
Abstract
In the light-activated work-holding devices, hardened adhesive residues on the fixture plate need to be removed to make it available for the subsequent work holding. There are several ways to remove the cured adhesive from the gripper, such as laser-based degradation, and softening and removing with high temperature pressured water wash. These processes are associated with the generation of carbon black, affecting transparency which compromises the efficiency of the light-activated device. A novel peripheral grinding-based cleaning process has been developed to strip the adhesive from the fixture plate. The present research is aimed to analyze the effect of variation in grinding parameters, viz., spindle speed, feed, depth of cut, and the grain size of the grinding wheel on the temperature of the adhesive being ground and cleaning of the adhesive-filled channel. Aggressive values of grinding parameters are selected to achieve the desired removal of adhesive, putting a step towards sustainability. Moreover, a comprehensive investigation of the temperature of the grinding zone and the grinding wheel is made by inspecting the effective cleaning of the cured adhesive-filled channel. Higher values of spindle speed (11.57 m/s) and feed (0.406 mm/rev) resulted in an improved, cleaned surface of the ground adhesive-filled channel. Moreover, the grinding wheel with a more prominent grain size (46/Ø 0.35 mm) and porosity was proved to be more effective in the cleaning process by reducing and maintaining the grinding temperature (~52 °C) of the adhesive-filled channel.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Advances in the realm of machining and manufacturing are being implemented to achieve the increased performance of processes and end products through enhanced and newer technology. In the world of fixtures, ultraviolet light actuated adhesive work holding is a sophisticated sort of gripper technology that may be used for various machining operations [1]. This UV gripper technology is becoming more common in sectors, particularly aerospace production. It helps hold items for machining that are difficult to grasp in grippers, such as composite, ceramic, or metallic parts. These adhesive grippers may keep components in place throughout the manufacturing process, inspect parts during the manufacturing process, and inspect final parts [2,3,4,5,6,7,8,9]. The actual use of this technology is very versatile, as the geometry of the gripper does not need to be complicated.
On the other hand, workpieces of various geometries may be held in these simpler adhesive grippers with more machining access, and the gripping of the workpiece is extremely firm [7]. Furthermore, these adhesive grippers can hold workpieces with irregular geometry, which would be difficult to retain using vacuum or magnetic fixtures (Fig. 1). In the case of non-magnetic materials, they also have restrictions. However, adhesive grippers provide several advantages over other fasteners in various situations [4]. The adhesive fixture technology has been highly recommended after evaluating technical aspects such as dynamic stiffness characterization [5] and critical irradiance of these adhesive joints concerning photo-polymerization [9]. Furthermore, using adhesive grippers ensures that manufacturing is simple, cost-effective, and of higher quality, as fewer parts are rejected due to incorrect alignment [2]. There are a few steps followed in the adhesive fixture.
-
Placement of appropriate quantity of adhesive on grippers and bounding of workpiece.
-
De-bonding form gripper after completion of the required process.
-
Cleaning of the fixture gripper as there are the residues of cured hardened adhesive on the gripper.

A typical light-activated gripper for work-holding. a A clean gripper. b With adhesive residues
Several ways are used to remove the cured adhesive from the gripper, including (i) degradation of adhesive residues using a laser beam and (ii) softening and removing it using a high temperature pressured water wash. These approaches have a few drawbacks, including using a large amount of carbon black, which reduces transparency for UV and laser action [3] and the inability to remove adhesive residue from firmly positioned fixtures [2]. To address these cleaning issues, Penn State has created a revolutionary cleaning procedure known as the adhesive grinding process [2]. The adhesive abrasive machining procedure uses a grinding wheel to remove the adhesive residues while protecting the fixtures from harm. The adopted method of the adhesive cleaning process is the peripheral grinding, and this research was aimed to obtain a clear understanding of the behavior of adhesive grinding. The control over the method is based on comprising different grinding parameters, grain size and porosity of abrasive wheel, and the temperature variation during the grinding process for developing a reliable cleaning method of the adhesive fixtures. This peripheral grinding process is similar to the surface grinding process. Several ways of assessing surface grinding are also applicable to peripheral grinding processes [2]. During the grinding process, heat energy [10,11,12,13,14] causes the temperature to rise in the wheel-workpiece interaction zone leading to burning, phase change, and other thermal damages to the workpiece.
Face nanogrinding using incredibly tiny diamond grits in deionized water at room temperature was used to produce silicon (Si) crystalline nanoparticles and the detection and confirmation of Si nanoparticles with an average size of 19.1 nm [15]. Face nanogrinding was performed on HgCdTe films utilizing a newly invented ultrafine diamond wheel. After direct face nanogrinding, a damage-free subsurface was obtained. A unique model of maximum undeformed chip thickness for face grinding was developed, and the predicted findings agree with the experimental results [16]. When the wheel and table speeds are kept constant, the feed rate has a considerable impact on the surface roughness and thickness of damaged layers, respectively. Experimental measurements of the surface roughness and layer thickness of damaged areas show good agreement with the derived model’s prediction [17]. The fundamental mechanics of grinding are frequently studied using nanoscratching, with typical speeds ranging from µm/s to mm/s. The speeds in nanoscratching are three to six orders of magnitude lower than the m/s level. An innovative method of single grain grinding/scratching at a nanoscale cut speed of 40.2 m/s is suggested as a solution to this problem. At the start of grinding, force, stress, cut depth, and plastic deformation size are computed [18, 19]. This strategy of grinding/nanoscratching creates a new avenue for research into the basic mechanisms of grinding [20]. Novel mechanical chemical grinding and grinding wheels are being developed as a result of theoretical breakthroughs [21]. These investigations significantly advance the traditional cleaning, grinding, and manufacturing processes [22, 23].
Qu et al. [24] investigated and modeled the grinding and material removal properties of C-SiCs. The findings demonstrated that when the grinding depth increased, the grinding force dramatically increased. Additionally, the outcomes of the numerical simulation demonstrated that the periodic variations in the grinding force were caused by the unique characteristics of the CFRT and SiCM. Qu et al. [25] investigated the grinding processes in the different conditions such as dry, wet, and under the application of carbon nanofluid in MQL. The grinding was performed on ceramic material; the aim of the research was to avoid the coolant which is causing pollution. From the results, it was found that carbon nanofluid under the MQL application is the most suitable solution in the terms of cost savings and pollution-free substance. Zhang et al. [26] performed experimentations on an environmentally friendly substance named cryogenic air nanofluid. The convective heat transfer coefficient model was validated experimentally using Ti-6Al-4 V. The results showed that when the cold air fraction was 0.35, nanofluids had a low specific grinding energy (66.03 J/mm3), a high viscosity (267.8 cP), and a large contact angle (54.01°). Meanwhile, the lowest temperature of the grinding zone (183.9 °C) was recorded. Therefore, thermal models were designed to analyze the heat generation and transfer into the work surface, the variation of heat flux in the grinding zone, quantity of heat energy entering the work material, and transfer of heat via convection from the workpiece to the surrounding [27,28,29,30,31,32,33]. To improve the process, the measurement of key characteristics is important. There are several techniques used for the temperature measurements and thermal analysis for the grinding processes, such as thermal imagers [34, 35], optical fiber technology [36,37,38], foil/workpiece, thermocouples having a single pole [39,40,41,42,43], and the embedded type double-pole thermocouple [44, 45]. The unique properties necessary for practical applications should also be present in flexible electronics built on flexible materials, such as the capacity for various deformation modes, such as folding, twisting, and stretching, as well as specific electrical or other functions and a high level of damage tolerance [46]. Equipment defect diagnostics and trend prediction are two unique applications of the notion of digital twins that can offer accurate and reliable reference data for further investigation into intelligent manufacturing [47].
During the adhesive grinding process, temperature control is essential. For the grind-zone temperature measurements, most techniques depend upon the use of thermocouples or thermal imagery. Outwater and Shaw [14] measured grinding process temperature by utilizing an embedded type tool work thermocouple. Littmann and Wulff [48] utilized workpiece-embedded thermocouples and recorded the maximum temperature reading of 900 °C while grinding the hardened AISI 52,100 by the Alumina Grinding wheel. The study developed a relation between the workpiece’s temperature and hardness. Rowe et al. [49,50,51] demonstrated the partition of the temperature in the grinding zone by constructing a model and measuring the grinding process’s temperature using thermocouples. The maximum temperature was recorded in the 450–500 °C grinding process of the AISI 52,100 hardened steel. Rowe et al. found that measurement through thermocouples has limitations in monitoring localized temperature spikes beside the workpiece surface. Hebber et al. [52] pointed out some inaccuracies related to the temperature measurements of thermocouples at the grinding zone. Chandrasekar et al. [53] explained about the distribution of the temperature in the grinding wheel can be recognized by the temperature of the grains and the bonding material. It was often found that the grinding wheel grains were cooled very rapidly after exiting the grinding zone, reaching the surrounding temperature before entering the next cut. Xu and Malkin [45] compared embedded type thermocouples, a two-color infrared sensor attached with optical fiber and a foil/workpiece type thermocouple to measure a specific grind-zone location on the workpiece. It was established that all techniques have the same kind of response profile on that particular location. The methods mentioned above of thermocouples and Infrared sensors are fundamental, spot temperature measuring techniques as these can be utilized to measure the temperature at one or only few discrete locations of the grinding zone. The major limitation is plotting the temperature of the complete grinding zone. Boothroyd [54] used the thermal field in two-dimensional cutting by utilizing the infra-red film photographs of the workpiece, cutting tool, and the formed chips. A microdensitometer measured the intensity of the emitted radiation impinged on the films. The obtained measured results, in combination with the calibrated data made via a similar methodology from a heated flat plate to known temperature, were utilized to measure the thermal field of the workpiece, the cutting tool, and the chips.
There is a critical requirement for an adhesive removal method for the sustainable implementation of light-activated adhesive grippers on an industrial level. After each finished work is removed from the gripper, adhesive remains are left on the gripper. The previously published work discussed the novel approach of removing the adhesive from the grinding process. The evaluation of the grinding process in harsh conditions was designed to improve the process efficiency and productivity. In the literature, the heat generation during the grinding process and the transfer of heat into the adhesive and the grinding wheel have not been comprehensively studied by considering the significant grinding parameters established for cleaning fixtures [2]. In the present research, the primary focus has been on the heat generation and temperature variations in the grinding wheel and grind-zone of adhesive during the grinding process. It addresses how the temperature variations occur in the grinding zone and whether it reaches or exceeds the glass transition temperature of the adhesive or remains below the limit. The significant grinding parameters are explored to find the most suitable for the cleaning process of the adhesive channel under only the dry conditions so that these analyses could make functional grinding process parameters set for the industrial applications. Conclusively, a comprehensive inspection plan was designed to assess the adhesive-filled channel’s cleaning. The process is evaluated thermally to analyze the effective removal of adhesive residues to avoid reaching the glass transition temperature of the adhesive and without any possible re-sticking to the channel surface.
2 Experimental procedure
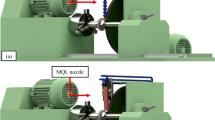
This current experimental design is comprised of the measurement of grind-zone temperature during the grinding processes of the adhesive filled in the channel of D2 tool steel. The grinding zone’s temperature was measured using a thermocouple and the thermal imager. A comparison of these two different techniques will be made, and under the other grinding parameters, a thermal analysis of the adhesive grinding process will be done. As emphasized in the previous work [2], further investigation on the adhesive grinding process should be on higher values of spindle speed, feed, and depth of cut of the grinding process compared to those used in work. Moreover, two sets of experiments were designed by selecting values of grinding parameters one and two steps higher than recently published work. Furthermore, these experiments were performed using two similar grinding wheels with different grain sizes and porosity. A detailed illustration (Fig. 2) is given for a better understanding of the experimental setup with the labeled components.

Complete assembly of the adhesive grinding process. a Experimental setup. b Grinding operation. c Cleaned channels
Two grinding wheels manufactured by K-prix Korea were used for the experimental procedure. The composition of wheels was regular aluminum oxide grains with high porosity, gray in color, temperature resistance (~1200 °C), and rigidity due to the vitrified bonding of grains. These wheels are suitable for the high material removal process of unhardened steels, with the nominal dimension of head diameter of 120.1 mm, 12.7-mm width, and grain size of 46/Ø 0.35 mm and 80/Ø 0.18 mm. Each wheel was mounted into an EMCO-MAT 17-D precision lathe using a centered mild steel shaft. The adhesive-filled channeled plate was mounted on the cross slide with the help of an adjustable fixture having the capability of maintaining different height levels for providing variable depth of cuts with accuracy up to 0.1 mm. Before the experiments, each wheel was dressed with a single-tipped diamond dressing tool positioned on the tool’s post to avoid any eccentricity on the wheel’s outer diameter. For the purpose of dressing, the wheel was rotated with the spindle speed of 820 rpm/10.31 m/s, and the dresser was advanced to the grinding wheel with a very small manual feed. After wrapping each grinding wheel, its outer diameter was also verified. The adhesive to be ground was filled into two rectangular channels machined into a steel (D2) plate. Both channels have 14.5 mm in width and 152.4 mm in length. However, for the depths of cut/grind, there was a requirement of two different depths, which were 1.3 mm and 1.5 mm in the channels, as shown in Fig. 3.

Dimensions and geometry of adhesive channels
The ultraviolet curable adhesive (an acrylic-based adhesive) used in the current work was Loctite AA 3926, commonly used for applications that require strength in the order of 19 MPa. That was deposited into the rectangular channel, leveled for a uniform surface, and then cured in Ultraviolet light. The adhesive was a thick viscous liquid, transparent in color, and having a positive fluorescence under UV light. After curing its shore, the test value was measured to ensure its curing. The detailed properties of the adhesive are further described in Table 1.
For the temperature variation study, the thermal imager was utilized to immediately measure the temperature of the grinding wheel and the workpiece. A thermal imager was placed at a distance of 1 m from the grinding zone to capture the grinding wheel’s complete infrared image and the workpiece assembly during the grinding process. Thermal images of the grinding wheel and the adhesive were captured (i) before starting the grinding operation, (ii) during the grinding operation, and till (iii) end of grinding. There were different grinding experiments designed based on grinding speed (S), feed (F), depth (DOC), and grain (dia.) size of the wheel. Abrasive grinding parameters with levels have been provided in Table 2.
The experimental setup was developed on a precision lathe and customized by converting it into a precision grinder. The setup was developed by designing a specific fixture mounted on the lathe machine’s cross slide. That fixture enabled different depths of cuts in the grinding operations, as it added a changeable third axis on the precision lathe. First, the fixture was positioned on the cross slide, and afterward, the channel plate was mounted on the fixture. For the preciseness, the whole experimental setup was calibrated using a dial caliper and dial gauge before the execution of the experiments. Moreover, calipers verified the depth of cut in each channel after performing each experiment. Figure 4 explains the process of the adhesive grinding, the orientation of the grinding wheel, and the ground adhesive surfaces in the channels. Figure 5 represents the conceptual framework of the current experimental setup.

(a) Peripheral grinder and (b) adhesive channel plate

Conceptual setup of the adhesive grinding process and temperature analysis
2.1 Cleaning of the channel
Twenty-four experiments were designed to clean the channel from the adhesive residues properly. For the certainty of the results, each experiment was repeated three times. This provided better and more comprehensive details of different grinding parameters and their combined effects. As from the most recent work [2], aggressive values of grinding parameters were recommended for more improved results. In this work, that recommendation was followed. Moreover, two different grain sizes were also observed during the cleaning process and grinding temperature. After each experiment, the cleaning of the adhesive was visually analyzed according to quality inspection protocol. The criteria of the inspection were that the channel was cleared fully from adhesive or was there any residue left, and there might be the ground particles of adhesive sticking on the channel, as was reported in the previously published research that there were few experiments in which cleaning was partially or fully ineffective [2]. This work observed that the adhesive cleaning was more effective at higher values of grinding parameters along and in the application of a bigger grain-sized abrasive wheel. The adhesive-filled channels were cleared fully in both cases, in the single pass or two passes of the grinding wheel. Figure 6 explains the cleaning process of the channel. As the grinding wheel enters the adhesive channel by removing the adhesive from the front end, it reaches the midpoint of the channel and leaves at the end of the cleaning process.

Cleaning adhesive from channels by the adhesive grinding process (a) position at the start (b) the grinded adhesive (c) position at the end
2.2 Thermal imaging of grinding process
The process of thermal imagery enables the measured temperature to be shown in numerical form on a digital display. Although it also displays it in the form of a thermal image showing different colors for the different temperatures of the object. Moreover, it also can translate into the form of an analog signal which may be utilized in any control system for process management. Figure 7 explains the adhesive grinding process’s thermography and its screen image display. In this current study, the thermal analysis of the adhesive grinding was also done by the thermal imaging utilizing the Testo-868 thermal imager for the rapid response recording in the form of thermal images. This thermal imager has 19,200 temperature measuring points resulting in higher precision in thermography [53]. The infrared resolution utilized in the experimentation was 320 × 240 pixels for super-resolution images. This imager can visualize differences of 0.10 °C in temperature. The actual image is also saved with the infrared image with each click on the imager button. The thermocouples are limited in measuring the wheel temperature to analyze the work field thoroughly. Therefore, a thermal imager is used to get a thorough understanding.

Working on a thermal imager (the mechanism of thermal imager [55])
3 Results and discussion
3.1 Thermal aspects analysis
The temperature of the grinding zone and grinding wheel were measured through image processing. Each captured thermal image indicated the variations in grind-zone temperature. There were different points indicated in the pictures such as the midpoint of the picture, the highest temperature point, and the temperature of the surroundings. Figures 8, 9 and 10 represent the captured thermal images of the best average and worst results. These pictures are the sequence of the thermography of the adhesive grinding process, from the start to the end of the channel cleaning.

Best results of the thermography of adhesive grinding process at different locations of the channel
Figure 8 shows the captured thermal images of the experiment. In that experiment, the grinding parameters were speed = 11.57 m/s, feed = 0.406 mm/rev, and DOC = 1.2 mm. However, the grain size of the wheel was 46 (Ø = 0.35 mm). As speed and feed were higher, the depth of cut was lower, and grain size was more significant. The temperature which was measured was at most lower values measured in the whole experimentation.
Figure 9 shows an average value of the results. As the essential grinding variables of this experiment were speed = 10.31 m/s, feed = 0.406 mm/rev, and DOC = 1.2 mm, the grain size for this experiment was 46/ Ø 0.35 mm. As the variables were not the highest nor the lowest, average results were measured. In another experiment worst/highest temperature values of the grinding process were calculated at speed = 9.055 m/s, feed = 0.406 mm/rev, and DOC = 1.2 mm (Fig. 10). In this experiment, the value of grain size was 80 (Ø = 0.18 mm). Thus, the wheel’s lowest variables and smaller grain size resulted in the highest measured temperature of the grinding zone.

Average results of the thermography of adhesive grinding process at different channel locations

Worst results of the thermography of adhesive grinding process at different channel locations
For a more precise understanding of the thermal images with their different aspects, a thermal image has been separately explained in Fig. 11. In this image, the temperature gradient is represented by rainbow colors. The other temperature points, such as the highest temperature point, the temperature of the surrounding, the temperature of the midpoint of the image, and the corresponding time and date of the captured image, are mentioned. From the majority of results obtained from the thermography, it was revealed that at higher values of feed (0.406 mm/rev), speed (11.57 m/s), and grinding depth (1.0 mm), the rise of temperature in the grind zone was lower as compared to the experiments in which these grinding parameters have lower values. With the increase in speed from 10.31 to 11.57 m/s, with the feed 0.406 mm/rev, the grinding zone’s temperature reduced. The effect of feed was not very evident in comparison with speed as there was not very much difference in the feed values (0.348–0.406 mm/rev). Furthermore, by changing the depth of cut from 1.0 to 1.2 mm, there was a higher variation in the grind-zone temperature. It was more evident in those experiments where the other two parameters were at lower values (speed 9.055 m/s, feed 0.348 mm/rev).

Detailed description of a thermal image
Moreover, the effect of different grain sizes (46/Ø = 0.35 mm, 80/Ø = 0.18 mm) was also analyzed in these experiments in it was found that wheels having smaller grain sizes (80/Ø = 0.18 mm) were heated much faster and higher than the wheel with bigger grain sizes (46/Ø = 0.35 mm). Another finding of this experimental research was the gradient of temperature in the grinding process of the adhesive channels. The gradient resulting from the variations in the surface level of the cured adhesive is due to the uneven shrinkage during the curing process. This was verified when the cured adhesive surface of the channel was analyzed under the coordinate measuring machine. It was found that its surface was not leveled as it was leveled during its uncured liquid state. On curing UV adhesive, it undergoes a nominal shrinkage [3, 9], resulting in uneven surface level and varying grinding depths. As the grinding depths are varied, the temperature variations are evident from the results.
3.2 Parametric effects on response measure
3.2.1 Effect of wheel speed
The experiments were performed to study the effect of grinding wheel speed on the grind zone temperature by keeping the other parameters constant and variable wheel speed (9.055, 10.31, 11.57 m/s). Figure 12 demonstrated the variations of the grinding wheel temperature (W.T) and adhesive temperature (A.T) against different speeds. As can be observed in this figure, the temperatures corresponding to the different grinding speeds are different for the wheel and the adhesive. The experimental results found that every increase in wheel speed has an inverse effect on the temperature of the grinding zone (Fig. 12). However, few fluctuations were observed due to the cured adhesive’s uneven surface. Still, on average, there was a specific difference among the measured temperatures of the grinding zone. The measured grinding wheel temperatures (W.T) and adhesive temperature (A.T) of grinding wheel speeds 9.055, 10.31, and11.57 m/s are shown in Fig. 12. It was also recommended in the recent grinding work of adhesive [2] that for more improved grinding results, the more aggressive values of grinding parameters should be utilized for any future work.

Temperature variations in grinding wheel and adhesive under different grinding speeds
Moreover, it was also found that the grinding process has a lower temperature in the grinding zone due to the higher speed of material removal. Ground particles are removed at a higher speed, so they cannot transfer their heat to the grinding zone [12]. Furthermore, as this material was acrylic, its thermal conductivity was poor, so at higher speeds, as the material was removed quickly, less heat transfer to the grinding zone is possible. Moreover, a similar work that has been published recently, the grinding process of polyether ether ketone (PEEK), a polymer substance quite similar to acrylic. This work also provided positive evidence of reduced cutting forces by increasing the speed of the grinding wheel [11]. In high-speed grinding, the higher rotating grinding wheel shall significantly reduce the thickness of the un-deformed chips, reducing the grind-zone temperature. Moreover, the higher the machining speed, the lesser the time for heat transfer, resulting in the reduction of workpiece temperature. As in the grinding process, the chips also carry heat. Higher speeds shall result in higher temperature removal via chips [11].
3.2.2 Effect of feed
This experimental work also analyzed the effect of variations in the values of feeds (0.406 and 0.348 mm/rev). Figure 13 depicts that an increase in the feed rate resulted in a decrease in the grind-zone temperature, both the grinding wheel and the adhesive. The results proved that the higher values of feed (0.406 mm/rev) were also favorable for the cleaning process of adhesive remains from the fixture plate (Fig. 13). Likewise, the higher values of wheel speeds and higher values of feeds were also proven to help remove the adhesive at a lower temperature, as from the recommendation of the recent work [2]. However, similar variations in temperature of the grinding zone were also observed in most experiments due to the unevenness of the cured adhesive being ground in Fig. 13. Mostly in metallic materials, this effect is the opposite, as higher feed values result in a higher temperature of grind-zone. However, this current material is a polymer (acrylic), a poor conductor of heat. In the grinding process of PEEK [11], the feed increase resulted in the tool initially loading. However, after a specific feed increase, the load started to drop. As these polymer materials are poor conductors of heat, with lower hardness values, the higher feed values allow the grinding wheel to leave the grinding zone more quickly. As the wheel moves over the grinding zone with higher feeds, the heat transfer rate is reduced to the grinding zone.

Temperature variations of grinding wheel and adhesive under different feed values
3.2.3 Effect of depth of cut
Likewise, the speed (m/s) and feed (mm/rev) and the effect of variation in the depth of cut/grind (1.2 and 1.4 mm) were also analyzed in the experiments. Figure 14 represents that an increase in the depth of cut resulted in an increase in the grinding wheel temperature as well as the adhesive, which is a well-known phenomenon. A higher depth of cut leads to a more elevated surface contact area of the wheel and workpiece. Moreover, the proportion of chip formation energy increases, increasing the temperature. Due to differences in grinding depths, the grinding zone temperature throughout the whole adhesive channel shall vary. A higher depth of cut/grind (1.4 mm) was found to increase grinding zone temperature, whereas at lower grind values (1.2 mm), the measured temperature was comparatively low. However, the higher value of grinding depth (1.4 mm) was proved to be acceptable with higher speed (11.57 m/s), feed (0.406 mm/rev) and bigger grain size (46/Ø = 0.35 mm) wheel (Fig. 14).

Temperature variations of grinding wheel (W.T) and adhesive (A.T) under the different depths of cuts
Furthermore, the peculiarity of the grind-zone temperature was also analyzed from the procedure. The majority of experiments recorded that at fewer points, there was higher temperature and at fewer points. This finding was a little related to the previous work [2] where the transient behavior of the adhesive grinding was also observed. To understand these phenomena, the surface of the cured adhesive was analyzed. As in the previous work [2], it was assumed to be a smooth surface since liquid adhesive was filled, leveled, and cured and was ground in each experiment. However, this work found that after curing, the leveled surface of the adhesive becomes a little bit uneven, so the grind-zone temperature behavior shall be transient. This unevenness results from the nominal shrinkage of adhesive during its curing. And as the surface becomes uneven, the grinding process shall have a difference in depth of grind at different locations of the adhesive channel.
Figure 15 shows the surface level of the cured adhesive channels after complete curing. There were five adhesive surfaces measured under a coordinate measuring machine. In this figure, the surface of the cured adhesive was measured concerning the upper surface level of the channel plate. And from each cured surface, five points of measurement were made with respect to the length of the channel. From the measured values, it is quite evident that there is a lot of surface-level variation in each cured adhesive surface. The dotted line showed the upper surface level of the metallic plate, which was utilized to level the filled uncured adhesive in the channels.

Variation in the cured adhesive surface level due to irregular shrinkage in adhesive
For better visualization, one measured surface level of cured adhesive was utilized to make a schematic of the grinding mechanism. Figure 16 shows the grinding mechanism of a cured adhesive surface. From Fig. 16, it is evident that uneven surface-level grinding wheels have different grinding depths, resulting in temperature variations in the grinding zone.

Schematic illustration of adhesive grinding process (cured surface 5)
3.2.4 Effect of grain size of the wheel
The effect of the grain size of the abrasive wheel was also examined in this current work. For practical analysis, two different grain-sized wheels were utilized in this experimental work. A smaller (80/Ø = 0.18 mm) and comparatively a medium-grained wheel (46/Ø = 0.35 mm). Figure 17 represents the temperature variation of the grinding wheel and the adhesive under the grinding process with the grain size variation. A grain size of 46/Ø = 0.35 mm has a lower temperature than a grain size of 80/Ø = 0.18 mm. The results found that the bigger grain size (46/Ø = 0.35 mm) was more suitable for maintaining a low temperature (Fig. 17). As in the previous work, it was found that during the adhesive grinding process, the temperature reached and exceeded the glass transition temperature of the adhesive. As the temperature exceeds the glass transition temperature of the adhesive, causing it to melt and stick again on the cleaned surface by the grinding process [2]. However, utilizing a bigger grain-sized (46/Ø = 0.35 mm) grinding wheel having more porosity helped a lot in keeping the temperature of the grinding zone lower (< 58 °C). Higher porosity enables more effective cooling of the grinding wheel. Moreover, bigger grain size (46/Ø = 0.35 mm) wheels have lower surface contact with the grinding zone, reducing the surface friction and less heat transfer to the grinding zone [10].

Temperature variations of grinding wheel and adhesive under different grain size
3.3 Magnified study of wheels
Moreover, the grain structure of grinding wheels was also observed under higher magnifications (10 × , 35 × , and 70 ×) before and after the adhesive grinding experiments for a detailed view of grain size, porosity, and the adhesion of the adhesive particles in the pores of grinding wheels. After performing the complete experimentation, the adhesive length of 5486.4 mm (152.4 mm × 36) was cleaned from each grinding wheel. After this much adhesive removal, the grinding wheel was not choked with adhesive particles. Figures 18 and 19 showed the magnified views of grinding wheels. From the magnified views of the grinding wheels, it was observed that the bigger grain-sized wheel (46/Ø = 0.35 mm) is more porous than, the smaller grain-sized wheel (80/Ø = 0.18 mm). This also supported the result that the higher the porosity of the wheel, its interactions with the ambient air resulted in quicker temperature reduction. However, from the microscopic views of both wheels, it was observed that none of the wheels were fully choked by the adhesive remains. This confirms the sustainability of this adhesive grinding methodology for industrial application. From both Figs. 18 and 19, it is clear that the wheel of grain size 46/Ø = 0.35 mm has more porosity than grain size 80. Furthermore, 46/Ø = 0.35 mm grained wheel has bigger-sized pores as compared to the wheel of 80/Ø = 0.18 mm grained.

Magnified views of grinding wheel grains (before and after grinding experiments). Grain size 80/Ø 0.18 mm

Magnified views of grinding wheel grains (before and after grinding experiments). Grain size 46/Ø 0.35 mm
3.4 Adhesive removal
The cleaning process of the adhesive-filled channel via adhesive grinding was the other main objective of this research. After each experiment, the adhesive channels were analyzed for the effective removal of the adhesive. As from previous work [2], it was mentioned that in many experiments, the adhesive residues were not cleaned, and for a sustainable application of UV adhesive grippers, there is a requirement for an effective cleaning process after work de-bonding. This current work emphasizes cleaning the adhesive from the channel by keeping the temperature of the grind-zone lower than the glass transition temperature of the adhesive (58 °C) by implementing the findings from the previous works [10,11,12]. If the adhesive is melted during the grinding process, there shall be no meaning in grinding a viscous liquid/ semi-liquid. Two depths of cut/grind were employed in this current work, which were 1.2 mm, and 1.4 mm. However, the metallic channels were 1.3 mm and 1.5 mm deeper, in which adhesive was filled. The reason for selecting 1.2-mm and 1.4-mm depths of cuts was to ensure that the grinding wheel should not make contact with the surface of the metallic channel during the grinding experiment, so only the temperature of adhesive grinding should be measured. After removal of the 1.2-mm adhesive layer from the channel of 1.3-mm depth, the remaining 0.1 mm layer was removed afterward for complete removal of the adhesive layer.
The bigger grain size grinding wheel was more successful at maintaining low temperature and cleaning the adhesive channel more effectively. Furthermore, higher values of grinding parameter speed: 11.57 m/s and feed: 0.406 mm/rev, with the depth of cut of 1.2 mm, were found best for maintaining low-temperature removal of adhesive. In contrast, the bigger grain-sized wheel was utilized. Moreover, these higher values of speed and feed and higher value of depth of cut also provided effective cleaning of adhesive channels. A depth of cut of 1.2 mm was found suitable even at lower values of speed 10.31 m/s, and feed 0.348 mm/rev, and at higher values of speed 11.57 m/s and feed 0.348 mm/rev, the depth of cut of 1.4 mm was also found to be suitable. However, lower values of speed 9.055 m/s and feed 0.348 mm/rev along with the higher depth of cut resulted in the rise of temperature of the grind zone and poor cleaning of the adhesive channel.
Figure 20 represents the different conditions of adhesive channel cleanings. In Fig. 20a, the grinding parameters are F: 0.406 mm/rev, S: 10.31 m/s, and DOC: 1.2 mm. As feed and speed values are relatively higher and the depth of cut is lower, a successful cleaning is observed. However, in the mid of the channel, due to the rise in the surface level of the adhesive, a higher depth of cut resulted in a rough region. This roughness resulted from a higher temperature rise in that portion which caused the sticking of ground adhesive particles. In Fig. 20b, many successful results are observed, resulting from the grinding parameters F: 0.406 mm/rev, S: 11.57 m/s, and DOC: 1.2 mm. The speed and feed both were highest compared to other experiments. Furthermore, the depth of the cut was lowered as compared to others. In Fig. 20c, a slight adhesion of the adhesive particles has been observed, resulting in lower speed and feed F: 0.348 mm/rev, S: 10.31 m/s, and DOC 1.2 mm. Lastly, in Fig. 20d, highly sticking of the adhesive particles was observed, resulting in the lowest grinding parameters F: 0.348 mm/rev and S: 9.055 m/s accompanied by the highest depth of cut of 1.5 mm. Additionally, the melting of the adhesive layer, which was left after the grinding process, was also observed. The complete cleaning of the adhesive channel was a very precise task, so it was performed in a few experiments. In an experiment, whenever there was the wheel’s contact with the metallic surface of the channel, the temperature of the grinding zone was recorded so much higher due to the grinding of the D2 steel. So, in most experiments, the practice was to grind the adhesive until there was a 0.1- or 0.2-mm layer of adhesive left in the bottom of the channel.

Adhesive channels surface morphology after performing grinding experiments with different grinding parameters (a) F: 0.406 mm/rev S: 10.31 m/s (b) F: 0.406 mm/rev S: 11.57 m/s (c) F: 0.348 mm/rev S: 10.31 m/s (d) F: 0.348 mm/rev S: 9.055 m/s
4 Conclusion
From a deep analysis of the obtained experimental results, there were drawn following conclusions,
-
A bigger grain-sized wheel (46/Ø = 0.35 mm) was more effective for cleaning the cured adhesive, due to its higher porosity and lower surface contact area with the grinding zone.
-
Higher values of speed (11.57 m/s) enable the fast removal of the ground adhesive particles from the grinding zone, thus reducing the heat transfer from the particles to the grinding zone.
-
Higher values of the feed (0.406 mm/rev) are adequate for the grinding process of polymeric substances like acrylic and polyether ether ketone.
-
A higher depth of cut/ grind (1.4 mm) results in the temperature elevation of the grinding zone. However, along with the higher values of speed and feed and bigger grain-sized wheel, the higher depths of cuts are acceptable.
-
The grinding process of the adhesive remains on the fixtures proved itself sustainable. There were two grinding wheels utilized in the whole experimentation. Each wheel was utilized to perform 36 experiments and cleaned the cured adhesive layer of 5486.4-mm (152.4 mm × 36) length. And afterwards, the magnified images of the wheels’ structure showed that none of the wheels was choked, which can further be used.
Data availability
The necessary data used in the manuscript is already present.
Code availability
Not applicable.
References
Yao S et al (2020) Work holding assessment of an UV adhesive and fixture design method. Int J Adv Manuf Technol 106(1):741–752
Cloquell AP, Edward C (2015) Experimental analysis of an adhesive surface grinding process. J Manuf Process 19:38–48
Mantena M, Cloquell AP, Edward C (2014) Analysis of a laser process for permanently degrading a photo-activated adhesive joint. J Manuf Process 16(2):190–199
Edward C, Kumar JS (2010) Assessment of photo-activated adhesive workholding (PAW) technology for holding “hard-to-hold” workpieces for machining. J Manuf Syst 29(1):19–28
Bakera CC, De Meterb EC (2008) Modeling and analysis of the irradiance of incipient curing light reaching the adhesive–workpiece interface within a LAAG joint. J Adhes Sci Technol 22(10–11):1105–1121
Edward C (2004) Light activated adhesive gripper (LAAG) workholding technology and process. J Manuf Process 6(2):201–214
De Meter EC (2005) Characterization of the quasi-static deformation of LAAG joints adhering machined steel surfaces. J Manuf Sci Eng 127(2):350–357
Raffles MH et al (2013) Assessment of adhesive fixture system under static and dynamic loading conditions. Proc Inst Mech Eng Part B J Eng Manuf 227(2):267–280
Baker CC, De Meter EC (2010) Investigation of a critical irradiance criterion for minimizing the cure time of a PAW joint. J Adhes Sci Technol 24(7):1303–1317
Demir H et al (2010) An investigation into the influences of grain size and grinding parameters on surface roughness and grinding forces when grinding. J Mech Eng 56(7–8):447–454
Khoran M, Azarhoushang B, Amirabadi H (2021) Evaluation and investigation of grinding process of biomedical polymer (PEEK). Proc Inst Mech Eng Part E J Process Mech Eng 235(6):1858–1868
Wu C et al (2017) Comparison of machining temperature in high speed grinding of metallic materials and brittle materials. In MATEC Web of Conferences. EDP Sciences
Malkin S, Guo C (2008) Grinding technology: theory and application of machining with abrasives. Industrial Press Inc
Outwater J, Shaw M (1952) Surface temperatures in grinding. Trans Am Soc Mech Eng 74(1):73–81
Zhang Z et al (2012) Fabrication and size prediction of crystalline nanoparticles of silicon induced by nanogrinding with ultrafine diamond grits. Scripta Mater 67(7–8):657–660
Zhang Z et al (2012) A novel model for undeformed nanometer chips of soft-brittle HgCdTe films induced by ultrafine diamond grits. Scripta Mater 67(2):197–200
Zhang Z, Huo Y, Guo D (2013) A model for nanogrinding based on direct evidence of ground chips of silicon wafers. SCIENCE CHINA Technol Sci 56(9):2099–2108
Zhang Z et al (2015) Changes in surface layer of silicon wafers from diamond scratching. CIRP Ann 64(1):349–352
Zhang Z et al (2022) Origin and evolution of a crack in silicon induced by a single grain grinding. J Manuf Process 75:617–626
Wang B et al (2018) New deformation-induced nanostructure in silicon. Nano Lett 18(7):4611–4617
Zhang Z et al (2017) A novel approach of mechanical chemical grinding. J Alloy Compd 726:514–524
Zhang Z et al (2017) A novel approach of high-performance grinding using developed diamond wheels. Int J Adv Manuf Technol 91(9):3315–3326
Li Y et al (2022) In situ plasma cleaning of large-aperture optical components in ICF. Nucl Fusion 62(7):076023
Qu S et al (2022) Modelling and grinding characteristics of unidirectional C-SiCs. Ceram Int 48(6):8314–8324
Qu S et al (2022) Environmentally friendly grinding of C/SiCs using carbon nanofluid minimum quantity lubrication technology. J Clean Prod 366:132898
Zhang J et al (2021) Convective heat transfer coefficient model under nanofluid minimum quantity lubrication coupled with cryogenic air grinding Ti–6Al–4V. Int J Precis Eng Manuf-Green Technol 8(4):1113–1135
Des Ruisseaux NR, Zerkle R (1970) Thermal analysis of the grinding process. p. 428–434
Lavine AS (1988) A simple model for convective cooling during the grinding process. p. 1–6
Demetriou MD, Lavine AS (2000) Thermal aspects of grinding: the case of upgrinding. J Manuf Sci Eng 122(4):605–611
Shaw M (1990) A simplified approach to workpiece temperatures in fine grinding. CIRP Ann 39(1):345–347
Ju Y, Farris T, Chandrasekar S (1998) Theoretical analysis of heat partition and temperatures in grinding
Guo C, Malkin S (1996) Inverse heat transfer analysis of grinding, part 1: methods. J Manuf Sci Eng 118(1):137–145
Guo C, Malkin S (1996) Inverse heat transfer analysis of grinding, part 2: applications. J Manuf Sci Eng 118(1):143–149
Hwang J et al (2003) Measurement of temperature field in surface grinding using infra-red (IR) imaging system. J Tribol 125(2):377–383
Sakagami T et al (1998) Full-field IR measurement of subsurface grinding temperatures. in Thermosense XX. SPIE
Ueda T, Hosokawa A, Yamamoto A (1986) Measurement of grinding temperature using infrared radiation pyrometer with optical fiber. J Manuf Sci Eng 108(4):241–247
Ueda T, Yamada K, Sugita T (1992) Measurement of grinding temperature of ceramics using infrared radiation pyrometer with optical fiber. J Manuf Sci Eng 114(3):317–321
Curry AC et al (2003) Grinding temperature measurements in magnesia-partially-stabilized zirconia using infrared spectrometry. J Am Ceram Soc 86(2):333–341
Rowe W, Black S, Mills B (1996) Temperature control in CBN grinding. Int J Adv Manuf Technol 12(6):387–392
Xu X, Yu Y, Huang H (2003) Mechanisms of abrasive wear in the grinding of titanium (TC4) and nickel (K417) alloys. Wear 255(7–12):1421–1426
Huang H, Xu X (2004) Interfacial interactions between diamond disk and granite during vertical spindle grinding. Wear 256(6):623–629
Batako A, Rowe W, Morgan M (2005) Temperature measurement in high efficiency deep grinding. Int J Mach Tools Manuf 45(11):1231–1245
Lefebvre A et al (2006) Numerical analysis of grinding temperature measurement by the foil/workpiece thermocouple method. Int J Mach Tools Manuf 46(14):1716–1726
Upadhyaya R, Malkin S (2004) Thermal aspects of grinding with electroplated CBN wheels. J Manuf Sci Eng 126(1):107–114
Xu X, Malkin S (2001) Comparison of methods to measure grinding temperatures. J Manuf Sci Eng 123(2):191–195
Luo G et al (2022) Highly conductive, stretchable, durable, breathable electrodes based on electrospun polyurethane mats superficially decorated with carbon nanotubes for multifunctional wearable electronics. Chem Eng J 138549
Lv Z, Guo J, Lv H (2022) Safety poka yoke in zero-defect manufacturing based on digital twins. IEEE Trans Ind Inform
Littmann WE (1954) The influence of the grinding process on the structure of hardened steel. Mass Inst Technol 692–714
Rowe W et al (1995) Experimental investigation of heat transfer in grinding. CIRP Ann 44(1):329–332
Rowe W et al (1996) Analysis of grinding temperatures by energy partitioning. Proc Inst Mech Eng Part B J Eng Manuf 210(6):579–588
Rowe W et al (1997) Grinding temperatures and energy partitioning. Proc R Soc London Ser A Math Phys Eng Sci 453(1960):1083–1104
Hebber RR, Chandrasekaar S, Farris TN (1992) Ceramic grinding temperatures. J Am Ceram Soc 75(10):2742–2748
Chandrasekar S, Farris T, Bhushan B (1990) Grinding temperatures for magnetic ceramics and steel. J Tribol 112(3):535–541
Boothroyd G (1961) Photographic technique for the determination of metal cutting temperatures. Br J Appl Phys 12(5):238
Fluke. How infrared cameras work. https://www.fluke.com/en/learn/blog/thermal-imaging/how-infrared-cameraswork. Accessed 16 Feb 2022
Author information
Authors and Affiliations
Contributions
Conceptualization, S.M. Haider and S.A. Khan; formal analysis, K. Ishfaq; data curation, S.M. Haider; writing—original draft preparation, S.M. Haider, M.A. Ali, and M.U. Farooq; writing—review and editing, S.M. Haider, M.A. Ali, and M.U. Farooq; visualization, S.M. Haider, M.A. Ali, and M.U. Farooq.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors are agreed upon current version of submission for publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Haider, S.M., Khan, S.A., Ali, M.A. et al. Thermal experiments and analysis on adhesive cleaning of work-holding devices by grinding. Int J Adv Manuf Technol 122, 3849–3865 (2022). https://doi.org/10.1007/s00170-022-10139-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10139-w