
Abstract
The paper concerns a new method for evaluating industrial rolling bearing vibration measurement systems. The aim of the research performed was to evaluate the measurement accuracy of three measurement systems, which differ from each other in the key design features of the functional components. For this purpose, an additional reference point was used, which was a laser Doppler vibrometer. The use of an additional reference point made it possible to decouple the vibration measurement indications from spontaneous changes in the dynamic state of the rolling bearings. The newly suggested procedure was carried out in two stages. In the first stage, vibration spectra obtained from the independent sensor were analysed, while in the second stage, system indications were compared with reference sensor indications to assess measurement accuracy. The results obtained made it possible to identify the most accurate system, to assess the design of the components of the devices tested, as well as to detect undesirable factors undermining the accuracy of the measurement, and to obtain hints for improving the accuracy of industrial rolling bearing vibration systems.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Maintaining the performance of machine parts at the highest level, requires effective diagnostics. One of the most important diagnostic methods for mechanical equipment is vibration monitoring using precision sensors. In a highly detailed study [1], the authors demonstrated that most sensors used in diagnostics are piezoelectric sensors, connected directly to the part or node being diagnosed. While it is important that the sensor is selected and mounted in such a way that the information obtained is metrologically relevant, it is more important how the measurement data obtained is processed. Currently, there are many papers on the acquisition of measurement data obtained from vibration sensors. These articles refer not only to issues typically related to machine condition diagnostics [2,3,4,5], but also to manufacturing techniques, e.g. machining or welding processes, [6,7,8,9].
Due to the common use of rolling bearings in machines, the diagnostics of these components forms a special group of research issues, and the methods used have become more and more advanced over the years. Most recent publications on the diagnostics of rolling bearings deal with an obvious defect caused by their long operation; the aim of the research is to detect this defect [10,11,12,13].
However, vibration measurement in bearing plants is an issue that should be dealt with separately from diagnostic issues. Firstly, rolling bearings that leave the production line have no obvious damage. Damage only occurs after more extensive use. For this reason, typical industrial systems need to be adapted to the discrete imperfections that occur during the bearing manufacturing process. Secondly, vibration measurement on and near production lines takes place on a bearing that is not mounted in a housing and the sensor directly touches the outer ring. In addition, industrial measurement, unlike diagnostic measurement, lasts a very short time and refers to the condition of the bearing at the earliest stage of its life. Thirdly, industrial rolling bearing vibration measurement devices are equipped with electrodynamic vibration velocity sensors, which are rarely used for diagnostic purposes, measuring the relative vibration of the bearing. And fourthly, both the measurement method, signal processing, and evaluation method are strictly defined by the ISO 15242 family of standards [14,15,16]. Both the measurement method and the data acquisition system are not complicated in this case.
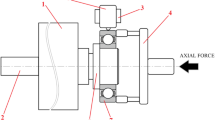
The measurement of bearing vibrations on industrial equipment is as follows: the tested bearing is placed on a shaft rotating at a reference speed. This is usually 1800 rpm. The bearing outer ring is subjected to an axial load, which is applied by means of pusher. The load, like the rotational speed, is also standardised and dependent on the type and dimension of the bearing under test. The radial bearing vibrations generated during the test are picked up by a vibration velocity sensor. From the signal obtained, the RMS value is calculated in three filtered frequency bands: 50–300 Hz, 300–1800 Hz, 1800–10,000 Hz. The signal received from the sensor undergoes a series of operations such as amplification (the signal straight from the sensor is small, so it needs to be pre-amplified), filtration (the use of analogue band-pass, low-pass and high-pass filters allows the received signal to be split into three separate channels, associated with three frequency bands), or processing (e.g. the use of an RMS converter). In analogue devices, the measured signal arriving at the meter (on a specific channel) swings the pointer in proportion to the vibration level generated by the rolling bearing on three different channels. The newer types contain an analogue-to-digital converter and allow the results to be analysed in digital form. The measurement result in digital form offers much greater possibilities for analysis of the measurement result, such as the following: observation of the current bearing vibration signal in both the time and frequency domain, constant averaging of the RMS values over a pre-set period for each band, indication of exceeding set limits, plotting of the recorded time signal and its spectrum, statistical analysis of the obtained result series.
However, industrial plants are faced with the important problem of metrological evaluation of such stands. Even more so, as some of the most advanced industrial manufacturers are constructing this type of specialised equipment for their own use and even selling it. All the steps that are taken to evaluate such systems or to compare them boil down to a comparison of measurement results obtained for the same measuring object. This usually involves a rolling bearing of relatively good condition being measured on a device arbitrarily designated as a reference, and then the same bearing being measured on another device to be evaluated. The results are then compared. However, this type of procedure does not give reliable results. Firstly, the devices are recognised as reference based on the subjective knowledge of the device. In other words, objectively no such reference systems exist. One thing that can be done is, for example, to calibrate the vibration sensor against a piezoelectric reference sensor or reduce pusher mechanism eccentricity or spindle run-out, but this will not ensure that the correct value of the vibration level of the tested bearing is captured. Secondly, the rolling bearing is not a good reference point as even the same bearing, the vibration of which is measured on the same side and at the same point may feature varied indications independent of the measurement system or the operator. This variation concerns, for example, the measurement result reproducibility interpreted as the degree of conformity of subsequent vibration measurements. Difficulties with the measurement’s reproducibility derive from the fact that after the bearing’s removal and re-fitting — while maintaining a constant axial load — the balls can roll to slightly different positions in the inner and outer race, and the balls’ rotation axles can shift. Furthermore, when conducting tests on various devices, the balls and races can alter the existing deviations and the geometrical structure of interoperating surfaces. The bearing can also become damaged in the meantime or, if a defect was present earlier, it can be carried over to different bearing elements. When conducting multiple measurements on a single system, the vibration level can also change spontaneously due to the temperature increase caused by friction inside the bearing. Therefore, bearing element dimensions and the applied grease properties can change altogether. In addition, the vibration measurement result is an unknown value that is very difficult to determine specifically. There are no reference bearings, the vibration of which would be known, and which could constitute the basis for specifying the efficiency of the tested device.
It is impossible to produce a reference rolling bearing due to the dynamic nature of its operation and technological limitations, but it is possible to propose a procedure that will clearly specify the most accurate system that can be deemed as a model system.
To solve the problem of the difficulty of evaluating and comparing industrial rolling bearing vibration measurement systems, it was decided to develop an innovative test method. The starting point of the analyses is the observation that some of the subassemblies of the devices can affect the operation of the bearing on a given system. For this reason, a direct comparison of vibration measurement results for the same rolling bearing, recorded by these devices alone, becomes pointless. For this reason, the procedure described in this paper provides for the use of an additional reference point — the laser Doppler vibrometer. The comparative tests developed were applied to three measurement systems of varying design to determine the most accurate of them.
2 Specification of the tested systems
The comparative testing encompassed three rolling bearing vibration systems intended for industrial applications (Fig. 1). These include stations used in company laboratories and manufactured by three independent entities. The sensors of all three devices underwent calibration, and their specification complied with the requirements of standard [14]. The devices are in constant use for numerous tests with scientific and industrial purposes. The full description of the compared instruments is as follows:
-
(1)
Tested measurement system 1: The system’s spindle is a hydrodynamic spindle. The pusher is activated and released using a pneumatic actuator fitted to a swivel arm. The design makes the pusher and spindle to be positioned coaxially only during a measurement. The pusher head touches the bearing in three points. The head’s interior features an articulated mechanisms that additionally offsets the pusher’s and spindle’s misalignment. The drive unit is positioned below the spindle and transmits rotations via a V-belt. The electrodynamic sensor is fitted in place in a frame above the spindle, and the fitted bearings slide along its shank. The system enables obtaining and saving the measurement result in a digital form. The measurement path of system 1 contains an additional analogue band-stop filter that cuts out the 30 Hz frequency from the raw signal.
-
(2)
Tested measurement system 2: The system’s spindle is an air bearing spindle. The system features a hybrid pusher: the displacement is implemented by using a pneumatic actuator, and the bearing is loaded by using springs fitted to the pusher’s pin. The system’s design ensures constant alignment between the pusher and spindle. The pusher head touches the bearing in three points. The drive unit is positioned directly behind the spindle and transmits rotations via a coupling. The converter is fitted in place in a frame above the spindle, and the fitted bearings slide along the sensor’s shank. In this system, the measurement signal is only subject to analogue processing. The measurement results are read from the indicators located on the device’s panel after prior selection of settings using the knobs.
-
(3)
Tested measurement system 3: The system features a hydrodynamic spindle. The loads are applied by a pneumatic actuator, which is fitted in a compact structure that ensures constant alignment between the pusher and the spindle. The pusher’s head is in contact with the tested bearing’s outer ring along its entire circumference. Any misalignments are offset by a rubber located along the circumference of the pusher ring in contact with the bearing. The drive unit of system 3 is farthest from the spindle, so a long V-belt is used. The sensor is fitted on a moving system featuring a small pneumatic actuator. Due to the above, the sensor is only in contact with the bearing during the measurement. The actuator retracts the sensor between the measurements, thereby protecting it against greater wear or accidental damage. The system enables visualising the signal and saving the measurement result in a digital form.

Tested measurement systems: a measurement system 1, b measurement system 2, c measurement system 3
The choice of systems for the study was mainly based on the differences in the detailed functional solutions of these machines. The systems were put together in such a way that the detailed design solution was different in at least one of the three systems. Table 1 summarises the most important differences between the three systems. It can be noted that system 2 is distinguished by the fact that it is the only system with an air-bearing spindle and the only system with an analogue result display. System 3 is distinguished by the fact that it has a movable sensor that is only moved during measurement, and the load force is distributed on the outer ring around its circumference. The biggest difference, however, is in the pusher design. System 1 has a pusher with a pneumatic actuator on a tilting arm that is pivoted during bearing changes. System 2 has a pusher that applies the axial load mechanically, while system 3 uses a pneumatic cylinder that is permanently coaxial with the spindle axis.
Understanding the design of these devices is crucial, as each system differs in at least one respect from the others. Therefore, if differences in measurement are obtained, it will be possible to identify the component (design solution) responsible for changing the measurement result for the same bearing on different systems.
Table 2 shows the specifications of the selected measurement instruments. Systems 1 and 2 are mainly adapted for manual operation, and the 1800 rpm speed is set by the operator. It is the operator who decides when the measurement is taken. System 3, on the other hand, is adapted to automatic operation, i.e. after mounting the bearing and starting the measurement cycle, the system automatically turns the bearing and takes the measurement at 1800 rpm.
System 1 has the largest range of settable axial loads, the largest bearing diameters can be tested on system 3, while system 2 is adapted for the smallest bearing bore diameters.
3 Specification of the new comparative method
In the method proposed in this paper, the second independent vibration sensor (a portable laser Doppler vibrometer) was proposed as a reference point for the conducted comparative testing. Vibrometers were occasionally used in quality control in industrial plants as an alternative to standard electrodynamic sensors as early as 2013 [17]. Polytec’s PDV-100 basic single-point vibrometer was used in the testing. Its most important strengths are as follows: operation that does not interfere with the rolling bearing’s operation, measurement of the same physical quantity as in the case of electrodynamic transducers (vibration velocity), very high mobility and easy of fitting that enables it to be used in various types of systems, and the ability to conduct a measurement from different distances (from 0.2 to 30 m) in a broad range of frequencies (up to 22 kHz) and resolution of 0.02 µm/s. Numerous strengths of devices that utilise a laser beam, especially their high measurement accuracy, make them suitable for use, e.g. in reference calibration of piezoelectric sensors. The basic assumption of the planned testing was to directly compare the results obtained by the tested measurement system with the results obtained by the laser vibrometer.
The vibrometer was therefore used to measure the quantity deemed as correct. Because each system utilises the same vibrometer with the same electronics, the differences in results are not affected by such factors as follows: the signal processing assembly type, sampling frequency, the sensor’s characteristics or sensitivity. The difference in the obtained results can depend both on the natural measurement variation and on the mechanical differences in the tested measurement systems’ design solutions. The value measured by the laser vibrometer is not objective for the tested bearing but is objective for the bearing fitted on the tested system (Fig. 2). The system’s operation slightly affects the vibration generated by the tested bearing.

Additional equipment of various testing systems in the form of a laser vibrometer a measurement system 1, b measurement system 2, c measurement system 3
3.1 Evaluation based on a vibration spectrum obtained from an independent sensor
It is necessary to note that there are certain result analysis conditions and ignoring them can result in a positive evaluation of a certain system despite it, e.g. featuring design flaws. To illustrate one of such issues, vibration measurements were conducted at the same point of bearing 6206, with a vibrometer on three different systems. Figures 3 (damaged bearing) and 4 (undamaged bearing) demonstrate low band spectrums. Figure 4 presents a selected example of result comparison in the medium frequency band, whereas Fig. 5 is in the high frequency band.

Vibration spectrum of a damaged rolling bearing type 6206 in the frequency band 50–300 Hz, measured with a laser vibrometer fitted to three different measurement system, a measurement system 1, b measurement system 2, c measurement system 3

Vibration spectrum of an undamaged rolling bearing type 6206 in the frequency band 50–300 Hz, measured with a laser vibrometer fitted to three different measurement system, a measurement system 1, b measurement system 2, c measurement system 3

Vibration spectrum of rolling bearing type 6206 in the frequency band 300–1800 Hz, measured with a laser vibrometer fitted to three different measurement system, a measurement system 1, b measurement system 2, c measurement system 3

Vibration spectrum of rolling bearing type 6206 in the frequency band 1800–10,000 Hz, measured with a laser vibrometer fitted to three different measurement system, a measurement system 1, b measurement system 2, c measurement system 3

Comparison of the arithmetic mean of all results obtained for the given bearing by each of the tested systems, a low frequency band, b medium frequency band, c high frequency band
The amplitude spectrums presented in Fig. 3 demonstrate frequencies characteristic for the tested rolling bearing. The spectrum is dominated mainly by components with the frequencies of 107.8 Hz and 215.6 Hz (first and second harmonic of the outer race’s damage) as well as 102.3 Hz, 132 Hz, and 222 Hz (deriving from holder errors). The spectrums also show the harmonic 60 Hz, which derives from the measurement system and not from the bearing. It is the second harmonic of the rotational frequency (the inner ring’s rotational speed amounts to 1800 rpm). Figures 3 and 6 demonstrate that the amplitude of the harmonic 60 Hz is highest for system 1 (approx. 112 µm/s) and lowest for system 3 (approx. 29 µm/s).
This means that system 1 features a substantial spindle or shaft error and has a decisive impact on the result when measuring undamaged bearings (Fig. 6). The obtained vibration velocity’s RMS values in the band presented in Fig. 6 amounted to as follows: system 1, 16.3 And; system 2, 8.4 And, and system 3, 7.2 And (the And unit definition is provided in Sect. 3b). When measuring damaged bearings (Fig. 3), the occurring harmonic 60 Hz can inflate the result to some extent. The obtained RMS values of the vibration velocity in the band presented in Fig. 3 amounted to as follows: system 1, 15 And; system 2, 12.6 And; and system 3, 12.5 And.
The second harmonic of the rotational frequency occurs outside of the measurement chain of the applied sensors and blends with the tested bearing’s vibration. Therefore, both the electromagnetic sensor (if operating correctly) and the reference vibrometer will record a similar amplitude. It may therefore turn out that a high measurement accuracy can be obtained in the low frequency band despite the substantial impact of the system’s operation on the rolling bearing vibration measurement result.
Figure 5 demonstrates a different observed issue concerning the system’s undesirable operation. It presents a vibration velocity spectrum in the high frequency band for a rolling bearing 6206, measured with a laser vibrometer on three different systems. Even though the same rolling bearing is measured at the same point on the outer ring (while maintaining the same test parameters, such as the outer ring’s rotational speed and load force), different RMS values are obtained in the 1800–10,000 Hz band (system 1, 5.1 And; system 2, 4 And; and system 3, 7 And). Above all, when analysing the high frequency band, it is necessary to consider the high-frequency vibration deriving from the spindle or the noise deriving, e.g. from the drive unit. The use of the same laser vibrometer in all the tested systems, as in the previous case, prevents any differences in the results caused by the sensor’s operation. In the discussed band, these differences can occur due to, e.g. high-frequency noise or the difference in the frequency characteristics of system sensors. The difference between systems 1 and 2 is minor. On the other hand, the value obtained for system 3 deviates substantially from other values. Ten ball bearings were measured to evaluate the general trend of the indications from the tested systems (2 bearings type 6305, 2 bearings type 6004, 3 bearings type 6205, 2 bearings type 6203, and 1 bearing type 6206). The results are presented in Fig. 7.
When comparing the obtained single result with a whole series of results presented in Fig. 7, it is also possible to notice that system 3 in most cases inflates the RMS values of the signal obtained in the high frequency band. Since the increased vibration level does not derive from the bearing and is based outside the measurement chain, then a high measurement accuracy can probably be obtained in this case, despite the generation of an increased vibration level in the high frequency band by system 3. One of the reasons for this may be the uneven load distribution on the outer ring’s surface. The two discussed examples enable the adoption of a general assumption that the lower the result indicated by the independent sensor (common for all tested devices) in the analysed band, the better the system is adapted to reliably measure the rolling bearing vibration. In other words, the more accurate rolling bearing vibration measurement system is the device that introduces the least interference (factors unrelated to the tested bearing) deriving from outside of the measurement chain of particular systems. In all other cases, if the measurement errors are related to the measurement chain or when it is impossible to specify the system that consistently shows inflated result in particular frequency bands, it is necessary to use the analysis based on a direct comparison of the results obtained by the system with an independent additional reference sensor. The latter of the cases is demonstrated in Fig. 5. It presents a rolling bearing vibration velocity spectrum in the medium frequency band, measured for the three tested measurement systems.
It is very difficult to find a single spectrum that would differ substantially from the other ones. The harmonics specific to the three presented cases overlap, but their amplitudes often differ when compared to other stations. The calculated RMS values also do not differ substantially from one another and amount to: system 1, 7.6 And; system 2, 6.9 And; and system 3, 7.2 And.
3.2 Evaluation of measurement accuracy
A direct comparison of, e.g. two sensors or measurement systems is expressed very well by the measurement accuracy DP proposed in [18], among others. The parameter DP is calculated based on relative errors of pairs of results obtained for the same measurement object according to the following formula:
where
- s ∆z :
-
measurement error mean deviation.
- k p :
-
coverage factor (P = 0.95) determined from the normal distribution tables.
- w ∆z :
-
mean relative experimental measurement error for the tested instruments
- ∆Zb:
-
rms value of vibration for the given frequency band obtained for the tested system.
- ∆Zw:
-
rms value of vibration for the same frequency band, obtained for laser vibrometer measurements.
Therefore, if each measurement series conducted on the tested devices is referenced to the measurement series conducted by the laser vibrometer, it is possible to conduct a quantitative evaluation of each of the tested systems in the given frequency band. For this purpose, a series of measurements was conducted on 5 bearings type 6206ZZ with four measurement points marked along the outer ring’s circumference, each spaced by 90°. According to the draft presented in Fig. 8, each tested device was equipped with the PDV-100 laser vibrometer fitted in place.

Simultaneous measurement of rolling bearing vibration using the electrodynamic sensor and laser vibrometer
The laser beam recorded the bearing’s vibration at a point shifted by 90° in relation to the standard electrodynamic sensor. Thanks such a test plan, it was possible to obtain two measurements using two sensors at the same outer ring setting. This means that when the bearing was fitted on the testing device’s spindle shaft, the outer ring was placed in a position where the 0° measurement point is in contact with the electrodynamic sensor’s pin, while the laser vibrometer’s beam hits the 90° point. The inner ring’s rotational speed amounted to the standard 1800 rpm, whereas the load force was set to 55 N. After conducting the measurements with each device, the load was released, and the bearing’s outer ring was shifted by 1/4 rotation counterclockwise. This made it possible to conduct a measurement with the electrodynamic sensor at the 90° point and with the vibrometer at the 180° point. This sequence was repeated continuously until measurements at each point were completed by all devices. The diagram of the described procedure is presented in Fig. 8.
The tests were conducted at four points, on each side of the five rolling bearings, thereby providing a comparison of results at 40 different points.
Both results obtained by the electrodynamic sensor and laser vibrometer were expressed using a special industrial unit. This unit — referred to as an Anderon (And) — is strictly related to the applied rotational speed (in industrial measurements, the rotational speed of the shaft, and thereby of the bearing’s inner ring, is strictly determined, and amounts to 1800 rpm), and this parameter’s value is determined by the limit frequencies of the applied bands following the dependency:
where \({f}_{h}\), highest frequency in the band; \({f}_{l}\), lowest frequency in the band.
The experimental measurement error, which was the basis for calculating the measurement accuracy in the given band, was calculated based on pairs of results obtained for the same measurement points and not for measurements conducted at the same time (for two different points). This allows the impact on the result of the natural variation caused by the operation of the system’s mechanical assemblies to be reduced.
Tables 3, 4, and 5 feature the results of proper calculations for the described comparative method. The quality of each system for bands is described by the experimental measurement error (maximum, minimum, and average value), mean square deviation of the experimental measurement error, measurement accuracy, and the Pearson correlation coefficient for the obtained result pairs.
When analysing raw data, it is possible to notice the general quantities of the obtained results. The most noticeable is the indication of substantially higher quantity values in the low frequency band by system 1. The values are higher by approx. 5 And on average than in the case of the other two measurement systems. Inflated results are indicated by both the proper measurement system and by the laser vibrometer. This points to an issue that exists outside the measurement chain and is related to an excessive measurement shaft or spindle runout. The trend observed in the bar plot 7 and presented in spectrums 3 and 4 is therefore maintained.
Additionally, the lowest measurement accuracy and Pearson correlation coefficient in the 50–300 Hz band (Table 3), obtained for system 1 point to an additional issue. This can be related to the shape of the analogue filter that preliminary cuts out the frequency 30 Hz. This is outside of the analysed band, but the filter’s operation can additionally affect a certain range of harmonics located at the beginning of the low band. This fact and the lowest measurement accuracy in the frequency band 1800–10,000 Hz for system 1 prevents this system from being classified as the most accurate.
When comparing the results in the high frequency band, it is also possible to note that the results obtained by system 3 are higher in nearly every case than the results obtained for the same measurement points by other systems. This issue can also be noted in Fig. 7, and it is probably related to a mechanical factor of system 3. In the frequency band 1800–10,000 Hz, system 3 inflates the results by approx. 1 to 2.5 And, depending on the system the results are compared to and whether the analysis encompasses the results for the standard sensor or the laser vibrometer. In this case, the entire measurement chain operates correctly (highest measurement accuracy in the high frequency band for system 3). However, regardless of above, the problem detected in the high frequency band, and the lowest result for \(DP\) in the medium band, prevents the system to be chosen as the most accurate one.
System 2 is selected as the most accurate device. It does not inflate the results in any of the analysed bands, which is confirmed by the raw data and the data presented in Fig. 7. Additionally, system 2 demonstrates the highest measurement accuracy in the low and medium frequency bands, while in the high frequency band, its accuracy does not differ substantially from that obtained for system 3 which was rejected using this method.
4 Conclusions
The applied measurement method allowed a technically difficult assessment of the accuracy of industrial rolling bearing vibration measurement systems, while at the same time making it possible to detect the effects of some components of the tested devices on the measurement result. The use of an additional laser vibrometer in comparative tests of rolling bearing vibration measurement systems made it possible to make measurements of the tested systems independent of spontaneous uncontrolled changes in the dynamic state of the rolling bearing being measured. As a result, the differences in measurements obtained can be related to specific solutions of individual components of these systems. In turn, knowledge of the influence of the specific design solution of the component makes it possible to increase the accuracy of these devices.
The first stage of the analysis made it possible to observe the importance of the quality of the spindle and/or measurement shaft. A standard rotational speed of 1800 rpm means that the second harmonic of the rotational speed, 60 Hz included in the RMS calculation, can significantly overestimate the measurement result in the low frequency band (50–300 Hz), as exemplified by the measurements taken on system 1. To improve accuracy in the low frequency band, spindles with very high rotational accuracy should be used and their run-out frequently checked. In addition, measurement shafts should be manufactured with very high dimensional and geometric accuracy, and such shafts should be machined to avoid excessive ovality.
System 1 accuracy decreased in the low band may have been caused to some extent by the signal processing unit, more specifically filter cutting out 30 Hz, which to some extent attenuates adjacent frequencies including those in the low band. The standard does not include additional filtering in this range, so the effects of the signal processing used must be carefully controlled for accuracy.
In the systems investigated, despite creating the possibility of detecting the undesired operation of the sensor mounting assemblies, no major problems were noted. The sensors and their mounting assemblies in each system fulfilled their role. To increase sensor life, it is therefore preferable to use a mount with the possibility of leaving between measurements (system 3 solution). However, high rigidity and as few other connections as possible must be considered in order not to cause additional resonances.
It is difficult to unequivocally identify the reason for the generation of increased levels in the high frequency band by the bearings tested on system 3. This may be due to vibrations transmitted from the motor, which is considerably distant from the spindle. The use of a rather long V-belt may be responsible for the generation of additional noise transmitted to the spindle. However, this hypothesis cannot be fully verified at this stage of analysis. The influence of the transmission system on the accuracy of the measurement should therefore be investigated with additional tests.
The analysis carried out does not allow the influence of the sub-assembly responsible for applying the axial load to be determined definitively. However, by considering the design of the pusher assembly in the systems studied, some conclusions can be drawn. A ball joint is used inside the pusher unit of system 1 to further compensate for uneven load. However, the additional connection to the pivoting arm results in a variable positioning of the loading head. This design may be responsible for a weakening of accuracy. To achieve high measurement accuracy, the pusher elements should be designed with the highest precision. The pusher structure should be as rigid as possible (preferably permanently coaxial) and free of joints and superfluous connections, and compensation for imperfections in workmanship should only be made through the rubber parts of the head (systems 2 and 3). A good solution is to use mechanical system load (the force is set by springs), with which system 2 is equipped.
The second stage involved a quantitative evaluation of measurement errors derived from result pairs obtained for the same point by the electromagnetic sensor and the vibrometer. The highest accuracy in the low and medium frequency band (DP = 33.4% and DP = 26.6%, respectively) was obtained for system 2, while in the high frequency band, for system 3 (DP = 21.9%).
The obtained results demonstrated that system 2 must be adopted as the reference system. It does not show any mechanical issues visible on the spectrums, which would result in an adverse result inflation and is characterised by the highest measurement accuracy in two of the three bands.
The biggest strength of using the method of reference to the reference sensor is the ability to verify the correct value of the tested bearing’s measured quantity (provided that an additional spectrum analysis does not demonstrate systematic errors generated by the system’s incorrect operation). The method provides a new reference point by enabling, e.g. detection of a defective measurement chain.
The weaknesses of using this method include the additional station retrofitting cost, vibrometer fitting issues when the device has no dedicated space for additional equipment, and, as in the case of all contactless measurements, the high impact of the tested surface’s optical properties on the measurement result is an inconvenience.
Data availability
All posted data is available and verifiable.
Code availability
Not applicable.
References
Mohd Ghazali MH, Rahiman W (2021) Vibration analysis for machine monitoring and diagnosis: a systematic review. Shock Vib 2(2021):1–25
Tiboni M, Bussola Remino C, Amici R, C, (2022) A review on vibrationbased condition monitoring of rotating machinery. Appl Sci 12(3):972 (1 44)
Gundewar SK, Kane PV (2021) Condition monitoring and fault diagnosis of induction motor. J Vib Eng Technol 9:643–674
Wang Z, Yin Y, Yin R (2022) Multi-tasking atrous convolutional neural network for machinery fault identification. Int J Adv Manuf Technol. https://link.springer.com/article/10.1007/s00170-022-09367-x. Accessed 21 Nov 2022
Zhang X, Rane KP, Kakaravada I, Shabaz M (2021) Research on vibration monitoring and fault diagnosis of rotating machinery based on internet of things technology. Nonlinear Eng 10(1):245–254
Balachandar K, Jegadeeshwaran R (2021) Friction stir welding tool condition monitoring using vibration signals and random forest algorithm – a machine learning approach. Mater Today: Proceedings 46:1174–1180
Raimondi L, Bennett CJ, Axinte D, Gameros A, Stevens PA (2021) Development of a novel monitoring system for the in-process characterisation of the machine and tooling effects in inertia friction welding (IFW). Mech Syst Signal Process 156:1–18
Ahmer M, Sandin F, Marklund P et al (2022) Failure mode classification for condition-based maintenance in a bearing ring grinding machine. Int J Adv Manuf Technol 122:1479–1495
Zhou C, Guo K, Sun J (2021). An integrated wireless vibration sensing tool holder for milling tool condition monitoring with singularity analysis. Measurement 174. https://doi.org/10.1016/j.measurement.2021.109038. Acessed 21 Nov 2021
Chaabi L, Lemzadmi A, Djebala A et al (2020) Fault diagnosis of rolling bearings in non-stationary running conditions using improved CEEMDAN and multivariate denoising based on wavelet and principal component analyses. Int J Adv Manuf Technol 107:3859–3873
Feng H, Qing Y (2022) A bearing fault diagnosis method based on wavelet packet transform and convolutional neural network optimized by simulated annealing algorithm. Sensors 22:1–17
Mao W, Wang L, Feng N (2019) A new fault diagnosis method of bearings based on structural feature selection. Electronics 8:1–26
Fu W, Shao K, Tan J, Wang K (2020) Fault diagnosis for rolling bearings based on composite multiscale fine-sorted dispersion entropy and SVM with hybrid mutation SCA-HHO Algorithm Optimization. IEEE Access 8:13086–13104
International Organization for Standardization (2015) Rolling bearings - measuring methods for vibration - part 1: fundamentals (ISO Standard No. 15242-1)
International Organization for Standardization (2015) Rolling bearings - measuring methods for vibration - part 2: radial ball bearings with cylindrical bore and outside surface (ISO Standard No. 15242-2)
International Organization for Standardization (2006) Rolling bearings - measuring methods for vibration - part 3: radial spherical and tapered roller bearings with cylindrical bore and outside surface (ISO Standard No. 15242-3)
Palmetshofer W (2014) Contactless vibration measurement for condition monitoring. Asset Management and Maintenance Journal 27(2):45–47
Zmarzły P, Stępień K (2014) A concept of using the V-block method for waviness deviation measurement of cylindrical parts. PAK 60(9):705–709
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Affiliation agrees to publish the manuscript.
Conflict of interest
The author declares no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wrzochal, M. New method of metrological evaluation of industrial rolling bearing vibration measurement systems. Int J Adv Manuf Technol 124, 587–600 (2023). https://doi.org/10.1007/s00170-022-10359-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10359-0