot welds are placed on the outer diameter of the piston crown between two ribs.
-
For each rib, three spot welds are placed first at a distance of 50 mm, second at 150 mm, and last at 100 mm from the middle axis. This sequence minimizes the distortion.
-
To ensure sufficient cooling time between the spot welds and to reduce the temperature gradient, after placing one, the most distant spot on the opposite side of the piston was welded.
Four ribs could be fixed within one clamping. Afterward, the clamping device was rotated by 30°. For each clamping, the points were welded with an indicated sequence.
After clamping and spot welding, the piston cover is laser welded to the piston body using the following sequence:
-
Ribs, following the sequence shown in Fig. 9b
-
Outer diameter
-
Inner diameter
2.5.1 Final prototype
The prototype was welded and measured by the 3D laser scanner in order to evaluate the geometrical accuracy.
3 Results and discussion
3.1 DMD
3.1.1 Design
The simple geometries such as the substrate and the piston crown were manufactured conventionally whereas the complex main part with integrated ribs, piston skirt, and the rod were manufactured additively as shown in Fig. 10. The piston crown was joined by laser welding to the additively manufactured part. This design proposal enabled a weight saving of approximately 40%. The distortion compensation was not part of this study.

Final design of the DMD part
3.1.2 Geometrical parameter study
The massive part built with a feed rate of 880 mm/min and a hatch distance of 1.05 (50%) achieved a layer height of 0.747 mm which is comparable to the layer height of the thin wall according to Fig. 11.

Geometry dependent parameters for a thin and a massive part
The calculated deposition rate \({\dot{m}}_{d}\) for a massive part is approximately 6 g/min and the catchment efficiency \(\eta\) is approximately 40% according to Table 11.
The lack of fusion defects, such as unmelted particles, decreases with increasing laser power according to Laeng et al. [20], which could be supported by Fig. 12a and b. However, when the laser power gets too high, small spherical oxides were found according to Fig. 12c. The presence of these spherical oxides is presumably the product of a reoxidation of manganese and silicium which can also be observed when casting steels containing highly manganese and silicium [21,22,23].

Metallographic structure of blocks built with different laser power a 1000 W, b 1200 W, and c 1400 W
The metallographic cross-section of the horizontal T-joint in feed direction did not show any lack of fusion defects. A hatch distance of 0.5 mm did not cause any lack of bonding as shown in Fig. 13. The wall thickness of the ribs was approximately 2 mm.

a Demo part and b cross section of the horizontal T-joint
To identify the most geometrically accurate sample that comes closest to the net shape of the radius in buildup direction, 2D profile scans and a self-written Matlab code were used. The deviation was described by the area
where \({f}_{r}\) is the nominal radius and \({f}_{a}\) is the actual radius as shown in Fig. 14. The sample B6 had the smallest area \({A}_{d}\), which means that it deviated the least from the net shape.

a Laser scan profile of the radius at the vertical T-joint \({f}_{a}\) and the nominal radius \({f}_{r}\)
3.1.3 Test geometries
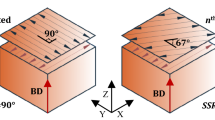
By alternating the direction of each layer, the material accumulation before the sharp corners could be reduced in height as shown in Fig. 15. The 3D laser scan showed that the maximum peak of the part, without alternating feed direction, was 53.1 mm, compared to 50.8 mm, with alternating feed direction. Due to the deceleration in sharp corners, the laser line energy and powder deposition rise, which is causing a higher buildup rate. This effect can be reduced by alternating feed direction since the starting point of deceleration varies per layer. The material equally accumulated on both ends of the sharp corner. The minimal target height of 50 mm was achieved everywhere.

Demo part a without alternating feed direction per layer b with alternating feed direction per layer
Process efficiency
The height of the single tracks C1–C9 varied according to the used powder mass flow and the carrier gas. The more powder was used, the higher the single tracks hence more deposition. On the contrary, the more carrier gas was used, the lower the single tracks which confirmed the findings of Wirth et al. [24]. They showed that coaxial carrier gas causes turbulences, which disturb the shielding gas bell. Therefore, reducing the carrier gas flow decreases oxidation while saving Argon.
The target height of the single tracks C1–C9 was set between 0.9 and 0.95 mm. This could be achieved by four parameters according to Fig. 16. However, the lowest specific volume among these was achieved by sample C5. Reducing the carrier gas flow from 7.5 to 4 l/min ensured the same track height by using less powder. The powder consumption could be reduced from 16 to 14.5 g/min.

Height of the single tracks over the specific volume of the powder/gas mixture
Furthermore, it could be observed that the carrier gas stream influences the annealing colors of the process as shown in Fig. 17a. Reducing the carrier gas flow resulted in better shielding and therefore less oxidation. Two blocks were built and hot gas extraction was performed with the parameters of sample C5 which were the most efficient ones within the target zone. The blocks revealed a 0.034% oxygen content (340 parts per million). This amount implies good mechanical properties especially in regard to impact toughness since oxidation deteriorates the mechanical performance [25]. The cross sections of the blocks revealed a good metallurgical structure without any defects.

Results of the powder efficiency a single tracks with a different carrier gas and powder mass flow b built blocks with the parameters of sample C5
3.1.4 Demo parts
The demo part achieved the target height of 8 mm while keeping the process stable.
3.1.5 Final prototype
The prototype was built with the previously mentioned parameters of the demo part and the target height of 140 mm as shown in Fig. 18. The buildup took 87 h. The final dimensions of the part were Ø340 × 140 mm. The oxidation varied between the massive outer wall and the thin-walled ribs. Possible reasons are the higher temperature and the reduced local shielding at the thin walls, as the shielding gas passes the thin walls. The temperature in thin walls is higher due to the lower conduction. As a consequence, high temperature oxidation might occur as described by Young [26].

Final additively manufactured part of the piston
3.2 Laser welding
3.2.1 Design
The final design integrated three subparts as shown in Fig. 19. The piston crown was joined by laser welding to the DMD subpart.

Final design of the piston
3.2.2 Geometrical parameter study
The penetration p, the width w, and the width at a penetration depth of 4 mm w4 have been measured for samples D1–D9 and are shown in Fig. 20. The most suitable parameters which achieve a minimum depth of 5.5 mm but not exceeding 7 mm are D3, D5, D7, and D8. However, the width at a 4 mm depth of 2.3 mm was not achieved by the mentioned parameters.

Parameter study for laser welding 1.4313
One parameter out of each spot size within the target zone (D3, D5, D7) was chosen for the visual inspection of pores. Pores with a size > 200 um could be detected by the bare eye. Those to whom this applied were indicated as porous cross section and the code 1. Those without any visible pores were indicated as not porous and the code 0. The number of cross sections with a visible pore was counted across 50 samples for each laser power and each parameter. The laser power was set to 5000 W in order to benefit from the maximum available laser power. The power was reduced to 4000 W to improve the porosity (Table 12). This can be explained by the prevention of keyhole instability and therefore reduction of keyhole porosity [27]. The difference between the variables (laser power and parameter) was examined by a Poisson Regression model using the statistical software R. A Poisson regression model is a generalized linear model that is used to model count data and contingency tables. The differences across the three parameters (p = 0.00656) and across the laser power (p = 4.64·10–6) were significant. However, the welding depth was reduced which was measured six times. The best result has been achieved by a depth of focal plane of 0 mm, feed rate of 1200 mm/min, and laser power of 4000 W with a welding depth of approximately 4 mm.
3.2.3 Test geometries
Sample E1 and E2 burnt through which is not permitted according to No. 1.13 DIN EN ISO 13919–1. Sample E4 and E6 suffered a lack of bonding and E3 achieved the best results as shown in Fig. 21. The sagging of sample E3 meets the requirements of No.1.12 of DIN EN ISO 13919–1 evaluation group C. It is visible that the welds still contain pores. The maximum dimension for single pores in sample E3 meets the requirements of No.2.4 of DIN EN ISO 13919–1 evaluation group A. However, this does not apply necessarily to all cross-sections of the weld.

Cross section of the double weld strategy of thin walls
3.2.4 Demo parts
It was assumed that the surface pressure is equally distributed by using the clamping device. No welding failures occurred during the first welding round. After the second welding set, burn throughs were created at the end of the tracks which are not permitted according to DIN EN ISO 13919–1.
3.2.5 Final prototype
The welding steps of the final piston took approximately 1 h. In order to avoid burn through at the start and end points, lead-in and lead-out plates were placed on the prototype. However, the final part still showed burn through along the complete length of the tracks. The reason was found after completing the study. The laser beam quality was not reproducible since not enough nitrogen was provided for the CO2 resonator and the guiding for the shielding gas had a leakage. However, the welding defects could be repaired by milling the undercuts and afterward filling the gaps with DMD. The final prototype is shown in the as-built condition in Fig. 22.

As-built DMD/ laser welded final piston
The flatness of the welded piston crown was approximately 0.6 mm as shown in the 3D laser scan of the final prototype in Fig. 23. The white spots mark shiny areas in which the reflectivity of the surface was too high, which interfered with the data acquisition. The cylindricity is varying by approximately 2 mm above the nominal surface.

3D laser scan of the final prototype
4 Conclusion
A workflow was developed successfully to manufacture a piston for a gas compressor with a diameter of 342 mm and a height of 140 mm by direct metal deposition and laser welding. The as-built piston was measured by a 3D laser scanner and met the required tolerances of the technical drawing. The study showed limitations and countermeasures of the DMD process which includes an approach from a 2D parameter study to an as-built prototype. The following conclusion could be drawn.
-
The novel design enabled a weight reduction of 40%.
-
Part segmentation allowed to overcome machine limitations with a fixed machine table. The piston contained subparts that are additively and conventionally manufactured and joined by laser welding. However, there is a residual risk of process induced porosity.
-
Reducing the laser power reduced the temperature, and hence, oxidation of manganese and silicium and reducing the carrier gas flow improved the buildup rate and reduced the turbulence induced oxidation.
-
Alternating the feed direction per layer improved the geometrical accuracy and avoided material accumulation at sharp corners.
-
The geometrical accuracy of different samples representing a radius in buildup direction could be identified quantitatively by 2D laser scans and a deviation function.
-
A corner joint and a hidden T-joint were chosen as weld types, however complicating the positioning. Therefore, a clamping device was designed and manufactured.
-
Since the laser welds were not wide enough at 4 mm depth, a double-weld strategy was considered in order to reduce a notch effect at the hidden T-joints.
-
Imperfections along the length of the tracks could be repaired by the DMD process.
Usually, the as-built condition will be heat-treated and surface-finished which is not in the scope of this study. Moreover, investigating post processing including mechanical properties, microstructure, and distortion will be the subject of further research.
References
Korsmik R, Rodionov A, Korshunov V, Ponomarev D, Prosychev I, Promakhov V (2020) Topological optimization and manufacturing of vessel propeller via LMD-method. Materials Today: Proceedings
Korsmik R, Tsybulskiy I, Rodionov A, Klimova-Korsmik O, Gogolukhina M, Ivanov S et al. (2020) The approaches to design and manufacturing of large-sized marine machinery parts by direct laser deposition. Procedia CIRP 94
Thompson SM, Bian L, Shamsaei N, Yadollahi A (2015) An overview of direct laser deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit Manuf 8:36–62
Selcuk C (2011) Laser metal deposition for powder metallurgy parts. Powder Metall 54:94–99
Akbari M, Kovacevic R (2019) Joining of elements fabricated by a robotized laser/wire directed energy deposition process by using an autogenous laser welding. Int J Adv Manuf Technol 100:2971–2980
Zapf H, Höfemann M, Emmelmann C (2020) Laser welding of additively manufactured medium manganese steel alloy with conventionally manufactured dual-phase steel. Procedia CIRP 94:655–660
Matilainen V-P, Pekkarinen J, Salminen A (2016) Weldability of additive manufactured stainless steel. Phys Procedia 83:808–817
Tavlovich B, Shirizly A, Katz R (2018) EBW and LBW of additive manufactured Ti6Al4V products. Weld J 97:2018179S-S2018190
Wits WW, Becker JJ (2015) Laser beam welding of titanium additive manufactured parts. Procedia CIRP 28:70–75
Yang J, Wang Y, Li F, Huang W, Jing G, Wang Z et al (2019) Weldability, microstructure and mechanical properties of laser-welded selective laser melted 304 stainless steel joints. J Mater Sci Technol 35:1817–1824
Casalino G, Campanelli SL, Ludovico AD (2013) Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int J Adv Manuf Technol 68:209–216
Tenner F, Berg B, Brock C, Klämpfl F, Schmidt M (2015) Experimental approach for quantification of fluid dynamics in laser metal welding. J Laser Appl 27:S29003
Zhong C, Biermann T, Gasser A, Poprawe R (2015) Experimental study of effects of main process parameters on porosity, track geometry, deposition rate, and powder efficiency for high deposition rate laser metal deposition. J Laser Appl 27:042003
Oerlikon Surface Solutions AG (2021) Inspection Report of 1.4313 Metal Powder
Dalaee M, Cerrutti E, Dey I, Leinenbach C, Wegener K (2021) Parameters development for optimum deposition rate in laser DMD of stainless steel EN X3CrNiMo13–4. Lasers Manuf Mater Process 1–17
Eisenbarth D, Soffel F, Wegener K. (2019) Buildup stability and height prediction for DMD. Lasers in Manufacturing 2019
Sun S, Brandt M, Harris J, Durandet Y (2006) The influence of stellite 6 particle size on the inter-track porosity in multi-track cladding. Surf Coat Technol 201:998–1005
Dass A, Moridi A (2019) State of the art in directed energy deposition: From additive manufacturing to materials design. Coatings 9(7):418
Henry M, Fearon E, Watkins K, Dearden G (2001) The laser cladding of hastalloy to critical surfaces of stainless steel components. International Congress on Applications of Lasers & Electro-Optics: Laser Inst Am 1:631–40
Laeng J, Stewart J, Liou FW (2000) Laser metal forming processes for rapid prototyping-a review. Int J Prod Res 38:3973–3996
Yan F, Xiong W, Faierson E, Olson GB (2018) Characterization of nano-scale oxides in austenitic stainless steel processed by powder bed fusion. Scripta Mater 155:104–108
Kluken A, Grong Ø (1989) Mechanisms of inclusion formation in Al− Ti− Si− Mn deoxidized steel weld metals. Metall Trans A 20:1335–1349
Babu S, David S, Vitek J, Mundra K, DebRoy T (1995) Development of macro-and microstructures of carbon–manganese low alloy steel welds: inclusion formation. Mater Sci Technol 11:186–199
Wirth F, Wegener K (2018) Simulation of the multi-component process gas flow for the explanation of oxidation during laser cladding. Addit Manuf 24:249–256
Saboori A, Piscopo G, Lai M, Salmi A, Biamino S (2020) An investigation on the effect of deposition pattern on the microstructure, mechanical properties and residual stress of 316L produced by Directed Energy Deposition. Mater Sci Eng A 780:139179
Young DJ (2008) High temperature oxidation and corrosion of metals. Vol.1. Elsevier
Tang C, Tan JL, Wong CH (2018) A numerical investigation on the physical mechanisms of single track defects in selective laser melting. Int J Heat Mass Transf 126:957–968
Funding
Open access funding provided by Swiss Federal Institute of Technology Zurich. This work received financial support from the funding agency Innosuisse (grant number 27436) and of the companies Burckhardt Compression Holding AG, MAN Energy Solutions, Oerlikon Surface Solutions, Stellba AG, and EMPA. The author has received research support from Burckhardt Compression Holding AG.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception. The design of the final prototype was developed by Mario Wessel and Indira Dey. The geometrical parameter study, the buildup of test geometries, demo parts, and the final prototype, as well as the data analysis, were performed by Indira Dey, Maicol Fabbri, and Simon Gemmet. The general workflow was developed by Indira Dey and Mohammad Dalaee. The research aim was formulated by Konrad Wegener. The code to analyze the 2D profile scans of the radius in buildup direction was developed by Dennis Schack. The first draft of the manuscript was written by Indira Dey, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dey, I., Fabbri, M., Gemmet, S. et al. Manufacturing a prototype with laser direct metal deposition and laser welding made from martensitic steel 1.4313. Int J Adv Manuf Technol 124, 1993–2009 (2023). https://doi.org/10.1007/s00170-022-10606-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10606-4