
Abstract
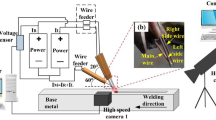
Triple-wire gas indirect arc welding (TW-GIA) is a new technology with the advantages of low heat input and high deposition rate. However, the humping bead restricts the improvement of welding efficiency. In this article, the high-speed cameras and infrared thermal imaging system were used to characterize the formation mechanism of the TW-GIA humping bead. The physical model was established to discuss the force mechanism of the weld poor. And the influence of process parameters on humping bead was studied. The results show that the increase of the welding angle reduced the arc pressure and droplet impact force in the opposite direction of welding, which was beneficial to eliminate the hump. When the welding height was lower than 3 mm, the excessive arc pressure led to the humping bead with arc crater. When the welding height was greater than 20 mm, the distance between the droplets of side wires was far, forming the humping bead with “double bead” defect. In addition, the flow distance of the liquid metal shortened as the welding current decreased, which could suppress the humping bead. When the ratio of the total wire feeding speed to the welding speed was 10, the critical current was 360 A, and the critical current increased as the ratio increased. The maximum TW-GIA welding speed of bead-on-plate was 4.2 m/min, which was 137% higher than that of high-speed GMAW.















Similar content being viewed by others

Data availability
All the data have been presented in the manuscript.
References
Bashkar R, Balasubramanian V, Mani C, Sonar T (2021) Establishing empirical relationship between welding current and weld metal deposition rate for submerged arc welding process. Multiscale and Multidisciplinary Modeling, Experiments and Design 4:275–291
Wu DT, Zou Y, Zhao GL, Shi CW (2020) Wear-resistant surfacing layer preparated by high efficiency twin-wire indirect arc welding. Mater Sci Forum 985:229–239
Herawan SG, Rosli NA, Alkahari MR, Abdollah M, Ramli RF (2021) Review on effect of heat input for wire arc additive manufacturing process. J Mater Res Technol 11:2127–2145
Voiculescu I, Geanta V, Rusu C, Mircea O, Mistodie LR, Scutelnicu E (2016) Research on the metallurgical behaviour of X70 steel subjected to multi wire submerged arc welding. Annals of the University Dunarea de Jos of Galati: Fascicle XI 27:38–46
Wu KY, Zhan JT, Cao XW, Zeng M (2020) Metal transfer of aluminum alloy double-wire pulsed GMAW with a median waveform. J Mater Process Tech 286:1–116
Fang Y, Jiang X, Mo D, Zhu D, Luo Z (2019) A review on dissimilar metals’ welding methods and mechanisms with interlayer. Int J Adv Manuf Tech 102:2845–2863
Lahnsteiner R (1992) T.I.M.E. process - an innovative MAG welding process. Weld Rev Int 11(1):17–20
Layus P, Kah P, Martikainen J, Gezha V, Bishokov R (2014) Multi-wire SAW of 640MPa arctic shipbuilding steel plates. Int J Adv Manuf Tech 75(5–8):771–782
Chen J, Zhang Y, Wu C, Padhy G (2019) Suppression of undercut defects in high-speed GMAW through a compound magnetic field. J Mater Process Tech 274:1–11
Lund H, Penttil S, Skriko T (2020) A knowledge-based multipass welding distortion estimation method for a multi-robot welding off-line programming and simulation software. Procedia Manuf 51:302–308
Huang J, Liu S, Yu S, An L, Yang F (2020) Cladding Inconel 625 on cast iron via bypass coupling micro-plasma arc welding. J Manuf Process 56:106–115
Miao YG, Xu XF, Wu BT, Li XX (2014) Effects of bypass current on the stability of weld pool during double sided arc welding. J Mater Process Tech 214(8):1590–1596
Li K, Zhang YM (2010) Interval model control of consumable double-electrode gas metal arc welding process. IEEE T Autom Sci Eng 7(4):826–839
An Q, Wen YX, Matsuda J, Xu JY, Wu DT, Zou Y (2021) Corrosion resistance and high temperature wear behavior of carbideenhanced austenite-based surfacing layer prepared by twin-wire indirect arc welding. Mater Res Express 8:1–11
Shi C, Zou Y, Zou Z, Wu DT (2014) Twin-wire indirect arc welding by modeling and experiment. J Mater Process Tech 214(11):2292–2299
Wu DT, Hu C, Zhao W, Zhang YG, Zou Y (2019) Influence of external magnetic field on twin-wire indirect arc surfacing stainless steel layer. Vacuum 169:1–7
Fang DS, Song G, Liu LM (2016) A novel method of triple-wire gas indirect arc welding. Mater Manuf Process 31(3):352–358
Liu LM, Yu SB, Hu CH (2019) Analysis of arc shape and weld forming in triple-wire indirect arc welding. Transactions of the China Welding Institution 40(6):1–6
Liu L, Yu SB, Song G, Hu CH (2019) Analysis of arc stability and bead forming with high-speed TW-GIA welding. J Manuf Process 46:67–76
Liu LM, Hu CH, Yu SB, Song G (2019) A triple-wire indirect arc welding method with high melting efficiency of base metal. J Manuf Process 44:252–260
Wang L, Wu C S, Chen J, Gao J, Hu Q (2020) Experimental measurement of fluid flow in high-speed GMAW assisted by transverse magnetic field. J Manuf Process 56(A):1193–1200
Nguyen TC, Weckman DC, Johnson DA (2005) The humping phenomenon during high speed gas metal arc welding. Sci Technol Weld Join 10:447–459
Zähr J, Füssel U, Hertel M, Lohse M, Schnick M (2012) Numerical and experimental studies of the influence of process gases in TIG welding. Weld World 56(3–4):85–92
Li KH, Chen JS, Zhang YM (2007) Double-electrode GMAW process and control. Welding J 86(8):231–237
Kanemaru S, Sasaki T, Sato T, Tanaka M, Kanemaru S, Mishima H (2014) Study for TIG-MIG hybrid weld process. Weld World 58(1):11–18
Shoichi M, Yukio M, Koki T, Yasushi T, Yukinori M, Yusuke M (2013) Study on the application for electromagnetic controlled weld pool welding process inoverhead and flat position welding. Sci Technol Weld Join 18:38–44
Wu CS, Yang F, Gao J (2016) Effect of external magneticfield on weld poolflow conditions in high-speed gas metal arc welding. Proc Inst Mech Eng Part B J Eng Manuf 230:88–93
Wang L, Wu CS, Gao JQ (2016) Suppression of humping bead in high speed GMAW with external magneticfield. Sci Technol Weld Join 21:131–139
Gatzen M, Tang Z, Vollertsen F (2011) Effect of electromagnetic stirring on the element distribution in laser beam welding of aluminium with filler wire. Phys Procedia 12:56–65
Bachmann M, Avilov V, Gumenyuk A, Rethmeier M (2014) Experimental andnumerical investigation of an electromagnetic weld pool support system forhigh power laser beam welding of austenitic stainless steel. J Mater Process Technol 214:578–591
Xu XK, Yang HY, Liu LM (2021) Study on time characteristics of coupling discharge in pulsed laser induced double-TIG welding. Int J Adv Manuf Tech. https://doi.org/10.21203/rs.3.rs-796847/v1
Zhang RZ, Zhang B, Lv Q, Li J, Guo P (2019) Effects of droplet shape on impact force of low-speed droplets colliding with solid surface. Exp Fluids 60(4):60–64
Lu SP, Fujj H, Nogi K (2008) Marangoni convection and weld shape variations in He–CO2 shielded gas tungsten arc welding on SUS304 stainless steel. J Mater Sci Technol 43(13):4583–4591
Wang ZJ (2007) Fusion welding method and equipment. Machinery Industry Press, Beijing (in Chinese)
Wang L, Chen J, Wu C, Gao J (2016) Backward flowing molten metal in weld pool and its influence on humping bead in high-speed GMAW. J Mater Process Technol 237:342–350
Yu SB, Liu ZH, Shi T, Guo JH, Liu LM (2021) Effect of wire feeding speed on the stability and weld formation of triple-wire indirect arc welding. Weld Technol 50(1):35–39
Funding
This work was supported by the National Natural Science Foundation of China (No. 52175290).
Author information
Authors and Affiliations
Contributions
Zeli Wang: conceptualization, methodology, writing-original draft, formal analysis. Tianyi Zhang: assist experiment, validation. Xiaonan Dong: conceptualization. Liming Liu: writing-review and editing, funding acquisition.
Corresponding author
Ethics declarations
Ethics approval
The paper follows the guidelines of the Committee on Publication Ethics (COPE).
Consent to participate
The authors declare that they all consent to participate this research.
Consent for publication
The authors declare that they all consent to publish the manuscript.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, Z., Zhang, T., Dong, X. et al. Suppression of humping bead in high-speed triple-wire gas indirect arc welding. Int J Adv Manuf Technol 122, 2593–2605 (2022). https://doi.org/10.1007/s00170-022-10031-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10031-7